

Inserire servizi di stampaggio rappresentano il supporto fondamentale per la produzione di componenti di precisione. Quando la combinazione di metallo e plastica non si limita più al semplice avvolgimento, ma richiede una precisione di posizionamento a livello micrometrico e una sigillatura senza difetti, il tradizionale processo di stampaggio e assemblaggio si trova ad affrontare dei colli di bottiglia.
Le tolleranze di assemblaggio accumulate, la deformazione della presa dell'inserto e la perforazione della resina dei perni di precisione sono alcuni dei fattori che contribuiscono alle fluttuazioni dei rendimenti e ai rischi di consegna . Pertanto, queste possono diventare le sfide per i produttori di componenti di precisione che puntano alla produzione di fascia alta.
Allo stesso tempo, lo stampaggio con inserti automatizzato, con i vantaggi dello stampaggio integrato, sta gradualmente risolvendo i problemi del settore e fornendo al settore soluzioni affidabili per la produzione di fascia alta.
Riepilogo delle risposte principali
| Problema fondamentale | Soluzioni per lo stampaggio automatizzato di inserti |
| Rimozione della tolleranza cumulativa | Forgiatura di parti stampate direttamente nello stampo per formare un unico pezzo di metallo e plastica, senza che si verifichino errori di posizionamento secondari. |
| Risoluzione dei problemi di perforazione e traboccamento di colla | Controllo tangibile della "polimerizzazione istantanea" al completamento del riempimento attraverso l'analisi CAE del flusso dello stampo e un sistema di controllo della servovalvola ultra preciso . |
| Confermando la possibilità dell'automazione | Utilizzo di prototipi di stampi a iniezione per la simulazione delle interferenze e il controllo della struttura dello stampo e del percorso del braccio robotico. |
| Abilitazione del cambio rapido per specifiche diverse | Vengono progettati stampi modulari e vengono realizzati vassoi di materiale standardizzati in modo che il tempo di cambio formato possa essere controllato entro 15 minuti , ottenendo una produzione flessibile. |
Punti chiave
- Precisione migliorata: con lo stampaggio automatizzato degli inserti, la precisione di posizionamento degli inserti metallici può essere controllata entro 0,02 mm, il che significa che le tolleranze di assemblaggio possono essere completamente rimosse.
- Produzione garantita: utilizzando il controllo a circuito chiuso e l'ottimizzazione dello stampo è possibile risolvere la contraddizione tra perforazione e fuoriuscita di colla e ottenere a lungo termine una resa di produzione >99,5% .
- Riduzione al minimo dei rischi: il processo di automazione dovrebbe essere testato con prototipi di stampi a iniezione prima della produzione di massa in modo da non incorrere nelle spese di modifiche significative dello stampo.
- Scelta di un partner: quando si seleziona il le migliori aziende di stampaggio ad iniezione , è importante concentrarsi sulle loro capacità di progettazione di stampi e sull'esperienza di integrazione dei sistemi di automazione.
Perché affidarsi ai servizi di stampaggio con inserti? Esperienza nella produzione di automazione di precisione JS
La scelta di servizi affidabili di stampaggio con inserti dipende dalla ricerca di un fornitore con tecnologia matura, solida esperienza, strumenti avanzati e severi controlli di qualità, principalmente per parti di precisione. Almeno in teoria, questa configurazione offre le migliori possibilità di successo del progetto.
Sulla base dei 12 anni di esperienza di JS Precision nello stampaggio automatizzato di inserti , puoi entrare in contatto con oltre 500 clienti del settore manifatturiero di fascia alta in tutto il mondo per verificare i nostri servizi maturi, che coprono settori di precisione come quello automobilistico, medico ed elettronico.
Con le nostre apparecchiature di produzione avanzate e un sistema di ispezione della qualità migliorato, forniamo un supporto completo per le vostre esigenze.
L'attrezzatura principale comprende la macchina per stampaggio a iniezione ad alta precisione Fanuc Roboshot α - S200iA , un centro di lavoro a cinque assi e apparecchiature di ispezione di qualità dedicate, che costituiscono una garanzia integrata di "ispezione di qualità della produzione".
La nostra rigorosa aderenza al Sistema di gestione della qualità ISO 9001:2015 , così come attrezzature avanzate e un controllo completo della qualità del processo, possono garantire che il processo di produzione di ciascun lotto di pezzi di precisione sia conforme agli standard internazionali ed eviti alla radice i rischi legati alla qualità.
L'attrezzatura di produzione principale comprende macchine per stampaggio a iniezione ad alta precisione Fanuc Roboshot (precisione di posizionamento ± 0,001 mm), centri di lavoro a cinque assi e attrezzature come macchine di misura a coordinate (CMM) per ottenere una produzione controllabile durante l'intero processo.
Prendendo ad esempio i microdispositivi medici, i nostri clienti sfruttano le nostre tecnologie collaudate nel tempo (struttura sottile di supporto del PIN, controllo a circuito chiuso della pressione nello stampo) che li aiutano a produrre PIN sottili con diametro di 0,3 mm in una produzione di massa stabile.
L'ispezione visiva CCD controlla con precisione, consentendo di soddisfare il requisito di zero difetti di grado medico. La nostra linea di produzione completamente automatizzata, operativa 24 ore su 24, consente ai clienti di ridurre i tempi di consegna del 30%, superando così la concorrenza.
Non dovrai più preoccuparti degli ostacoli tecnici o dei rischi di consegna. Le attrezzature e il sistema di controllo qualità di prim'ordine di JS Precision supportano completamente le vostre esigenze, dal prototipo alla produzione di massa.
Sfruttando le nostre attrezzature e le nostre capacità di controllo qualità, puoi ottenere un tasso di rendimento superiore al 99%, riducendo così costi e rischi, abbreviando i tempi di consegna e aumentando la tua competitività.
Contatta il nostro ingegnere per una valutazione gratuita del progetto. Forniremo consulenza mirata in base ai requisiti dei vostri componenti, aiutandovi a evitare i rischi della selezione iniziale.
Perché lo stampaggio prima dell'assemblaggio viene sostituito dallo stampaggio automatico della plastica con inserti?
Il prestampaggio e l'assemblaggio tradizionali comportano un aumento delle tolleranze complessive a causa del posizionamento secondario. Lo stampaggio automatico della plastica con inserti elimina completamente il problema del posizionamento secondario.
In poche parole, è come costruire una casa ponendo prima i mattoni e poi riempiendo i vuoti, più li riempi, più diventano storti. Lo stampaggio integrato consiste semplicemente nel colare e modellare senza la necessità di ripetute correzioni successive.
Posizionamento accurato dal posizionamento secondario allo stampaggio di un unico pezzo
Il modo tradizionale di fare le cose si traduce in un grande accumulo di tolleranze. A titolo illustrativo, la precisione del posizionamento dei pin in un connettore automobilistico cambia da 0,05 mm in fase di progettazione a 0,12 mm nel prodotto finale, avendo quindi un impatto diretto sulle prestazioni del prodotto.
Automatizzato inserire modanatura in plastica utilizza perni di posizionamento con una precisione di 0,005 mm per allineare l'inserto all'interno dello stampo, consentendo lo stampaggio di un pezzo con una precisione di posizione stabile inferiore a 0,02 mm.
La tabella seguente mette a confronto la precisione dei processi tradizionali con lo stampaggio automatizzato di plastica con inserti, dimostrandone visivamente i vantaggi:
| Tipo di processo | Tolleranza della singola parte | Tolleranza cumulativa | Posizione del perno | Scenari applicabili |
| Prestampaggio seguito da assemblaggio | ±0,05 mm | ±0,15 mm e oltre | ±0,12 mm | Parti generali di fascia medio-bassa |
| Stampaggio plastica con inserti automatizzato | ±0,02 mm | Nessuna tolleranza cumulativa | ±0,02 mm e inferiore | Parti di precisione di fascia alta |
| Servizi di stampaggio inserti (JS Precision) | ±0,01 mm | Nessuna tolleranza cumulativa | ±0,015 mm e inferiore | Parti di precisione di grado automobilistico/medico |
Eliminazione di potenziali modalità di guasto nell'assemblaggio
Se gli inserti vengono pressati manualmente o meccanicamente, si verificano graffi e distacco della placcatura. Ciò danneggia il prodotto e aumenta le spese post-vendita. Negli usi di fascia alta, ciò non funziona.
Lo stampaggio automatico dell'inserto in plastica circonda interamente l'inserto. Nessuna sollecitazione secondaria. La superficie rimane protetta al 100%. L'affidabilità del prodotto aumenta. Funziona meglio sotto lo stress del mondo reale.
Scarica il manuale gratuito del case study per comprendere in modo intuitivo i miglioramenti in termini di costi ed efficienza apportati dallo stampaggio di plastica con inserti in sostituzione dei processi tradizionali.
Come superare la contraddizione di perforazione e incollaggio eccessivo con soluzioni di stampaggio a inserti?
La punzonatura e il traboccamento sono tra i problemi più frequenti nello stampaggio con inserti. Utilizzando soluzioni scientifiche e mettendo a punto stampi e processi, è possibile ottenere uno stampaggio con zero difetti.
Entrambi sono causati dalla mancata corrispondenza della pressione di iniezione e della capacità di tenuta. Modificando il metodo di iniezione e la struttura di sigillatura può essere realizzata per aiutarli entrambi allo stesso tempo.
Strategie di stampaggio per perni sottili e reti metalliche
Diversi inserti necessitano di diverse soluzioni progettuali, mirate come segue:
1. Problema di punzonatura:
L'uso dell'analisi CAE del flusso dello stampo per perni sottili con diametro di 0,5 mm aiuta a prevedere la forza di impatto della fusione. La soluzione è l'uso di otturatori a valvola "alta pressione, bassa velocità" e di pilastri di supporto attorno all'inserto per controllare la pressione di impatto a <30 MPa, prevenendo danni al perno.
In sostanza, si tratta di "armare" il sottile perno con un'armatura protettiva che consente alla plastica fusa di fluire dolcemente, come un ruscello, evitando che il perno si pieghi violentemente.
2. Problema di traboccamento della colla:
Per la rete metallica, viene implementato un design con spazio di tenuta pari a zero, regolando lo spazio tra lo stampo e l'inserto a 0,005-0,01 mm. L'espansione della plastica ad alta temperatura provoca l'autosigillatura istantanea , che a sua volta impedisce il traboccamento della colla e le bave.
Controllo a circuito chiuso ottenuto attraverso l'analisi del flusso dello stampo e il monitoraggio del sensore in tempo reale
Il controllo stabile a lungo termine della punzonatura e del traboccamento della colla richiede sensori di pressione nella cavità dello stampo per monitorare la pressione del fronte di fusione in tempo reale. Rendere controllabile lo stampaggio. Almeno in teoria, questa configurazione mantiene le cose stabili quando la pressione aumenta.
- Supporto dati: se il sensore legge oltre 35 MPa, il sistema attiva una risposta di "riduzione della velocità e mantenimento della pressione" , bloccando le fluttuazioni entro 2 MPa.
La tabella seguente mostra come cambiano i parametri di stampaggio prima e dopo l'uso soluzioni di stampaggio ad inserti .
| Metodo di controllo | Intervallo di fluttuazione della pressione | Tasso di foratura | Tasso di overflow | Prodotto | Costo di elaborazione successiva |
| Nessun controllo ad anello chiuso | ±5MPa | 8,2% | 10,5% | 81,3% | $ 2,8/pezzo |
| Soluzioni di stampaggio con inserti (controllo ad anello chiuso) | ±2MPa | 0,3% | 0,2% | 99,5% | $ 0,3/pezzo |
Contatta l'ingegnere JS Precision per un'analisi DFM gratuita e soluzioni di stampaggio con inserti personalizzate in base al tipo di inserto per ridurre i rischi di produzione.
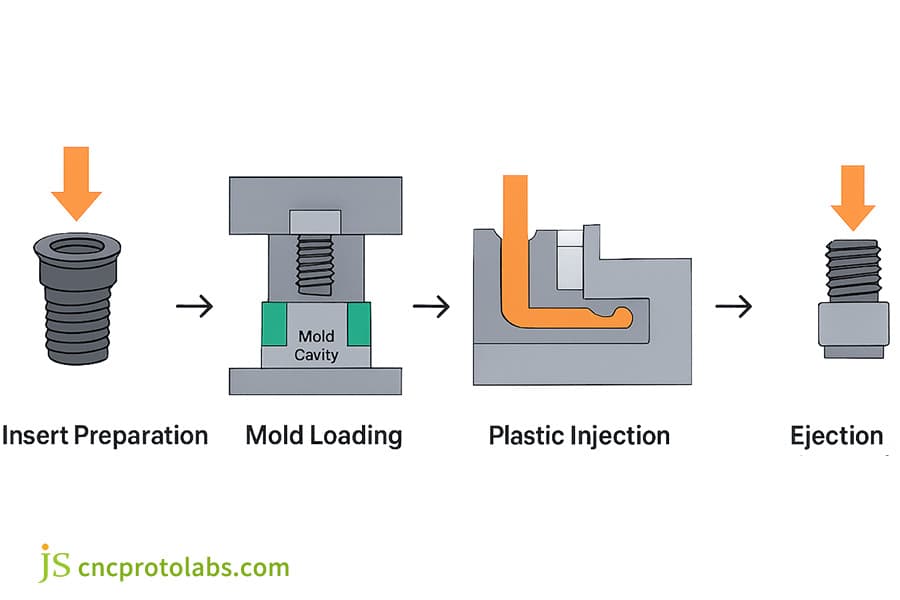
Figura 1: Un diagramma in quattro fasi che illustra il processo di stampaggio con inserti: preparazione dell'inserto, caricamento dello stampo, iniezione della plastica ed espulsione del pezzo. La grafica a sfondo bianco utilizza colori contrastanti per mostrare chiaramente ogni fase sequenziale.
Nelle prime fasi di sviluppo, come utilizzare gli stampi a iniezione prototipo per verificare la fattibilità della presa automatizzata degli impianti?
Lo stampaggio automatizzato degli inserti richiede una convalida anticipata. Gli stampi a iniezione prototipo non solo aiutano a prevedere i rischi, ma riducono anche le potenziali spese di modifica degli stampi e facilitano la produzione di massa.
L'aspetto principale dell'automazione dell'operazione di presa è che il movimento non debba ostacolare lo stampo. Pre-verificando lo stampo prototipo, è possibile affrontare in anticipo i conflitti spaziali.
Simulazione delle interferenze della struttura dello stampo e percorsi di prelievo e posizionamento automatizzati
Il ruolo principale dei prototipi di stampi a iniezione è quello di verificare se lo stampo e il percorso di movimento pick-and-place del braccio robotico sono compatibili in modo da evitare collisioni.
In poche parole, ciò significa condurre una “prova” prima della produzione di massa , identificando in anticipo potenziali rischi di collisione tra il braccio robotico e lo stampo ed evitando problemi durante la produzione formale che richiedono costose rilavorazioni e modifiche dello stampo.
- Aspetti tecnici cruciali: la simulazione del percorso 3D garantisce la sincronizzazione con una tolleranza di 0,1 secondi per il braccio robotico e le parti mobili dello stampo, la reingegnerizzazione del percorso aumenta la produttività.
Controllo della ripetibilità del posizionamento dell'inserto con stampi prototipo
Prototipi di stampi ad iniezione facilitare i test di ripetibilità del posizionamento dell'inserto. Sulla base di un test pilota di 500 corse, l'inserto di espulsione rimane in posizione.
- Fatti a supporto: la precisione delle posizioni viene rilevata da un sistema di visione CCD e produce una precisione di posizionamento ripetibile con un valore CPK di 1,33, il che implica che il rischio di produzione di massa viene ridotto di un fattore 5 (80%) e il risparmio in termini di modifica dello stampo può raggiungere $ 6.000-$ 12.000.
Come ottenere un cambio rapido dello stampaggio di inserti personalizzato quando si devono affrontare specifiche multiple e ordini di piccoli lotti?
I problemi affrontati negli ordini multispecifici e in piccoli lotti sono chiaramente molteplici. Lo stampaggio con inserti personalizzati, grazie alla sua natura modulare, aiuta a mantenere la produzione efficiente e flessibile e consente inoltre un rapido cambio di produzione.
La condivisione delle basi dello stampo, il cambio rapido delle anime dello stampo e la standardizzazione dei vassoi dei materiali possono insieme limitare il tempo di cambio a 15 minuti, riducendo così i costi per la produzione di piccoli lotti.
Progettazione di stampi modulari: base dello stampo condivisa e nuclei dello stampo a cambio rapido
Il fulcro del passaggio rapido nello stampaggio con inserti personalizzati è la "base dello stampo standard e nuclei dello stampo a cambio rapido", che porta a una riduzione dei prezzi degli stampi.
- Supporto dati: bloccando il nucleo dello stampo e la base dello stampo tramite perni di posizionamento conici, tempo di cambio <10 minuti, deviazione di posizione 0,01 mm, costi dello stampo ridotti del 40% e costi di produzione unitari per piccoli lotti ridotti di 1,2 dollari.
Sistema di vassoio del materiale standardizzato e procedura di debug rapida
La base universale del vassoio del materiale da inserire può essere sostituita con inserti diversi semplicemente sostituendo il vassoio di posizionamento , che non richiede più la sostituzione del percorso del trasportatore, facilitando così l'efficienza del cambio.
- Supporto dati: dopo aver sostituito il vassoio del materiale, il braccio robotico è in grado di recuperare i parametri pre-memorizzati con un solo clic, riducendo il tempo di debug dell'automazione del 70% (da 40 minuti a 12 minuti), aumentando l'efficienza degli ordini con più specifiche del 50% e riducendo il tempo del ciclo di consegna del 40%.

Figura 2: Un sofisticato braccio robotico industriale bianco esegue un'operazione precisa di cambio utensile, gestendo un supporto componente con inserti in plastica, dimostrando capacità di cambio rapido.
Dal punto di vista della durata dello stampo, in che modo lo stampaggio di inserti personalizzato può ridurre l'usura dell'inserto sul nucleo dello stampo?
Gli inserti metallici usurano il nucleo dello stampo. Il fatto è che stampaggio di inserti personalizzati - con modifiche ai materiali e al trattamento superficiale, è possibile allungare la durata dello stampo e ridurre i costi.
Gli inserti ad alta durezza subiscono più danni. Il carburo cementato o i rivestimenti in aree chiave possono aumentare notevolmente la durata utile.
Selezione di materiali resistenti all'usura per importanti componenti dello stampo
L'acciaio rapido in polvere o il carburo cementato entrano nei punti centrali dello stampo. Questi battono il normale acciaio per utensili in termini di resistenza all'usura, il che significa meno sostituzioni.
- Supporto dati: il carburo cementato ha 3-5 volte la resistenza all'usura dell'acciaio per utensili H13. Dopo un milione di cicli, l'usura della superficie di tenuta rimane inferiore a 0,005 mm e la precisione rimane stabile.
La tabella seguente mette a confronto le prestazioni di diversi materiali per stampi:
| Materiale dello stampo | Resistenza all'usura (valore relativo) | Durata utile (cicli dello stampo) | Quantità di usura (1 milione di cicli di stampo) | Costo del materiale (valore relativo) |
| Acciaio per utensili tradizionale H13 | 1 | 500.000 | 0,02 mm | 1 |
| Acciaio ad alta velocità in polvere (ASP23) | 2.5 | 800.000 | 0,008 mm | 2.2 |
| Lega dura (carburo di tungsteno) | 4 | 1.200.000 | 0,004 mm | 3.5 |
| Stampaggio di inserti personalizzati (precisione JS) | 4.5 | 1.500.000 | 0,003 mm | 3.2 |
Applicazione della tecnologia di rivestimento superficiale
Lo stampaggio con inserti personalizzato applica un rivestimento PVD direttamente sulla superficie dello stampo. Il risultato è uno strato duro che dura più a lungo e riduce le esigenze e le spese di riparazione.
- Dati di supporto: il rivestimento TiAlN raggiunge HV 3200 - 3500, l'attrito rimane inferiore a 0,2, la manutenzione avviene due volte più spesso e in un anno si risparmiano più di 8.000 dollari in costi.
Contattaci per un calcolo gratuito della durata dello stampo e dei costi di manutenzione e personalizzeremo per te una soluzione di stampaggio con inserti personalizzata economicamente vantaggiosa.
Come selezionare le migliori aziende di stampaggio a iniezione di componenti medici o automobilistici complessi per garantire il successo del progetto?
Lo stampaggio per inserimento di componenti complessi richiede elevati requisiti tecnici e il fulcro della selezione delle migliori aziende di stampaggio a iniezione è valutare le loro capacità globali.
Concentrarsi sulla valutazione della capacità di "controllo del processo di integrazione dell'automazione della progettazione di stampi" e confermare se ha superato l'esame Certificazione IATF 16949:2016 .
Criteri di valutazione tecnica dei fornitori
Il processo di selezione dovrebbe concentrarsi su tre fattori principali che aiutano a identificare le scelte più appropriate necessarie per la produzione di componenti complessi.
- Capacità di progettazione dello stampo: il sistema include il controllo della temporizzazione del canale caldo, protezioni di interblocco del cursore e dispositivi di rilevamento anticollisione che proteggono lo stampo da danni e il prodotto da difetti.
- Capacità di integrazione dell'automazione: il sistema include bracci robotici sviluppati dall'azienda stessa, ma utilizza anche bracci robotici integrati insieme a sistemi di visione per il posizionamento accurato di inserti multipli.
- Funzionalità di controllo del processo: il sistema utilizza un sistema MES che consente il monitoraggio completo dei dati dello stampo per soddisfare i severi requisiti di certificazione del settore medico e automobilistico.
Esperienza nella mitigazione del rischio del fornitore
Il processo di creazione di componenti avanzati comporta molteplici rischi pericolosi. I fornitori devono possedere una vasta esperienza nell'analisi dei guasti e nei metodi di miglioramento perché devono affrontare problemi tipici che includono la perforazione e l'uso eccessivo di adesivo.
- Supporto dati: il fornitore deve fornire file PPAP per almeno 3 progetti complessi comparabili con un valore CPK verificato pari a 1,33. JS Precision ha realizzato oltre 200 progetti complessi che hanno portato a un tasso di successo PPAP completo e hanno raggiunto un valore CPK di 1,4.
Perché scegliere i servizi automatizzati di stampaggio di inserti di JS Precision come partner per la produzione di componenti di precisione?
JS Precision, con le sue capacità di servizio completo e la sua esperienza pratica, supporta l'intero processo, dalla verifica del prototipo alla consegna della produzione di massa attraverso soluzioni complete, rendendolo così la scelta preferita per la produzione di fascia alta.
Funzionalità di integrazione tecnologica unica
Precisione JS fornisce soluzioni complete chiavi in mano dalla verifica del prototipo, alla progettazione dello stampo, all'integrazione dell'automazione e alla tracciabilità dei dati, eliminando la necessità di gestire più fornitori e riducendo notevolmente i tempi di consegna.
Un gruppo altamente qualificato risponderà rapidamente alle richieste, personalizzerà le soluzioni e si prenderà cura anche di reclami come fori di punzonatura ed adesivo in eccesso in modo da non interrompere la produzione.
Sistema di garanzia della qualità end-to-end
Seguiamo attentamente i requisiti di qualità ISO 9001 e IATF 16949, forniamo report CPK e analisi di capacità di processo per ciascun lotto, garantendo così la tracciabilità del prodotto e un'elevata coerenza.
Il controllo di qualità in ogni fase, dalle materie prime all'ispezione del prodotto finito, è ciò che si traduce in una consegna senza difetti.
Figura 3: Un braccio robotico industriale giallo viene mostrato mentre afferra delicatamente diverse parti in plastica trasparente modellata con precisione su una superficie di lavoro verde.
Caso di studio JS Precision: progetto di controllo della pompa dell'olio per motori automobilistici
JS Precision ha raggiunto il traguardo in termini di precisione e affidabilità per i controller delle pompe dell'olio per motori automobilistici. Abbiamo risolto i problemi di produzione con lo stampaggio di inserti personalizzati. Rendere l'output ad alto volume fluido e coerente.
Sfide incontrate:
Il cliente produce ricambi auto di alto livello. Il loro controller ha tre inserti: terminali in rame da 0,4 mm, lamiere in acciaio inossidabile da 0,6 mm e manicotti in rame da 2 mm, devono rimanere entro 0,03 mm di posizione l'uno rispetto all'altro.
I metodi più vecchi fallivano: i manicotti in rame si piegavano durante l'inserimento a pressione, spostando la posizione fino a 0,08 mm. La resa è scesa al 76%, costando molto in termini di scarti, e i problemi di grippaggio tra gli inserti hanno rallentato le cose, spingendo ogni lotto a impiegare 20 giorni per la consegna.
Soluzione:
1. Integrazione della progettazione dello stampo:
In un'operazione di stampaggio degli inserti, vengono realizzati tre inserti alla volta, il che può fare a meno della fase secondaria di pressatura.
Per eliminare totalmente il problema del grippaggio dell'inserto, è stato ideato un metodo di inclusione passo dopo passo che ha portato il tasso di rilascio del grippaggio dell'inserto a meno dello 0,1%. Ciò non solo ha aumentato l'efficienza produttiva del singolo stampo del 35%, ma ha anche ridotto le perdite di connessione al processo.
2.Ottimizzazione del sistema di posizionamento:
Ciascun inserto è vincolato da un perno di posizione con precisione di 0,003 mm. Il braccio robotico è dotato di un sistema di visione CCD per la calibrazione (ripetibilità 0,002 mm), che comporta due fasi di conferma del posizionamento che garantiscono che la deviazione posizionale dell'inserto non superi 0,01 mm.
3. Controllo dei parametri di processo:
Combinando lo stampaggio a iniezione a fasi (velocità di contatto del materiale fuso 20 mm/s, forza di impatto ridotta del 45%) con l'analisi del flusso dello stampo CAE per trovare la posizione migliore del punto di iniezione , la velocità di perforazione può essere controllata al di sotto dello 0,2% e la velocità di traboccamento al di sotto dello 0,15%, il che porta ad un notevole aumento della resa del prodotto.
Risultati finali:
- Precisione migliorata: la precisione di posizionamento relativa è stata strettamente controllata a 0,02 mm, mentre il valore CPK è stato più che raddoppiato da 0,63 a 1,35, corrispondendo così al livello automobilistico di livello superiore.
- Maggiore crescita della produzione: la produzione è aumentata dal 76% al 98,7%, con un risparmio di 3.200 dollari sul costo degli scarti per ciascun lotto.
- Migliore produttività: il tempo necessario per realizzare un singolo articolo, ovvero il tempo di ciclo, è sceso da 45 a 32 secondi (l'efficienza è aumentata del 28%), il ciclo di consegna è stato ridotto da 20 a 12 giorni.
- Riduzione delle spese: le spese relative alla manutenzione degli stampi sono state ridotte di 12.000 dollari all'anno, il costo di produzione per unità è diminuito di 1,50 dollari, il che ha portato a sostanziali vantaggi in termini di costi complessivi.
Invia i disegni delle parti per ricevere una soluzione personalizzata di stampaggio con inserti e un preventivo accurato. Lascia che ti aiutiamo a superare i punti critici e a migliorare l’efficienza.

Figura 4: Una vista ravvicinata di un guscio di plastica arancione brillante con una struttura centrale a raggi e bulloni metallici attorno al bordo, probabilmente un componente per un controller automobilistico.
Domande frequenti
D1: Qual è la dimensione minima dell'inserto richiesta per lo stampaggio automatizzato degli inserti?
Possiamo lavorare con tipi di inserti che vanno dal filo alla lamina. Ad esempio, possiamo lavorare perni molto sottili con Dia. 0,3 mm o lamina metallica con spessore 0,1 mm. JS Precision può sviluppare il prodotto giusto per i clienti in base alla dimensione dell'inserto.
Q2: Come vi assicurate che l'inserto sia posizionato accuratamente nello stampo?
Oltre ai perni di posizionamento di precisione da 0,005 mm, viene utilizzato un sistema di visione robotica per fornire una doppia protezione. Insieme all'analisi del flusso dello stampo, il processo viene ottimizzato. La deviazione di posizione è 0,02 mm.
Q3: Quanti cicli dura generalmente lo stampo nello stampaggio con inserti?
La durata di uno stampo normale è di 500.000 cicli. Con l'ottimizzazione dello stampaggio con inserti personalizzati, possono essere > 1 milione di cicli. JS Precision è in grado di fornire soluzioni che possono raggiungere fino a 1,5 milioni di cicli, il valore più alto tra i nostri concorrenti.
Q4: È possibile utilizzare lo stampaggio con inserti per ordini di piccoli lotti?
Progettata per stampi compatti e tecnologia di cambio formato rapido, è in grado di gestire da centinaia a decine di migliaia di pezzi, con un tempo di cambio formato di 15 minuti, riducendo così i costi di produzione.
Q5: Come evitare che la pressione di iniezione danneggi i minuscoli inserti metallici?
L'analisi CAE del flusso dello stampo viene utilizzata per determinare la migliore posizione del punto di iniezione, l'iniezione graduale viene utilizzata per ridurre la pressione e la velocità vicino all'inserto, le strutture di supporto vengono aumentate e la pressione di impatto viene controllata entro un intervallo di sicurezza.
Q6: JS Precision fornisce servizi di integrazione per sistemi di automazione?
SÌ. Ci occupiamo di bracci robotici, sistemi di visione e acquisto dati MES. Le soluzioni possono essere adattate per adattarsi al flusso di lavoro di produzione.
Q7: Come valutare le capacità tecniche di un fornitore di stampaggio con inserti?
Investigare progettazione di stampi di precisione , esperienza di integrazione dell'automazione, soluzioni di punzonatura/overflow, revisione della certificazione di qualità e dei documenti PPAP e verifica dei valori CPK.
Q8: Qual è il tempo tipico del ciclo di elaborazione?
I prototipi richiedono dalle 4 alle 6 settimane. Gli stampi per la produzione di massa richiedono dalle 8 alle 12 settimane. JS Precision lo riduce dal 10 al 15%.
Riepilogo
Lo stampaggio automatizzato di inserti è una tecnologia fondamentale per ottenere precisione a livello di micron e zero difetti nelle parti di precisione.
Scegliere servizi affidabili di stampaggio con inserti significa scegliere opzioni efficienti e senza preoccupazioni. JS Precision può iniziare dalla progettazione del prototipo e contribuire a portare le vostre soluzioni di componenti di precisione verso la produzione di massa, cogliendo l'opportunità nella produzione di fascia alta.
Se avete bisogno di un partner in grado di risolvere complicati problemi di stampaggio di inserti, garantire rendimenti elevati e supportare una produzione flessibile, non esitate a contattarci. contattare JS Precision .
Iniziamo con il vostro prototipo di stampo a iniezione e lavoriamo insieme per portare con successo le vostre soluzioni di componenti di precisione alla produzione di massa.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

