

Serviços de moldagem de inserção são o principal suporte para a fabricação de componentes de precisão. Quando a combinação de metal e plástico não está mais limitada a uma simples embalagem, mas requer precisão de posicionamento em nível micrométrico e vedação com zero defeitos, o processo tradicional de moldagem e montagem enfrenta gargalos.
As tolerâncias de montagem acumuladas, a deformação de fixação da pastilha e a perfuração de resina de pinos de precisão são alguns fatores que contribuem para as flutuações de rendimento e riscos de entrega . Assim, estes podem se tornar desafios para os fabricantes de peças de precisão que buscam a fabricação de alta qualidade.
Ao mesmo tempo, a moldagem por inserção automatizada, com os benefícios da moldagem integrada, está gradualmente resolvendo os problemas da indústria e fornecendo à indústria soluções confiáveis para fabricação de alta qualidade.
Resumo da resposta principal
| Problema Central | Soluções para moldagem por inserção automatizada |
| Removendo a tolerância cumulativa | Forjar peças estampadas diretamente no molde para moldar metal e plástico em uma peça única, evitando assim erros de posicionamento secundários. |
| Resolvendo o estouro de perfuração e cola | Controle tangível de “cura instantânea” na conclusão do enchimento através da análise de fluxo do molde CAE e um sistema de controle de servoválvula ultrapreciso . |
| Confirmando a possibilidade de automação | Utilizando protótipos de moldes de injeção para simulação de interferência e verificação da estrutura do molde e da trajetória do braço robótico. |
| Habilitando troca rápida para especificações diferentes | Moldes modulares são projetados e bandejas de material padronizadas são feitas para que o tempo de troca possa ser controlado em 15 minutos , obtendo-se uma produção flexível. |
Principais conclusões
- Precisão aprimorada: Com a moldagem automatizada de pastilhas, a precisão posicional das pastilhas de metal pode ser controlada em 0,02 mm, o que significa que as tolerâncias de montagem podem ser completamente removidas.
- Produção garantida: Ao usar o controle de circuito fechado e a otimização do molde, é possível resolver a contradição entre perfuração e excesso de cola e alcançar um rendimento de produção de >99,5% a longo prazo.
- Minimizando riscos: O processo de automação deve ser testado com protótipos de moldes de injeção antes da produção em massa, para não incorrer em despesas com modificações significativas no molde.
- Escolhendo um Parceiro: Ao selecionar o melhores empresas de moldagem por injeção , é importante focar em suas capacidades de projeto de moldes e experiência em integração de sistemas de automação.
Por que confiar nos serviços de moldagem por inserção? Experiência em fabricação de automação de precisão JS
A escolha de serviços confiáveis de moldagem por inserção depende de encontrar um fornecedor com tecnologia madura, experiência sólida, ferramentas avançadas e verificações de qualidade rigorosas, principalmente para peças de precisão. Pelo menos em teoria, esta configuração oferece a melhor chance de sucesso do projeto.
Com base nos 12 anos de experiência da JS Precision em moldagem por inserção automatizada , você pode se conectar com mais de 500 clientes de manufatura de alta qualidade em todo o mundo para verificar nossos serviços maduros, cobrindo áreas de precisão como automotiva, médica e eletrônica.
Com nossos equipamentos de produção avançados e sistema de inspeção de qualidade aprimorado, oferecemos suporte abrangente para suas necessidades.
O equipamento principal inclui máquina de moldagem por injeção de alta precisão Fanuc Roboshot α - S200iA , centro de usinagem de cinco eixos e equipamento de inspeção de qualidade dedicado, formando uma garantia integrada de "inspeção de qualidade de produção".
A nossa estrita adesão às Sistema de gestão de qualidade ISO 9001:2015 , bem como equipamentos avançados e inspeção completa da qualidade do processo, podem garantir que o processo de produção de cada lote de peças de precisão esteja em conformidade com os padrões internacionais e evite riscos de qualidade desde a raiz.
O principal equipamento de produção inclui máquinas de moldagem por injeção de alta precisão Fanuc Roboshot (precisão de posicionamento ± 0,001 mm), centros de usinagem de cinco eixos e equipamentos como máquinas de medição por coordenadas (CMM) para obter produção controlável em todo o processo.
Tomando como exemplo os microdispositivos médicos, nossos clientes aproveitam nossas tecnologias testadas ao longo do tempo (estrutura de suporte de PIN delgada, controle de circuito fechado de pressão do molde) que os ajuda a produzir PINs delgados com diâmetro de 0,3 mm em produção em massa estável.
A inspeção visual CCD controla com precisão, tornando possível atender ao requisito de zero defeito de grau médico. Nossa linha de produção totalmente automatizada, operada 24 horas por dia, permite aos clientes reduzir o tempo de entrega em 30%, ficando à frente da concorrência.
Você não precisa mais se preocupar com obstáculos técnicos ou riscos de entrega. Os equipamentos de primeira linha e o sistema de controle de qualidade da JS Precision atendem totalmente às suas necessidades, desde o protótipo até a produção em massa.
Aproveitando nossos equipamentos e recursos de controle de qualidade, você pode alcançar uma taxa de rendimento superior a 99%, reduzindo assim custos e riscos, encurtando os prazos de entrega e aumentando sua competitividade.
Contate nosso engenheiro para uma avaliação gratuita do projeto. Forneceremos aconselhamento direcionado com base nos requisitos de suas peças, ajudando você a evitar riscos de seleção inicial.
Por que a estampagem antes da montagem está sendo substituída pela moldagem plástica de inserção automatizada?
A pré-estampagem e a montagem tradicionais fazem com que as tolerâncias gerais aumentem devido ao posicionamento secundário. A moldagem plástica de inserção automatizada elimina completamente o problema de posicionamento secundário.
Simplificando, é como construir uma casa colocando primeiro os tijolos e depois preenchendo as lacunas, quanto mais você preenche, mais tortos eles ficam. A moldagem integrada é simplesmente vazar e moldar sem a necessidade de repetidas correções posteriormente.
Posicionamento preciso desde o posicionamento secundário até a moldagem de uma peça
A forma tradicional de fazer as coisas resulta num grande acúmulo de tolerâncias. A título de ilustração, a precisão da colocação dos pinos em um conector automotivo muda de 0,05 mm na fase de projeto para 0,12 mm no produto final, tendo assim um impacto direto no desempenho do produto.
Automatizado inserir moldagem de plástico emprega pinos de posicionamento com precisão de 0,005 mm para alinhar a inserção dentro do molde, permitindo moldagem de uma peça com precisão de posição estável inferior a 0,02 mm.
A tabela abaixo compara a precisão dos processos tradicionais com a moldagem automatizada de insertos plásticos, demonstrando visualmente suas vantagens:
| Tipo de processo | Tolerância de peças individuais | Tolerância Cumulativa | Posição do pino | Cenários Aplicáveis |
| Pré-estampagem seguida de montagem | ±0,05mm | ±0,15 mm e acima | ±0,12 mm | Peças gerais de gama baixa a média |
| Moldagem plástica de inserção automatizada | ±0,02mm | Sem tolerância cumulativa | ±0,02 mm e abaixo | Peças de alta precisão |
| Serviços de moldagem por inserção (JS Precision) | ±0,01 mm | Sem tolerância cumulativa | ±0,015 mm e abaixo | Peças de precisão automotivas/médicas |
Eliminando modos de falha potenciais na montagem
Se as pastilhas forem pressionadas manualmente ou mecanicamente, ocorrerão arranhões e descascamento do revestimento. Isso danifica o produto e aumenta as despesas pós-venda. Em usos sofisticados, isso não funciona.
A moldagem plástica automatizada da pastilha envolve totalmente a pastilha. Sem tensão secundária. A superfície permanece 100% protegida. A confiabilidade do produto aumenta. Funciona melhor sob estresse do mundo real.
Baixe o manual de estudo de caso gratuito para compreender intuitivamente as melhorias de custo e eficiência trazidas pela moldagem de insertos de plástico que substitui os processos tradicionais.
Como superar a contradição do estouro de perfuração e cola com soluções de moldagem por inserção?
Puncionamento e transbordamento estão entre os problemas frequentes na moldagem por inserção. Ao empregar soluções científicas e ajustar os moldes e processos, é possível atingir uma moldagem com zero defeitos.
Ambos são causados pela incompatibilidade entre a pressão de injeção e a capacidade de vedação. Mudando o método de injeção e a estrutura de vedação pode ser feita para ajudar os dois ao mesmo tempo.
Estratégias de moldagem para pinos delgados e malhas metálicas
Várias inserções necessitam de diferentes soluções de design, direcionadas da seguinte forma:
1. Problema de perfuração:
O uso da análise de fluxo do molde CAE para pinos delgados com diâmetro de 0,5 mm ajuda a prever a força de impacto do fundido. O uso de bico valvulado de "alta pressão e baixa velocidade" e pilares de suporte ao redor da pastilha para controlar a pressão de impacto para <30 MPa, evitando danos ao pino, é a solução.
Em essência, é "armar" o pino fino com uma armadura protetora que permite que o plástico derretido flua suavemente, como uma corrente, o que evita que o pino seja dobrado violentamente.
2. Problema de estouro de cola:
Para malha de metal, um projeto de folga de vedação zero é implementado, regulando a folga entre o molde e a pastilha para 0,005-0,01 mm. A expansão do plástico em alta temperatura resulta na autovedação instantânea , o que por sua vez evita transbordamento de cola e rebarbas.
Controle de circuito fechado obtido através da análise do fluxo do molde e monitoramento do sensor em tempo real
O controle estável de longo prazo da perfuração e do transbordamento de cola precisa de sensores de pressão na cavidade do molde para observar a pressão frontal do derretimento em tempo real. Tornando a moldagem controlável. Pelo menos em teoria, esta configuração mantém as coisas estáveis quando a pressão aumenta.
- Suporte de dados: Se o sensor ler mais de 35 MPa, o sistema aciona uma resposta de “redução de velocidade e retenção de pressão” , fixando flutuações em 2 MPa.
A tabela abaixo mostra como os parâmetros de moldagem mudam antes e depois do uso inserir soluções de moldagem .
| Método de controle | Faixa de flutuação de pressão | Taxa de punção | Taxa de estouro | Colheita | Custo de processamento subsequente |
| Sem controle de circuito fechado | ±5 MPa | 8,2% | 10,5% | 81,3% | US$ 2,8/peça |
| Soluções de moldagem por inserção (controle de circuito fechado) | ±2MPa | 0,3% | 0,2% | 99,5% | US$ 0,3/peça |
Entre em contato com o engenheiro da JS Precision para obter análise DFM gratuita e soluções personalizadas de moldagem por pastilha com base no seu tipo de pastilha para reduzir os riscos de produção.
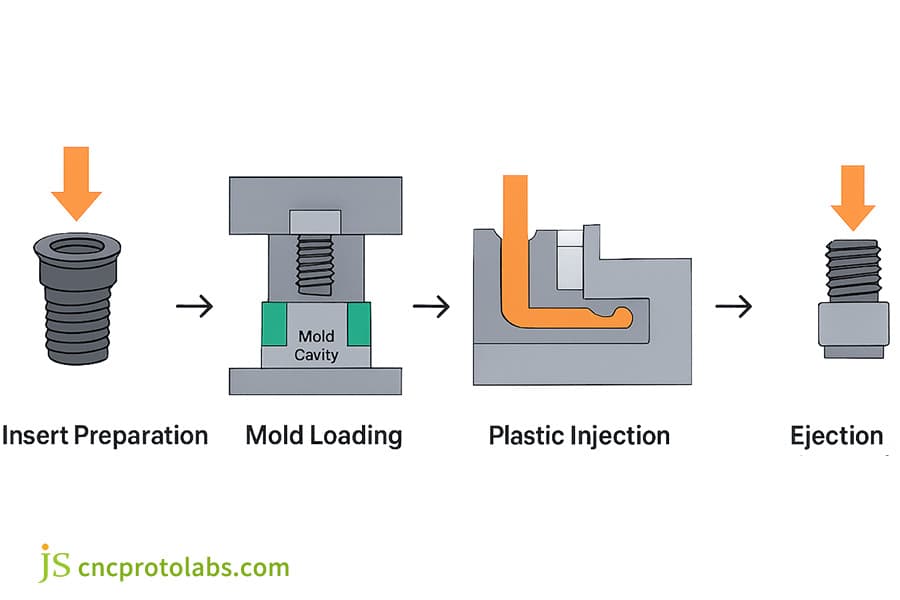
Figura 1: Um diagrama de quatro etapas que ilustra o processo de moldagem por pastilha: preparação da pastilha, carregamento do molde, injeção de plástico e ejeção da peça. O gráfico de fundo branco usa cores contrastantes para mostrar claramente cada estágio sequencial.
Nos estágios iniciais de desenvolvimento, como usar moldes de injeção de protótipo para verificar a viabilidade da fixação automatizada de acessórios?
A moldagem por inserção automatizada necessita de validação antecipada. Os protótipos de moldes de injeção não apenas ajudam a prever riscos, mas também reduzem as despesas potenciais de modificações no molde e facilitam a produção em massa.
O ponto principal da automatização da operação de preensão é que o movimento não obstrua o molde. Ao pré-verificar o molde do protótipo, é possível resolver conflitos espaciais com antecedência.
Simulação de interferência da estrutura do molde e caminhos automatizados de seleção e colocação
A principal função dos protótipos de moldes de injeção é verificar se o molde e o caminho de movimento de escolha e colocação do braço robótico são compatíveis para que colisões possam ser evitadas.
Simplificando, isso significa realizar um “ensaio” antes da produção em massa , identificando antecipadamente possíveis riscos de colisão entre o braço robótico e o molde e evitando problemas durante a produção formal que exigem retrabalho caro e modificação do molde.
- Aspectos técnicos cruciais: a simulação do caminho 3D garante a sincronização com uma tolerância de 0,1 segundos para o braço robótico e as peças móveis do molde, a reengenharia do caminho aumenta a produtividade.
Verificando a repetibilidade do posicionamento da pastilha com moldes de protótipo
Moldes de injeção de protótipo facilitar o teste de repetibilidade do posicionamento da pastilha. Com base em um piloto de 500 corridas, a inserção do putt out permanece no lugar.
- Fatos de apoio: As precisões de posição são detectadas por um sistema de visão CCD e produzem uma precisão de posicionamento de repetibilidade com um valor CPK de 1,33, o que implica que o risco de produção em massa é reduzido por um fator de 5 (80%), e a economia em termos de modificação do molde pode chegar a US$ 6.000 a US$ 12.000.
Como conseguir uma troca rápida de moldagem de inserção personalizada ao enfrentar pedidos de múltiplas especificações e pequenos lotes?
Os problemas enfrentados em pedidos de pequenos lotes com múltiplas especificações são claramente múltiplos. A moldagem por inserção personalizada com sua natureza modular ajuda a manter a produção eficiente, flexível e também permite trocas rápidas.
O compartilhamento de bases de molde, a troca rápida de núcleos de molde e a padronização de bandejas de material podem, juntos, limitar o tempo de troca a 15 minutos, reduzindo assim os custos de produção de pequenos lotes.
Projeto de molde modular: base de molde compartilhada e núcleos de molde de troca rápida
O eixo central da troca rápida na moldagem por inserção personalizada é a "base de molde padrão e núcleos de molde de troca rápida", o que leva a uma redução nos preços dos moldes.
- Suporte de dados: Ao travar o núcleo do molde e a base do molde por meio de pinos de localização cônicos, tempo de troca <10 minutos, desvio de posição de 0,01 mm, custos de molde reduzidos em 40% e custos unitários de produção para pequenos lotes reduzidos em US$ 1,2.
Sistema de bandeja de material padronizado e procedimento de depuração rápida
A base da bandeja de material de inserção universal pode ser alterada para diferentes inserções apenas trocando a bandeja de posicionamento , o que não requer mais a troca da esteira transportadora, facilitando assim a eficiência da troca.
- Suporte de dados: Após a troca da bandeja de material, o braço robótico é capaz de recuperar os parâmetros pré-armazenados com um único clique, reduzindo o tempo de depuração da automação em 70% (de 40 minutos para 12 minutos), aumentando a eficiência de pedidos de múltiplas especificações em 50% e reduzindo o tempo do ciclo de entrega em 40%.

Figura 2: Um sofisticado braço robótico industrial branco executa uma operação precisa de troca de ferramenta, manuseando um suporte de componentes com inserções plásticas, demonstrando capacidades de troca rápida.
Do ponto de vista da vida útil do molde, como a moldagem por inserção personalizada pode reduzir o desgaste da inserção no núcleo do molde?
As inserções de metal desgastam o núcleo do molde. A coisa é, moldagem de inserção personalizada - com ajustes de material e tratamento de superfície, pode prolongar a vida útil do molde e reduzir custos.
Pastilhas de alta dureza sofrem mais danos. Metal duro ou revestimentos em áreas-chave podem aumentar a vida útil.
Seleção de materiais resistentes ao desgaste para componentes importantes do molde
Pó de aço rápido ou metal duro vai para os pontos do núcleo do molde. Eles superam o aço comum para ferramentas em resistência ao desgaste, o que significa menos substituições.
- Suporte de dados: O metal duro tem 3 a 5 vezes a resistência ao desgaste do aço para ferramentas H13. Após um milhão de ciclos, o desgaste da superfície de vedação permanece abaixo de 0,005 mm – a precisão permanece firme.
A tabela abaixo compara o desempenho de diferentes materiais de molde:
| Material do molde | Resistência ao Desgaste (Valor Relativo) | Vida útil (ciclos de molde) | Quantidade de desgaste (1 milhão de ciclos de molde) | Custo do Material (Valor Relativo) |
| Aço ferramenta H13 tradicional | 1 | 500.000 | 0,02 mm | 1 |
| Aço rápido em pó (ASP23) | 2,5 | 800.000 | 0,008 mm | 2.2 |
| Liga dura (carboneto de tungstênio) | 4 | 1.200.000 | 0,004 mm | 3.5 |
| Moldagem de inserção personalizada (JS Precision) | 4,5 | 1.500.000 | 0,003 mm | 3.2 |
Aplicação de tecnologia de revestimento de superfície
A moldagem por inserção personalizada aplica um revestimento PVD diretamente na superfície do molde. O resultado é uma camada dura que dura mais tempo e reduz as necessidades e despesas de reparos.
- Dados de apoio: O revestimento TiAlN atinge HV 3.200 - 3.500, o atrito permanece abaixo de 0,2, a manutenção acontece duas vezes mais e, ao longo de um ano, são economizados mais de US$ 8.000 em custos.
Entre em contato conosco para obter um cálculo gratuito da vida útil do molde e dos custos de manutenção, e personalizaremos uma solução econômica de moldagem por inserção personalizada para você.
Como selecionar as melhores empresas de moldagem por injeção para componentes médicos ou automotivos complexos para garantir o sucesso do projeto?
A moldagem por inserção de componentes complexos requer altos requisitos técnicos, e o cerne da seleção das melhores empresas de moldagem por injeção é avaliar suas capacidades abrangentes.
Concentre-se na avaliação da capacidade de "controle do processo de integração de automação de projeto de molde" e confirme se ela passou no Certificação IATF 16949:2016 .
Critérios de Avaliação Técnica de Fornecedores
O processo de seleção deve centrar-se em três fatores principais que ajudam a identificar as escolhas mais adequadas necessárias para a fabricação de componentes complexos.
- Capacidade de projeto de molde: O sistema inclui controle de tempo de câmara quente e proteções de intertravamento deslizante e dispositivos de detecção anticolisão que protegem o molde contra danos e o produto contra defeitos.
- Capacidade de integração de automação: O sistema inclui braços robóticos que a própria empresa desenvolveu, mas também usa braços robóticos integrados juntamente com sistemas de visão para posicionamento preciso de múltiplas pastilhas.
- Capacidade de controle de processo: O sistema utiliza um sistema MES que permite o rastreamento completo dos dados do molde para atender aos rigorosos requisitos de certificação da indústria médica e automotiva.
Experiência em mitigação de riscos de fornecedores
O processo de criação de componentes avançados envolve múltiplos riscos perigosos. Os fornecedores precisam possuir amplo conhecimento em análise de falhas e métodos de melhoria porque precisam lidar com problemas típicos que incluem perfuração e uso excessivo de adesivo.
- Suporte de Dados: O fornecedor deve fornecer arquivos PPAP para pelo menos 3 projetos complexos comparáveis com um valor CPK verificado de 1,33. A JS Precision realizou mais de 200 projetos complexos que resultaram em uma taxa de sucesso completa de PPAP e alcançou um valor de CPK de 1,4.
Por que escolher os serviços automatizados de moldagem por inserção da JS Precision como seu parceiro de fabricação de peças de precisão?
A JS Precision, com todos os seus recursos de serviço e experiência prática, oferece suporte a todo o processo, desde a verificação do protótipo até a entrega da produção em massa, por meio de soluções completas, tornando-a a escolha preferida para fabricação de alta qualidade.
Capacidade de integração de tecnologia completa
Precisão JS fornece soluções completas, desde verificação de protótipos, projeto de moldes até integração de automação e rastreabilidade de dados, eliminando a necessidade de gerenciar vários fornecedores e reduzindo significativamente o prazo de entrega.
Um grupo altamente qualificado responderá rapidamente às solicitações, customizará soluções e até cuidará de reclamações como furos e excesso de adesivo para não atrapalhar a produção.
Sistema de garantia de qualidade ponta a ponta
Seguimos cuidadosamente os requisitos de qualidade da ISO 9001 e IATF 16949, fornecemos relatórios CPK e análises de capacidade de processo para cada lote, garantindo assim a rastreabilidade do produto e alta consistência.
O controle de qualidade em cada etapa – desde a matéria-prima até a inspeção do produto acabado – é o que resulta em uma entrega com zero defeitos.
Figura 3: Um braço robótico industrial amarelo é mostrado segurando delicadamente várias peças plásticas transparentes moldadas com precisão em uma superfície de trabalho verde.
Estudo de caso JS Precision: Projeto de controlador de bomba de óleo de motor automotivo
A JS Precision atingiu o alvo em precisão e confiabilidade para controladores de bombas de óleo de motores automotivos. Resolvemos problemas de produção com moldagem por inserção personalizada. Tornando a saída de alto volume suave e consistente.
Desafios encontrados:
O cliente fabrica peças automotivas de primeira linha. Seu controlador tem três inserções: terminais de cobre de 0,4 mm, folhas de aço inoxidável de 0,6 mm e mangas de cobre de 2 mm, que precisam permanecer dentro de 0,03 mm de posição em relação um ao outro.
Os métodos mais antigos falharam: as mangas de cobre dobravam durante o ajuste por pressão, mudando de posição em até 0,08 mm. O rendimento caiu para 76%, custando muito em sucata, e problemas de aderência entre as inserções retardaram o processo, fazendo com que cada lote levasse 20 dias para ser entregue.
Solução:
1. Integração do projeto do molde:
Em uma operação de moldagem por inserção, três inserções são feitas por vez, o que pode dispensar totalmente a etapa secundária de encaixe por pressão.
Para eliminar totalmente o problema de fixação da pastilha, foi desenvolvido um método de incorporação passo a passo que reduziu a taxa de problemas de fixação da pastilha para menos de 0,1%. Isto não só aumentou a eficiência da produção de molde único em 35%, mas também reduziu as perdas nas conexões do processo.
2. Otimização do sistema de posicionamento:
Cada inserção é limitada por um pino de posição com precisão de 0,003 mm. O braço robótico é equipado com sistema de visão CCD para calibração (repetibilidade 0,002mm), resultando em duas etapas de confirmação de posicionamento que garantem que o desvio posicional da pastilha não exceda 0,01mm.
3.Controle de parâmetros de processo:
Ao misturar moldagem por injeção em estágios (velocidade de contato de fusão 20 mm/s, força de impacto reduzida em 45%) com análise de fluxo do molde CAE para encontrar a melhor localização da porta , a taxa de perfuração pode ser controlada abaixo de 0,2% e a taxa de transbordamento abaixo de 0,15%, o que leva a um aumento considerável no rendimento do produto.
Resultados Finais:
- Precisão atualizada: A precisão posicional relativa foi rigorosamente controlada em 0,02 mm, enquanto o valor CPK foi mais que duplicado de 0,63 para 1,35, correspondendo assim ao nível automotivo de nível superior.
- Grande crescimento da produção: A produção aumentou de 76% para 98,7%, o que economizou US$ 3.200 no custo de sucata de cada lote.
- Melhor Produtividade: O tempo de confecção de um único item, ou seja, o tempo de ciclo, caiu de 45 para 32 segundos (a eficiência aumentou 28%), o ciclo de entrega foi reduzido de 20 para 12 dias.
- Corte de despesas: As despesas relacionadas à manutenção do molde foram cortadas em 12.000 dólares anualmente, o custo de produção por unidade foi reduzido em 1,50 dólares, o que levou a benefícios substanciais de custo geral.
Envie seus desenhos de peças para receber uma solução personalizada de moldagem por inserção e um orçamento preciso. Deixe-nos ajudá-lo a superar pontos problemáticos e melhorar a eficiência.

Figura 4: Vista aproximada de um invólucro de plástico laranja brilhante com uma estrutura central raiada e parafusos metálicos em torno de sua borda, provavelmente um componente para um controlador automotivo.
Perguntas frequentes
Q1: Qual é o tamanho mínimo de pastilha necessário para moldagem de pastilha automatizada?
Podemos trabalhar com tipos de insertos que variam de arame a folha. Por exemplo, podemos processar pinos muito finos com Dia. 0,3 mm ou folha metálica com 0,1 mm de espessura. A JS Precision pode desenvolver o produto certo para os clientes de acordo com a dimensão da pastilha.
Q2: Como você garante que a pastilha esteja posicionada com precisão no molde?
Além dos pinos de posicionamento de precisão de 0,005 mm, um sistema de visão robótica é usado para fornecer proteção dupla. Juntamente com a análise do fluxo do molde, o processo é otimizado. O desvio posicional é de 0,02 mm.
Q3: Quantos ciclos o molde geralmente dura na moldagem por inserção?
A vida útil de um molde normal é de 500.000 ciclos. Com a otimização da moldagem por inserção personalizada, podem ser > 1 milhão de ciclos. A JS Precision é capaz de entregar soluções que podem atingir até 1,5 milhão de ciclos, o maior entre nossos concorrentes.
Q4: A moldagem por inserção pode ser usada para pedidos de pequenos lotes?
Projetado para moldes compactos e tecnologia de troca rápida, é capaz de manusear de centenas a dezenas de milhares de peças, com tempo de troca de 15 minutos, reduzindo assim os custos de produção.
Q5: Como evitar que a pressão de injeção danifique pequenas inserções de metal?
A análise de fluxo do molde CAE é usada para determinar a melhor localização da comporta, a injeção escalonada é usada para reduzir a pressão e a velocidade perto da inserção, as estruturas de suporte são aumentadas e a pressão de impacto é controlada dentro de uma faixa segura.
P6: A JS Precision fornece serviços de integração para sistemas de automação?
Sim. Lidamos com braços robóticos, sistemas de visão e compra de dados MES. As soluções podem ser ajustadas para corresponder ao seu fluxo de trabalho de produção.
Q7: Como avaliar as capacidades técnicas de um fornecedor de moldagem por inserção?
Investigar projeto de molde de precisão , experiência em integração de automação, soluções de perfuração/transbordamento, revisão de certificação de qualidade e documentos PPAP e verificação de valores de CPK.
Q8: Qual é o tempo típico do ciclo de processamento?
Os protótipos levam de 4 a 6 semanas. Os moldes de produção em massa precisam de 8 a 12 semanas. JS Precision reduz isso em dez a quinze por cento.
Resumo
A moldagem por inserção automatizada é uma tecnologia crítica para atingir precisão de nível mícron e zero defeitos em peças de precisão.
Escolher serviços confiáveis de moldagem por inserção significa escolher opções eficientes e sem preocupações. A JS Precision pode começar com o design do protótipo e ajudar a levar suas soluções de componentes de precisão para a produção em massa, aproveitando a oportunidade na fabricação de alta qualidade.
Se você precisar de um parceiro que possa resolver simultaneamente problemas complicados de moldagem por pastilhas, garantir altos rendimentos e apoiar a fabricação flexível, não hesite em nos contatar. entre em contato com JS Precision .
Vamos começar com seus protótipos de moldes de injeção e trabalhar juntos para levar suas soluções de componentes de precisão para produção em massa com sucesso.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

