

Servicios de moldeo por inserción son el soporte central para la fabricación de componentes de precisión. Cuando la combinación de metal y plástico ya no se limita a una simple envoltura, sino que requiere una precisión de posicionamiento a nivel micrométrico y un sellado sin defectos, el proceso tradicional de moldeado y ensamblaje se enfrenta a cuellos de botella.
Las tolerancias de ensamblaje acumuladas, la deformación del agarre del inserto y la perforación con resina de los pasadores de precisión son algunos de los factores que contribuyen a las fluctuaciones de los rendimientos y los riesgos de entrega . Por lo tanto, estos pueden convertirse en desafíos para los fabricantes de piezas de precisión que avanzan hacia la fabricación de alta gama.
Al mismo tiempo, el moldeo por inserción automatizado, con los beneficios del moldeo integrado, está resolviendo gradualmente los problemas de la industria y brindándole soluciones confiables para la fabricación de alta gama.
Resumen de respuestas principales
| Problema central | Soluciones para el moldeado por inserción automatizado |
| Eliminación de la tolerancia acumulativa | Forjar piezas estampadas directamente en el molde para que sean una sola pieza de metal y plástico, por lo que no se produce ningún error de posicionamiento secundario. |
| Cómo resolver el desbordamiento de pegamento y perforación | Control tangible de "curado instantáneo" al finalizar el llenado a través del análisis de flujo del molde CAE y un sistema de control de servoválvula ultrapreciso . |
| Confirmando la posibilidad de la automatización | Uso de prototipos de moldes de inyección para simulación de interferencias y verificación de la estructura del molde y la trayectoria del brazo robótico. |
| Habilitación de cambios rápidos para diferentes especificaciones | Se diseñan moldes modulares y se fabrican bandejas de material estandarizadas para que el tiempo de cambio se pueda controlar en 15 minutos y se logra una producción flexible. |
Conclusiones clave
- Precisión mejorada: con el moldeado de inserciones automatizado, la precisión posicional de las inserciones metálicas se puede controlar dentro de 0,02 mm, lo que significa que las tolerancias de ensamblaje se pueden eliminar por completo.
- Producción asegurada: Al utilizar el control de circuito cerrado y la optimización del molde, es posible resolver la contradicción entre el perforado y el desbordamiento del pegamento y lograr un rendimiento de producción de >99,5 % a largo plazo.
- Minimizar riesgos: el proceso de automatización debe probarse con prototipos de moldes de inyección antes de la producción en masa para no incurrir en gastos de modificaciones significativas del molde.
- Elegir un socio: al seleccionar el mejores empresas de moldeo por inyección , es importante centrarse en sus capacidades de diseño de moldes y su experiencia en integración de sistemas de automatización.
¿Por qué confiar en los servicios de moldeo por inserción? Experiencia en fabricación de automatización de precisión JS
Elegir servicios confiables de moldeo por inserción depende de encontrar un proveedor con tecnología madura, experiencia sólida, herramientas avanzadas y controles de calidad estrictos, principalmente para piezas de precisión. Al menos en teoría, esta configuración ofrece las mejores posibilidades de éxito del proyecto.
Basado en los 12 años de experiencia de JS Precision en moldeo por inserción automatizado , puede conectarse con más de 500 clientes de fabricación de alto nivel en todo el mundo para verificar nuestros servicios maduros, que cubren campos de precisión como el automotriz, el médico y el electrónico.
Con nuestro equipo de producción avanzado y nuestro sistema de inspección de calidad mejorado, brindamos soporte integral para sus necesidades.
El equipo principal incluye una máquina de moldeo por inyección de alta precisión Fanuc Roboshot α - S200iA , un centro de mecanizado de cinco ejes y un equipo de inspección de calidad dedicado, formando una garantía integrada de "inspección de calidad de producción".
Nuestro estricto apego a las Sistema de gestión de calidad ISO 9001:2015 , así como equipos avanzados y una inspección completa de la calidad del proceso, pueden garantizar que el proceso de producción de cada lote de piezas de precisión cumpla con los estándares internacionales y evite riesgos de calidad desde la raíz.
El equipo de producción principal incluye máquinas de moldeo por inyección de alta precisión Fanuc Roboshot (precisión de posicionamiento ± 0,001 mm), centros de mecanizado de cinco ejes y equipos como máquinas de medición por coordenadas (CMM) para lograr una producción controlable durante todo el proceso.
Tomando los microdispositivos médicos como ejemplo, nuestros clientes aprovechan nuestras tecnologías probadas (estructura de soporte de PIN delgada, control de circuito cerrado de presión en el molde) que les ayudan a producir PIN delgados con un diámetro de 0,3 mm en una producción en masa estable.
La inspección por visión CCD controla con precisión, lo que permite cumplir con el requisito de cero defectos de grado médico. Nuestra línea de producción totalmente automatizada, operada las 24 horas del día, permite a los clientes reducir el tiempo de entrega en un 30%, adelantándose así a la competencia.
Ya no tendrá que preocuparse por obstáculos técnicos o riesgos de entrega. El equipo de primer nivel y el sistema de control de calidad de JS Precision respaldan completamente sus necesidades desde el prototipo hasta la producción en masa.
Aprovechando nuestros equipos y capacidades de control de calidad, puede lograr una tasa de rendimiento superior al 99%, reduciendo así costos y riesgos, acortando los tiempos de entrega y aumentando su competitividad.
Póngase en contacto con nuestro ingeniero para una evaluación gratuita del proyecto. Le brindaremos asesoramiento específico según los requisitos de su pieza, ayudándole a evitar riesgos en la selección inicial.
¿Por qué se reemplaza el estampado antes del ensamblaje por el moldeado de plástico con inserto automatizado?
El preestampado y el ensamblaje tradicionales hacen que las tolerancias generales aumenten debido al posicionamiento secundario. El moldeado de plástico con inserto automatizado elimina por completo el problema de posicionamiento secundario.
En pocas palabras, es como construir una casa colocando ladrillos primero y luego llenando los huecos; cuanto más los llenas, más torcidos se vuelven. El moldeado integrado consiste simplemente en verter y moldear sin necesidad de realizar repetidas correcciones posteriores.
Posicionamiento preciso desde el posicionamiento secundario hasta el moldeado de una pieza
La forma tradicional de hacer las cosas da como resultado una gran acumulación de tolerancias. A modo de ilustración, la precisión de la colocación de los pines en un conector automotriz cambia de 0,05 mm en la etapa de diseño a 0,12 mm en el producto final, lo que tiene un impacto directo en el rendimiento del producto.
Automatizado insertar moldura de plástico Emplea pasadores de posicionamiento con una precisión de 0,005 mm para alinear el inserto dentro del molde, lo que permite moldear una pieza con una precisión de posición estable de menos de 0,02 mm.
La siguiente tabla compara la precisión de los procesos tradicionales con el moldeo automático de insertos de plástico, demostrando visualmente sus ventajas:
| Tipo de proceso | Tolerancia de piezas individuales | Tolerancia acumulativa | Posición del pasador | Escenarios aplicables |
| Estampado previo seguido de montaje. | ±0,05 mm | ±0,15 mm y más | ±0,12 mm | Piezas generales de gama baja a media. |
| Moldeo de plástico con inserto automatizado | ±0,02 mm | Sin tolerancia acumulativa | ±0,02 mm y menos | Piezas de precisión de alta gama |
| Servicios de moldeo por inserción (JS Precision) | ±0,01 mm | Sin tolerancia acumulativa | ±0,015 mm y menos | Piezas de precisión de grado médico/automotriz |
Eliminación de posibles modos de fallo en el montaje
Si los insertos se presionan manual o mecánicamente, se producen rayones y desprendimientos del revestimiento. Eso daña el producto y aumenta los gastos postventa. En usos de alto nivel, eso no funciona.
El moldeado de plástico del inserto automatizado rodea el inserto por completo. Sin tensión secundaria. La superficie queda protegida al 100%. La confiabilidad del producto aumenta. Funciona mejor bajo estrés del mundo real.
Descargue el manual de estudio de caso gratuito para comprender intuitivamente las mejoras en costos y eficiencia que aporta el moldeado por inserción de plástico que reemplaza los procesos tradicionales.
¿Cómo superar la contradicción de la perforación y el desbordamiento del pegamento con soluciones de moldeo por inserción?
El punzonado y el desbordamiento se encuentran entre los problemas frecuentes en el moldeo por inserción. Al emplear soluciones científicas y ajustar los moldes y procesos, es posible lograr un moldeado sin defectos.
Ambos se deben a que la presión de inyección y la capacidad de sellado no coinciden. Cambiando el método de inyección y se puede hacer una estructura de sellado para ayudarlos a ambos al mismo tiempo.
Estrategias de moldeado para pasadores delgados y metales de malla
Varios insertos necesitan diferentes soluciones de diseño, orientadas a lo siguiente:
1. Problema de perforación:
El uso del análisis de flujo de molde CAE para pasadores delgados con un diámetro de 0,5 mm ayuda a predecir la fuerza de impacto del fundido. La solución es el uso de compuertas de válvula de "alta presión y baja velocidad" y pilares de soporte alrededor del inserto para controlar la presión de impacto a <30 MPa, evitando daños en el pasador.
En esencia, se trata de "armar" el delgado pasador con una armadura protectora que permite que el plástico fundido fluya suavemente, como una corriente, lo que evita que el pasador se doble violentamente.
2. Problema de desbordamiento de pegamento:
Para malla metálica, se implementa un diseño de espacio de sellado cero, regulando el espacio entre el molde y el inserto a 0,005-0,01 mm. La expansión del plástico a alta temperatura da como resultado un autosellado instantáneo , lo que a su vez evita que el pegamento se desborde y se produzcan rebabas.
Control de circuito cerrado logrado mediante análisis de flujo del molde y monitoreo de sensores en tiempo real
El control estable a largo plazo del punzonado y el desbordamiento del pegamento necesita sensores de presión en la cavidad del molde para observar la presión frontal del fundido en tiempo real. Hacer que el moldeado sea controlable. Al menos en teoría, esta configuración mantiene las cosas estables cuando aumenta la presión.
- Soporte de datos: si el sensor lee más de 35 MPa, el sistema activa una respuesta de "reducción de velocidad y mantenimiento de presión" , fijando fluctuaciones dentro de 2 MPa.
La siguiente tabla muestra cómo cambian los parámetros de moldeo antes y después de su uso. soluciones de moldeo por inserción .
| Método de control | Rango de fluctuación de presión | Tasa de punción | Tasa de desbordamiento | Producir | Costo de procesamiento posterior |
| Sin control de circuito cerrado | ±5MPa | 8,2% | 10,5% | 81,3% | $2.8/pieza |
| Soluciones de moldeo por inserción (control de circuito cerrado) | ±2 MPa | 0,3% | 0,2% | 99,5% | $0.3/pieza |
Comuníquese con el ingeniero de JS Precision para obtener análisis DFM gratuitos y soluciones de moldeo de insertos personalizadas según su tipo de inserto para reducir los riesgos de producción.
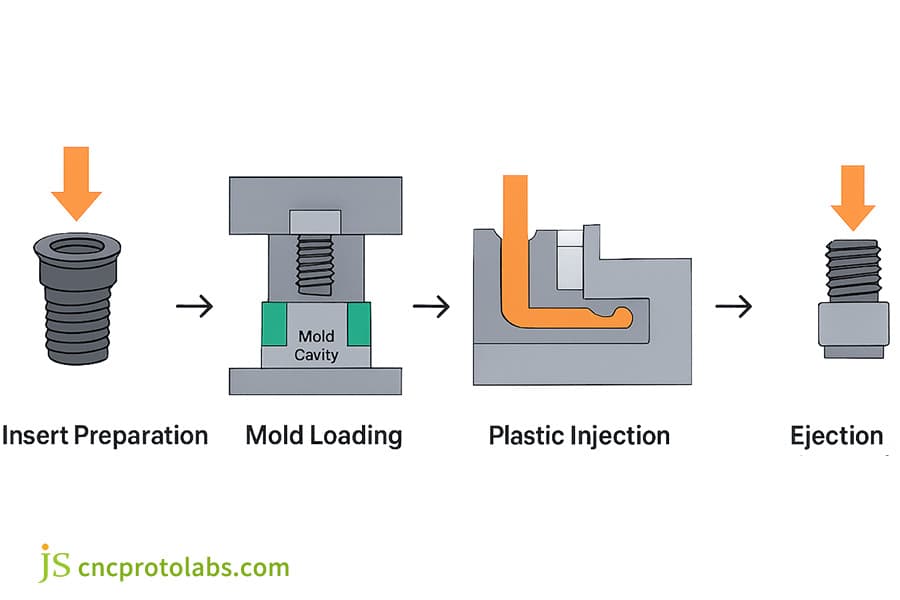
Figura 1: Un diagrama de cuatro pasos que ilustra el proceso de moldeo de insertos: preparación de insertos, carga del molde, inyección de plástico y expulsión de piezas. El gráfico de fondo blanco utiliza colores contrastantes para mostrar claramente cada etapa secuencial.
En las primeras etapas de desarrollo, ¿cómo utilizar prototipos de moldes de inyección para verificar la viabilidad del agarre automatizado de accesorios?
El moldeado por inserción automatizado requiere una validación temprana. Los moldes de inyección de prototipos no solo ayudan a prever riesgos sino que también reducen los gastos potenciales de modificaciones de moldes y facilitan la producción en masa.
El punto principal de automatizar la operación de agarre es que el movimiento no obstruya el molde. Al verificar previamente el molde prototipo, es posible abordar los conflictos espaciales con anticipación.
Simulación de interferencias de la estructura del molde y rutas automatizadas de recogida y colocación
La función principal de los prototipos de moldes de inyección es verificar si el molde y la ruta de movimiento de recogida y colocación del brazo robótico son compatibles para poder evitar colisiones.
En pocas palabras, esto significa realizar un "ensayo" antes de la producción en masa , identificar de antemano posibles riesgos de colisión entre el brazo robótico y el molde y evitar problemas durante la producción formal que requieran costosos retrabajos y modificaciones del molde.
- Aspectos técnicos cruciales: la simulación de trayectoria 3D garantiza la sincronización con una tolerancia de 0,1 segundos para el brazo robótico y las piezas móviles del molde, la reingeniería de trayectoria aumenta la productividad.
Comprobación de la repetibilidad del posicionamiento de las plaquitas con moldes prototipo
Moldes de inyección de prototipos Facilitar las pruebas de repetibilidad del posicionamiento del inserto. Basado en una prueba piloto de 500 carreras, el inserto de salida permanece en su lugar.
- Hechos de respaldo: Las precisiones de las posiciones se detectan mediante un sistema de visión CCD y producen una precisión de posicionamiento de repetibilidad con un valor CPK de 1,33, lo que implica que el riesgo de producción en masa se reduce en un factor de 5 (80 %), y los ahorros en términos de modificación del molde pueden alcanzar entre 6000 y 12 000 dólares.
¿Cómo lograr un cambio rápido de molduras de inserción personalizadas cuando se enfrentan a pedidos de lotes pequeños y de especificaciones múltiples?
Los problemas que se enfrentan en pedidos de lotes pequeños y con múltiples especificaciones son claramente múltiples. El moldeado por inserción personalizado con su naturaleza modular ayuda a mantener la producción eficiente y flexible y también permite cambios rápidos.
El uso compartido de bases de molde, el cambio rápido de núcleos de molde y la estandarización de bandejas de material pueden en conjunto limitar el tiempo de cambio a 15 minutos, reduciendo así los costos para la producción de lotes pequeños.
Diseño de molde modular: base de molde compartida y núcleos de molde de cambio rápido
El eje del cambio rápido en el moldeado por inserción personalizado es "base de molde estándar y núcleos de molde de cambio rápido", lo que conduce a una reducción en los precios de los moldes.
- Soporte de datos: al bloquear el núcleo y la base del molde mediante pasadores de ubicación cónicos, el tiempo de cambio es <10 minutos, la desviación posicional de 0,01 mm, los costos del molde se reducen en un 40 % y los costos unitarios de producción para lotes pequeños se reducen en $1,2.
Sistema de bandeja de material estandarizado y procedimiento de depuración rápida
La base de la bandeja de material de inserción universal se puede cambiar a diferentes inserciones simplemente cambiando la bandeja de posicionamiento , lo que ya no requiere cambiar la pista del transportador, lo que facilita la eficiencia del cambio.
- Soporte de datos: después de cambiar la bandeja de material, el brazo robótico puede recuperar los parámetros previamente almacenados con un solo clic, lo que reduce el tiempo de depuración de la automatización en un 70 % (de 40 minutos a 12 minutos), aumenta la eficiencia de los pedidos de múltiples especificaciones en un 50 % y reduce el tiempo del ciclo de entrega en un 40 %.

Figura 2: Un sofisticado brazo robótico industrial blanco realiza una operación precisa de cambio de herramienta, manipulando un portacomponentes con inserciones de plástico, lo que demuestra capacidades de cambio rápido.
Desde el punto de vista de la vida útil del molde, ¿cómo puede el moldeado con inserto personalizado reducir el desgaste del inserto en el núcleo del molde?
Los insertos metálicos desgastan el núcleo del molde. La cosa es, moldura de inserción personalizada - Con ajustes de materiales y tratamiento de superficies, se puede prolongar la vida útil del molde y reducir costos.
Las inserciones de alta dureza sufren más daños. El carburo cementado o los recubrimientos en áreas clave pueden aumentar considerablemente la vida útil.
Selección de materiales resistentes al desgaste para componentes importantes del molde
El acero en polvo de alta velocidad o el carburo cementado se introducen en los puntos del núcleo del molde. Estos superan al acero para herramientas normal en cuanto a resistencia al desgaste, lo que significa menos reemplazos.
- Respaldo de datos: El carburo cementado tiene entre 3 y 5 veces más resistencia al desgaste que el acero para herramientas H13. Después de un millón de ciclos, el desgaste de la superficie de sellado se mantiene por debajo de 0,005 mm: la precisión se mantiene firme.
La siguiente tabla compara el rendimiento de diferentes materiales de molde:
| Material del molde | Resistencia al desgaste (valor relativo) | Vida útil (ciclos de molde) | Cantidad de desgaste (1 millón de ciclos de molde) | Costo del material (valor relativo) |
| Acero para herramientas tradicional H13 | 1 | 500.000 | 0,02 mm | 1 |
| Acero en polvo de alta velocidad (ASP23) | 2.5 | 800.000 | 0,008 mm | 2.2 |
| Aleación dura (carburo de tungsteno) | 4 | 1.200.000 | 0,004 mm | 3.5 |
| Moldura de inserción personalizada (JS Precision) | 4.5 | 1.500.000 | 0,003 mm | 3.2 |
Aplicación de la tecnología de revestimiento de superficies
La moldura de inserción personalizada aplica un recubrimiento PVD directamente a la superficie del molde. El resultado es una capa dura que dura más y reduce las necesidades y gastos de reparación.
- Datos de respaldo: el recubrimiento TiAlN alcanza HV 3200 - 3500, la fricción se mantiene por debajo de 0,2, el mantenimiento se realiza con el doble de frecuencia y, en un año, se ahorran más de $8000 en costos.
Contáctenos para obtener un cálculo gratuito de la vida útil del molde y los costos de mantenimiento, y personalizaremos una solución de moldeo por inserción personalizada y rentable para usted.
¿Cómo seleccionar las mejores empresas de moldeo por inyección para componentes médicos o automotrices complejos para garantizar el éxito del proyecto?
El moldeo por inserción de componentes complejos requiere altos requisitos técnicos, y el núcleo de la selección de las mejores empresas de moldeo por inyección es evaluar sus capacidades integrales.
Concéntrese en evaluar la capacidad del "control del proceso de integración de la automatización del diseño de moldes" y confirme si ha pasado el Certificación IATF 16949:2016 .
Criterios de evaluación técnica de proveedores
El proceso de selección debe centrarse en tres factores principales que ayuden a identificar las opciones más adecuadas para fabricar componentes complejos.
- Capacidad de diseño de moldes: El sistema incluye control de sincronización del canal caliente y protecciones de bloqueo deslizante y dispositivos de detección anticolisión que protegen el molde de daños y el producto de defectos.
- Capacidad de integración de automatización: el sistema incluye brazos robóticos que la propia empresa desarrolló, pero también utiliza brazos robóticos integrados junto con sistemas de visión para una colocación precisa de múltiples insertos.
- Capacidad de control de procesos: el sistema utiliza un sistema MES que permite un seguimiento completo de los datos del molde para cumplir con los estrictos requisitos de certificación de la industria médica y automotriz.
Experiencia en mitigación de riesgos de proveedores
El proceso de creación de componentes avanzados implica múltiples riesgos peligrosos. Los proveedores deben poseer una amplia experiencia en análisis de fallas y métodos de mejora porque deben lidiar con problemas típicos que incluyen perforaciones y uso excesivo de adhesivo.
- Soporte de datos: el proveedor debe proporcionar archivos PPAP para al menos 3 proyectos complejos comparables con un valor CPK verificado de 1,33. JS Precision ha realizado más de 200 proyectos complejos que dieron como resultado una tasa de éxito completa de PPAP y alcanzaron un valor de CPK de 1,4.
¿Por qué elegir los servicios de moldeo por inserción automatizado de JS Precision como su socio de fabricación de piezas de precisión?
JS Precision, con sus capacidades de servicio completas y experiencia práctica, respalda todo el proceso, desde la verificación del prototipo hasta la entrega de la producción en masa a través de soluciones integrales, lo que la convierte en la opción preferida para la fabricación de alta gama.
Capacidad de integración de tecnología integral
Precisión JS proporciona soluciones completas llave en mano, desde verificación de prototipos, diseño de moldes hasta integración de automatización y trazabilidad de datos, eliminando la necesidad de gestionar múltiples proveedores y acortando considerablemente el tiempo de entrega.
Un grupo altamente capacitado responderá rápidamente a las solicitudes, personalizará las soluciones e incluso se ocupará de quejas como perforaciones y exceso de adhesivo para no interrumpir la producción.
Sistema de garantía de calidad de extremo a extremo
Seguimos cuidadosamente los requisitos de calidad de ISO 9001 e IATF 16949, proporcionamos informes CPK y análisis de capacidad de proceso para cada lote, garantizando así la trazabilidad del producto y una alta consistencia.
El control de calidad en cada paso, desde la materia prima hasta la inspección del producto terminado, es lo que da como resultado una entrega sin defectos.
Figura 3: Se muestra un brazo robótico industrial amarillo agarrando delicadamente varias piezas de plástico transparentes moldeadas con precisión sobre una superficie de trabajo verde.
Estudio de caso de JS Precision: Proyecto de controlador de bomba de aceite de motor automotriz
JS Precision dio en el blanco en precisión y confiabilidad para controladores de bombas de aceite de motores de automóviles. Solucionamos los problemas de producción con molduras de inserción personalizadas. Hacer que la producción de alto volumen sea fluida y consistente.
Desafíos encontrados:
El cliente fabrica autopartes de primer nivel. Su controlador tiene tres inserciones: terminales de cobre de 0,4 mm, láminas de acero inoxidable de 0,6 mm y manguitos de cobre de 2 mm, que deben permanecer dentro de una posición de 0,03 mm entre sí.
Los métodos más antiguos fallaban: los manguitos de cobre se doblaban durante el ajuste a presión, cambiando de posición hasta 0,08 mm. El rendimiento cayó al 76 %, lo que costó mucho en chatarra y los problemas de agarre entre las plaquitas ralentizaron el proceso, lo que hizo que cada lote tardara 20 días en entregarse.
Solución:
1.Integración del diseño de moldes:
En una operación de moldeo por inserción, se fabrican tres inserciones a la vez, lo que puede prescindir totalmente del paso secundario de ajuste a presión.
Para eliminar totalmente el problema de agarre del inserto, se ideó un método de incrustación paso a paso que redujo la tasa de problemas de agarre del inserto a menos del 0,1%. Esto no solo aumentó la eficiencia de producción de un solo molde en un 35 %, sino que también redujo las pérdidas en las conexiones del proceso.
2.Optimización del sistema de posicionamiento:
Cada inserto está limitado por un pasador de posición con una precisión de 0,003 mm. El brazo robótico está equipado con un sistema de visión CCD para calibración (repetibilidad 0,002 mm), lo que resulta en dos pasos de confirmación de posicionamiento que garantizan que la desviación posicional del inserto no supere los 0,01 mm.
3.Control de parámetros del proceso:
Al mezclar el moldeo por inyección por etapas (velocidad de contacto de la masa fundida de 20 mm/s, fuerza de impacto reducida en un 45 %) con el análisis de flujo del molde CAE para encontrar la mejor ubicación de la puerta , la tasa de perforación se puede controlar por debajo del 0,2 % y la tasa de desbordamiento por debajo del 0,15 %, lo que conduce a un aumento considerable en el rendimiento del producto.
Resultados finales:
- Precisión mejorada: la precisión posicional relativa se controló estrictamente en 0, 02 mm, mientras que el valor CPK se duplicó con creces de 0, 63 a 1, 35, igualando así el nivel automotriz de primer nivel.
- Importante crecimiento de la producción: la producción aumentó del 76% al 98,7%, lo que ahorró $3200 en el costo de la chatarra de cada lote.
- Mejor productividad: la cantidad de tiempo que llevó fabricar un solo artículo, es decir, el tiempo del ciclo, se redujo de 45 a 32 segundos (la eficiencia aumentó en un 28%), el ciclo de entrega se redujo de 20 a 12 días.
- Reducción de gastos: Los gastos relacionados con el mantenimiento del molde se redujeron en 12.000 dólares al año, el costo de producción por unidad se redujo en 1,50 dólares, lo que generó importantes beneficios en los costos generales.
Envíe sus dibujos de piezas para recibir una solución de moldura de inserción personalizada y una cotización precisa. Permítanos ayudarle a superar los puntos débiles y mejorar la eficiencia.

Figura 4: Una vista en primer plano de una carcasa de plástico de color naranja brillante con una estructura de radios central y pernos metálicos alrededor de su borde, probablemente un componente de un controlador automotriz.
Preguntas frecuentes
P1: ¿Cuál es el tamaño mínimo de inserción requerido para el moldeo por inserción automatizado?
Podemos trabajar con tipos de insertos que van desde alambre hasta láminas. Por ejemplo, podemos procesar alfileres muy finos con Dia. 0,3 mm o lámina metálica con 0,1 mm de espesor. JS Precision puede desarrollar el producto adecuado para los clientes según la dimensión del inserto.
P2: ¿Cómo se asegura de que el inserto esté colocado con precisión en el molde?
Además de los pasadores de posicionamiento de precisión de 0,005 mm, se utiliza un sistema de visión robótica para proporcionar protección dual. Junto con el análisis del flujo del molde, se optimiza el proceso. La desviación posicional es de 0,02 mm.
P3: ¿Cuántos ciclos dura generalmente el molde en el moldeo por inserción?
La vida útil de un molde normal es de 500.000 ciclos. Con la optimización del moldeado por inserción personalizado, puede ser > 1 millón de ciclos. JS Precision es capaz de ofrecer soluciones que pueden alcanzar hasta 1,5 millones de ciclos, que es la más alta entre nuestros competidores.
P4: ¿Se pueden utilizar molduras insertadas para pedidos de lotes pequeños?
Diseñado para moldes compactos y tecnología de cambio rápido, es capaz de manejar desde cientos hasta decenas de miles de piezas, con un tiempo de cambio de 15 minutos, lo que reduce los costos de producción.
P5: ¿Cómo evitar que la presión de inyección dañe los pequeños insertos metálicos?
El análisis de flujo del molde CAE se utiliza para determinar la mejor ubicación de la compuerta, la inyección por etapas se utiliza para reducir la presión y la velocidad cerca del inserto, se aumentan las estructuras de soporte y la presión de impacto se controla dentro de un rango seguro.
P6: ¿JS Precision proporciona servicios de integración para sistemas de automatización?
Sí. Manejamos brazos robóticos, sistemas de visión y compra de datos MES. Las soluciones se pueden ajustar para que coincidan con su flujo de trabajo de producción.
P7: ¿Cómo evaluar las capacidades técnicas de un proveedor de moldeo por inserción?
Investigar diseño de moldes de precisión , experiencia en integración de automatización, soluciones de perforación/desbordamiento, revisión de certificaciones de calidad y documentos PPAP, y verificación de valores CPK.
P8: ¿Cuál es el tiempo típico del ciclo de procesamiento?
Los prototipos tardan de 4 a 6 semanas. Los moldes de producción en masa necesitan de 8 a 12 semanas. JS Precision reduce eso entre un diez y un quince por ciento.
Resumen
El moldeo por inserción automatizado es una tecnología fundamental para lograr una precisión a nivel de micras y cero defectos en piezas de precisión.
Elegir servicios confiables de moldeo por inserción significa elegir opciones eficientes y sin preocupaciones. JS Precision puede comenzar desde el diseño de prototipos y ayudar a impulsar sus soluciones de componentes de precisión a la producción en masa, aprovechando la oportunidad en la fabricación de alta gama.
Si necesita un socio que pueda resolver simultáneamente problemas complicados de moldeo por inserción, garantizar altos rendimientos y respaldar la fabricación flexible, no dude en contactarnos. contacte a JS Precisión .
Comencemos con sus prototipos de moldes de inyección y trabajemos juntos para llevar sus soluciones de componentes de precisión a la producción en masa con éxito.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

