

إدراج خدمات صب هي الدعم الأساسي لتصنيع المكونات الدقيقة. عندما لا يقتصر الجمع بين المعدن والبلاستيك على التغليف البسيط، بل يتطلب دقة تحديد المواقع على مستوى الميكرومتر وختمًا خاليًا من العيوب، تواجه عملية التشكيل والتجميع التقليدية اختناقات.
تعد تفاوتات التجميع المتراكمة، وتشوه إمساك الإدخال، وثقب الراتنج للدبابيس الدقيقة من بعض العوامل التي تساهم في تقلبات الإنتاجية ومخاطر التسليم . وبالتالي، يمكن أن تصبح هذه التحديات بمثابة تحديات أمام مصنعي قطع الغيار الدقيقة الذين يتجهون نحو التصنيع المتطور.
في الوقت نفسه، تعمل عملية التشكيل الآلي، مع فوائد القالب المتكامل، تدريجيًا على حل مشكلات الصناعة وتزويد الصناعة بحلول جديرة بالثقة للتصنيع عالي الجودة.
ملخص الإجابة الأساسية
| المشكلة الأساسية | حلول لقولبة الإدخال الآلي |
| إزالة التسامح التراكمي | تشكيل الأجزاء المختومة مباشرة في القالب لتكون قطعة واحدة من المعدن والبلاستيك، وبالتالي لا يحدث أي خطأ ثانوي في تحديد الموقع. |
| حل لكمة من خلال وتجاوز الغراء | التحكم الملموس في "المعالجة الفورية" عند الانتهاء من التعبئة من خلال تحليل تدفق القالب CAE ونظام التحكم في الصمام المؤازر فائق الدقة . |
| التأكيد على إمكانية الأتمتة | الاستفادة من قوالب الحقن النموذجية لمحاكاة التداخل وفحص هيكل القالب ومسار الذراع الروبوتية. |
| تمكين التغيير السريع لمواصفات مختلفة | تم تصميم القوالب المعيارية وتصنيع صواني المواد الموحدة بحيث يمكن التحكم في وقت التغيير خلال 15 دقيقة ، ويتم تحقيق إنتاج مرن. |
الوجبات السريعة الرئيسية
- دقة محسنة: باستخدام قالب الإدخال الآلي، يمكن التحكم في الدقة الموضعية للإدخالات المعدنية في حدود 0.02 مم، مما يعني أنه يمكن إزالة تفاوتات التجميع بالكامل.
- الإنتاج المضمون: باستخدام التحكم في الحلقة المغلقة وتحسين القالب، من الممكن حل التناقض بين التثقيب وتدفق الغراء وتحقيق عائد إنتاج > 99.5% على المدى الطويل.
- تقليل المخاطر: يجب اختبار عملية الأتمتة باستخدام قوالب حقن النموذج الأولي قبل الإنتاج الضخم حتى لا يتم تكبد تكاليف تعديل كبير للقالب.
- اختيار الشريك: عند اختيار أفضل شركات حقن صب ، من المهم التركيز على قدراتهم في تصميم القوالب وخبرة تكامل نظام التشغيل الآلي.
لماذا الثقة في إدراج خدمات صب؟ تجربة تصنيع الأتمتة الدقيقة JS
يعتمد اختيار خدمات قولبة الإدخال الموثوقة على العثور على مزود يتمتع بتكنولوجيا ناضجة، وخبرة قوية، وأدوات متقدمة، وفحوصات صارمة للجودة، خاصة للأجزاء الدقيقة. على الأقل من الناحية النظرية، يوفر هذا الإعداد أفضل فرصة لنجاح المشروع.
استنادًا إلى خبرة JS Precision التي تمتد إلى 12 عامًا في مجال قولبة الإدخال الآلي ، يمكنك التواصل مع أكثر من 500 من عملاء التصنيع المتميزين في جميع أنحاء العالم للتحقق من خدماتنا الناضجة، التي تغطي المجالات الدقيقة مثل السيارات والطب والإلكترونيات.
بفضل معدات الإنتاج المتقدمة ونظام فحص الجودة المحسن، فإننا نقدم دعمًا شاملاً لاحتياجاتك.
تشتمل المعدات الأساسية على آلة القولبة بالحقن عالية الدقة Fanuc Roboshot α - S200iA ، ومركز تصنيع خماسي المحاور، ومعدات مخصصة لفحص الجودة، مما يشكل ضمانًا متكاملاً لـ "فحص جودة الإنتاج".
التزامنا الصارم ب نظام إدارة الجودة ISO 9001:2015 ، بالإضافة إلى المعدات المتقدمة وفحص جودة العملية الكاملة، يمكن أن تضمن أن عملية الإنتاج لكل دفعة من الأجزاء الدقيقة تتوافق مع المعايير الدولية وتتجنب مخاطر الجودة من الجذر.
تشتمل معدات الإنتاج الأساسية على آلات القولبة بالحقن عالية الدقة Fanuc Roboshot (دقة تحديد المواقع ± 0.001 مم)، ومراكز تصنيع ذات خمسة محاور، ومعدات مثل آلات القياس الإحداثي (CMM) لتحقيق إنتاج يمكن التحكم فيه طوال العملية بأكملها.
بأخذ الأجهزة الطبية الدقيقة كمثال، يستفيد عملاؤنا من تقنياتنا التي تم اختبارها عبر الزمن (هيكل دعم PIN النحيف، في التحكم في الحلقة المغلقة لضغط القالب) التي تساعدهم على إنتاج أرقام PIN رفيعة يبلغ قطرها 0.3 مم في إنتاج ضخم مستقر.
يتحكم فحص الرؤية CCD بدقة، مما يجعل من الممكن تلبية متطلبات العيوب الطبية من الدرجة الصفرية. إن خط الإنتاج الآلي بالكامل لدينا، والذي يعمل على مدار الساعة، يمكّن العملاء من تقليل وقت التسليم بنسبة 30%، وبالتالي التفوق على المنافسة.
لا داعي للقلق بشأن العوائق الفنية أو مخاطر التسليم بعد الآن. تدعم معدات JS Precision عالية الجودة ونظام مراقبة الجودة احتياجاتك تمامًا بدءًا من النموذج الأولي وحتى الإنتاج الضخم.
من خلال الاستفادة من معداتنا وقدرات مراقبة الجودة، يمكنك تحقيق معدل إنتاج أعلى من 99%، وبالتالي تقليل التكاليف والمخاطر، وتقصير أوقات التسليم، وزيادة قدرتك التنافسية.
اتصل بمهندسنا للحصول على تقييم مجاني للمشروع. سنقدم لك نصائح مستهدفة بناءً على متطلبات الجزء الخاص بك، مما يساعدك على تجنب مخاطر الاختيار الأولي.
لماذا يتم استبدال الختم قبل التجميع بقالب بلاستيكي آلي؟
يؤدي الختم المسبق والتجميع التقليدي إلى زيادة التفاوتات الإجمالية بسبب تحديد المواقع الثانوية. يتخلص القالب البلاستيكي الآلي تمامًا من مشكلة تحديد المواقع الثانوية.
ببساطة، الأمر يشبه بناء منزل عن طريق وضع الطوب أولاً ثم ملء الفجوات، فكلما ملأتها أكثر، أصبحت أكثر اعوجاجًا. القولبة المتكاملة هي ببساطة صب وقولبة دون الحاجة إلى تصحيحات متكررة لاحقًا.
تحديد المواقع بدقة من تحديد المواقع الثانوية إلى صب قطعة واحدة
الطريقة التقليدية لفعل الأشياء تؤدي إلى تراكم كبير من التسامح. على سبيل المثال، تتغير دقة وضع الدبوس في موصل السيارة من 0.05 مم في مرحلة التصميم إلى 0.12 مم في المنتج النهائي، وبالتالي يكون لها تأثير مباشر على أداء المنتج.
آلي إدراج صب البلاستيك يستخدم دبابيس تحديد المواقع بدقة 0.005 مم لمحاذاة الإدخال داخل القالب، مما يتيح صب قطعة واحدة بدقة موضع ثابتة أقل من 0.02 مم.
يقارن الجدول أدناه دقة العمليات التقليدية مع صب البلاستيك الآلي، مما يوضح مزاياه بصريًا:
| نوع العملية | التسامح الجزء الفردي | التسامح التراكمي | موضع الدبوس | السيناريوهات القابلة للتطبيق |
| الختم المسبق يليه التجميع | ± 0.05 ملم | ± 0.15 ملم وما فوق | ± 0.12 ملم | الأجزاء العامة منخفضة إلى متوسطة المدى |
| إدراج صب البلاستيك الآلي | ± 0.02 مم | لا التسامح التراكمي | ± 0.02 مم وأدناه | أجزاء دقيقة عالية الجودة |
| إدراج خدمات القولبة (JS Precision) | ± 0.01 ملم | لا التسامح التراكمي | ± 0.015 ملم وأدناه | قطع غيار السيارات/الصف الطبي الدقة |
القضاء على أوضاع الفشل المحتملة في التجميع
إذا تم الضغط على الإدخالات يدويًا أو ميكانيكيًا، تحدث خدوش وتقشير للطلاء. مما يضر بالمنتج ويرفع مصاريف ما بعد البيع. في الاستخدامات الراقية، هذا لا يعمل.
قالب بلاستيكي مُدخل آليًا يحيط بالمدخل بالكامل ولا يوجد ضغط ثانوي. يبقى السطح محميًا بنسبة 100%. ترتفع موثوقية المنتج. إنه يعمل بشكل أفضل تحت ضغط العالم الحقيقي.
قم بتنزيل دليل دراسة الحالة المجاني لفهم تحسينات التكلفة والكفاءة بشكل بديهي عن طريق إدراج صب البلاستيك ليحل محل العمليات التقليدية.
كيف تتغلب على التناقض بين التثقيب والغراء الزائد مع حلول التشكيل بالإدراج؟
يعد التثقيب والفائض من بين المشاكل المتكررة في صب القوالب. من خلال استخدام الحلول العلمية والضبط الدقيق للقوالب والعمليات، فمن الممكن تحقيق قولبة خالية من العيوب.
كلاهما ناتج عن عدم تطابق ضغط الحقن وقدرة الختم. تغيير طريقة الحقن ويمكن عمل هيكل الختم لمساعدتهما في نفس الوقت.
استراتيجيات صب للدبابيس النحيلة والمعادن الشبكية
تحتاج الإدخالات المختلفة إلى حلول تصميم مختلفة، تستهدف ما يلي:
1. مشكلة اللكم:
يساعد استخدام تحليل تدفق القالب CAE للدبابيس الرفيعة بقطر 0.5 مم في التنبؤ بقوة تأثير الذوبان. إن استخدام بوابة الصمام "الضغط العالي والسرعة المنخفضة" وأعمدة الدعم حول الإدخال للتحكم في ضغط الارتطام إلى أقل من 30 ميجا باسكال، مما يمنع تلف الدبوس، هو الحل.
في جوهرها، يتم "تسليح" الدبوس النحيف بدرع واقي يسمح للبلاستيك المنصهر بالتدفق بلطف، مثل التيار، مما يمنع الدبوس من الانحناء بعنف.
2. مشكلة تجاوز الغراء:
بالنسبة للمعادن الشبكية، يتم تنفيذ تصميم فجوة إغلاق صفرية، مما ينظم الفجوة بين القالب والإدخال إلى 0.005-0.01 مم. يؤدي تمدد البلاستيك بدرجة الحرارة العالية إلى الختم الذاتي الفوري ، والذي بدوره يمنع تدفق الغراء والنتوءات.
يتم تحقيق التحكم في الحلقة المغلقة من خلال تحليل تدفق القالب ومراقبة المستشعر في الوقت الفعلي
إن التحكم المستقر على المدى الطويل في التثقيب وتدفق الغراء يحتاج إلى مستشعرات ضغط في تجويف القالب لمشاهدة الضغط الأمامي الذائب في الوقت الفعلي. جعل صب يمكن السيطرة عليها. من الناحية النظرية على الأقل، يحافظ هذا الإعداد على ثبات الأمور عند ارتفاع الضغط.
- دعم البيانات: إذا قرأ المستشعر ما يزيد عن 35 ميجا باسكال، يبدأ النظام في استجابة "تقليل السرعة وإيقاف الضغط" ، مع تثبيت التقلبات في حدود 2 ميجا باسكال.
يوضح الجدول أدناه كيف تتغير معلمات التشكيل قبل وبعد الاستخدام إدراج حلول صب .
| طريقة التحكم | نطاق تقلب الضغط | معدل الثقب | معدل الفائض | أَثْمَر | تكلفة المعالجة اللاحقة |
| لا يوجد تحكم في الحلقة المغلقة | ±5 ميجا باسكال | 8.2% | 10.5% | 81.3% | 2.8 دولار/قطعة |
| إدراج حلول القولبة (التحكم في الحلقة المغلقة) | ± 2 ميجا باسكال | 0.3% | 0.2% | 99.5% | 0.3 دولار/قطعة |
اتصل بمهندس JS Precision للحصول على تحليل مجاني لسوق دبي المالي وحلول قوالب إدراج مخصصة بناءً على نوع الإدخال الخاص بك لتقليل مخاطر الإنتاج.
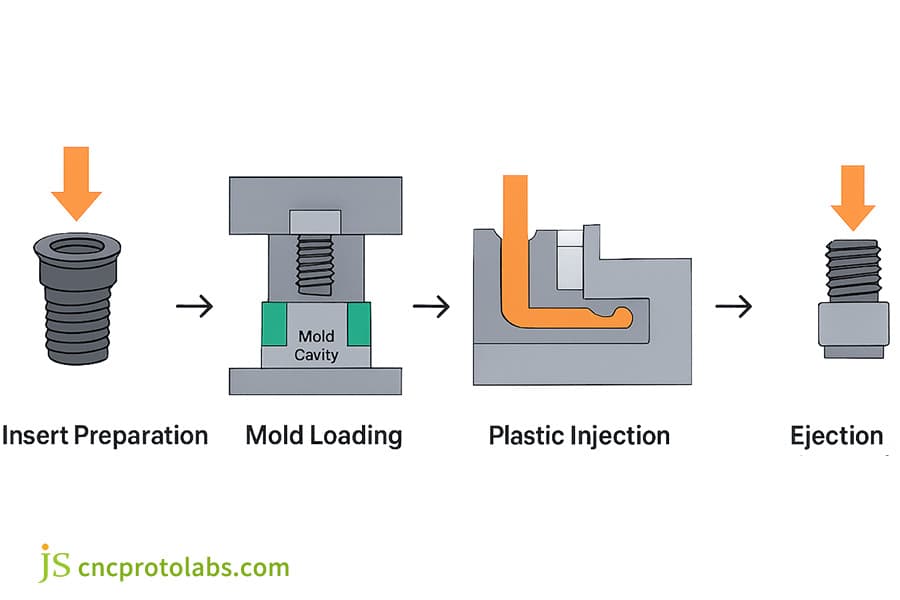
الشكل 1: رسم تخطيطي من أربع خطوات يوضح عملية صب الإدراج: إعداد الإدراج، وتحميل القالب، وحقن البلاستيك، وإخراج الجزء. يستخدم الرسم ذو الخلفية البيضاء ألوانًا متباينة لإظهار كل مرحلة تسلسلية بوضوح.
في المراحل الأولى من التطوير، كيفية استخدام قوالب حقن النموذج الأولي للتحقق من جدوى الإمساك الآلي للتركيبات؟
يتطلب صب الإدخال الآلي التحقق المبكر. لا تساعد قوالب الحقن النموذجية على التنبؤ بالمخاطر فحسب، بل تساعد أيضًا في تقليل النفقات المحتملة لتعديلات القالب وتسهيل الإنتاج الضخم.
النقطة الأساسية في أتمتة عملية الإمساك هي أن الحركة لا ينبغي أن تعيق القالب. من خلال التحقق المسبق من قالب النموذج الأولي، من الممكن معالجة الصراعات المكانية في وقت مبكر.
محاكاة التداخل لبنية القالب ومسارات الالتقاط والمكان الآلية
يتمثل الدور الرئيسي لقوالب الحقن النموذجية في التحقق مما إذا كان القالب ومسار حركة الالتقاط والمكان للذراع الآلي متوافقين بحيث يمكن تجنب الاصطدامات.
ببساطة، هذا يعني إجراء "بروفة" قبل الإنتاج الضخم ، وتحديد مخاطر الاصطدام المحتملة بين الذراع الآلية والقالب مقدمًا، وتجنب المشكلات أثناء الإنتاج الرسمي التي تتطلب إعادة صياغة وتعديل القالب بشكل مكلف.
- الجوانب الفنية الحاسمة: تضمن محاكاة المسار ثلاثي الأبعاد التزامن مع تفاوت يبلغ 0.1 ثانية للذراع الآلي والأجزاء المتحركة للقالب، كما تعمل إعادة هندسة المسار على زيادة الإنتاجية.
التحقق من إمكانية تكرار تحديد موضع الإدخال باستخدام قوالب النموذج الأولي
قوالب الحقن النموذجية تسهيل إدراج اختبار التكرار لتحديد المواقع. استنادًا إلى طيار يبلغ 500 مرة، تظل حشوة الإخراج في مكانها.
- الحقائق الداعمة: يتم الكشف عن دقة المواضع بواسطة نظام رؤية CCD وتنتج دقة تحديد المواقع التكرارية بقيمة CPK 1.33، مما يعني تقليل خطر الإنتاج الضخم بعامل 5 (80٪)، ويمكن أن يصل التوفير فيما يتعلق بتعديل القالب إلى 6000 دولار - 12000 دولار.
كيف يمكن تحقيق التغيير السريع لقوالب الإدخال المخصصة عند مواجهة طلبات متعددة المواصفات وطلبات الدفعات الصغيرة؟
من الواضح جدًا أن المشكلات التي تواجه المواصفات المتعددة وأوامر الدفعات الصغيرة متعددة الجوانب. تساعد قوالب الإدخال المخصصة بطبيعتها المعيارية في الحفاظ على كفاءة الإنتاج ومرونته كما تتيح التغيير السريع.
إن مشاركة قواعد القالب، وقلب القالب سريع التغيير، وتوحيد صواني المواد يمكن أن يحد معًا من وقت التغيير إلى 15 دقيقة، وبالتالي خفض تكاليف إنتاج الدفعات الصغيرة.
تصميم القالب المعياري: قاعدة القالب المشتركة ونوى القالب سريعة التغيير
إن العمود الفقري للتغيير السريع في قوالب الإدخال المخصصة هو "قاعدة القالب القياسية وقلب القالب سريع التغيير"، مما يؤدي إلى انخفاض أسعار القالب.
- دعم البيانات: عن طريق قفل قلب القالب وقاعدة القالب عبر دبابيس تحديد موقع مدببة، ووقت التغيير أقل من 10 دقائق، والانحراف الموضعي بمقدار 0.01 مم، وتقليل تكاليف القالب بنسبة 40%، وتقليل تكاليف إنتاج الوحدة للدفعات الصغيرة بمقدار 1.2 دولار.
نظام علبة المواد الموحد وإجراءات التصحيح السريع
يمكن تغيير قاعدة صينية مادة الإدخال العامة إلى إدخالات مختلفة فقط عن طريق تبديل صينية تحديد المواقع ، والتي لم تعد تتطلب تغيير مسار الناقل، وبالتالي تسهيل كفاءة التغيير.
- دعم البيانات: بعد تبديل درج المواد، يكون الذراع الآلي قادرًا على استرداد المعلمات المخزنة مسبقًا بنقرة واحدة، مما يقلل وقت تصحيح الأخطاء التلقائي بنسبة 70% (من 40 دقيقة إلى 12 دقيقة)، ويزيد من كفاءة أوامر المواصفات المتعددة بنسبة 50%، ويقلل وقت دورة التسليم بنسبة 40%.

الشكل 2: يقوم ذراع آلي صناعي أبيض متطور بإجراء عملية تغيير دقيقة للأداة، والتعامل مع حامل المكونات مع إدخالات بلاستيكية، مما يدل على قدرات التغيير السريع.
من وجهة نظر عمر القالب، كيف يمكن لقالب الإدخال المخصص تقليل تآكل الإدخال في قلب القالب؟
تعمل الإدخالات المعدنية على تآكل قلب القالب. الشيء هو، صب إدراج مخصص - مع تعديلات المواد والمعالجة السطحية، يمكن إطالة عمر القالب وخفض التكاليف.
تتسبب الإدخالات ذات الصلابة العالية في حدوث المزيد من الضرر. يمكن للكربيد الأسمنتي أو الطلاءات في المناطق الرئيسية أن تزيد من عمر الخدمة.
اختيار المواد المقاومة للتآكل لمكونات القالب المهمة
مسحوق الفولاذ عالي السرعة أو الكربيد الأسمنتي يدخل في البقع الأساسية للقالب. تتفوق هذه الأدوات على فولاذ الأدوات العادي في مقاومة التآكل، مما يعني عددًا أقل من عمليات الاستبدال.
- دعم البيانات: يتمتع الكربيد الأسمنتي بمقاومة تآكل تبلغ 3-5 أضعاف فولاذ الأدوات H13. بعد مليون دورة، يظل تآكل سطح الختم أقل من 0.005 مم - تظل الدقة ثابتة.
يقارن الجدول أدناه أداء مواد القالب المختلفة:
| مادة القالب | مقاومة التآكل (القيمة النسبية) | مدة الخدمة (دورات القالب) | كمية التآكل (1 مليون دورة قالب) | تكلفة المواد (القيمة النسبية) |
| أداة فولاذية تقليدية H13 | 1 | 500000 | 0.02 ملم | 1 |
| مسحوق الفولاذ عالي السرعة (ASP23) | 2.5 | 800000 | 0.008 ملم | 2.2 |
| سبائك صلبة (كربيد التنجستن) | 4 | 1,200,000 | 0.004 ملم | 3.5 |
| صب إدراج مخصص (دقة JS) | 4.5 | 1,500,000 | 0.003 ملم | 3.2 |
تطبيق تكنولوجيا طلاء السطح
يطبق قالب الإدخال المخصص طلاء PVD مباشرة على سطح القالب. والنتيجة هي طبقة صلبة تدوم لفترة أطول وتقلل من احتياجات ونفقات الإصلاح.
- البيانات الداعمة: يصل طلاء TiAlN إلى HV 3200 - 3500، ويظل الاحتكاك أقل من 0.2، وتتم الصيانة مرتين في كثير من الأحيان، وعلى مدار عام، يتم توفير أكثر من 8000 دولار من التكاليف.
اتصل بنا للحصول على حساب مجاني لعمر القالب وتكاليف الصيانة، وسنقوم بتخصيص حل صب مخصص فعال من حيث التكلفة لك.
كيفية اختيار أفضل شركات قوالب الحقن للمكونات الطبية أو مكونات السيارات المعقدة لضمان نجاح المشروع؟
يتطلب صب المكونات المعقدة متطلبات فنية عالية، وجوهر اختيار أفضل شركات صب الحقن هو تقييم قدراتها الشاملة.
ركز على تقييم قدرة "التحكم في عملية تكامل أتمتة تصميم القالب" وتأكيد ما إذا كانت قد اجتازت الاختبار أم لا شهادة IATF 16949:2016 .
معايير التقييم الفني للموردين
يجب أن تركز عملية الاختيار على ثلاثة عوامل رئيسية تساعد في تحديد الاختيارات الأكثر ملاءمة اللازمة لتصنيع المكونات المعقدة.
- القدرة على تصميم القالب: يشتمل النظام على التحكم في توقيت العداء الساخن وحماية التعشيق المنزلق وأجهزة استشعار مقاومة الاصطدام التي تحمي القالب من التلف والمنتج من العيوب.
- القدرة على تكامل الأتمتة: يشتمل النظام على أذرع آلية طورتها الشركة بنفسها ولكنها تستخدم أيضًا أذرعًا آلية متكاملة مع أنظمة رؤية لوضع إدخالات متعددة دقيقة.
- القدرة على التحكم في العملية: يستخدم النظام نظام MES الذي يتيح تتبع بيانات القالب بالكامل لتلبية المتطلبات الصارمة لإصدار الشهادات الطبية وصناعة السيارات.
تجربة تخفيف مخاطر الموردين
تتضمن عملية إنشاء المكونات المتقدمة مخاطر خطيرة متعددة. يحتاج الموردون إلى امتلاك خبرة واسعة في تحليل الفشل وأساليب التحسين لأنهم بحاجة إلى التعامل مع المشكلات النموذجية التي تشمل التثقيب والاستخدام المفرط للمواد اللاصقة.
- دعم البيانات: يجب على المورد توفير ملفات PPAP لثلاثة مشاريع معقدة قابلة للمقارنة على الأقل بقيمة CPK تم التحقق منها وهي 1.33. لقد أنجزت JS Precision أكثر من 200 مشروع معقد مما أدى إلى معدل نجاح كامل لـ PPAP وحقق قيمة CPK تبلغ 1.4.
لماذا تختار خدمات التشكيل الآلي للإدراج المقدمة من JS Precision لتكون شريكك في تصنيع الأجزاء الدقيقة؟
تدعم JS Precision، بفضل إمكانات الخدمة الكاملة والخبرة العملية، العملية بأكملها بدءًا من التحقق من النموذج الأولي وحتى تسليم الإنتاج الضخم من خلال حلول متكاملة، مما يجعلها الخيار الأكثر تفضيلاً للتصنيع المتطور.
القدرة على تكامل التكنولوجيا وقفة واحدة
الدقة شبيبة توفر حلولاً متكاملة متكاملة بدءًا من التحقق من النماذج الأولية وتصميم القوالب وحتى تكامل الأتمتة وتتبع البيانات، مما يلغي الحاجة إلى إدارة العديد من الموردين وتقصير المهلة الزمنية بشكل كبير.
سوف تستجيب المجموعة ذات المهارات العالية بسرعة للطلبات، وتخصيص الحلول ، وحتى الاهتمام بالشكاوى مثل الثقوب والمواد اللاصقة الزائدة حتى لا تعطل الإنتاج.
نظام ضمان الجودة الشامل
نحن نتبع بعناية متطلبات الجودة الخاصة بـ ISO 9001 وIATF 16949، ونقدم تقارير CPK وتحليلات قدرة المعالجة لكل دفعة، وبالتالي ضمان إمكانية تتبع المنتج والاتساق العالي.
إن مراقبة الجودة في كل خطوة - بدءًا من المواد الخام وحتى فحص المنتج النهائي - هي ما يؤدي إلى عدم وجود أي عيوب في التسليم.
الشكل 3: يظهر ذراع روبوتية صناعية صفراء تمسك بدقة بعدة أجزاء بلاستيكية شفافة مصبوبة بدقة على سطح عمل أخضر.
دراسة حالة JS Precision: مشروع التحكم في مضخة زيت محرك السيارات
حققت JS Precision علامة الدقة والموثوقية لوحدات التحكم في مضخة زيت محركات السيارات. لقد نجحنا في التغلب على مشكلات الإنتاج من خلال قالب إدراج مخصص. جعل الإخراج بكميات كبيرة سلسًا ومتسقًا.
التحديات التي واجهتها:
يقوم العميل بتصنيع قطع غيار السيارات من الدرجة الأولى. تحتوي وحدة التحكم الخاصة بها على ثلاث إدخالات: أطراف نحاسية مقاس 0.4 مم، وألواح من الفولاذ المقاوم للصدأ مقاس 0.6 مم، وأكمام نحاسية مقاس 2 مم، ويجب أن تظل في حدود 0.03 مم من موضعها بالنسبة لبعضها البعض.
فشلت الطرق القديمة: كانت الأكمام النحاسية تنحني أثناء الضغط، وتغير موضعها بما يصل إلى 0.08 مم. انخفض العائد إلى 76%، مما كلف الكثير من الخردة، وأدت المشكلات التي تجتاح بين الإدخالات إلى إبطاء الأمور، مما دفع كل دفعة إلى أن تستغرق 20 يومًا للتسليم.
حل:
1. تكامل تصميم القالب:
في عملية قولبة إدخال واحدة، يتم عمل ثلاث إدخالات في المرة الواحدة، والتي يمكن الاستغناء عنها تمامًا بدون خطوة تركيب الضغط الثانوية.
من أجل القضاء تمامًا على مشكلة إمساك الإدخال، تم ابتكار طريقة التضمين خطوة بخطوة مما أدى إلى انخفاض معدل مشكلة إمساك الإدخال إلى أقل من 0.1%. وهذا لم يؤدي فقط إلى زيادة كفاءة إنتاج القالب الفردي بنسبة 35%، بل أدى أيضًا إلى تقليل خسائر اتصال العملية.
2. تحسين نظام تحديد المواقع:
كل إدخال مقيد بدبوس موضع بدقة 0.003 مم. تم تجهيز الذراع الآلية بنظام رؤية CCD للمعايرة (قابلية التكرار 0.002 مم)، مما يؤدي إلى خطوتين لتأكيد تحديد الموضع مما يضمن عدم تجاوز الانحراف الموضعي للإدخال 0.01 مم.
3. التحكم في معلمات العملية:
من خلال مزج قوالب الحقن المرحلية (سرعة تلامس الذوبان 20 مم/ثانية، تقليل قوة التأثير بنسبة 45%) مع تحليل تدفق القالب CAE للعثور على أفضل موقع للبوابة ، يمكن التحكم في معدل التثقيب أقل من 0.2% ومعدل الفائض أقل من 0.15%، مما يؤدي إلى زيادة كبيرة في إنتاجية المنتج.
النتائج النهائية:
- دقة محسنة: تم التحكم في الدقة الموضعية النسبية بإحكام عند 0.02 مم، بينما كانت قيمة CPK أكثر من الضعف من 0.63 إلى 1.35، وبالتالي مطابقة مستوى السيارات من الدرجة الأولى.
- نمو الإنتاج الرئيسي: ارتفع الإنتاج من 76% إلى 98.7%، مما أدى إلى توفير تكلفة الخردة لكل دفعة بمبلغ 3200 دولار.
- إنتاجية أفضل: انخفض مقدار الوقت المستغرق لصنع عنصر واحد، أي وقت الدورة، من 45 إلى 32 ثانية (ارتفعت الكفاءة بنسبة 28%)، وتم تقصير دورة التسليم من 20 إلى 12 يومًا.
- تكاليف القطع: تم تخفيض النفقات المتعلقة بصيانة القالب بمقدار 12,000 دولار سنويًا، كما انخفضت تكلفة الإنتاج لكل وحدة بمقدار 1.50 دولار، مما أدى إلى فوائد كبيرة في التكلفة الإجمالية.
أرسل رسومات الجزء الخاص بك للحصول على حل صب إدراج مخصص وعرض أسعار دقيق. دعنا نساعدك في التغلب على نقاط الألم وتحسين الكفاءة.

الشكل 4: منظر قريب لقشرة بلاستيكية برتقالية زاهية مع هيكل مركزي بقضبان ومسامير معدنية حول حافته، ومن المحتمل أن يكون أحد مكونات وحدة التحكم في السيارات.
الأسئلة الشائعة
س 1: ما هو الحد الأدنى لحجم الإدخال المطلوب لقولبة الإدخال الآلي؟
يمكننا العمل مع أنواع الإدخال التي تتراوح من الأسلاك إلى الرقائق المعدنية. على سبيل المثال، يمكننا معالجة دبابيس رفيعة جدًا باستخدام Dia. 0.3 مم أو رقائق معدنية بسمك 0.1 مم. يمكن لـ JS Precision تطوير المنتج المناسب للعملاء وفقًا لأبعاد الإدخال.
س2: كيف تتأكد من وضع الإدخال بدقة في القالب؟
إلى جانب دبابيس تحديد المواقع بدقة 0.005 مم، يتم استخدام نظام رؤية آلي لتوفير الحماية المزدوجة. جنبا إلى جنب مع تحليل تدفق القالب، تم تحسين العملية. الانحراف الموضعي هو 0.02 مم.
س 3: كم عدد الدورات التي يدوم فيها القالب بشكل عام في قالب الإدخال؟
عمر الخدمة للقالب العادي هو 500000 دورة. مع تحسين قالب الإدخال المخصص، يمكن أن يصل إلى أكثر من مليون دورة. JS Precision قادرة على تقديم حلول يمكن أن تصل إلى 1.5 مليون دورة، وهي الأعلى بين منافسينا.
س 4: هل يمكن استخدام قالب الإدخال لأوامر الدفعات الصغيرة؟
تم تصميمه للقوالب المدمجة وتقنية التغيير السريع، وهو قادر على التعامل مع أي مكان من مئات إلى عشرات الآلاف من القطع، مع وقت تغيير يبلغ 15 دقيقة، وبالتالي تقليل تكاليف الإنتاج.
س 5: كيف يمكن منع ضغط الحقن من إتلاف الإدخالات المعدنية الصغيرة؟
يتم استخدام تحليل تدفق القالب CAE لتحديد أفضل موقع للبوابة، ويتم استخدام الحقن المرحلي لتقليل الضغط والسرعة بالقرب من الإدخال، ويتم زيادة هياكل الدعم، ويتم التحكم في ضغط التأثير ضمن نطاق آمن.
س6: هل توفر JS Precision خدمات التكامل لأنظمة التشغيل الآلي؟
نعم. نحن نتعامل مع الأذرع الآلية وأنظمة الرؤية وشراء بيانات MES. يمكن تعديل الحلول لتتناسب مع سير عمل الإنتاج الخاص بك.
س 7: كيف يتم تقييم القدرات التقنية لمورد قوالب الإدخال؟
يفتش تصميم القالب الدقيق وتجربة تكامل الأتمتة وحلول التثقيب/التجاوز ومراجعة شهادات الجودة ومستندات PPAP والتحقق من قيم CPK.
س8: ما هو وقت دورة المعالجة النموذجية؟
تستغرق النماذج الأولية من 4 إلى 6 أسابيع. تحتاج قوالب الإنتاج الضخم إلى 8 إلى 12 أسبوعًا. تعمل JS Precision على تقليل ذلك بنسبة عشرة إلى خمسة عشر بالمائة.
ملخص
يعد صب الإدخال الآلي تقنية مهمة لتحقيق دقة مستوى الميكرون وعدم وجود عيوب في الأجزاء الدقيقة.
إن اختيار خدمات صب الإدراج الموثوقة يعني اختيار خيارات فعالة وخالية من القلق. يمكن أن تبدأ JS Precision من تصميم النموذج الأولي وتساعد في دفع حلول المكونات الدقيقة الخاصة بك إلى الإنتاج الضخم، واغتنام الفرصة في التصنيع المتطور.
إذا كنت بحاجة إلى شريك يمكنه حل مشكلات قوالب الإدخال المعقدة في نفس الوقت، وضمان إنتاجية عالية، ودعم التصنيع المرن، فيرجى عدم التردد في ذلك اتصل بـ JS Precision .
لنبدأ بقوالب الحقن النموذجية الخاصة بك ونعمل معًا لنقل حلول المكونات الدقيقة الخاصة بك إلى الإنتاج الضخم بنجاح.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

