

Insert molding services are the core support for precision component manufacturing. When the combination of metal and plastic is no longer limited to simple wrapping, but requires micrometer level positioning accuracy and zero defect sealing, the traditional molding and assembly process is facing bottlenecks.
The accumulated assembly tolerances, insert gripping deformation, and resin perforation of precision pins are some factors that contribute to the fluctuations of yields and delivery risks. Thus, these can become the challenges for precision parts manufacturers going toward high end manufacturing.
At the same time, automated insert molding, with the benefits of integrated molding, is gradually working on the industry's problems and providing the industry with trustworthy solutions for high end manufacturing.
Core Answer Summary
| Core Problem | Solutions for Automated Insert Molding |
| Removing Cumulative Tolerance | Forging stamped parts directly in the mold to be one piece molding metal and plastic, thus no secondary positioning error happens. |
| Resolving Punch Through And Glue Overflow | Tangible "instant curing" control at the completion of filling through CAE mold flow analysis and an ultra precise servo valve control system. |
| Confirming The Possibility Of Automation | Making use of prototype injection molds for interference simulation and checking the mold structure and the robotic arm path. |
| Enabling Quick Changeover For Different Specifications | Modular molds are designed and standardized material trays are made to changeover time can be controlled within 15 minutes, flexible production is achieved. |
Key Takeaways
- Enhanced Accuracy: With Automated Insert Molding, positional accuracy of metal inserts can be controlled within 0.02mm, which means assembly tolerances can be completely removed.
- Ensured Production: By using the closed loop control and mold optimization, it is possible to resolve the contradiction between punch through and glue overflow and achieve a production yield of >99.5% in the long term.
- Minimizing Risks: The automation process should be tested with prototype injection molds prior to mass production so as not to incur the expense of significant mold modification.
- Choosing a Partner: When selecting the best injection molding companies, it is important to focus on their mold design capabilities and automation system integration experience.
Why Trust Insert Molding Services? JS Precision Automation Manufacturing Experience
Choosing reliable insert molding services depends on finding a provider with mature technology, solid experience, advanced tools, and strict quality checks, Mostly for precision parts. At least in theory, this setup delivers the best chance for project success.
Based on JS Precision's 12 years of experience in automated insert molding, you can connect with over 500 high-end manufacturing customers worldwide to verify our mature services, covering precision fields such as automotive, medical, and electronics.
With our advanced production equipment and improved quality inspection system, we provide comprehensive support for your needs.
The core equipment includes Fanuc Roboshot α - S200iA high-precision injection molding machine, five axis machining center, and dedicated quality inspection equipment, forming an integrated guarantee of "production quality inspection".
Our strict adherence to the ISO 9001:2015 quality management system, as well as advanced equipment and full process quality inspection, can ensure that the production process of each batch of precision parts complies with international standards and avoids quality risks from the root.
The core production equipment includes Fanuc Roboshot high-precision injection molding machines (positioning accuracy ± 0.001mm), five axis machining centers, and equipment such as coordinate measuring machines (CMM) to achieve controllable production throughout the entire process.
Taking medical microdevices as an example, our clients take advantage of our time tested technologies (slender PIN support structure, in mold pressure closed loop control) that help them produce slender PINs with diameter 0.3 mm in stable mass production.
CCD vision inspection precisely controls, making it possible to meet the medical grade zero defect requirement. Our fully automated production line, operated round-the-clock, enables customers to reduce delivery time by 30%, thus getting ahead of competition.
You do not have to worry about technical hurdles or delivery risks any more. JS Precision's top notch equipment and quality control system thoroughly support your needs from prototype to mass production.
Leveraging our equipment and quality control capabilities, you can achieve a yield rate higher than 99%, thereby reducing costs and risks, shortening delivery times, and increasing your competitiveness.
Contact our engineer for a free project assessment. We will provide targeted advice based on your part requirements, helping you avoid initial selection risks.
Why Is Stamping Before Assembly Being Replaced By Automated Insert Plastic Molding?
Traditional pre-stamping and assembly cause the overall tolerances to increase due to secondary positioning. Automated insert plastic molding completely gets rid of the secondary positioning problem.
Simply put, it's like building a house by laying bricks first and then filling the gaps, the more you fill them, the more crooked they become. Integrated molding is simply pouring and molding without the need for repeated corrections later on.
Accurate Positioning from Secondary Positioning to One Piece Molding
The traditional way of doing things results in a large accumulation of tolerances. As an illustration, the accuracy of the pin placement in an automotive connector changes from 0.05mm at the design stage to 0.12mm in the final product, thus having a direct impact on the performance of the product.
Automated insert plastic molding employs positioning pins with a precision of 0.005mm to align the insert within the mold, enabling one piece molding with stable position accuracy less than 0.02mm.
The table below compares the precision of traditional processes with automated insert plastic molding, visually demonstrating its advantages:
| Process Type | Individual Part Tolerance | Cumulative Tolerance | Pin Position | Applicable Scenarios |
| Pre-stamping followed by assembly | ±0.05mm | ±0.15mm and above | ±0.12mm | Low-to-mid-range general parts |
| Automated insert plastic molding | ±0.02mm | No cumulative tolerance | ±0.02mm and below | High end precision parts |
| Insert molding services (JS Precision) | ±0.01mm | No cumulative tolerance | ±0.015mm and below | Automotive/medical grade precision parts |
Eliminating Potential Failure Modes in Assembly
If inserts are pressed manually or mechanically, scratches and plating peeling happen. That damages the product and raises after sales expenses. In high end uses, that doesn't work.
Automated insert plastic molding surrounds the insert entirely No secondary stress. Surface stays protected 100%. Product reliability goes up. It works better under real world stress.
Download the free case study manual to intuitively understand the cost and efficiency improvements brought by insert plastic molding replacing traditional processes.
How To Overcome The Contradiction of Punch Through & Glue Overflow With Insert Molding Solutions?
Punching and overflow are among the frequent problems in insert molding. By employing scientific solutions and fine tuning the molds and processes, it is possible to achieve zero defect molding.
Both are caused by the injection pressure and sealing capacity not being matched. Changing the injection method and sealing structure can be done to help them both at the same time.
Molding Strategies for Slender Pins and Mesh Metals
Various inserts need different design solutions, targeted as follows:
1. Punching Problem:
The use of CAE mold flow analysis for slender pins with diameter 0.5mm helps in predicting the melt impact force. The use of "high pressure, low speed" valve gate and support pillars around the insert to control the impact pressure to <30 MPa, preventing pin damage, is the solution.
In essence, it is "arming" the slender pin with a protective armor that permits the molten plastic to flow gently, like a stream, which prevents the pin from being violently bent.
2. Glue Overflow Issue:
For mesh metal, a zero sealing gap design is implemented, regulating the gap between the mold and the insert to 0.005-0.01mm. Plastic high temperature expansion results in the instantaneous self sealing, which in turn prevents glue overflow and burrs.
Closed loop control achieved through mold flow analysis and real time sensor monitoring
Long term stable control of punching and glue overflow needs pressure sensors in the mold cavity to watch melt front pressure in real time. Making molding controllable. At least in theory, this setup keeps things steady when pressure spikes.
- Data Support: If the sensor reads over 35 MPa, the system kicks in a "speed reduction and pressure holding" response, pinning fluctuations within 2 MPa.
The table below shows how molding parameters shift before and after using insert molding solutions.
| Control Method | Pressure Fluctuation Range | Puncture Rate | Overflow Rate | Yield | Subsequent Processing Cost |
| No Closed Loop Control | ±5 MPa | 8.2% | 10.5% | 81.3% | $2.8/piece |
| Insert Molding Solutions (Closed Loop Control) | ±2 MPa | 0.3% | 0.2% | 99.5% | $0.3/piece |
Contact JS Precision engineer for free DFM analysis and customized insert molding solutions based on your insert type to reduce production risks.
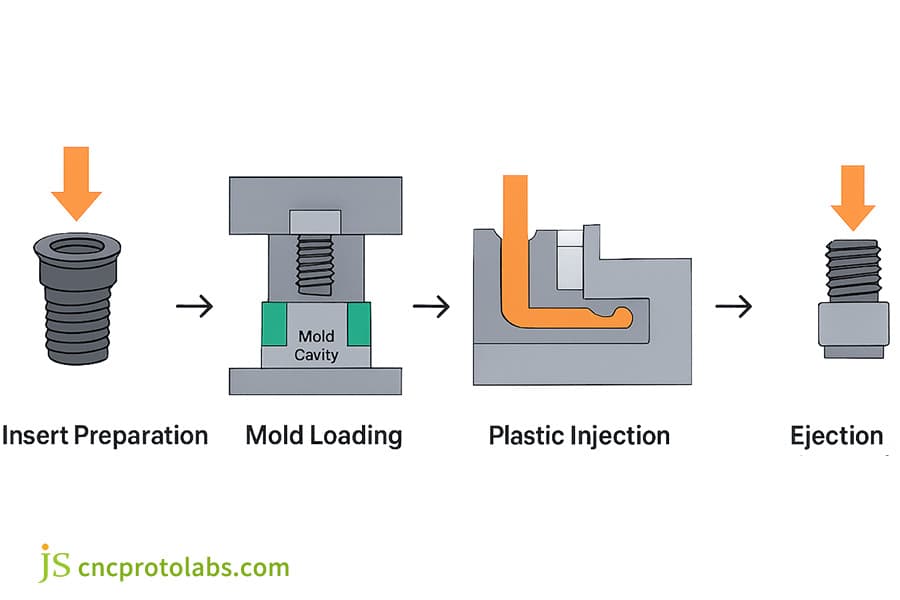
Figure 1: A four-step diagram illustrating the insert molding process: insert preparation, mold loading, plastic injection, and part ejection. The white-background graphic uses contrasting colors to clearly show each sequential stage.
In The Early Stages Of Development, How To Use Prototype Injection Molds To Verify The Feasibility Of Automated Fixture Grasping?
Automated insert molding necessitates early validation. Prototype injection molds not only help foresee risks but also reduce the potential expenses of mold modifications and facilitate mass production.
The main point of automating the grasping operation is that the movement should not obstruct the mold. By pre-verifying the prototype mold, it is possible to tackle spatial conflicts ahead of time.
Interference Simulation of Mold Structure and Automated Pick-and-Place Paths
The main role of prototype injection molds is to verify whether the mold and the robotic arm's pick-and-place movement path are compatible so that collisions can be avoided.
Simply put, this means conducting a "rehearsal" before mass production, identifying potential collision hazards between the robotic arm and the mold in advance, and avoiding problems during formal production that require costly rework and mold modification.
- Crucial technical aspects: 3D path simulation guarantees synchronization with a tolerance of0.1 seconds for the robotic arm and mold's moving parts, path re-engineering increases productivity.
Checking Insert Positioning Repeatability with Prototype Molds
Prototype injection molds facilitate insert positioning repeatability testing. Based on a 500-run pilot, the putt out insert remains in place.
- Supporting facts: Positions accuracies are detected by a CCD vision system and yield a repeatability positioning accuracy with a CPK value 1.33, which implies the risk of mass production is lowered by a factor of 5 (80%), and the savings in terms of mold modification can reach $6,000-$12,000.
How To Achieve Fast Changeover Of Custom Insert Molding When Facing Multi Specification And Small Batch Orders?
The problems faced in multi spec, small batch orders are very clearly multi fold. Custom insert molding with its modular nature helps to keep production efficient, flexible and also enables fast changeover.
Sharing of mold bases, quick changing mold cores, and standardization of material trays can together limit changeover time to 15 minutes, thereby cutting costs for small batch production.
Modular Mold Design: Shared Mold Base and Quick Change Mold Cores
The lynchpin of rapid changeover in custom insert molding is "standard mold base & quick change mold cores, " which leads to a reduction in mold prices.
- Data Support: By locking the mold core and mold base via tapered locating pins, changeover time <10 minutes, positional deviation 0.01mm, mold costs reduced by 40%, and unit production costs for small batches reduced by $1.2.
Standardized Material Tray System and Rapid Debugging Procedure
The universal insert material tray base can be changed to different inserts just by switching the positioning tray, which no longer requires changing the conveyor track, thus facilitating changeover efficiency.
- Data support: After swapping the material tray, the robotic arm is able to retrieve the pre-stored parameters with a single click, cutting down the automation debugging time by 70% (from 40 minutes to 12 minutes), increasing the efficiency of multi specification orders by 50%, and reducing the delivery cycle time by 40%.

Figure 2: A sophisticated white industrial robotic arm performs a precise tool changing operation, handling a component carrier with plastic inserts, demonstrating rapid changeover capabilities.
From A Mold Lifespan View, How Can Custom Insert Molding Reduce Insert Wear On The Mold Core?
Metal inserts wear down the mold core. Thing is, custom insert molding - with material tweaks and surface treatment, can stretch mold life and cut costs.
High hardness inserts take more damage. Cemented carbide or coatings in key areas can push service life way up.
Selection of wear Resistant Materials for important Mold Components
Powder high speed steel or cemented carbide goes into the mold core spots. These beat out regular tool steel in wear resistance, which means fewer replacements.
- Data Support: Cemented carbide has 3-5 times the wear resistance of H13 tool steel. After one million cycles, sealing surface wear stays under 0.005mm - accuracy holds firm.
The table below compares the performance of different mold materials:
| Mold Material | Wear Resistance (Relative Value) | Service Life (Mold Cycles) | Wear Amount (1 Million Mold Cycles) | Material Cost (Relative Value) |
| Traditional H13 Tool Steel | 1 | 500,000 | 0.02mm | 1 |
| Powder High Speed Steel (ASP23) | 2.5 | 800,000 | 0.008mm | 2.2 |
| Hard Alloy (Tungsten Carbide) | 4 | 1,200,000 | 0.004mm | 3.5 |
| Custom Insert Molding (JS Precision) | 4.5 | 1,500,000 | 0.003mm | 3.2 |
Application of Surface Coating Technology
Custom insert molding applies a PVD coating directly to the mold surface. The result is a hard layer that wears longer and reduces repair needs and expenses.
- Supporting Data: TiAlN coating reaches HV 3200 - 3500, friction stays below 0.2, maintenance happens twice as often, and over a year, more than $8,000 in costs are saved.
Contact us for a free calculation of mold life and maintenance costs, and we'll customize a cost effective custom insert molding solution for you.
How To Select The Best Injection Molding Companies For Complex Medical Or Automotive Components To Ensure Project Success?
The insertion molding of complex components requires high technical requirements, and the core of selecting the best injection molding companies is to evaluate their comprehensive capabilities.
Focus on evaluating the capability of "mold design automation integration process control" and confirm whether it has passed the IATF 16949:2016 certification.
Supplier Technical Evaluation Criteria
The selection process should focus on three main factors which help identify the most appropriate choices needed for manufacturing complex components.
- Mold Design Capability: The system includes hot runner timing control and slider interlock protections and anti collision sensing devices which protect the mold from damage and the product from defects.
- Automation Integration Capability: The system includes robotic arms that the company developed itself but also uses integrated robotic arms together with vision systems for accurate multiple insert placement.
- Process Control Capability: The system uses an MES system which enables complete mold data tracking to meet the strict medical and automotive industry certification requirements.
Supplier Risk Mitigation Experience
The process of creating advanced components involves multiple dangerous risks. Suppliers need to possess extensive expertise in failure analysis and improvement methods because they need to deal with typical problems which include punching and excessive use of adhesive.
- Data Support: The supplier must provide PPAP files for at least 3 comparable complex projects with a verified CPK value 1.33. JS Precision has accomplished over 200 complex projects which resulted in a complete PPAP success rate and achieved a CPK value of 1.4.
Why Choose JS Precision's Automated Insert Molding Services As Your Precision Parts Manufacturing Partner?
JS Precision, with its full service capabilities and practical experience, supports the entire process from prototype verification to mass production delivery through one stop solutions, thus making it the most preferred choice for high end manufacturing.
One Stop Technology Integration Capability
JS Precision provides complete turnkey solutions from prototype verification, mold design, to automation integration and data traceability, eliminating the need for managing multiple suppliers and greatly shortening the lead time.
A highly skilled group will swiftly respond to requests, customize solutions, and even take care of grievances such as punching holes and excess adhesive so as to not disrupt the production.
End-to-End Quality Assurance System
We carefully follow the quality requirements of ISO 9001 and IATF 16949, provide CPK reports and process capability analyses for each lot, thus ensuring product traceability and high consistency.
Quality control at each step - from raw materials to finished product inspection - is what results in zero defect delivery.
Figure 3: A yellow industrial robotic arm is shown delicately gripping several transparent, precision-molded plastic parts on a green work surface.
JS Precision Case Study: Automotive Engine Oil Pump Controller Project
JS Precision hit the mark on precision and reliability for automotive engine oil pump controllers. We nailed production headaches with custom insert molding. Making high volume output smooth and consistent.
Challenges Encountered:
The client makes top tier auto parts. Their controller has three inserts: 0.4mm copper terminals, 0.6mm stainless steel sheets, and 2mm copper sleeves, need to stay within 0.03mm of position relative to each other.
Older methods failed: copper sleeves would bend during press fit, shifting position by as much as 0.08mm. Yield dropped to 76%, costing a lot in scrap, and gripping issues between inserts slowed things down, pushing each batch to take 20 days to deliver.
Solution:
1.Mold Design Integration:
In one insert molding operation, three inserts are made at a time, which can totally do without the secondary press fitting step.
In order to totally eliminate the insert gripping problem, a step by step embedding method was devised and it brought the insert gripping issue rate to less than 0.1%. This not only increased the single mold production efficiency by 35% but also reduced process connection losses.
2.Positioning System Optimization:
Each insert is constrained by a position pin of 0.003mm accuracy. The robotic arm is equipped with a CCD vision system for calibration (repeatability 0.002mm), resulting in two positioning confirmation steps that guarantee that the positional deviation of the insert does not exceed 0.01mm.
3.Process Parameter Control:
By mixing staged injection molding (melt contact speed 20 mm/s, impact force reduced by 45%) with CAE mold flow analysis to find the best gate location, the punch through rate can be controlled under 0.2% and the overflow rate under 0.15%, which leads to a considerable increase in product yield.
Final Results:
- Upgraded Accuracy: Relative positional accuracy was tightly controlled at 0. 02mm, while the CPK value was more than doubled from 0. 63 to 1. 35, thus matching the top tier automotive level.
- Major Output Growth: Output went up from 76% to 98.7%, which saved the scrap cost for each batch by $3200.
- Better Productivity: The amount of time it took to make a single item, that is, the cycle time, dropped from 45 to 32 seconds (the efficiency rose by 28%), delivery cycle was shortened from 20 to 12 days.
- Cutting Expenses: Mold maintenance related expenses were cut by 12,000 dollars annually, production cost per unit was decreased by 1. 50 dollars, which led to substantial overall cost benefits.
Submit your part drawings to receive a custom insert molding solution and accurate quote. Let us help you overcome pain points and improve efficiency.

Figure 4: A close-up view of a bright orange plastic shell with a central spoked structure and metallic bolts around its edge, likely a component for an automotive controller.
FAQs
Q1: What is the minimum insert size required for automated insert molding?
We can work with insert types ranging from wire to foil. For example, we can process very thin pins with Dia. 0.3mm or metal foil with 0.1mm thickness. JS Precision can develop the right product for customers according to the dimension of insert.
Q2: How do you make sure that the insert is positioned accurately in the mold?
Besides 0.005mm precision positioning pins, a robotic vision system is used to provide dual protection. Together with the analysis of the mold flow, the process is optimized. The positional deviation is 0.02mm.
Q3: How many cycles does the mold generally last in insert molding?
The service life of a normal mold is 500,000 cycles. With the optimization of custom insert molding, it can be > 1 million cycles. JS Precision is capable of delivering solutions that can reach up to 1.5 million cycles, which is the highest among our competitors.
Q4: Can insert molding be used for small batch orders?
Designed for compact molds and quick changeover technology, it is capable of handling anywhere from hundreds to tens of thousands of pieces, with a changeover time of 15 minutes, thereby reducing production costs.
Q5: How to prevent injection pressure from damaging tiny metal inserts?
CAE mold flow analysis is used to determine the best gate location, staged injection is used to reduce pressure and speed near the insert, support structures are increased, and the impact pressure is controlled within a safe range.
Q6: Does JS Precision provide integration services for automation systems?
Yes. We handle robotic arms, vision systems, and MES data purchase. Solutions can be adjusted to match your production workflow.
Q7: How to evaluate the technical capabilities of an insert molding supplier?
Investigate precision mold design, automation integration experience, punching/overflow solutions, review quality certification and PPAP documents, and verify CPK values.
Q8: What is the typical processing cycle time?
Prototypes take 4 to 6 weeks. Mass production molds need 8 to 12 weeks. JS Precision reduces that by ten to fifteen percent.
Summary
Automated insert molding is a critical technology for attaining micron level precision and zero defects in precision parts.
Choosing reliable insert molding services means choosing worry free and efficient options. JS Precision can start from prototype design and help push your precision component solutions to mass production, seizing the opportunity in high-end manufacturing.
Should you need a partner that can simultaneously solve complicated insert molding problems, guarantee high yields, and support flexible manufacturing, please do not hesitate to contact JS Precision.
Let's begin with your prototype injection molds and work together to take your precision component solutions to mass production successfully.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

