

Insert-Molding-Dienstleistungen sind die zentrale Unterstützung für die Herstellung von Präzisionskomponenten. Wenn sich die Kombination von Metall und Kunststoff nicht mehr auf einfaches Umwickeln beschränkt, sondern eine Positionierungsgenauigkeit im Mikrometerbereich und eine fehlerfreie Versiegelung erfordert, stößt der herkömmliche Form- und Montageprozess auf Engpässe.
Die akkumulierten Montagetoleranzen, die Verformung des Einsatzes und die Harzperforation der Präzisionsstifte sind einige Faktoren, die zu Ertragsschwankungen und Lieferrisiken beitragen. Dies kann für Hersteller von Präzisionsteilen auf dem Weg zur High-End-Fertigung zu Herausforderungen werden.
Gleichzeitig arbeitet das automatisierte Umspritzen mit den Vorteilen des integrierten Formens schrittweise an den Problemen der Branche und bietet der Branche vertrauenswürdige Lösungen für die High-End-Fertigung.
Zusammenfassung der Kernantwort
| Kernproblem | Lösungen für das automatisierte Umspritzen von Einlegeteilen |
| Entfernen der kumulativen Toleranz | Schmieden von gestanzten Teilen direkt in der Form, um Metall und Kunststoff in einem Stück zu formen, sodass keine sekundären Positionierungsfehler auftreten. |
| Durchschlagen und Leimüberlauf beheben | Spürbare Kontrolle der „sofortigen Aushärtung“ nach Abschluss des Füllvorgangs durch CAE-Formflussanalyse und ein hochpräzises Servoventil-Steuerungssystem . |
| Bestätigung der Möglichkeit der Automatisierung | Verwendung von Prototyp-Spritzgussformen zur Interferenzsimulation und Überprüfung der Formstruktur und des Roboterarmpfads. |
| Ermöglicht einen schnellen Wechsel für unterschiedliche Spezifikationen | Es werden modulare Formen entworfen und standardisierte Materialschalen hergestellt, sodass die Umrüstzeit innerhalb von 15 Minuten gesteuert werden kann und eine flexible Produktion erreicht wird. |
Wichtige Erkenntnisse
- Erhöhte Genauigkeit: Mit dem automatisierten Einsatzformen kann die Positionsgenauigkeit von Metalleinsätzen auf 0,02 mm kontrolliert werden, was bedeutet, dass Montagetoleranzen vollständig beseitigt werden können.
- Gesicherte Produktion: Durch den Einsatz von Closed-Loop-Steuerung und Formoptimierung ist es möglich, den Widerspruch zwischen Durchschlag und Leimüberlauf aufzulösen und langfristig eine Produktionsausbeute von >99,5 % zu erreichen.
- Risiken minimieren: Der Automatisierungsprozess sollte vor der Massenproduktion mit Prototyp-Spritzgussformen getestet werden, um keine Kosten für erhebliche Formänderungen zu verursachen.
- Auswahl eines Partners: Bei der Auswahl des Die besten Spritzgussunternehmen , ist es wichtig, sich auf ihre Fähigkeiten im Formenbau und ihre Erfahrung bei der Integration von Automatisierungssystemen zu konzentrieren.
Warum sollten Sie Insert Moulding Services vertrauen? JS Precision Automation Fertigungserfahrung
Die Wahl eines zuverlässigen Insert-Molding-Dienstes hängt davon ab, einen Anbieter mit ausgereifter Technologie, solider Erfahrung, fortschrittlichen Werkzeugen und strengen Qualitätsprüfungen zu finden, vor allem bei Präzisionsteilen. Zumindest theoretisch bietet dieses Setup die besten Chancen für den Projekterfolg.
Basierend auf der 12-jährigen Erfahrung von JS Precision im Bereich automatisiertes Umspritzen können Sie mit über 500 High-End-Fertigungskunden weltweit in Kontakt treten, um sich von unseren ausgereiften Dienstleistungen zu überzeugen, die Präzisionsbereiche wie Automobil, Medizin und Elektronik abdecken.
Mit unserer fortschrittlichen Produktionsausrüstung und einem verbesserten Qualitätskontrollsystem bieten wir umfassende Unterstützung für Ihre Bedürfnisse.
Zur Kernausrüstung gehören die hochpräzise Spritzgießmaschine Fanuc Roboshot α - S200iA , ein Fünf-Achsen-Bearbeitungszentrum und spezielle Qualitätsprüfgeräte, die eine integrierte Garantie für die „Produktionsqualitätsprüfung“ bilden.
Unsere strikte Einhaltung der Qualitätsmanagementsystem ISO 9001:2015 Dank fortschrittlicher Ausrüstung und vollständiger Qualitätsprüfung des Prozesses kann sichergestellt werden, dass der Produktionsprozess jeder Charge von Präzisionsteilen internationalen Standards entspricht und Qualitätsrisiken von Grund auf vermieden werden.
Zur Kernproduktionsausrüstung gehören hochpräzise Spritzgussmaschinen von Fanuc Roboshot (Positionierungsgenauigkeit ± 0,001 mm), fünfachsige Bearbeitungszentren und Geräte wie Koordinatenmessgeräte (CMM), um eine kontrollierbare Produktion während des gesamten Prozesses zu erreichen.
Am Beispiel medizinischer Mikrogeräte nutzen unsere Kunden unsere bewährten Technologien (schlanke PIN-Stützstruktur, In-Mold-Druckregelung mit geschlossenem Regelkreis), die ihnen dabei helfen, schlanke PINs mit einem Durchmesser von 0,3 mm in stabiler Massenproduktion herzustellen.
Die CCD-Vision-Inspektion führt präzise Kontrollen durch und ermöglicht so die Einhaltung der medizinischen Null-Fehler-Anforderung. Unsere vollautomatische und rund um die Uhr betriebene Produktionslinie ermöglicht es Kunden, die Lieferzeit um 30 % zu verkürzen und sich so von der Konkurrenz abzuheben.
Sie müssen sich keine Gedanken mehr über technische Hürden oder Lieferrisiken machen. Die erstklassige Ausrüstung und das Qualitätskontrollsystem von JS Precision unterstützen Ihre Anforderungen umfassend vom Prototyp bis zur Massenproduktion.
Durch den Einsatz unserer Ausrüstung und Qualitätskontrollfähigkeiten können Sie eine Ausbeute von über 99 % erzielen und so Kosten und Risiken reduzieren, Lieferzeiten verkürzen und Ihre Wettbewerbsfähigkeit steigern.
Kontaktieren Sie unseren Ingenieur für eine kostenlose Projektbewertung. Wir beraten Sie gezielt auf Basis Ihres Teilebedarfs und vermeiden so Risiken bei der Erstauswahl.
Warum wird das Stanzen vor der Montage durch automatisiertes Einlege-Kunststoffformen ersetzt?
Durch das herkömmliche Vorstanzen und Zusammenbauen erhöhen sich die Gesamttoleranzen aufgrund der sekundären Positionierung. Durch das automatisierte Einlege-Kunststoffformen wird das sekundäre Positionierungsproblem vollständig beseitigt.
Einfach ausgedrückt ist es so, als würde man ein Haus bauen, indem man zuerst Ziegelsteine legt und dann die Lücken füllt. Je mehr man sie füllt, desto schiefer werden sie. Integriertes Formen bedeutet einfaches Gießen und Formen, ohne dass später wiederholte Korrekturen erforderlich sind.
Präzise Positionierung von der sekundären Positionierung bis zum einteiligen Formen
Die traditionelle Vorgehensweise führt zu einer großen Anhäufung von Toleranzen. Beispielsweise ändert sich die Genauigkeit der Pin-Platzierung in einem Kfz-Steckverbinder von 0,05 mm in der Entwurfsphase auf 0,12 mm im Endprodukt, was sich direkt auf die Leistung des Produkts auswirkt.
Automatisiert Kunststoffformteil einsetzen Verwendet Positionierungsstifte mit einer Präzision von 0,005 mm, um den Einsatz innerhalb der Form auszurichten, was ein einteiliges Formen mit einer stabilen Positionsgenauigkeit von weniger als 0,02 mm ermöglicht.
Die folgende Tabelle vergleicht die Präzision herkömmlicher Verfahren mit der automatisierten Einlegeplastikformung und demonstriert visuell deren Vorteile:
| Prozesstyp | Toleranz einzelner Teile | Kumulative Toleranz | Pin-Position | Anwendbare Szenarien |
| Vorstanzen und anschließende Montage | ±0,05 mm | ±0,15 mm und mehr | ±0,12 mm | Allgemeine Teile der unteren bis mittleren Preisklasse |
| Automatisiertes Einlege-Kunststoffformen | ±0,02 mm | Keine kumulative Toleranz | ±0,02 mm und darunter | Hochwertige Präzisionsteile |
| Insert-Molding-Dienstleistungen (JS Precision) | ±0,01 mm | Keine kumulative Toleranz | ±0,015 mm und darunter | Präzisionsteile für die Automobil- und Medizintechnik |
Eliminierung potenzieller Fehlermöglichkeiten in der Montage
Wenn Einsätze manuell oder maschinell gepresst werden, kommt es zu Kratzern und einem Abblättern der Beschichtung. Das schadet dem Produkt und erhöht die After-Sales-Kosten. Bei High-End-Anwendungen funktioniert das nicht.
Das automatisierte Kunststoffformen des Einsatzes umgibt den Einsatz vollständig. Keine Sekundärspannung. Die Oberfläche bleibt zu 100 % geschützt. Die Produktzuverlässigkeit steigt. Unter realem Stress funktioniert es besser.
Laden Sie das kostenlose Fallstudienhandbuch herunter, um intuitiv zu verstehen, welche Kosten- und Effizienzverbesserungen durch das Umspritzen von Kunststoffeinsätzen anstelle herkömmlicher Verfahren erzielt werden.
Wie überwindet man den Widerspruch zwischen Durchstanzen und Leimüberlauf mit Insert-Molding-Lösungen?
Stanz- und Überlaufprobleme gehören zu den häufigen Problemen beim Umspritzen. Durch den Einsatz wissenschaftlicher Lösungen und die Feinabstimmung der Formen und Prozesse ist es möglich, eine fehlerfreie Formung zu erreichen.
Beides wird dadurch verursacht, dass der Einspritzdruck und die Dichtungskapazität nicht aufeinander abgestimmt sind. Ändern der Injektionsmethode und eine Dichtungsstruktur kann durchgeführt werden, um beiden gleichzeitig zu helfen.
Formungsstrategien für schlanke Stifte und Netzmetalle
Verschiedene Einsätze erfordern unterschiedliche Designlösungen, die wie folgt ausgerichtet sind:
1. Stanzproblem:
Die Verwendung der CAE-Formflussanalyse für schlanke Stifte mit einem Durchmesser von 0,5 mm hilft bei der Vorhersage der Schmelzaufprallkraft. Die Lösung ist die Verwendung von „Hochdruck-Niedriggeschwindigkeit“ -Nadelverschluss- und Stützpfeilern rund um den Einsatz, um den Aufpralldruck auf <30 MPa zu kontrollieren und so eine Beschädigung des Stifts zu verhindern.
Im Wesentlichen „bewaffnet“ es den schlanken Stift mit einer Schutzpanzerung , die es dem geschmolzenen Kunststoff ermöglicht, sanft wie einen Strom zu fließen, wodurch verhindert wird, dass der Stift heftig gebogen wird.
2. Problem mit dem Kleberüberlauf:
Für Maschenmetall wird ein Null-Dichtungsspalt-Design implementiert, das den Spalt zwischen der Form und dem Einsatz auf 0,005–0,01 mm reguliert. Die hohe Temperaturausdehnung des Kunststoffs führt zu einer sofortigen Selbstversiegelung , die wiederum ein Überlaufen des Klebers und Gratbildung verhindert.
Geschlossene Regelung durch Formflussanalyse und Echtzeit-Sensorüberwachung
Eine langfristig stabile Steuerung des Stanzens und Leimüberlaufs erfordert Drucksensoren im Formhohlraum, um den Schmelzfrontdruck in Echtzeit zu überwachen. Formgebung kontrollierbar machen. Zumindest theoretisch sorgt dieses Setup dafür, dass bei Druckspitzen alles stabil bleibt.
- Datenunterstützung: Wenn der Sensor mehr als 35 MPa anzeigt, löst das System eine Reaktion „Geschwindigkeitsreduzierung und Druckhaltung“ aus und begrenzt Schwankungen auf einen Bereich von 2 MPa.
Die folgende Tabelle zeigt, wie sich die Formparameter vor und nach der Verwendung ändern Insert-Molding-Lösungen .
| Kontrollmethode | Druckschwankungsbereich | Pannenrate | Überlaufrate | Ertrag | Nachträgliche Bearbeitungskosten |
| Keine Regelung im geschlossenen Regelkreis | ±5 MPa | 8,2 % | 10,5 % | 81,3 % | 2,8 $/Stück |
| Insert-Molding-Lösungen (Regelung mit geschlossenem Regelkreis) | ±2 MPa | 0,3 % | 0,2 % | 99,5 % | 0,3 $/Stück |
Kontaktieren Sie den JS Precision-Ingenieur für eine kostenlose DFM-Analyse und maßgeschneiderte Einlegeformlösungen basierend auf Ihrem Einlegetyp, um Produktionsrisiken zu reduzieren.
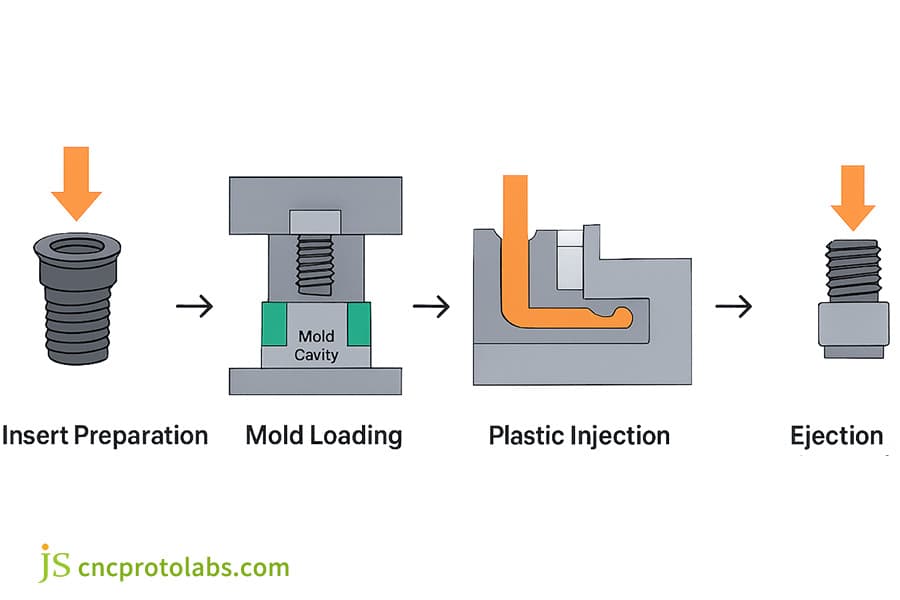
Abbildung 1: Ein Vier-Schritte-Diagramm zur Veranschaulichung des Insert-Molding-Prozesses: Insert-Vorbereitung, Formbestückung, Kunststoffeinspritzung und Teileauswurf. Die Grafik mit weißem Hintergrund verwendet kontrastierende Farben, um jede aufeinanderfolgende Phase klar darzustellen.
Wie können Prototypen-Spritzgussformen in den frühen Entwicklungsstadien verwendet werden, um die Machbarkeit einer automatisierten Vorrichtungserfassung zu überprüfen?
Automatisiertes Einlegeformen erfordert eine frühzeitige Validierung. Prototypen-Spritzgussformen helfen nicht nur dabei, Risiken vorherzusehen, sondern reduzieren auch die potenziellen Kosten für Formänderungen und erleichtern die Massenproduktion.
Der Hauptpunkt bei der Automatisierung des Greifvorgangs besteht darin, dass die Bewegung die Form nicht behindern darf. Durch die Vorabprüfung der Prototypenform ist es möglich, räumliche Konflikte bereits im Vorfeld anzugehen.
Interferenzsimulation der Formstruktur und automatisierte Pick-and-Place-Pfade
Die Hauptaufgabe von Prototyp-Spritzgussformen besteht darin, zu überprüfen, ob die Form und der Pick-and-Place-Bewegungspfad des Roboterarms kompatibel sind, damit Kollisionen vermieden werden können.
Einfach ausgedrückt bedeutet dies, vor der Massenproduktion eine „Probe“ durchzuführen, potenzielle Kollisionsgefahren zwischen dem Roboterarm und der Form im Voraus zu identifizieren und Probleme während der formalen Produktion zu vermeiden, die kostspielige Nacharbeiten und Formänderungen erfordern.
- Entscheidende technische Aspekte: Die 3D-Pfadsimulation garantiert eine Synchronisierung mit einer Toleranz von 0,1 Sekunden für die beweglichen Teile des Roboterarms und der Form, die Neukonstruktion der Pfade erhöht die Produktivität.
Überprüfen der Wiederholbarkeit der Einsatzpositionierung mit Prototypenformen
Prototyp-Spritzgussformen erleichtert die Prüfung der Wiederholbarkeit der Wendeschneidplattenpositionierung. Basierend auf einem 500-Run-Pilot bleibt der Putt-Out-Einsatz an Ort und Stelle.
- Unterstützende Fakten: Positionsgenauigkeiten werden von einem CCD-Vision-System erkannt und ergeben eine wiederholbare Positionierungsgenauigkeit mit einem CPK-Wert von 1,33, was bedeutet, dass das Risiko einer Massenproduktion um den Faktor 5 (80 %) gesenkt wird und die Einsparungen durch Formmodifikationen 6.000 bis 12.000 US-Dollar betragen können.
Wie erreicht man bei Aufträgen mit mehreren Spezifikationen und kleinen Chargen eine schnelle Umstellung auf kundenspezifische Einlegeformen?
Die Probleme bei Bestellungen mit mehreren Spezifikationen und kleinen Chargen sind eindeutig vielfältig. Durch seinen modularen Aufbau trägt das kundenspezifische Einlegespritzen dazu bei, die Produktion effizient und flexibel zu halten und ermöglicht zudem eine schnelle Umstellung.
Durch die gemeinsame Nutzung von Formbasen, schnell austauschbaren Formkernen und die Standardisierung von Materialbehältern kann die Umrüstzeit auf 15 Minuten begrenzt werden, wodurch die Kosten für die Produktion von Kleinserien gesenkt werden.
Modulares Formdesign: Gemeinsame Formbasis und schnell wechselbare Formkerne
Der Dreh- und Angelpunkt der schnellen Umstellung beim kundenspezifischen Einsatzformen sind „Standard-Formbasis und Schnellwechsel-Formkerne“, was zu einer Reduzierung der Formpreise führt.
- Datenunterstützung: Durch die Verriegelung des Formkerns und der Formbasis über konische Positionierungsstifte, Umrüstzeit <10 Minuten, Positionsabweichung 0,01 mm, Reduzierung der Formkosten um 40 % und Reduzierung der Stückproduktionskosten für kleine Chargen um 1,2 $.
Standardisiertes Materialbehältersystem und schnelles Debugging-Verfahren
Der universelle Einsatzmaterial-Tray-Boden kann einfach durch Austauschen des Positionierungs-Trays auf unterschiedliche Einsätze umgestellt werden, was keinen Wechsel der Förderbahn mehr erfordert und so die Umrüsteffizienz erleichtert.
- Datenunterstützung: Nach dem Austausch des Materialfachs ist der Roboterarm in der Lage, die vorgespeicherten Parameter mit einem einzigen Klick abzurufen, wodurch die Automatisierungs-Debugging-Zeit um 70 % verkürzt wird (von 40 Minuten auf 12 Minuten), die Effizienz von Bestellungen mit mehreren Spezifikationen um 50 % erhöht und die Lieferzeit um 40 % verkürzt wird.

Abbildung 2: Ein hochentwickelter weißer Industrieroboterarm führt einen präzisen Werkzeugwechselvorgang durch, handhabt einen Komponententräger mit Kunststoffeinsätzen und demonstriert so die Fähigkeit zum schnellen Wechsel.
Wie kann eine kundenspezifische Einsatzformung im Hinblick auf die Lebensdauer der Form den Einsatzverschleiß am Formkern reduzieren?
Metalleinlagen verschleißen den Formkern. Die Sache ist, kundenspezifisches Einsatzformteil - Durch Materialoptimierungen und Oberflächenbehandlung kann die Lebensdauer der Form verlängert und die Kosten gesenkt werden.
Einsätze mit hoher Härte erleiden mehr Schaden. Hartmetall oder Beschichtungen in wichtigen Bereichen können die Lebensdauer erheblich verlängern.
Auswahl verschleißfester Materialien für wichtige Formkomponenten
Pulver aus Schnellarbeitsstahl oder Hartmetall dringt in die Formkernstellen ein. Diese übertreffen normalen Werkzeugstahl in der Verschleißfestigkeit, was weniger Austausche bedeutet.
- Datenunterstützung: Hartmetall hat eine drei- bis fünfmal höhere Verschleißfestigkeit als H13-Werkzeugstahl. Nach einer Million Zyklen bleibt der Verschleiß der Dichtfläche unter 0,005 mm – die Genauigkeit bleibt erhalten.
Die folgende Tabelle vergleicht die Leistung verschiedener Formmaterialien:
| Formmaterial | Verschleißfestigkeit (relativer Wert) | Lebensdauer (Formzyklen) | Verschleißmenge (1 Million Formzyklen) | Materialkosten (relativer Wert) |
| Traditioneller H13-Werkzeugstahl | 1 | 500.000 | 0,02 mm | 1 |
| Pulverschnellarbeitsstahl (ASP23) | 2.5 | 800.000 | 0,008 mm | 2.2 |
| Hartlegierung (Wolframkarbid) | 4 | 1.200.000 | 0,004 mm | 3.5 |
| Kundenspezifisches Einsatzformen (JS Precision) | 4.5 | 1.500.000 | 0,003 mm | 3.2 |
Anwendung der Oberflächenbeschichtungstechnologie
Beim kundenspezifischen Einsatzformen wird eine PVD-Beschichtung direkt auf die Formoberfläche aufgebracht. Das Ergebnis ist eine harte Schicht, die länger verschleißt und Reparaturbedarf und -kosten reduziert.
- Unterstützende Daten: Die TiAlN-Beschichtung erreicht HV 3200–3500, die Reibung bleibt unter 0,2, die Wartung erfolgt doppelt so häufig und im Laufe eines Jahres werden mehr als 8.000 US-Dollar an Kosten eingespart.
Kontaktieren Sie uns für eine kostenlose Berechnung der Formlebensdauer und der Wartungskosten. Wir erstellen dann eine kostengünstige, individuelle Einlegeformlösung für Sie.
Wie wählt man die besten Spritzgussunternehmen für komplexe medizinische oder Automobilkomponenten aus, um den Projekterfolg sicherzustellen?
Das Einspritzen komplexer Komponenten erfordert hohe technische Anforderungen, und der Kern der Auswahl der besten Spritzgießunternehmen besteht in der Bewertung ihrer umfassenden Fähigkeiten.
Konzentrieren Sie sich auf die Bewertung der Fähigkeit der „Prozesssteuerung für die Integration von Formenbauautomatisierung und Integration“ und bestätigen Sie, ob sie bestanden wurde IATF 16949:2016-Zertifizierung .
Technische Bewertungskriterien für Lieferanten
Der Auswahlprozess sollte sich auf drei Hauptfaktoren konzentrieren, die dabei helfen, die am besten geeigneten Optionen für die Herstellung komplexer Komponenten zu ermitteln.
- Möglichkeiten zur Formengestaltung: Das System umfasst Heißkanal-Zeitsteuerung und Schieber-Verriegelungsschutz sowie Antikollisionssensoren, die die Form vor Beschädigungen und das Produkt vor Defekten schützen.
- Fähigkeit zur Automatisierungsintegration: Das System umfasst Roboterarme, die das Unternehmen selbst entwickelt hat, verwendet aber auch integrierte Roboterarme zusammen mit Bildverarbeitungssystemen für die präzise Platzierung mehrerer Einsätze.
- Prozesskontrollfähigkeit: Das System nutzt ein MES-System , das eine vollständige Verfolgung der Formdaten ermöglicht, um die strengen Zertifizierungsanforderungen der Medizin- und Automobilindustrie zu erfüllen.
Erfahrung in der Risikominderung von Lieferanten
Der Prozess der Erstellung fortschrittlicher Komponenten birgt mehrere gefährliche Risiken. Lieferanten müssen über umfangreiches Fachwissen in der Fehleranalyse und Verbesserungsmethoden verfügen, da sie sich mit typischen Problemen wie Stanzen und übermäßigem Klebstoffverbrauch auseinandersetzen müssen.
- Datenunterstützung: Der Lieferant muss PPAP-Dateien für mindestens 3 vergleichbare komplexe Projekte mit einem verifizierten CPK-Wert von 1,33 bereitstellen. JS Precision hat über 200 komplexe Projekte durchgeführt, die zu einer vollständigen PPAP-Erfolgsquote führten und einen CPK-Wert von 1,4 erreichten.
Warum sollten Sie die automatisierten Insert-Molding-Services von JS Precision als Ihren Partner für die Herstellung von Präzisionsteilen wählen?
Mit seinen Full-Service-Fähigkeiten und seiner praktischen Erfahrung unterstützt JS Precision den gesamten Prozess von der Prototypenüberprüfung bis zur Massenproduktion durch Lösungen aus einer Hand und ist damit die bevorzugte Wahl für die High-End-Fertigung.
One-Stop-Fähigkeit zur Technologieintegration
JS Präzision bietet komplette, schlüsselfertige Lösungen von der Prototypenverifizierung über den Formenbau bis hin zur Automatisierungsintegration und Datenrückverfolgbarkeit, wodurch die Verwaltung mehrerer Lieferanten entfällt und die Vorlaufzeit erheblich verkürzt wird.
Ein hochqualifiziertes Team reagiert schnell auf Anfragen, passt Lösungen an und kümmert sich sogar um Beschwerden wie das Stanzen von Löchern und überschüssigen Klebstoff, um die Produktion nicht zu stören.
Durchgängiges Qualitätssicherungssystem
Wir befolgen sorgfältig die Qualitätsanforderungen von ISO 9001 und IATF 16949, stellen CPK-Berichte und Prozessfähigkeitsanalysen für jede Charge zur Verfügung und stellen so die Rückverfolgbarkeit der Produkte und eine hohe Konsistenz sicher.
Die Qualitätskontrolle in jedem Schritt – vom Rohmaterial bis zur Inspektion des fertigen Produkts – führt zu einer fehlerfreien Lieferung.
Abbildung 3: Ein gelber Industrieroboterarm greift behutsam mehrere transparente, präzisionsgeformte Kunststoffteile auf einer grünen Arbeitsfläche.
JS Precision-Fallstudie: Projekt zur Motorölpumpensteuerung für Kraftfahrzeuge
JS Precision hat in puncto Präzision und Zuverlässigkeit für Ölpumpensteuerungen für Automobilmotoren neue Maßstäbe gesetzt. Mit kundenspezifischem Einsatzformen konnten wir Produktionsschwierigkeiten beseitigen. Für eine gleichmäßige und gleichmäßige Ausgabe großer Mengen.
Aufgetretene Herausforderungen:
Der Kunde stellt erstklassige Autoteile her. Ihr Controller verfügt über drei Einsätze: 0,4-mm-Kupferklemmen, 0,6-mm-Edelstahlbleche und 2-mm-Kupferhülsen, die innerhalb eines Abstands von 0,03 mm zueinander bleiben müssen.
Ältere Methoden scheiterten: Kupferhülsen verbogen sich beim Einpressen und veränderten ihre Position um bis zu 0,08 mm. Die Ausbeute sank auf 76 %, was viel Ausschuss kostete, und Probleme beim Greifen zwischen den Einsätzen führten zu Verzögerungen, sodass die Lieferung jeder Charge 20 Tage dauerte.
Lösung:
1.Integration des Formendesigns:
In einem Umspritzvorgang werden drei Einlegeteile gleichzeitig hergestellt, wodurch der zweite Schritt des Einpressens völlig entfällt.
Um das Problem der Wendeschneidplattenhaftung vollständig zu beseitigen, wurde eine schrittweise Einbettungsmethode entwickelt, mit der die Problematik der Wendeschneidplattenhaftung auf weniger als 0,1 % gesenkt werden konnte. Dadurch wurde nicht nur die Produktionseffizienz einzelner Formen um 35 % gesteigert, sondern auch die Prozessverbindungsverluste reduziert.
2. Optimierung des Positionierungssystems:
Jeder Einsatz wird durch einen Positionsstift mit einer Genauigkeit von 0,003 mm begrenzt. Der Roboterarm ist zur Kalibrierung mit einem CCD-Bildverarbeitungssystem ausgestattet (Wiederholgenauigkeit 0,002 mm), was zu zwei Positionierungsbestätigungsschritten führt, die garantieren, dass die Positionsabweichung des Einsatzes 0,01 mm nicht überschreitet.
3. Prozessparametersteuerung:
Durch die Kombination von stufenweisem Spritzgießen (Schmelzekontaktgeschwindigkeit 20 mm/s, Aufprallkraft um 45 % reduziert) und CAE-Formflussanalyse zur Ermittlung der besten Angussposition kann die Durchschlagsrate unter 0,2 % und die Überlaufrate unter 0,15 % gesteuert werden, was zu einer erheblichen Steigerung der Produktausbeute führt.
Endgültige Ergebnisse:
- Verbesserte Genauigkeit: Die relative Positionsgenauigkeit wurde streng auf 0,02 mm kontrolliert, während der CPK-Wert von 0,63 auf 1,35 mehr als verdoppelt wurde und damit dem Spitzenniveau der Automobilindustrie entspricht.
- Erhebliches Produktionswachstum: Die Produktion stieg von 76 % auf 98,7 %, wodurch die Ausschusskosten für jede Charge um 3.200 US-Dollar eingespart wurden.
- Höhere Produktivität: Die für die Herstellung eines einzelnen Artikels benötigte Zeit, also die Zykluszeit, sank von 45 auf 32 Sekunden (die Effizienz stieg um 28 %), der Lieferzyklus wurde von 20 auf 12 Tage verkürzt.
- Kostensenkung: Die Kosten für die Wartung der Formen wurden jährlich um 12.000 Dollar gesenkt, die Produktionskosten pro Einheit wurden um 1,50 Dollar gesenkt, was zu erheblichen Gesamtkostenvorteilen führte.
Senden Sie Ihre Teilezeichnungen um eine individuelle Einlegeformlösung und ein genaues Angebot zu erhalten. Wir helfen Ihnen, Schwachstellen zu überwinden und die Effizienz zu verbessern.

Abbildung 4: Eine Nahaufnahme einer leuchtend orangefarbenen Kunststoffhülle mit einer zentralen Speichenstruktur und Metallbolzen am Rand, wahrscheinlich eine Komponente für eine Automobilsteuerung.
FAQs
F1: Was ist die minimale Einsatzgröße, die für das automatisierte Einsatzformen erforderlich ist?
Wir können mit Einlegetypen vom Draht bis zur Folie arbeiten. Beispielsweise können wir sehr dünne Stifte mit Dia verarbeiten. 0,3 mm oder Metallfolie mit 0,1 mm Dicke. JS Precision kann für Kunden das richtige Produkt entsprechend der Größe des Einsatzes entwickeln.
F2: Wie stellen Sie sicher, dass der Einsatz genau in der Form positioniert ist?
Neben 0,005-mm-Präzisionspositionierungsstiften wird ein Roboter-Vision-System verwendet, um doppelten Schutz zu bieten. Zusammen mit der Analyse des Formflusses wird der Prozess optimiert. Die Positionsabweichung beträgt 0,02 mm.
F3: Wie viele Zyklen hält die Form im Allgemeinen beim Umspritzen durch?
Die Lebensdauer einer normalen Form beträgt 500.000 Zyklen. Mit der Optimierung des kundenspezifischen Einsatzformens können es > 1 Million Zyklen sein. JS Precision ist in der Lage, Lösungen zu liefern, die bis zu 1,5 Millionen Zyklen erreichen können, was den höchsten Wert unter unseren Mitbewerbern darstellt.
F4: Kann das Umspritzen für Kleinserienbestellungen verwendet werden?
Entwickelt für kompakte Formen und Schnellwechseltechnologie, ist es in der Lage, bei einer Wechselzeit von 15 Minuten Hunderte bis Zehntausende Teile zu verarbeiten und so die Produktionskosten zu senken.
F5: Wie kann verhindert werden, dass der Einspritzdruck winzige Metalleinsätze beschädigt?
Mittels CAE-Formflussanalyse wird die beste Angussposition ermittelt, mit abgestufter Einspritzung werden Druck und Geschwindigkeit in der Nähe des Einsatzes reduziert, Stützstrukturen werden erhöht und der Aufpralldruck wird innerhalb eines sicheren Bereichs kontrolliert.
F6: Bietet JS Precision Integrationsdienste für Automatisierungssysteme an?
Ja. Wir kümmern uns um Roboterarme, Bildverarbeitungssysteme und den Kauf von MES-Daten. Die Lösungen können an Ihren Produktionsablauf angepasst werden.
F7: Wie kann man die technischen Fähigkeiten eines Anbieters für Umspritzformen bewerten?
Untersuchen Präzisionsformdesign , Erfahrung in der Automatisierungsintegration, Stanz-/Überlauflösungen, Überprüfung von Qualitätszertifizierungen und PPAP-Dokumenten sowie Verifizierung von CPK-Werten.
F8: Was ist die typische Verarbeitungszykluszeit?
Prototypen benötigen 4 bis 6 Wochen. Massenproduktionsformen benötigen 8 bis 12 Wochen. JS Precision reduziert das um zehn bis fünfzehn Prozent.
Zusammenfassung
Das automatisierte Umspritzen von Einlegeteilen ist eine entscheidende Technologie, um Präzision im Mikrometerbereich und Fehlerfreiheit bei Präzisionsteilen zu erreichen.
Wenn Sie sich für zuverlässige Insert-Molding-Dienste entscheiden, entscheiden Sie sich für sorgenfreie und effiziente Optionen. JS Precision kann mit dem Prototypendesign beginnen und dabei helfen, Ihre Präzisionskomponentenlösungen in die Massenproduktion zu bringen und so die Chancen in der High-End-Fertigung zu nutzen.
Sollten Sie einen Partner benötigen, der gleichzeitig komplizierte Umspritzprobleme lösen, hohe Ausbeuten garantieren und eine flexible Fertigung unterstützen kann, zögern Sie bitte nicht Kontaktieren Sie JS Precision .
Beginnen wir mit Ihren Prototyp-Spritzgussformen und arbeiten Sie gemeinsam daran, Ihre Präzisionskomponentenlösungen erfolgreich in die Massenproduktion zu bringen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

