

Services de moulage par insertion sont le support principal pour la fabrication de composants de précision. Lorsque la combinaison du métal et du plastique ne se limite plus à un simple emballage, mais nécessite une précision de positionnement au niveau micrométrique et une étanchéité zéro défaut, le processus traditionnel de moulage et d'assemblage se trouve confronté à des goulots d'étranglement.
Les tolérances d'assemblage accumulées, la déformation de préhension des plaquettes et la perforation de la résine des broches de précision sont quelques facteurs qui contribuent aux fluctuations des rendements et aux risques de livraison . Ainsi, cela peut devenir un défi pour les fabricants de pièces de précision qui s’orientent vers une fabrication haut de gamme.
Dans le même temps, le moulage d'inserts automatisé, avec les avantages du moulage intégré, résout progressivement les problèmes de l'industrie et fournit à l'industrie des solutions fiables pour une fabrication haut de gamme.
Résumé des réponses de base
| Problème central | Solutions pour le moulage d'inserts automatisé |
| Suppression de la tolérance cumulative | Forger des pièces estampées directement dans le moule pour former une seule pièce de métal et de plastique, ainsi aucune erreur de positionnement secondaire ne se produit. |
| Résolution des perforations et des débordements de colle | Contrôle tangible du « durcissement instantané » à la fin du remplissage grâce à l'analyse du flux de moule CAE et à un système de contrôle de servovalve ultra précis . |
| Confirmer la possibilité de l'automatisation | Utilisation de prototypes de moules à injection pour la simulation des interférences et la vérification de la structure du moule et de la trajectoire du bras robotique. |
| Activation d'un changement rapide pour différentes spécifications | Des moules modulaires sont conçus et des plateaux de matériaux standardisés sont fabriqués pour que le temps de changement puisse être contrôlé en 15 minutes , une production flexible est obtenue. |
Points clés à retenir
- Précision améliorée : grâce au moulage automatisé des inserts, la précision de position des inserts métalliques peut être contrôlée à moins de 0,02 mm, ce qui signifie que les tolérances d'assemblage peuvent être complètement supprimées.
- Production garantie : en utilisant le contrôle en boucle fermée et l'optimisation du moule, il est possible de résoudre la contradiction entre le poinçonnage et le débordement de colle et d'atteindre un rendement de production de >99,5 % à long terme.
- Minimiser les risques : le processus d'automatisation doit être testé avec des prototypes de moules à injection avant la production en série afin de ne pas entraîner de dépenses liées à une modification importante du moule.
- Choisir un partenaire : lors de la sélection du meilleures entreprises de moulage par injection , il est important de se concentrer sur leurs capacités de conception de moules et leur expérience en matière d’intégration de systèmes d’automatisation.
Pourquoi faire confiance aux services de moulage par insertion ? Expérience de fabrication d'automatisation de précision JS
Le choix de services de moulage d'inserts fiables dépend de la recherche d'un fournisseur doté d'une technologie mature, d'une solide expérience, d'outils avancés et de contrôles de qualité stricts, principalement pour les pièces de précision. Au moins en théorie, cette configuration offre les meilleures chances de réussite du projet.
Basé sur les 12 années d'expérience de JS Precision dans le moulage d'inserts automatisé , vous pouvez vous connecter avec plus de 500 clients manufacturiers haut de gamme dans le monde entier pour vérifier nos services matures, couvrant des domaines de précision tels que l'automobile, le médical et l'électronique.
Grâce à nos équipements de production avancés et à notre système d’inspection de qualité amélioré, nous fournissons une assistance complète à vos besoins.
L'équipement de base comprend une machine de moulage par injection de haute précision Fanuc Roboshot α - S200iA , un centre d'usinage à cinq axes et un équipement d'inspection qualité dédié, formant une garantie intégrée de « inspection de la qualité de la production ».
Notre strict respect des Système de gestion de la qualité ISO 9001 : 2015 , ainsi que des équipements de pointe et une inspection complète de la qualité des processus, peuvent garantir que le processus de production de chaque lot de pièces de précision est conforme aux normes internationales et évite les risques de qualité dès la racine.
L'équipement de production de base comprend des machines de moulage par injection de haute précision Fanuc Roboshot (précision de positionnement ± 0,001 mm), des centres d'usinage à cinq axes et des équipements tels que des machines à mesurer tridimensionnelles (MMT) pour obtenir une production contrôlable tout au long du processus.
En prenant comme exemple les microdispositifs médicaux, nos clients profitent de nos technologies éprouvées (structure de support de PIN mince, contrôle en boucle fermée de la pression du moule) qui les aident à produire des PIN minces d'un diamètre de 0,3 mm dans une production de masse stable.
L’inspection visuelle CCD contrôle avec précision, permettant de répondre à l’exigence zéro défaut de qualité médicale. Notre ligne de production entièrement automatisée, exploitée 24 heures sur 24, permet aux clients de réduire les délais de livraison de 30 %, devançant ainsi la concurrence.
Vous n’avez plus à vous soucier des obstacles techniques ou des risques de livraison. L'équipement de premier ordre et le système de contrôle qualité de JS Precision répondent pleinement à vos besoins, du prototype à la production de masse.
En tirant parti de nos équipements et de nos capacités de contrôle qualité, vous pouvez atteindre un taux de rendement supérieur à 99 %, réduisant ainsi les coûts et les risques, raccourcissant les délais de livraison et augmentant votre compétitivité.
Contactez notre ingénieur pour une évaluation gratuite de votre projet. Nous vous fournirons des conseils ciblés en fonction de vos besoins en matière de pièces, vous aidant ainsi à éviter les risques de sélection initiale.
Pourquoi l’emboutissage avant l’assemblage est-il remplacé par le moulage automatique de plastique par insert ?
Le pré-estampage et l'assemblage traditionnels entraînent une augmentation des tolérances globales en raison du positionnement secondaire. Le moulage automatisé des inserts plastiques élimine complètement le problème de positionnement secondaire.
En termes simples, c'est comme construire une maison en posant d'abord des briques, puis en comblant les lacunes : plus vous les remplissez, plus elles deviennent tordues. Le moulage intégré consiste simplement à couler et à mouler sans qu'il soit nécessaire de procéder à des corrections répétées par la suite.
Positionnement précis du positionnement secondaire au moulage d'une seule pièce
La manière traditionnelle de faire les choses entraîne une grande accumulation de tolérances. A titre d'illustration, la précision du placement des broches dans un connecteur automobile passe de 0,05 mm au stade de la conception à 0,12 mm dans le produit final, ayant ainsi un impact direct sur les performances du produit.
Automatisé insérer un moulage en plastique utilise des broches de positionnement avec une précision de 0,005 mm pour aligner l'insert dans le moule, permettant un moulage d'une seule pièce avec une précision de position stable inférieure à 0,02 mm.
Le tableau ci-dessous compare la précision des processus traditionnels avec le moulage automatisé d'inserts plastiques, démontrant visuellement ses avantages :
| Type de processus | Tolérance des pièces individuelles | Tolérance cumulative | Position de la broche | Scénarios applicables |
| Pré-emboutissage suivi d'assemblage | ±0,05 mm | ±0,15 mm et plus | ±0,12 mm | Pièces générales bas à milieu de gamme |
| Moulage automatisé d'inserts plastiques | ±0,02 mm | Pas de tolérance cumulée | ±0,02 mm et moins | Pièces de précision haut de gamme |
| Services de moulage par insertion (JS Precision) | ±0,01mm | Pas de tolérance cumulée | ±0,015 mm et moins | Pièces de précision de qualité automobile/médicale |
Élimination des modes de défaillance potentiels dans l'assemblage
Si les inserts sont pressés manuellement ou mécaniquement, des rayures et un décollement du placage se produisent. Cela endommage le produit et augmente les frais après-vente. Dans les utilisations haut de gamme, cela ne fonctionne pas.
Le moulage automatique du plastique de l'insert entoure entièrement l'insert. Aucune contrainte secondaire. La surface reste protégée à 100 %. La fiabilité du produit augmente. Cela fonctionne mieux sous le stress du monde réel.
Téléchargez le manuel d'étude de cas gratuit pour comprendre intuitivement les améliorations en termes de coûts et d'efficacité apportées par le moulage par insert de plastique remplaçant les processus traditionnels.
Comment surmonter la contradiction entre le poinçonnage et le débordement de colle avec les solutions de moulage par insert ?
Le poinçonnage et le débordement font partie des problèmes fréquents dans le moulage par insert. En employant des solutions scientifiques et en ajustant les moules et les processus, il est possible d’obtenir un moulage zéro défaut.
Les deux sont dus au fait que la pression d’injection et la capacité d’étanchéité ne correspondent pas. Changer le méthode d'injection et une structure d'étanchéité peut être réalisée pour les aider tous les deux en même temps.
Stratégies de moulage pour les broches minces et les métaux maillés
Divers inserts nécessitent différentes solutions de conception, ciblées comme suit :
1. Problème de poinçonnage :
L'utilisation de l'analyse du flux de moule CAE pour les broches minces d'un diamètre de 0,5 mm aide à prédire la force d'impact de la matière fondue. L'utilisation d'obturateurs de vanne « haute pression, basse vitesse » et de piliers de support autour de l'insert pour contrôler la pression d'impact à <30 MPa, évitant ainsi d'endommager les broches, est la solution.
Essentiellement, il s'agit d'« armer » la fine broche d'une armure protectrice qui permet au plastique fondu de s'écouler doucement, comme un ruisseau, ce qui empêche la broche d'être violemment pliée.
2. Problème de débordement de colle :
Pour le treillis métallique, une conception à écart d'étanchéité nul est mise en œuvre, régulant l'écart entre le moule et l'insert à 0,005-0,01 mm. L'expansion du plastique à haute température entraîne une auto-étanchéité instantanée , ce qui empêche le débordement de colle et les bavures.
Contrôle en boucle fermée obtenu grâce à l'analyse du flux de moule et à la surveillance des capteurs en temps réel
Un contrôle stable à long terme du poinçonnage et du débordement de colle nécessite des capteurs de pression dans la cavité du moule pour surveiller la pression avant de fusion en temps réel. Rendre le moulage contrôlable. Au moins en théorie, cette configuration maintient les choses stables lorsque la pression augmente.
- Prise en charge des données : si le capteur lit plus de 35 MPa, le système déclenche une réponse de « réduction de vitesse et maintien de la pression » , fixant les fluctuations dans les 2 MPa.
Le tableau ci-dessous montre comment les paramètres de moulage changent avant et après utilisation solutions de moulage d'inserts .
| Méthode de contrôle | Plage de fluctuation de pression | Taux de crevaison | Taux de débordement | Rendement | Coût de traitement ultérieur |
| Pas de contrôle en boucle fermée | ±5MPa | 8,2% | 10,5% | 81,3% | 2,8 $/pièce |
| Solutions de moulage par insert (contrôle en boucle fermée) | ±2 MPa | 0,3% | 0,2% | 99,5% | 0,3 $/pièce |
Contactez l'ingénieur JS Precision pour une analyse DFM gratuite et des solutions de moulage d'inserts personnalisées en fonction de votre type d'insert afin de réduire les risques de production.
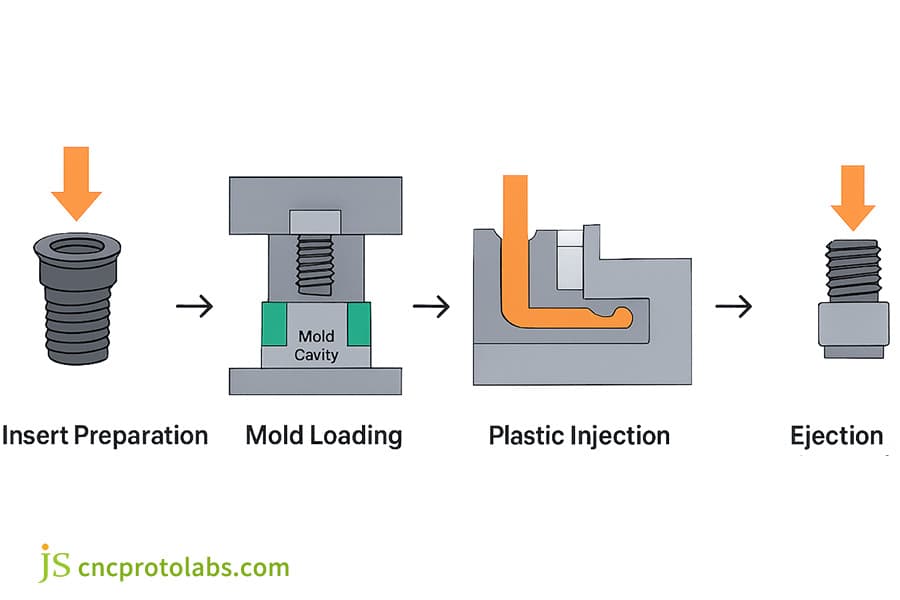
Figure 1 : Un diagramme en quatre étapes illustrant le processus de moulage d'inserts : préparation de l'insert, chargement du moule, injection de plastique et éjection de la pièce. Le graphique sur fond blanc utilise des couleurs contrastées pour montrer clairement chaque étape séquentielle.
Dans les premiers stades de développement, comment utiliser des prototypes de moules à injection pour vérifier la faisabilité de la préhension automatisée des luminaires ?
Le moulage d'inserts automatisé nécessite une validation précoce. Les moules à injection prototypes aident non seulement à prévoir les risques, mais réduisent également les dépenses potentielles liées aux modifications des moules et facilitent la production de masse.
L’intérêt principal de l’automatisation de l’opération de préhension est que le mouvement ne doit pas obstruer le moule. En pré-vérifiant le moule prototype, il est possible de résoudre à l’avance les conflits spatiaux.
Simulation d'interférence de la structure du moule et des chemins de prélèvement et de placement automatisés
Le rôle principal des prototypes de moules à injection est de vérifier si le moule et la trajectoire de déplacement du bras robotique sont compatibles afin d'éviter les collisions.
En termes simples, cela signifie effectuer une « répétition » avant la production de masse , identifier à l'avance les risques potentiels de collision entre le bras robotique et le moule et éviter les problèmes lors de la production formelle qui nécessitent des reprises et des modifications coûteuses du moule.
- Aspects techniques cruciaux : la simulation de trajectoire 3D garantit la synchronisation avec une tolérance de 0,1 seconde pour le bras robotique et les pièces mobiles du moule, la réingénierie de trajectoire augmente la productivité.
Vérification de la répétabilité du positionnement des inserts avec des moules prototypes
Moules à injection prototypes faciliter les tests de répétabilité du positionnement des inserts. Sur la base d'un pilote de 500 essais, l'insert de sortie reste en place.
- Faits à l'appui : les précisions de positionnement sont détectées par un système de vision CCD et donnent une précision de positionnement répétitive avec une valeur CPK de 1,33, ce qui implique que le risque de production de masse est réduit d'un facteur 5 (80 %), et les économies en termes de modification du moule peuvent atteindre 6 000 à 12 000 $.
Comment obtenir un changement rapide de moulage par insert personnalisé face à des spécifications multiples et des commandes en petits lots ?
Les problèmes rencontrés dans les commandes multi-spécifications et en petits lots sont très clairement multiples. Le moulage par insert personnalisé, grâce à sa nature modulaire, contribue à maintenir la production efficace et flexible et permet également un changement rapide.
Le partage des bases de moule, le changement rapide des noyaux de moule et la standardisation des plateaux de matériaux peuvent ensemble limiter le temps de changement à 15 minutes, réduisant ainsi les coûts de production en petits lots.
Conception de moule modulaire : base de moule partagée et noyaux de moule à changement rapide
La clé du changement rapide dans le moulage par insert personnalisé est « la base de moule standard et les noyaux de moule à changement rapide », ce qui entraîne une réduction des prix des moules.
- Prise en charge des données : en verrouillant le noyau et la base du moule via des broches de positionnement coniques, un temps de changement < 10 minutes, un écart de position de 0,01 mm, des coûts de moule réduits de 40 % et des coûts de production unitaires pour les petits lots réduits de 1,2 $.
Système de bacs de matériaux standardisé et procédure de débogage rapide
La base du plateau de matériau d'insertion universel peut être remplacée par différents inserts simplement en changeant le plateau de positionnement , ce qui ne nécessite plus de changer la voie du convoyeur, facilitant ainsi l'efficacité du changement.
- Prise en charge des données : après avoir échangé le bac à matériaux, le bras robotique est capable de récupérer les paramètres pré-stockés en un seul clic, réduisant ainsi le temps de débogage de l'automatisation de 70 % (de 40 minutes à 12 minutes), augmentant l'efficacité des commandes multi-spécifications de 50 % et réduisant le temps de cycle de livraison de 40 %.

Figure 2 : Un bras robotique industriel blanc sophistiqué effectue une opération précise de changement d'outil, manipulant un support de composants avec des inserts en plastique, démontrant des capacités de changement rapide.
Du point de vue de la durée de vie du moule, comment le moulage par insert personnalisé peut-il réduire l'usure des inserts sur le noyau du moule ?
Les inserts métalliques usent le noyau du moule. Le fait est que moulage par insertion personnalisé - avec des ajustements de matériaux et un traitement de surface, peut prolonger la durée de vie du moule et réduire les coûts.
Les inserts à haute dureté subissent plus de dégâts. Le carbure cémenté ou les revêtements dans des zones clés peuvent augmenter considérablement la durée de vie.
Sélection de matériaux résistants à l'usure pour les composants importants du moule
De l'acier rapide en poudre ou du carbure cémenté pénètre dans les points du noyau du moule. Ceux-ci surpassent l’acier à outils ordinaire en termes de résistance à l’usure, ce qui signifie moins de remplacements.
- Prise en charge des données : le carbure cémenté a une résistance à l’usure 3 à 5 fois supérieure à celle de l’acier à outils H13. Après un million de cycles, l'usure de la surface d'étanchéité reste inférieure à 0,005 mm – la précision reste ferme.
Le tableau ci-dessous compare les performances de différents matériaux de moule :
| Matériau du moule | Résistance à l'usure (valeur relative) | Durée de vie (cycles de moule) | Quantité d'usure (1 million de cycles de moule) | Coût du matériel (valeur relative) |
| Acier à outils traditionnel H13 | 1 | 500 000 | 0,02 mm | 1 |
| Acier rapide en poudre (ASP23) | 2.5 | 800 000 | 0,008 mm | 2.2 |
| Alliage dur (carbure de tungstène) | 4 | 1 200 000 | 0,004 mm | 3.5 |
| Moulage par insertion personnalisé (JS Precision) | 4.5 | 1 500 000 | 0,003 mm | 3.2 |
Application de la technologie de revêtement de surface
Le moulage par insert personnalisé applique un revêtement PVD directement sur la surface du moule. Le résultat est une couche dure qui dure plus longtemps et réduit les besoins et les dépenses de réparation.
- Données à l'appui : le revêtement TiAlN atteint HV 3 200 - 3 500, la friction reste inférieure à 0,2, la maintenance est deux fois plus fréquente et, sur un an, plus de 8 000 $ de coûts sont économisés.
Contactez-nous pour un calcul gratuit de la durée de vie du moule et des coûts de maintenance, et nous personnaliserons pour vous une solution de moulage par insert personnalisée et rentable.
Comment sélectionner les meilleures entreprises de moulage par injection pour les composants médicaux ou automobiles complexes afin de garantir le succès du projet ?
Le moulage par insertion de composants complexes nécessite des exigences techniques élevées, et l'essentiel de la sélection des meilleures entreprises de moulage par injection est d'évaluer leurs capacités globales.
Concentrez-vous sur l'évaluation de la capacité du « contrôle du processus d'intégration de l'automatisation de la conception de moules » et confirmez s'il a réussi les tests. Certification IATF 16949:2016 .
Critères d'évaluation technique des fournisseurs
Le processus de sélection doit se concentrer sur trois facteurs principaux qui aident à identifier les choix les plus appropriés nécessaires à la fabrication de composants complexes.
- Capacité de conception de moules : le système comprend un contrôle de synchronisation des canaux chauds, des protections de verrouillage des curseurs et des dispositifs de détection anti-collision qui protègent le moule des dommages et le produit des défauts.
- Capacité d'intégration d'automatisation : le système comprend des bras robotiques que l'entreprise a développés elle-même, mais utilise également des bras robotiques intégrés ainsi que des systèmes de vision pour un placement précis de plusieurs inserts.
- Capacité de contrôle des processus : le système utilise un système MES qui permet un suivi complet des données de moule pour répondre aux exigences strictes de certification de l'industrie médicale et automobile.
Expérience d'atténuation des risques des fournisseurs
Le processus de création de composants avancés comporte de multiples risques dangereux. Les fournisseurs doivent posséder une expertise approfondie en matière d'analyse des défaillances et de méthodes d'amélioration, car ils doivent faire face à des problèmes typiques, notamment le poinçonnage et l'utilisation excessive d'adhésif.
- Prise en charge des données : le fournisseur doit fournir des fichiers PPAP pour au moins 3 projets complexes comparables avec une valeur CPK vérifiée de 1,33. JS Precision a réalisé plus de 200 projets complexes qui ont abouti à un taux de réussite PPAP complet et ont atteint une valeur CPK de 1,4.
Pourquoi choisir les services de moulage d'inserts automatisés de JS Precision comme partenaire de fabrication de pièces de précision ?
JS Precision, avec ses capacités de service complet et son expérience pratique, prend en charge l'ensemble du processus, de la vérification du prototype à la livraison en production de masse via des solutions uniques, ce qui en fait le choix privilégié pour la fabrication haut de gamme.
Capacité d’intégration technologique unique
Précision JS fournit des solutions clé en main complètes, depuis la vérification des prototypes, la conception des moules, jusqu'à l'intégration de l'automatisation et la traçabilité des données, éliminant ainsi le besoin de gérer plusieurs fournisseurs et réduisant considérablement les délais de livraison.
Un groupe hautement qualifié répondra rapidement aux demandes, personnalisera les solutions et s'occupera même des problèmes tels que les trous de perforation et les excès d'adhésif afin de ne pas perturber la production.
Système d'assurance qualité de bout en bout
Nous suivons attentivement les exigences de qualité ISO 9001 et IATF 16949, fournissons des rapports CPK et des analyses de capacité de processus pour chaque lot, garantissant ainsi la traçabilité du produit et une cohérence élevée.
Le contrôle qualité à chaque étape – depuis les matières premières jusqu’à l’inspection du produit fini – est ce qui aboutit à une livraison zéro défaut.
Figure 3 : Un bras robotique industriel jaune saisit délicatement plusieurs pièces en plastique transparentes moulées avec précision sur une surface de travail verte.
Étude de cas JS Precision : Projet de contrôleur de pompe à huile de moteur automobile
JS Precision a fait mouche en matière de précision et de fiabilité pour les contrôleurs de pompe à huile moteur automobile. Nous avons résolu les problèmes de production grâce au moulage par insert personnalisé. Rendre la sortie à haut volume fluide et cohérente.
Défis rencontrés :
Le client fabrique des pièces automobiles de premier ordre. Leur contrôleur comporte trois inserts : des bornes en cuivre de 0,4 mm, des feuilles d'acier inoxydable de 0,6 mm et des manchons en cuivre de 2 mm, qui doivent rester à 0,03 mm de position les uns par rapport aux autres.
Les méthodes plus anciennes échouaient : les manchons en cuivre se pliaient lors de l'ajustement par pression, décalant leur position jusqu'à 0,08 mm. Le rendement a chuté à 76 %, ce qui a coûté cher en ferraille, et les problèmes de préhension entre les inserts ont ralenti les choses, obligeant la livraison de chaque lot à 20 jours.
Solution:
1. Intégration de la conception de moules :
Au cours d'une opération de moulage d'inserts, trois inserts sont fabriqués à la fois, ce qui permet de se passer totalement de l'étape secondaire d'ajustement à la presse.
Afin d'éliminer totalement le problème de préhension des plaquettes, une méthode d'enrobage étape par étape a été conçue et a ramené le taux de problèmes de préhension des plaquettes à moins de 0,1 %. Cela a non seulement augmenté l'efficacité de la production d'un seul moule de 35 %, mais a également réduit les pertes de connexion au processus.
2. Optimisation du système de positionnement :
Chaque insert est contraint par une broche de positionnement d'une précision de 0,003 mm. Le bras robotique est équipé d'un système de vision CCD pour l'étalonnage (répétabilité 0,002 mm), entraînant deux étapes de confirmation de positionnement qui garantissent que l'écart de position de l'insert ne dépasse pas 0,01 mm.
3. Contrôle des paramètres du processus :
En mélangeant le moulage par injection par étapes (vitesse de contact de fusion de 20 mm/s, force d'impact réduite de 45 %) avec l'analyse du flux de moule CAE pour trouver le meilleur emplacement de porte , le taux de perforation peut être contrôlé en dessous de 0,2 % et le taux de débordement en dessous de 0,15 %, ce qui entraîne une augmentation considérable du rendement du produit.
Résultats finaux :
- Précision améliorée : la précision de position relative a été étroitement contrôlée à 0,02 mm, tandis que la valeur CPK a plus que doublé, passant de 0,63 à 1,35, correspondant ainsi au niveau automobile le plus élevé.
- Croissance importante de la production : la production est passée de 76 % à 98,7 %, ce qui a permis d'économiser 3 200 $ sur le coût de la ferraille pour chaque lot.
- Meilleure productivité : le temps nécessaire pour fabriquer un seul article, c'est-à-dire le temps de cycle, est passé de 45 à 32 secondes (l'efficacité a augmenté de 28 %), le cycle de livraison a été raccourci de 20 à 12 jours.
- Réduction des dépenses : les dépenses liées à la maintenance des moules ont été réduites de 12 000 dollars par an, le coût de production par unité a été réduit de 1, 50 dollars, ce qui a entraîné des avantages de coûts globaux substantiels.
Soumettez vos dessins de pièces pour recevoir une solution de moulage par insert personnalisée et un devis précis. Laissez-nous vous aider à surmonter les problèmes et à améliorer votre efficacité.

Figure 4 : Vue rapprochée d'une coque en plastique orange vif avec une structure centrale à rayons et des boulons métalliques autour de son bord, probablement un composant d'un contrôleur automobile.
FAQ
Q1 : Quelle est la taille minimale d’insert requise pour le moulage d’inserts automatisé ?
Nous pouvons travailler avec des types d'inserts allant du fil au film. Par exemple, nous pouvons traiter des broches très fines avec Dia. 0,3 mm ou feuille métallique de 0,1 mm d'épaisseur. JS Precision peut développer le produit adapté aux clients en fonction de la dimension de l'insert.
Q2 : Comment vous assurez-vous que l’insert est positionné avec précision dans le moule ?
Outre les broches de positionnement de précision de 0,005 mm, un système de vision robotique est utilisé pour assurer une double protection. Avec l'analyse du flux de moule, le processus est optimisé. L'écart de position est de 0,02 mm.
Q3 : Combien de cycles dure généralement le moule dans le moulage par insert ?
La durée de vie d'un moule normal est de 500 000 cycles. Avec l'optimisation du moulage d'inserts personnalisés, cela peut atteindre > 1 million de cycles. JS Precision est capable de fournir des solutions pouvant atteindre jusqu'à 1,5 million de cycles, ce qui est le plus élevé parmi nos concurrents.
Q4 : Le moulage par insertion peut-il être utilisé pour les commandes en petits lots ?
Conçu pour des moules compacts et une technologie de changement rapide, il est capable de traiter des centaines à des dizaines de milliers de pièces, avec un temps de changement de 15 minutes, réduisant ainsi les coûts de production.
Q5 : Comment empêcher la pression d’injection d’endommager les minuscules inserts métalliques ?
L'analyse du flux de moule CAE est utilisée pour déterminer le meilleur emplacement de point d'injection, une injection par étapes est utilisée pour réduire la pression et la vitesse à proximité de l'insert, les structures de support sont augmentées et la pression d'impact est contrôlée dans une plage sûre.
Q6 : JS Precision fournit-il des services d'intégration pour les systèmes d'automatisation ?
Oui. Nous gérons les bras robotiques, les systèmes de vision et l'achat de données MES. Les solutions peuvent être ajustées pour correspondre à votre flux de production.
Q7 : Comment évaluer les capacités techniques d'un fournisseur de moulage d'inserts ?
Enquêter conception de moules de précision , expérience en intégration d'automatisation, solutions de poinçonnage/débordement, examen de la certification de qualité et des documents PPAP, et vérification des valeurs CPK.
Q8 : Quelle est la durée typique du cycle de traitement ?
Les prototypes prennent 4 à 6 semaines. Les moules de production en série nécessitent 8 à 12 semaines. JS Precision réduit ce chiffre de dix à quinze pour cent.
Résumé
Le moulage d'inserts automatisé est une technologie essentielle pour atteindre une précision au micron et zéro défaut dans les pièces de précision.
Choisir des services de moulage par insert fiables signifie choisir des options efficaces et sans souci. JS Precision peut partir de la conception de prototypes et vous aider à pousser vos solutions de composants de précision vers la production de masse, en saisissant les opportunités de la fabrication haut de gamme.
Si vous avez besoin d'un partenaire capable simultanément de résoudre des problèmes complexes de moulage d'inserts, de garantir des rendements élevés et de prendre en charge une fabrication flexible, n'hésitez pas à nous contacter. contacter JS Précision .
Commençons par vos prototypes de moules à injection et travaillons ensemble pour amener avec succès vos solutions de composants de précision à la production de masse.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

