

Услуги по формованию вкладышей являются основной поддержкой для производства прецизионных компонентов. Когда сочетание металла и пластика больше не ограничивается простой оберткой, а требует микрометрической точности позиционирования и нулевой дефектной герметизации, традиционный процесс формования и сборки сталкивается с узкими местами.
Накопленные допуски сборки, деформация захвата пластины и перфорация смолы прецизионных штифтов — вот некоторые факторы, которые способствуют колебаниям производительности и рискам доставки . Таким образом, это может стать проблемой для производителей прецизионных деталей, стремящихся к высокотехнологичному производству.
В то же время автоматизированное формование со вставками, обладающее преимуществами комплексного формования, постепенно решает проблемы отрасли и предоставляет отрасли надежные решения для высокотехнологичного производства.
Основная сводка ответов
| Основная проблема | Решения для автоматизированного формования вставок |
| Удаление совокупного допуска | Ковка штампованных деталей непосредственно в пресс-форме позволяет формовать цельную деталь из металла и пластика, поэтому не возникает вторичной ошибки позиционирования. |
| Устранение прокола и переполнения клея | Ощутимый контроль «мгновенного отверждения» при завершении наполнения посредством анализа текучести пресс-формы CAE и сверхточной системы управления сервоклапанами . |
| Подтверждение возможности автоматизации | Использование прототипов литьевых форм для интерференционного моделирования и проверки конструкции формы и траектории движения роботизированной руки. |
| Включение быстрого переключения для различных спецификаций | Разработаны модульные формы и изготовлены стандартизированные лотки для материалов, позволяющие контролировать время переналадки в течение 15 минут , что обеспечивает гибкость производства. |
Ключевые выводы
- Повышенная точность: благодаря автоматизированному формованию вставок точность позиционирования металлических вставок можно контролировать в пределах 0,02 мм, что означает, что допуски при сборке могут быть полностью устранены.
- Гарантированное производство: используя замкнутый контур управления и оптимизацию пресс-формы, можно разрешить противоречие между пробивкой и переливом клея и достичь выхода продукции >99,5% в долгосрочной перспективе.
- Минимизация рисков. Процесс автоматизации следует протестировать с использованием прототипов литьевых форм перед массовым производством, чтобы не повлечь за собой расходы на значительную модификацию формы.
- Выбор партнера: При выборе лучшие компании по литью под давлением , важно сосредоточиться на их возможностях проектирования пресс-форм и опыте интеграции систем автоматизации.
Почему стоит доверять услугам по формованию вставок? Опыт производства прецизионной автоматизации JS
Выбор надежных услуг по формованию вставок зависит от поиска поставщика с зрелыми технологиями, солидным опытом, современными инструментами и строгими проверками качества, в основном для прецизионных деталей. По крайней мере теоретически, такая схема дает наилучшие шансы на успех проекта.
Основываясь на 12-летнем опыте JS Precision в области автоматического формования вставок , вы можете связаться с более чем 500 высококлассными производственными клиентами по всему миру, чтобы проверить наши зрелые услуги, охватывающие такие прецизионные области, как автомобилестроение, медицина и электроника.
Благодаря нашему современному производственному оборудованию и улучшенной системе контроля качества мы обеспечиваем всестороннюю поддержку для ваших нужд.
Основное оборудование включает в себя высокоточную литьевую машину Fanuc Roboshot α - S200iA , пятиосевой обрабатывающий центр и специальное оборудование для контроля качества, что обеспечивает комплексную гарантию «проверки качества продукции».
Наше строгое соблюдение Система менеджмента качества ISO 9001:2015. , а также современное оборудование и полный контроль качества процесса могут гарантировать, что процесс производства каждой партии прецизионных деталей соответствует международным стандартам и полностью исключает риски качества.
Основное производственное оборудование включает в себя высокоточные термопластавтоматы Fanuc Roboshot (точность позиционирования ± 0,001 мм), пятикоординатные обрабатывающие центры и такое оборудование, как координатно-измерительные машины (КИМ), позволяющие обеспечить контролируемое производство на протяжении всего процесса.
На примере медицинских микроприборов наши клиенты используют наши проверенные временем технологии (конструкция поддержки тонких штифтов, замкнутый контур регулирования давления в пресс-форме), которые помогают им производить тонкие штифты диаметром 0,3 мм в условиях стабильного массового производства.
Видеоконтроль CCD обеспечивает точный контроль, что позволяет удовлетворить требования медицинского уровня об отсутствии дефектов. Наша полностью автоматизированная производственная линия, работающая круглосуточно, позволяет клиентам сократить время доставки на 30%, тем самым опередив конкурентов.
Вам больше не придется беспокоиться о технических препятствиях или рисках доставки. Первоклассное оборудование и система контроля качества JS Precision полностью удовлетворяют ваши потребности от прототипа до массового производства.
Используя наше оборудование и возможности контроля качества, вы можете достичь уровня выхода продукции выше 99%, тем самым снижая затраты и риски, сокращая сроки поставки и повышая свою конкурентоспособность.
Свяжитесь с нашим инженером для бесплатной оценки проекта. Мы предоставим целевую консультацию с учетом ваших требований к деталям, помогая вам избежать первоначальных рисков при выборе.
Почему штамповка перед сборкой заменяется автоматизированной формовкой пластиковых вставок?
Традиционная предварительная штамповка и сборка приводят к увеличению общих допусков из-за вторичного позиционирования. Автоматизированное формование пластиковых вставок полностью избавляет от проблемы вторичного позиционирования.
Проще говоря, это все равно, что строить дом, сначала кладя кирпичи, а затем заполняя щели, чем больше вы их заполняете, тем более кривыми они становятся. Интегрированное формование – это просто заливка и формование без необходимости повторных корректировок в дальнейшем.
Точное позиционирование от вторичного позиционирования до формования цельной детали
Традиционный способ ведения дел приводит к большому накоплению допусков. Например, точность размещения контактов в автомобильном разъеме изменяется от 0,05 мм на этапе проектирования до 0,12 мм в конечном продукте, что оказывает прямое влияние на производительность продукта.
Автоматизированный вставить пластиковый молдинг использует позиционирующие штифты с точностью 0,005 мм для выравнивания вставки внутри формы, что позволяет формовать цельную деталь со стабильной точностью позиционирования менее 0,02 мм.
В таблице ниже сравнивается точность традиционных процессов с автоматическим формованием пластиковых вставок, наглядно демонстрируя его преимущества:
| Тип процесса | Допуск отдельных деталей | Кумулятивная толерантность | Положение контакта | Применимые сценарии |
| Предварительная штамповка с последующей сборкой | ±0,05 мм | ±0,15 мм и выше | ±0,12 мм | Общие детали низкого и среднего уровня |
| Автоматизированная вставка для формования пластика | ±0,02 мм | Нет кумулятивной толерантности | ±0,02 мм и ниже | Высокоточные прецизионные детали |
| Услуги по формованию вставок (JS Precision) | ±0,01 мм | Нет кумулятивной толерантности | ±0,015 мм и ниже | Прецизионные автомобильные/медицинские детали |
Устранение потенциальных видов отказа в сборке
Если вставки прижимаются вручную или механически, возникают царапины и отслаивание покрытия. Это повредит продукт и увеличит расходы после продажи. В высокопроизводительных приложениях это не работает.
Автоматическое формование пластика вставки полностью окружает вставку. Никаких вторичных напряжений. Поверхность остается защищенной на 100%. Надежность продукции повышается. Это работает лучше в условиях реального стресса.
Загрузите бесплатное руководство по изучению конкретного примера, чтобы интуитивно понять, какие улучшения в стоимости и эффективности дает замена традиционных процессов формованием пластиковых вставок.
Как преодолеть противоречие, связанное с пробивкой и переливом клея с помощью решений для формования вставок?
Пробивка и перелив являются одними из частых проблем при формовании вставок. Используя научные решения и тонкую настройку форм и процессов, можно добиться литья без дефектов.
И то, и другое вызвано несоответствием давления впрыска и уплотняющей способности. Изменение метод инъекции и уплотняющую конструкцию можно сделать, чтобы помочь им обоим одновременно.
Стратегии формования тонких штифтов и металлических сеток
Различные вставки требуют разных конструктивных решений, направленных на следующее:
1. Проблема с перфорацией:
Использование анализа текучести пресс-формы CAE для тонких штифтов диаметром 0,5 мм помогает прогнозировать силу удара расплава. Решением является использование клапанной заслонки «высокого давления, низкой скорости» и опорных стоек вокруг вставки для контроля ударного давления до <30 МПа и предотвращения повреждения штифта.
По сути, он «вооружает» тонкий штифт защитной оболочкой , которая позволяет расплавленному пластику течь мягко, как поток, и предотвращает резкий изгиб штифта.
2. Проблема с переливом клея:
Для сетки металлической реализована конструкция с нулевым уплотняющим зазором, регулирующая зазор между формой и вставкой до 0,005-0,01 мм. Расширение пластика при высоких температурах приводит к мгновенному самоуплотнению , что, в свою очередь, предотвращает переливание клея и образование заусенцев.
Управление по замкнутому контуру достигается за счет анализа потока пресс-формы и мониторинга датчиков в реальном времени.
Для долгосрочного стабильного контроля штамповки и перелива клея необходимы датчики давления в полости формы, которые будут отслеживать давление на фронт расплава в режиме реального времени. Делаем формовку управляемой. По крайней мере теоретически, эта установка сохраняет стабильность при скачках давления.
- Поддержка данных: если датчик показывает давление более 35 МПа, система запускает реакцию «снижение скорости и удержание давления» , фиксируя колебания в пределах 2 МПа.
В таблице ниже показано, как изменяются параметры формования до и после использования. вставные формовочные решения .
| Метод управления | Диапазон колебаний давления | Скорость прокола | Скорость переполнения | Урожай | Стоимость последующей обработки |
| Нет управления по замкнутому контуру | ±5 МПа | 8,2% | 10,5% | 81,3% | 2,8 доллара США/шт. |
| Решения для вставного формования (управление с обратной связью) | ±2 МПа | 0,3% | 0,2% | 99,5% | 0,3 доллара США/шт. |
Свяжитесь с инженером JS Precision, чтобы получить бесплатный анализ DFM и индивидуальные решения для формования вставок в зависимости от типа вашей вставки, чтобы снизить производственные риски.
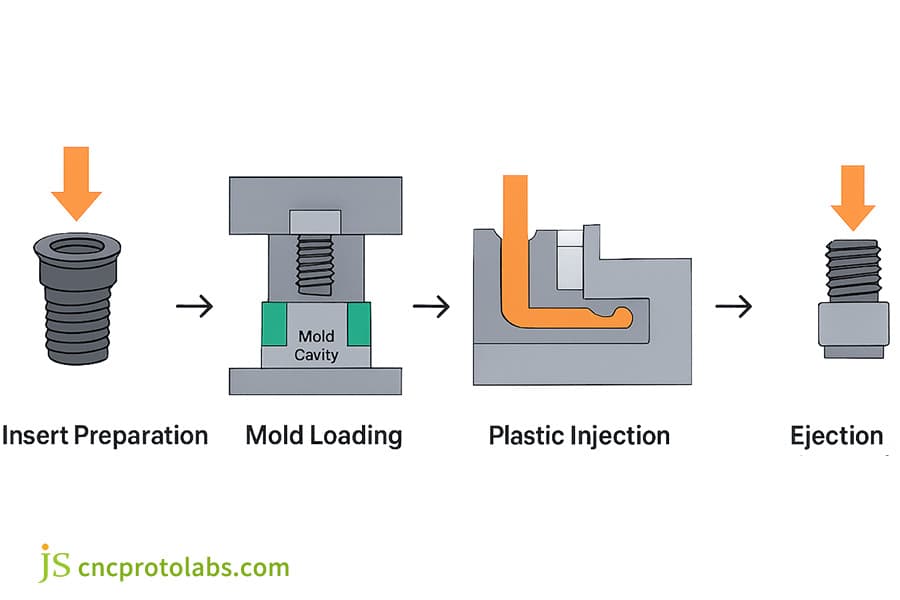
Рисунок 1: Четырехэтапная диаграмма, иллюстрирующая процесс формования вставки: подготовка вставки, загрузка формы, впрыск пластика и извлечение детали. На графике на белом фоне используются контрастные цвета, чтобы четко показать каждый последовательный этап.
Как на ранних стадиях разработки использовать формы для литья прототипов для проверки возможности автоматического захвата приспособлений?
Автоматизированное формование вставок требует ранней проверки. Прототипы литьевых форм не только помогают предвидеть риски, но также снижают потенциальные затраты на модификацию пресс-форм и облегчают массовое производство.
Основным моментом автоматизации операции захвата является то, что движение не должно препятствовать формованию. Предварительная проверка формы прототипа позволяет заранее разрешить пространственные конфликты.
Интерференционное моделирование структуры пресс-формы и автоматизированные пути захвата и размещения
Основная роль прототипов литьевых форм заключается в проверке совместимости формы и траектории перемещения роботизированной руки во избежание столкновений.
Проще говоря, это означает проведение «репетиции» перед массовым производством , заблаговременное выявление потенциальных опасностей столкновения между роботизированной рукой и пресс-формой и избежание проблем во время формального производства, которые требуют дорогостоящих доработок и модификаций пресс-формы.
- Важные технические аспекты: 3D-моделирование траектории гарантирует синхронизацию с допуском 0,1 секунды для движущихся частей роботизированной руки и пресс-формы, реинжиниринг траектории повышает производительность.
Проверка повторяемости позиционирования вставки с помощью форм-прототипов
Прототипы литьевых форм облегчить тестирование повторяемости позиционирования пластины. Судя по пилоту на 500 пробега, выбитая вставка остается на месте.
- Подтверждающие факты: Точность позиционирования определяется системой технического зрения CCD и обеспечивает повторяемость позиционирования со значением CPK 1,33, что означает, что риск массового производства снижается в 5 раз (80%), а экономия на модификации пресс-формы может достигать 6000–12 000 долларов США.
Как добиться быстрой замены нестандартной вставки при наличии нескольких спецификаций и небольших партийных заказов?
Проблемы, с которыми сталкиваются при выполнении многофункциональных небольших партийных заказов, явно многогранны. Изготовленное по индивидуальному заказу вставное формование благодаря своей модульной природе помогает поддерживать эффективность и гибкость производства, а также обеспечивает быструю переналадку.
Совместное использование основ форм, быстрая смена стержней форм и стандартизация лотков для материалов вместе могут сократить время переналадки до 15 минут, тем самым сокращая затраты на мелкосерийное производство.
Модульная конструкция пресс-формы: общая основа пресс-формы и быстросменные сердечники пресс-формы
Основой быстрого перехода к формованию нестандартных вставок является «стандартная основа пресс-формы и быстросменные стержни пресс-формы», что приводит к снижению цен на пресс-формы.
- Поддержка данных: за счет фиксации сердечника и основания пресс-формы с помощью конических установочных штифтов время переналадки <10 минут, позиционное отклонение 0,01 мм, затраты на пресс-форму снижаются на 40 %, а себестоимость единицы продукции для небольших партий снижается на 1,2 доллара США.
Стандартизированная система лотков для материалов и быстрая процедура отладки
Основание универсального лотка для вставного материала можно заменить на другие вставки , просто переключив позиционирующий лоток , что больше не требует замены конвейерной дорожки, что повышает эффективность замены.
- Поддержка данных: после замены лотка с материалом роботизированная рука может извлечь предварительно сохраненные параметры одним щелчком мыши, что сокращает время автоматической отладки на 70% (с 40 минут до 12 минут), повышает эффективность заказов с несколькими спецификациями на 50% и сокращает время цикла доставки на 40%.

Рис. 2. Сложная белая промышленная роботизированная рука выполняет точную операцию смены инструмента, манипулируя держателем компонентов с пластиковыми вставками, демонстрируя возможности быстрой смены инструмента.
С точки зрения срока службы пресс-формы: как изготовление индивидуальных вставок может снизить износ вставок в сердцевине пресс-формы?
Металлические вставки изнашивают стержень формы. Дело в том, индивидуальный молдинг вставки - за счет изменения материалов и обработки поверхности можно продлить срок службы пресс-формы и сократить расходы.
Вставки с высокой твердостью выдерживают больший урон. Использование цементированного карбида или покрытий в ключевых областях может существенно увеличить срок службы.
Выбор износостойких материалов для важных компонентов пресс-формы
Порошок быстрорежущей стали или твердого сплава попадает в стержни формы. По износостойкости они превосходят обычную инструментальную сталь, что означает меньшее количество замен.
- Поддержка данных: износостойкость цементированного карбида в 3–5 раз выше, чем у инструментальной стали H13. После миллиона циклов износ уплотняющей поверхности остается ниже 0,005 мм — точность остается стабильной.
В таблице ниже сравниваются характеристики различных материалов пресс-форм:
| Материал пресс-формы | Износостойкость (относительное значение) | Срок службы (циклы пресс-формы) | Величина износа (1 миллион циклов пресс-формы) | Стоимость материала (относительная стоимость) |
| Традиционная инструментальная сталь H13 | 1 | 500 000 | 0,02 мм | 1 |
| Порошковая быстрорежущая сталь (ASP23) | 2,5 | 800 000 | 0,008 мм | 2.2 |
| Твердый сплав (карбид вольфрама) | 4 | 1 200 000 | 0,004 мм | 3,5 |
| Нестандартная вставка (JS Precision) | 4,5 | 1 500 000 | 0,003 мм | 3.2 |
Применение технологии поверхностного покрытия
При изготовлении индивидуальных вставок PVD-покрытие наносится непосредственно на поверхность формы. В результате получается твердый слой, который изнашивается дольше и снижает потребности и затраты на ремонт.
- Подтверждающие данные: покрытие TiAlN достигает HV 3200–3500, трение остается ниже 0,2, техническое обслуживание происходит в два раза чаще, а за год экономится более 8000 долларов США.
Свяжитесь с нами для бесплатного расчета срока службы пресс-формы и затрат на техническое обслуживание, и мы подберем для вас экономически эффективное индивидуальное решение для формования вставок.
Как выбрать лучшие компании, занимающиеся литьем под давлением сложных медицинских или автомобильных компонентов, чтобы обеспечить успех проекта?
Литье сложных компонентов требует высоких технических требований, и основой выбора лучших компаний, занимающихся литьем под давлением, является оценка их всесторонних возможностей.
Сосредоточьтесь на оценке возможностей «управления процессом интеграции автоматизации проектирования пресс-форм» и подтвердите, прошел ли он Сертификация IATF 16949:2016. .
Критерии технической оценки поставщика
Процесс выбора должен быть сосредоточен на трех основных факторах, которые помогут определить наиболее подходящий вариант, необходимый для производства сложных компонентов.
- Возможности проектирования пресс-форм: система включает в себя систему управления синхронизацией горячих литников, средства защиты от блокировки ползунков, а также устройства обнаружения столкновений, которые защищают форму от повреждений, а продукт от дефектов.
- Возможность интеграции автоматизации: система включает роботизированные манипуляторы, разработанные компанией, а также интегрированные роботизированные манипуляторы вместе с системами машинного зрения для точного размещения нескольких пластин.
- Возможность управления процессом: в системе используется система MES , которая обеспечивает полное отслеживание данных пресс-формы в соответствии со строгими сертификационными требованиями медицинской и автомобильной промышленности.
Опыт снижения рисков поставщиков
Процесс создания продвинутых компонентов сопряжен с множеством опасных рисков. Поставщикам необходимо обладать обширными знаниями в области анализа отказов и методов улучшения, поскольку им приходится иметь дело с типичными проблемами, включая продавливание и чрезмерное использование клея.
- Поддержка данных: поставщик должен предоставить файлы PPAP как минимум для 3 сопоставимых сложных проектов с проверенным значением CPK 1,33. JS Precision реализовала более 200 сложных проектов, в результате которых был достигнут полный успех в рамках PPAP и достигнуто значение CPK 1,4.
Почему стоит выбрать услуги по автоматизированному формованию вставок JS Precision в качестве партнера по производству прецизионных деталей?
JS Precision, благодаря своим полным возможностям обслуживания и практическому опыту, поддерживает весь процесс от проверки прототипа до поставки в массовое производство с помощью комплексных решений, что делает его наиболее предпочтительным выбором для высокотехнологичного производства.
Универсальная возможность интеграции технологий
JS Точность предоставляет комплексные решения «под ключ», начиная с проверки прототипов, проектирования пресс-форм и заканчивая интеграцией автоматизации и отслеживанием данных, что устраняет необходимость управления несколькими поставщиками и значительно сокращает время выполнения заказа.
Высококвалифицированная группа быстро реагирует на запросы, адаптирует решения и даже устраняет такие жалобы, как пробивание отверстий и излишек клея, чтобы не прерывать производство.
Комплексная система обеспечения качества
Мы тщательно соблюдаем требования к качеству ISO 9001 и IATF 16949, предоставляем отчеты CPK и анализ возможностей процесса для каждой партии, обеспечивая тем самым отслеживаемость продукции и высокую согласованность.
Контроль качества на каждом этапе – от сырья до проверки готовой продукции – это то, что приводит к поставке без дефектов.
Рис. 3. Желтая промышленная роботизированная рука деликатно сжимает несколько прозрачных, отлитых с высокой точностью пластиковых деталей на зеленой рабочей поверхности.
Пример использования JS Precision: проект контроллера масляного насоса автомобильного двигателя
JS Precision достигла вершины точности и надежности контроллеров масляных насосов автомобильных двигателей. Мы решили производственные проблемы с помощью индивидуальных вставок. Обеспечивает плавность и стабильность вывода больших объемов.
Возникшие проблемы:
Клиент производит автозапчасти высшего уровня. Их контроллер имеет три вставки: медные клеммы толщиной 0,4 мм, листы нержавеющей стали толщиной 0,6 мм и медные гильзы толщиной 2 мм, которые должны оставаться в пределах 0,03 мм относительно друг друга.
Старые методы не сработали: медные втулки сгибались во время запрессовки, смещая положение на целых 0,08 мм. Выход упал до 76%, лом стоил дорого, а проблемы с захватом между вставками замедляли процесс, в результате чего доставка каждой партии занимала 20 дней.
Решение:
1. Интеграция дизайна пресс-формы:
За одну операцию формования вставки одновременно изготавливаются три вставки, что позволяет полностью обойтись без этапа вторичной запрессовки.
Чтобы полностью устранить проблему захвата пластины, был разработан пошаговый метод встраивания, в результате которого процент проблем с захватом пластины составил менее 0,1%. Это не только повысило эффективность производства одной пресс-формы на 35 %, но и снизило потери на технологических соединениях.
2. Оптимизация системы позиционирования:
Каждая вставка фиксируется штифтом с точностью 0,003 мм. Роботизированная рука оснащена системой технического зрения CCD для калибровки (повторяемость 0,002 мм), что обеспечивает два этапа подтверждения позиционирования , которые гарантируют, что позиционное отклонение вставки не превышает 0,01 мм.
3. Управление параметрами процесса:
Путем сочетания поэтапного литья под давлением (скорость контакта расплава 20 мм/с, сила удара снижена на 45%) с анализом текучести пресс-формы CAE для определения наилучшего расположения литника , скорость пробивки можно контролировать ниже 0,2%, а скорость перелива - ниже 0,15%, что приводит к значительному увеличению выхода продукта.
Окончательные результаты:
- Повышенная точность: относительная точность позиционирования жестко контролировалась на уровне 0,02 мм, а значение CPK увеличилось более чем вдвое с 0,63 до 1,35, что соответствует высшему автомобильному уровню.
- Значительный рост производства: объем производства увеличился с 76% до 98,7%, что позволило сэкономить стоимость лома для каждой партии на 3200 долларов.
- Повышение производительности: количество времени, затраченное на изготовление одного изделия, то есть время цикла, сократилось с 45 до 32 секунд (эффективность выросла на 28%), цикл доставки сократился с 20 до 12 дней.
- Сокращение расходов: расходы, связанные с обслуживанием пресс-форм, были сокращены на 12 000 долларов в год, себестоимость единицы продукции снизилась на 1,50 доллара, что привело к существенной общей экономии затрат.
Отправьте чертежи деталей чтобы получить индивидуальное решение для формования вставок и точную цену. Позвольте нам помочь вам преодолеть болевые точки и повысить эффективность.

Рисунок 4. Крупный план ярко-оранжевого пластикового корпуса со спицами в центре и металлическими болтами по краям, вероятно, компонент автомобильного контроллера.
Часто задаваемые вопросы
Вопрос 1: Каков минимальный размер вставки, необходимый для автоматического формования вставок?
Мы можем работать с типами вставок от проволоки до фольги. Например, мы можем обрабатывать очень тонкие штифты диаметром. 0,3 мм или металлическая фольга толщиной 0,1 мм. JS Precision может разработать продукт, подходящий для клиентов, в зависимости от размера пластины.
Вопрос 2: Как убедиться, что вставка точно расположена в форме?
Помимо прецизионных позиционирующих штифтов размером 0,005 мм, для обеспечения двойной защиты используется роботизированная система технического зрения. Вместе с анализом течения пресс-формы процесс оптимизируется. Позиционное отклонение составляет 0,02 мм.
В3: Сколько циклов обычно выдерживает пресс-форма при формовании вставок?
Срок службы обычной пресс-формы составляет 500 000 циклов. При оптимизации изготовления индивидуальных вставок оно может составлять > 1 миллиона циклов. JS Precision способна предоставлять решения, которые могут достигать 1,5 миллиона циклов, что является самым высоким показателем среди наших конкурентов.
В4: Можно ли использовать вставку для небольших партийных заказов?
Разработанный для компактных форм и технологии быстрой переналадки, он способен обрабатывать от сотен до десятков тысяч деталей, время переналадки составляет 15 минут, тем самым снижая производственные затраты.
Вопрос 5: Как предотвратить повреждение крошечных металлических вставок давлением впрыска?
Анализ текучести пресс-формы CAE используется для определения наилучшего расположения литника, поэтапный впрыск используется для снижения давления и скорости вблизи вставки, увеличиваются опорные конструкции, а ударное давление контролируется в безопасном диапазоне.
Вопрос 6. Предоставляет ли JS Precision услуги по интеграции систем автоматизации?
Да. Мы занимаемся роботизированным оружием, системами технического зрения и закупкой данных MES. Решения можно адаптировать в соответствии с вашим производственным процессом.
Вопрос 7: Как оценить технические возможности поставщика пресс-форм?
Расследовать прецизионная конструкция пресс-формы , опыт интеграции автоматизации, решения для перфорации/перелива, просмотр сертификатов качества и документов PPAP, а также проверка значений CPK.
В8: Каково типичное время цикла обработки?
Создание прототипов занимает от 4 до 6 недель. Пресс-формам массового производства требуется от 8 до 12 недель. JS Precision снижает этот показатель на десять-пятнадцать процентов.
Краткое содержание
Автоматизированное формование вставок является важной технологией для достижения микронной точности и отсутствия дефектов в прецизионных деталях.
Выбор надежных услуг по формованию вставок означает выбор простых и эффективных вариантов. JS Precision может начать с разработки прототипа и помочь довести ваши прецизионные компоненты до массового производства, используя возможности высокотехнологичного производства.
Если вам нужен партнер, который может одновременно решать сложные проблемы формования вставок, гарантировать высокую производительность и поддерживать гибкое производство, не стесняйтесь обращаться к нам. свяжитесь с JS Precision .
Давайте начнем с прототипов литьевых форм и будем работать вместе, чтобы успешно внедрить ваши прецизионные компоненты в массовое производство.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

