

Genauigkeit von Herstellung von Kegelrädern hat einen erheblichen Einfluss auf die Lebensdauer und den Lärm von Übertragungssystemen unterschiedlicher Art. Wenn Ingenieure entwerfen, stehen sie oft vor der Herausforderung, die Auswahl der Spiralebenenräder, die DIN-Genauigkeit und die Produktionskosten in Einklang zu bringen.
Dieser Leitfaden befasst sich eingehend mit dem gesamten Herstellungsprozess von Kegelrädern und erläutert anhand realer Produktionserfahrungen die wichtigsten Kostenkontrollstrategien bei der Kegelradbearbeitung. So wird sichergestellt, dass die Konstruktions- und Produktionsphasen vollständig auf die tatsächlichen Betriebsanforderungen abgestimmt sind.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten | Wert für Sie |
| Auswahl des Prozesspfads | Die vier Stufen des Kegelradherstellungsprozesses sind Schmieden/Schneiden → Grobbearbeitung → Wärmebehandlung → Präzisionsbearbeitung, und die Genauigkeit korreliert positiv mit den Kosten. | Wählen Sie den Prozess auf der Grundlage von Präzisionsanforderungen aus, um zu vermeiden, dass für unnötige Präzision überhöhte Gebühren gezahlt werden. |
| Auswahl des Getriebetyps | Neben der Tatsache, dass Spiralkegelräder den Geräuschpegel um 30 % senken, sind sie auch in der Lage, eine höhere Last zu tragen. Stirnräder hingegen sind 50 % günstiger und können daher eine wirtschaftliche Option für Situationen mit niedriger Geschwindigkeit und geringer Last sein. | Stellen Sie sicher, dass die Arbeitsbedingungen genau aufeinander abgestimmt sind, damit Sie weder zu viel leisten noch unterbelastet sind. |
| Entscheidungen zur Herstellungsmethode | Verwenden Sie Formfräsen, wenn Sie eine kleine Charge haben, Planfräsen für eine große Charge und Zahnradschleifen ist für eine Präzision von DIN 5 und höher erforderlich. | Wählen Sie das Passende aus Herstellungsverfahren für Kegelräder Abhängig vom Produktionsmaßstab und der Genauigkeit . |
| Lieferantenbewertung | Überprüfen Sie die Kernausrüstung (Gleason/Klingberg), untersuchen Sie das Qualitätssystem (ISO/IATF) und überprüfen Sie die Testfähigkeiten (CMM-Vollinspektion). | Erhalten Sie ein sinnvolles Bewertungsraster, um den zuverlässigsten Hersteller von Kegelrädern zu identifizieren. |
Wichtige Erkenntnisse:
- Präzisionsschwelle:
DIN-Klasse 5 war ein Wendepunkt in der Fertigungsindustrie. Wenn die Präzision höher ist, ist das Schleifen von Zahnrädern erforderlich , was zu einem Anstieg der Bearbeitungskosten um 40–60 % führt.
- Reduzierung der Designkosten:
Die Intervention von DFM in der frühen Phase des Projekts hilft bei der Unterschneidungsoptimierung und der Standardisierung des Eingriffswinkels, sodass die Werkzeugkosten um 20–30 % gesenkt werden können.
- Materielles Leben:
Aufkohlen und Abschrecken (Oberfläche HRC 58–62, Kern HRC 25–40) sind besser auf die Funktionalität von Schwerlastszenarien abgestimmt als Induktionshärten und haben daher das Potenzial , die Lebensdauer des Zahnrads um mehr als 30 % zu verlängern .
- Chargenpreise:
Die Herstellung kundenspezifischer Zahnräder erfordert geteilte Debugging-Kosten, und eine Erhöhung der Losgröße von 10 auf 100 Stück kann die Kosten pro Stück um 40–60 % senken.
Warum diesem Artikel vertrauen? JS Precision verfügt über mehr als 20 Jahre Erfahrung in der Herstellung von Kegelrädern
JS Precision spielt seit mehr als 20 Jahren eine zentrale Rolle auf dem Gebiet der Präzisionsgetriebe und hat mehr als eine halbe Million Spiralkegelradprodukte geliefert. JS Precision verfügt über großes technisches Know-how und stellt sich der Herausforderung, Kegelräder und Zahnradbearbeitungen zu entwickeln, die direkt in die Automobil-, Baumaschinen-, Robotik- und Luft- und Raumfahrtindustrie weltweit passen.
Alle Inhalte in diesem Artikel stammen aus der echten Produktion, echten Prozessdaten und Branchenlösungen von JS Precision. Dabei handelt es sich nicht nur um eine theoretische Zusammenstellung, sondern vielmehr darum, die wichtigsten technischen Punkte und Geheimnisse der Kostenkontrolle bei der Herstellung von Kegelrädern aufzudecken.
In Bezug auf Getriebepräzision und Inspektionsstandards gewährleistet JS Precision die vollständige Einhaltung der ISO 1328-1-Zahnradpräzisionsspezifikation Dadurch sind die Zahnprofil- und Zahnrichtungsfehler jedes Produkts noch geringer als die Anforderungen der höchsten Industriestandards.
In den letzten 20 Jahren hat JS Precision die Probleme Tausender Kunden bei der Bearbeitung von Planetengetrieben gelöst , von kundenspezifischen Stirnkegelrädern für niedrige Drehzahlen und leichte Lasten über die Massenproduktion von Spiralplanetengetrieben für hohe Drehzahlen und hohe Beanspruchung bis hin zur Bearbeitung von hochpräzisen Zahnrädern der DIN-Stufe 3, die alle ein standardisiertes und reproduzierbares Prozesssystem gebildet haben.
Um den individuellen Anforderungen der kundenspezifischen Zahnradfertigung gerecht zu werden, hat JS Precision außerdem ein schnell reagierendes Ingenieursteam aufgebaut, das in der Lage ist, die Prozesslösung aus der Zeichnungsanalyse innerhalb von 72 Stunden fertigzustellen.
Die Wahl eines zuverlässigen Kegelradherstellers ist entscheidend für den Erfolg Ihres Getriebesystems. Wenn Sie Probleme mit der Prozessauswahl und der Kostenkontrolle bei der Herstellung von Kegelrädern haben, wenden Sie sich direkt an die Anwendungsingenieure von JS Precision für eine kostenlose persönliche Prozessberatung. Lassen Sie sich von ihrem professionellen Team dabei helfen, Fallstricke bei Design und Produktion zu vermeiden.
Was ist der Herstellungsprozess für Kegelräder und warum ist er wichtig?
Der wissenschaftliche Aspekt des Kegelradherstellungsprozesses beeinflusst letztendlich die Leistung der Zahnräder. Jeder Schritt bei der Zahnradbearbeitung beeinflusst den Kompromiss zwischen Genauigkeit, Haltbarkeit und Kosten. Es handelt sich im Grunde genommen um ein systemtechnisches Problem, bei dem alle Teile miteinander verbunden sind.
Vier Kernprozessphasen
Der komplette Herstellungsprozess von Kegelrädern besteht aus vier Hauptschritten: Schmieden/Stanzen, Grobbearbeitung, Wärmebehandlung und Endbearbeitung. Diese Phasen sind entscheidend für die endgültige Genauigkeit und die Kosten eines Produkts und bilden daher die Grundlage für den nächsten Verarbeitungsschritt.
Prozessroutenentscheidungen für die Weich- und Hartbearbeitung
Die Bearbeitung von Kegelrädern besteht aus zwei Teilen: Weichbearbeitung (vor der Wärmebehandlung) und Hartbearbeitung (nach der Wärmebehandlung):
- Die Weichbearbeitung nutzt Werkzeuge aus Schnellarbeitsstahl oder Hartmetall , die sehr effizient sind und eine Genauigkeit unter DIN 7 liefern können.
- Bei der Hartbearbeitung kommen CBN-Schleifscheiben oder Keramikwerkzeuge zum Einsatz, die zwar teuer sind, aber eine Präzision von bis zu DIN 3 erreichen und Verformungen durch Wärmebehandlung korrigieren können.
Wichtige Eingriffspunkte und Technologieauswahl für die Wärmebehandlung
Die Lebensdauer eines Zahnrads hängt in hohem Maße von der Wärmebehandlung ab und sollte daher entsprechend den Anforderungen ausgewählt werden:
- Durch Aufkohlen und Abschrecken entsteht eine Oberfläche mit einem HRC von 58–62, und der Kern hat einen Kern-HRC von 25–40, was für eine gute Zähigkeit und hohe Belastbarkeit sorgt.
- Induktionsgehärtete Oberflächen haben einen Oberflächen-HRC von 50–55, sind 30 % günstiger und eignen sich für Zahnräder aus Stahl mit mittlerem Kohlenstoffgehalt, niedrigen Drehzahlen und leichten Belastungen.
Wie wählt man zwischen geradem und spiralförmigem Kegelrad?
Die Entscheidung über das Zahnprofil ist die erste Phase bei der Konstruktion der Kegelradherstellung. Gerade Kegelräder und Spiralkegelräder weisen hinsichtlich Leistung, Kosten und Verwendung sehr unterschiedliche Eigenschaften auf. Die falsche Wahl des Profils kann zu Lärmproblemen, frühzeitigen Schäden oder unnötigen Geldausgaben führen.
Gerade Kegelräder: Eine einfache und zuverlässige Wahl, die kostengünstig ist
Gerade Untersetzungskegelräder haben einen einfachen Aufbau und sind sehr effizient herzustellen. Die Zähne sind gerade und das Netz hat Punktkontakt. Sie können in Situationen mit niedriger Geschwindigkeit und leichter Last mit linearen Geschwindigkeiten <5 m/s eingesetzt werden, und die Kosten einer Einheit sind 30–50 % geringer als die einer Einheit Spiralkegelrad .
Spiralkegelrad: der König der Hochgeschwindigkeits- und Hochleistungsleistung
Spiralkegelräder zeichnen sich durch die Schrägverzahnung und den Linienkontakteingriff aus, was zu höchster Laufruhe und niedrigem Geräuschpegel führt.
Obwohl eine hohe Fertigungspräzision erforderlich ist, eignen sich diese Zahnräder für Hochgeschwindigkeits- und Schwerlastsituationen mit linearen Geschwindigkeiten >20 m/s und können über 30 % mehr Last tragen als gerade Kegelräder.
Nullgrad-Spiralkegelrad: technische Auswahl einer Kompromisslösung
Null-Grad-Bogenzahnschrägungswinkel = 0 °, was bedeutet, dass sie die Eigenschaften von geraden Zahnrädern in Bezug auf geringe Axialkräfte mit denen von Spiralzahnrädern in Bezug auf Laufruhe vereinen.
Das Herstellungsverfahren ist im Wesentlichen das gleiche wie bei Spiralkegelrädern, wodurch diese Zahnräder für ganz spezielle Zwecke geeignet sind, bei denen das Axialkraftspiel äußerst gering und die Funktion sehr leichtgängig sein muss.
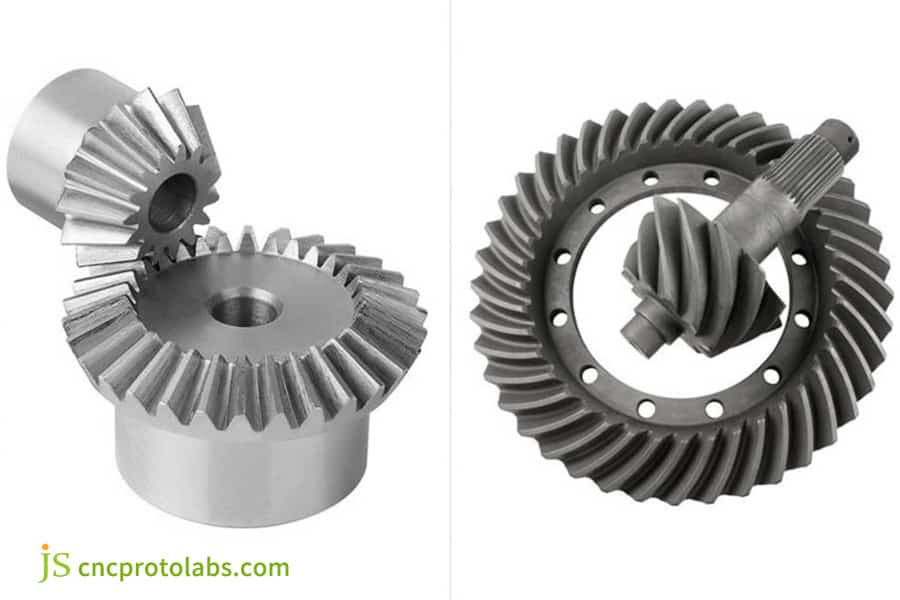
Abbildung 1: Ein visueller Vergleich zweier Kegelradsatzdesigns: eines geraden Kegelradsatzes (links) und eines Spiralkegelradsatzes (rechts), der ihre unterschiedlichen Zahngeometrien zeigt.
Wie wählen Sie die richtigen Herstellungsmethoden für Kegelräder für Ihr Projekt aus?
Die Entscheidung über die Herstellungsmethode für Kegelräder wird im Allgemeinen vom Produktionsvolumen, der Präzision und dem Budget beeinflusst. Durch die Wahl der richtigen Methode kann man die Kosten um mehr als 40 % einsparen und trotzdem das Präzisionsniveau beibehalten.
Planfräsen vs. Planfräsen: Zwei wichtige Zerspanungsmethoden
- Planfräsen ist ein intermittierender Indexierungsprozess, der eine DIN 5-Präzision erreicht und sich ideal für kleine bis mittlere Chargen hochpräziser Spiralkegelräder eignet.
- Face-Hobbing Da es sich um einen kontinuierlichen Indexierungsprozess handelt, ist er zu mehr als 30 % effizient und wird für die Produktion von Automobilzahnrädern in großem Maßstab eingesetzt.
Formschneiden vs. Wälzschneiden: Die Losgröße bestimmt, welches Verfahren zum Einsatz kommt
- Formfräser sind sehr günstig (800-1500 US-Dollar/Satz), aber auch unwirtschaftlich, daher eignen sie sich gut für Module >8 mm und Chargen <10 Proben .
- Wälzfräser garantieren eine stabile Präzision (DIN 6) und eine hohe Produktivität und eignen sich für Projekte mit einem Produktionsvolumen von mehreren zehntausend Teilen oder mehr .
Präzision × Output × Budgetentscheidungsmatrix
| Relativer Kostenindex | Jährliche Produktion | Empfohlener Prozess | Relativer Kostenindex |
| DIN 8-9 | <100 Stück | Formfräsen | 1,0 |
| DIN 6-7 | 100-5000 Stück | Planfräsen | 1,8-2,2 |
| DIN 5 und höher | >5000 Stück | Planfräsen + Zahnradschleifen | 3,0-4,5 |
| DIN 3-4 | Beliebig | Spezielle Zahnradschleifausrüstung | 5,0+ |
JS Precision verfügt über einen kompletten Satz an Bearbeitungsgeräten für die Herstellung von Kegelrädern, einschließlich Formfräsen, Planfräsen, Planfräsen und Zahnradschleifen. Wenn Sie wissen möchten, welche Verarbeitungsmethode für Ihr Projekt geeignet ist, können Sie Ihre Produktionskosten kostenlos berechnen und eine kostengünstige Prozesslösung erhalten.
Wie wirken sich Präzisionsgüten (AGMA/Din) auf die gesamte Produktionskette aus?
Präzisionssorten gemäß AGMA- und DIN-Normen sind wichtige Aspekte, die jeden Teil der Kegelradbearbeitung durchlaufen. Die Qualität der Produkte hängt stark von ihnen ab. Sie legen die Grenzen für Schneidwerkzeuge, Prozesse, Inspektionen und damit verbundene Kosten fest.
Ingenieuren wird empfohlen, diejenige auszuwählen, die ihren Anforderungen entspricht, ohne blind der höchsten Note nachzujagen.
Präzisionsklassen: Eine einfache Erklärung der AGMA- und DIN-Normen
AGMA und DIN sind weltweit die beiden höchsten Präzisionsnormen für Getriebe mit einem gut abgestuften Klassensystem. Es ist normal, dass sich die Bearbeitungskosten um 15–25 % erhöhen, wenn man in jeder Präzisionsstufe eine Stufe höher geht.
Nachfolgend sind die wichtigsten Entsprechungen aufgeführt:
- AGMA Q6-Klasse = DIN 7-Klasse, ideal für allgemeine Anwendungen Industrielle Übertragung .
- AGMA Q8-Klasse = DIN 6-Klasse, ideal für allgemeine Pkw-Getriebe.
- AGMA Q10-Sorte = DIN 4-Sorte, ideal für Premiumanwendungen wie die Luft- und Raumfahrt.
Wann ist Schleifen notwendig?
Um Präzisionsniveaus von DIN 5 oder AGMA 12 und mehr zu erreichen, müssen Verformungen durch die Wärmebehandlung durch Zahnradschleifen korrigiert werden. Schleifen verringert die Oberflächenrauheit und den Geräuschpegel , erhöht aber auch die Investitionen in die Ausrüstung und die Arbeitszeit.
Inspektionsplan: Probenahme oder Vollinspektion?
Präzision bestimmt den Prüfplan:
- Für DIN 7 und darunter Chargenprobenahme (5-10 %) + SPC-Kontrolle.
- Für DIN 5-6: Erststück-Vollprüfung + 20 % Probenahme.
- Für DIN 4 und höher sind eine 100-prozentige Vollprüfung und ein KMG-Bericht erforderlich.
Wenn Sie die spezifischen Kosten verstehen möchten Kegelradbearbeitung Bei verschiedenen Präzisionsstufen können Sie sich an die Ingenieure von JS Precision wenden, um eine detaillierte Präzisions-Kosten-Vergleichstabelle zu erhalten, um die Investition und Rendite für jede Präzisionsstufe klar zu verstehen.
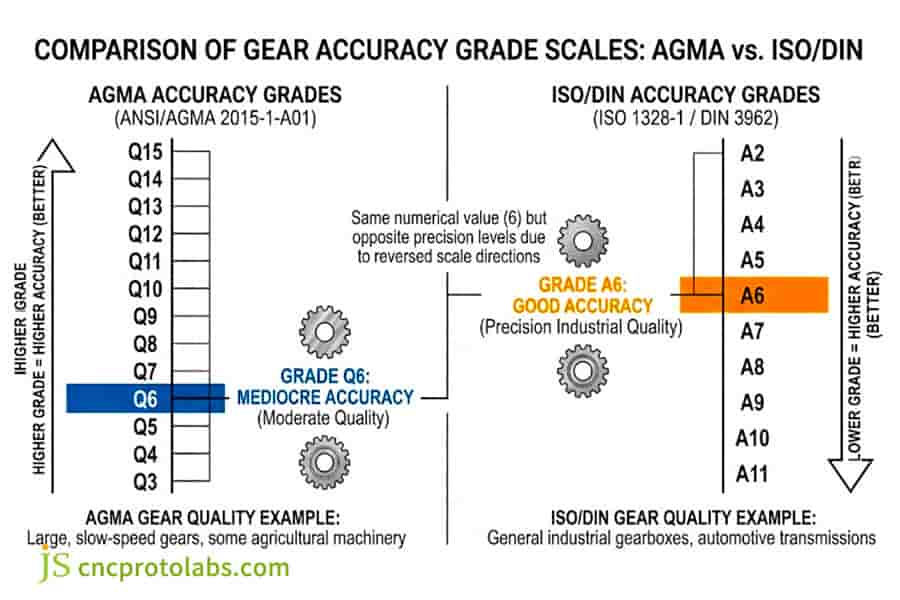
Abbildung 2: Eine Infografik, die AGMA- (Q3-Q15) und ISO/DIN-Standards (A2-A11) für die Genauigkeit von Zahnrädern vergleicht, mit Anwendungsbeispielen für bestimmte Sorten.
Was sind die Geheimnisse des Kostenausgleichs bei der Herstellung kundenspezifischer Getriebe?
Die Kosten für die Herstellung kundenspezifischer Getriebe sind recht hoch. Eine Strategie, um die Kernkosten unter Kontrolle zu halten, besteht darin, „die Kosten an der Designquelle zu senken und die Kosten während des Prozesses zu kontrollieren“, indem Leistung und Kosten durch Design-, Chargen- und Materialoptimierung kombiniert werden .
Design for Manufacturing: Ein paar kleine Änderungen können die Kosten erheblich senken
Durch die Durchführung einiger einfacher Anpassungen in der Entwurfsphase können die Werkzeugkosten ohne Leistungseinbußen um 20–30 % gesenkt werden. Die Hauptrichtungen sind:
- Anpassen des Wurzelrundungsradius (0,3–0,4 des Moduls) für Standardwerkzeuge.
- Beibehaltung eines standardmäßigen Druckwinkels von 20°, um den Bedarf an kundenspezifischen Werkzeugen zu minimieren.
- Standardisierung des Designs des Innenlochs, um es an Universalwerkzeuge anzupassen.
Der Effekt der Losgröße: Fixkosten verteilen
Herstellung kundenspezifischer Getriebe Es fallen feste Vorabkosten für einige Artikel an (Programmier- und Debugging-Gebühren von 200–500 US-Dollar/Zeit und Gebühren für kundenspezifische Werkzeuge von 800–3.000 US-Dollar/Satz). Die größte Kostenverteilung auf die geringste Anzahl von Teilen ergibt sich bei 1–10 Stück, die höchste Kostenleistung bei 10–50 Stück und eine 40–60 %ige Senkung der Stückkosten bei 50–100 Stück.
Um die Kostenunterschiede im Zusammenhang mit unterschiedlichen Losgrößen, Materialien und Präzisionsniveaus bei der Herstellung kundenspezifischer Zahnräder deutlicher darzustellen, finden Sie im Folgenden eine von JS Precision zusammengestellte Datenvergleichstabelle:
| Produktionscharge (Stück) | Materialtyp | Präzisionsniveau | Materialstückkosten (USD) | Stückverarbeitungskosten (USD) | Kosten für die Inspektion pro Einheit (USD) |
| 10 | 20CrMnTi (Inland) | DIN-Klasse 7 | 18.5 | 45.2 | 4.8 |
| 10 | 8620 (importiert) | DIN-Klasse 5 | 24.1 | 89,7 | 12.3 |
| 50 | 20CrMnTi (Inland) | DIN-Klasse 6 | 17.8 | 58.9 | 8.5 |
| 50 | 8620 (importiert) | DIN-Klasse 4 | 23.5 | 126,8 | 21.7 |
| 100 | 20CrMnTi (Inland) | DIN-Klasse 5 | 17.2 | 65,3 | 10.2 |
| 100 | 8620 (importiert) | DIN-Klasse 3 | 22.8 | 158,4 | 28.9 |
Materialauswahl: Kurzfristige und langfristige Kosten importierter vs. inländischer Materialien
Die Materialkosten machen typischerweise 20–30 % der Gesamtkosten aus.
- Importierte Materialien wie 8620 sind 30 % teurer, allerdings ist die Konsistenz der Materialien von einer Charge zur anderen besser.
- Erstklassige heimische Materialien wie 20CrMnTi haben nicht nur einen Kostenvorteil, sondern sind laut JS Precision-Tests auch in der Lage, die Anforderungen von Automobil- und Baumaschinen zu erfüllen.
Identifizierung versteckter Kosten
Die versteckten Kosten für die Herstellung kundenspezifischer Zahnräder können bis zu 8–12 % betragen und umfassen hauptsächlich Gebühren für CMM-Tests, rostfreie Verpackung und Versicherung sowie den speziellen Fahrzeugtransport für hochwertige Zahnräder.
Wann ist die Herstellung individueller Zahnräder die optimale Lösung?
Standardgetriebe sind günstig und haben kurze Lieferzeiten, erfüllen jedoch nicht immer alle Anforderungen der Arbeit. In einem solchen Fall ist die Herstellung individueller Getriebe die beste Wahl, da spezialisierte Hersteller die Leistung und Zuverlässigkeit des Getriebesystems verbessern können.
Kostenwendepunktanalyse zwischen Standard- und kundenspezifischen Produkten
Die Herstellung kundenspezifischer Zahnräder ist kostengünstiger als Standardprodukte , wenn eine der folgenden Bedingungen erfüllt ist:
- Modul <0,5 oder >10.
- Für die Korrosionsbeständigkeit bei hohen Temperaturen sind spezielle Materialien erforderlich.
- Begrenzter Geräteraum erfordert nicht standardmäßige Abmessungen.
- Ein hoher NVH erfordert eine Änderung des Getriebes.
Kundenspezifische Designoptimierung: Erfüllung spezifischer Betriebsbedingungen
JS Precision ist in der Lage, Zahnradprofile entsprechend den Betriebsbedingungen zu ändern, z. B. durch Beschneiden der Zahnspitzen zur Geräuschreduzierung und Ausbeulen des Zahnprofils (5–15 μm) zur Optimierung der Kontaktfläche, wodurch die Lebensdauer des Zahnrads erheblich verlängert wird (über 30 %).
Der Wert von Co-Engineering
Durch frühzeitiges gemeinsames Design mit Herstellern können Verarbeitungsrisiken bereits im Vorfeld aufgedeckt, Kosten gesenkt, der Entwicklungszyklus um 25 % verkürzt und die Produkteinführung beschleunigt werden.
Wenn Sie individuelle Ausrüstungsanforderungen haben, können Sie dies tun Senden Sie Ihre Zeichnungen an JS Precision . Unsere Ingenieure analysieren die Zeichnungen innerhalb von 3 Werktagen und erstellen einen maßgeschneiderten Design- und Prozessoptimierungsplan.
Wie kann man einen qualifizierten Kegelradhersteller bewerten und auswählen?
Die Wahl eines erfahrenen Kegelradherstellers bleibt ein wesentlicher Faktor für ein erfolgreiches Projekt. Sie sollten den Hersteller in vier Bereichen bewerten: Technologie, Qualität, Tests und Massenproduktion, die insgesamt einen logischen Rahmen bilden.
Checkliste für die Beurteilung der technischen Leistungsfähigkeit
Die technische Leistungsfähigkeit ist der kritischste Aspekt. Zu den wesentlichen Bewertungskriterien zählen:
- Hauptausrüstung: Verfügt der Getriebehersteller über spezielle Werkzeugmaschinen wie Gleason oder Klingberg?
- Prozessunterlagen: Ist der Hersteller in der Lage, Prozessflussdiagramme mit hohem Detaillierungsgrad und Qualitätskontrollpläne bereitzustellen?
- Engineering-Team: Kann der Hersteller DFM-Analyse-, Getriebemodifikations- und Fehleranalysedienste anbieten ?
Die Rolle der Zertifizierung von Qualitätssicherungssystemen
ISO 9001:2015 ist ein verbindlicher Mindeststandard. IATF 16949 ist für die Automobilindustrie und AS9100D für die Luft- und Raumfahrtindustrie konzipiert und entspricht den unterschiedlichen industriellen Leistungsanforderungen.
Überprüfung von Testeinrichtungen
Tests sind der wichtigste Teil der Qualitätskontrolle. Wir müssen herausfinden, ob der Lieferant über ein Zahnradmesszentrum verfügt, rückverfolgbare Prüfberichte liefern kann und über Möglichkeiten zur Prüfung der Wärmebehandlungshärte verfügt.
Flexibilität in der Musterproduktion und Massenproduktionsmöglichkeiten
Erstklassige Hersteller sollten über umfassende Produktionskapazitäten verfügen:
- Lieferung von 1–10 Mustern innerhalb von 2–3 Wochen.
- 100–1000 Proben mit SPC-Steuerung.
- Mehr als 10.000 Proben mit automatisierter Rückverfolgbarkeit der Produktionslinie.

Abbildung 3: Ein großes Spiralkegelrad, das einer Präzisionsbearbeitung oder einem Messvorgang auf einer Industriedrehmaschine in einer Produktionsanlage unterzogen wird.
Fallstudie von JS Precision: Durchbruch bei der Reduzierung der Kosten für Kegelräder in einem Windkraftgetriebe um 35 %
Herausforderung
Eines der Spiralkegelräder des 2MW-Getriebes des Windkraftunternehmens (Material: 18CrNiMo7-6, Modul: 8, Schrägungswinkel: 25) war an der Kontaktstelle falsch ausgerichtet, wodurch das Getriebe früher ausfiel. Die Vorlaufzeit des ursprünglichen Lieferanten betrug 24 Wochen und der Lieferant lehnte jegliche Optimierung ab , was zu hohen Importkosten führte.
Lösung
JS Precision kümmerte sich nach der Moderation um das Ganze Herstellungsverfahren für Kegelräder Optimierung und nutzte auch seine Möglichkeiten zur Designoptimierung bei der Fertigung kundenspezifischer Getriebe, um eine Lösung zu entwickeln:
1.DFM-Optimierung:
Durch die Änderung der Zahnprofilwölbung von 12 μm auf 8 μm wird die Position der Kontaktfläche genau optimiert und die aufgekohlte Schichttiefe von 1,2 ± 0,3 mm auf 1,2 ± 0,15 mm verringert, wodurch die Belastbarkeit des Zahnrads erhöht wird.
2.Prozess-Upgrade:
Der Prozess nimmt die Kette von „ Präzisionsstirnflächenfräsen + Aufkohlen und Abschrecken + CNC-Schleifen“, die Schleifzugabe wird streng auf 0,15 mm kontrolliert , die Verformung durch die Wärmebehandlung wird korrigiert und die Präzision des Zahnrads ist gewährleistet.
3.Supply-Chain-Integration:
Wir haben uns für einen hochwertigen 18CrNiMo7-6-Stahl von Baosteel entschieden, der nach unserer gründlichen Prüfung und Zertifizierung die importierten Stahlsorten ersetzte und so die Kosten für die Rohstoffe direkt um 22 % senkte.
4. Bessere Kontrolle:
Die Integration einer 100-prozentigen KMG-Präzisionsprüfung + Kontaktflächen-Wälzprüfung zur Überprüfung, ob die Kontaktfläche jedes Zahnrads den Konstruktionsanforderungen entspricht , führt zu einer Erhöhung der Chargendurchlaufquote auf über 99,2 %.
Ergebnisse
Durch die vollständige Prozessoptimierung konnte die Ermüdungslebensdauer des Spiralhalsgetriebes um über 40 % erhöht werden, die Fehlerquote sank von 3,5 % auf unter 0,8 %, die gesamten Beschaffungskosten wurden um 35 % gesenkt und die Lieferzeit blieb innerhalb von 14 Wochen stabil.
Wenn auch Sie mit Problemen wie vorzeitigem Getriebeausfall, hohen Kosten und Lieferverzögerungen konfrontiert sind, können Sie Ihre Projektprobleme und -anforderungen an JS Precision senden. Ingenieure werden eine Lösung für Sie anpassen. Sie können sich auch weitere Erfolgsgeschichten aus der Branche ansehen, um die technische Stärke von JS Precision zu verstehen.

Abbildung 4: Drei verschiedene Spiralkegelräder aus Metall, dargestellt auf weißem Hintergrund, zeigen ihre komplizierten Zähne und bearbeiteten Oberflächen.
FAQs
F1: Was ist der grundlegende Unterschied zwischen geraden Kegelrädern und spiralförmigen Kegelrädern?
Gerade Kegelräder sind einfacher und kostengünstiger herzustellen und eignen sich daher für Situationen mit niedriger Geschwindigkeit und leichter Last. Spiralkegelräder bieten einen leisen Betrieb, eine hohe Belastbarkeit und einen reibungslosen Eingriff und sind daher für Anwendungen mit hoher Geschwindigkeit und hoher Last vorzuziehen.
F2: Wie kann man zwischen Induktionshärten und Aufkohlungshärten wählen?
Induktionshärten (kostengünstig) ist eine Option für Zahnräder aus Stahl mit mittlerem Kohlenstoffgehalt und geringer Geschwindigkeit und geringer Belastung. Für Zahnräder aus legiertem Stahl mit niedrigem Kohlenstoffgehalt und hoher Belastung ist eine Aufkohlungshärtung erforderlich, die der Oberfläche eine sehr hohe Härte und dem Kern eine gute Zähigkeit verleiht.
F3: Wie hoch ist die Mindestbestellmenge für kundenspezifische Kegelräder in Kleinserie?
JS Precision kann kundenspezifische Getriebefertigungen ab einer Mindestbestellmenge von 1 Stück durchführen. Bei 1-10 Stück müssen die Entwicklungskosten geteilt werden. 10–50 Stück sind am kostengünstigsten.
F4: Welche Komponenten tragen bei der Herstellung von Kegelrädern am meisten zu den Kosten bei?
Die Hauptkosten der Kegelradherstellung entfallen auf Schneidwerkzeuge (20–30 %), Wärmebehandlung (15–25 %), Bearbeitung (30–40 %) und Inspektion (10–15 %).
F5: Wie lange dauert es, nach der Bereitstellung der Zeichnungen ein Muster zu erhalten?
Die Lieferzeit für Standard-Kegelradmuster beträgt 2-3 Wochen . Aufgrund des zeitaufwändigen Debugging-Prozesses beträgt die Lieferzeit für komplex geformte Spiralhalsgetriebe 3-4 Wochen .
F6: Was sind die typischen Ausfallarten von Kegelrädern?
Zahnoberflächenfraß, Zahnfußbruch und Verschleiß sind die typischen Ausfallarten von Kegelrädern. Diese sind hauptsächlich auf unzureichende Schmierung, Überlastung, mangelnde Härte bzw. schlechte Schmierung zurückzuführen.
F7: Warum gibt es einen so großen Preisunterschied bei Kegelrädern?
Der Preisunterschied bei Kegelrädern ist hauptsächlich auf vier Hauptfaktoren zurückzuführen: Materialien, die bei der Herstellung von Kegelrädern verwendet werden, Präzisionsqualität, Wärmebehandlungsprozess und Produktionsvolumen.
F8: Welche besonderen Anforderungen gelten für Exportverpackungen?
Exportierte Kegelräder müssen eine rostfreie Verpackung, Rostschutzöl, Dampfphasen-Rostschutzpapier und eine Holzkiste haben. Für den Seetransport von Präzisionszahnrädern ist zusätzlich eine Vakuumverpackung erforderlich.
F9: Wie kann ich ein Angebot für die Herstellung von Kegelrädern erhalten?
Reichen Sie Ihre Konstruktionszeichnungen ein und Spezifikationen (Material, Präzisionsgrad, Menge usw.). JS Precision bietet eine kostenlose DFM-Analyse und ein detailliertes Angebot, normalerweise innerhalb von 24 Stunden. Beachten Sie, dass die Chargengröße die Stückkosten erheblich beeinflusst.
Zusammenfassung
Die Herstellung von Kegelrädern ist ein technisch ausgefeiltes Projekt, das technische Prinzipien in eine präzise Geometrie, Materialwissenschaft und Wärmebehandlungspraxis umsetzt.
Es reicht von der Auswahl der richtigen Prozesse für die Zahnradbearbeitung über die Gestaltung der Spiralkegelrad-Zahnprofile bis hin zur Kostenkontrolle bei der kundenspezifischen Zahnradfertigung, bei der alles streng auf die Betriebsbedingungen abgestimmt werden muss.
Auswahl des genauen Prozesses, des Zahnprofils und des Hersteller von Kegelrädern spielt eine entscheidende Rolle bei der Erreichung der gewünschten Leistungs- und Kostenziele.
JS Precision beschäftigt sich seit über zwanzig Jahren intensiv mit der Herstellung von Kegelrädern und bietet umfassende Prozessunterstützung vom Entwurf bis zur Massenproduktion. Wenn Sie entsprechende Anforderungen haben, ziehen Sie eine Partnerschaft mit JS Precision in Betracht und lassen Sie sich von unserem professionellen Team unterstützen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Garantien, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

