

Servizi di stampaggio ad iniezione di metalli (MIM) offrono un modo efficace per produrre in serie parti altamente precise e complesse. I servizi di stampaggio a iniezione personalizzato (CIM) hanno inoltre sbloccato il potenziale per la produzione in serie di parti complesse. Tuttavia, è la scelta del materiale che alla fine determinerà il successo o il fallimento di un progetto.
Durante la progettazione dei prodotti, gli ingegneri si imbattono in un classico problema irrisolvibile: le parti in plastica non sono abbastanza resistenti e, d'altro canto, i processi CIM convenzionali a cinque assi diventano estremamente costosi e richiedono molto tempo quando si producono decine di migliaia di parti piccole e complesse ogni anno.
Questa guida confronta scientificamente la capacità fisica, il controllo della tolleranza e gli aspetti del costo DFM sia del MIM che del PIM, fornendo quindi una logica di selezione molto utile e anche l'applicazione delle circostanze di questi metodi per manifattura di precisione .
Riepilogo della risposta principale: Confronto rapido del processo di stampaggio a iniezione
|
Caratteristiche
|
Stampaggio ad iniezione di metalli (MIM)
|
Stampaggio ad iniezione di materie plastiche (PIM)
|
Suggerimenti per la selezione
|
Scenari applicativi
|
|
Materiale principale
|
Acciaio inossidabile 17-4PH, 316L, lega di tungsteno
|
Materie plastiche tecniche (PEEK, PPS, PA66+GF)
|
Scegli MIM se resistenza > 800MPa.
|
MIM è adatto per scenari ad alta resistenza e PIM è adatto per scenari leggeri.
|
|
Precisione dimensionale
|
±0,3%-0,5% (±0,03 mm)
|
±0,1%-0,2%
|
Scegli PIM per alta precisione e MIM per requisiti di tenacità.
|
PIM è adatto per strumenti di precisione e MIM è adatto per parti strutturali.
|
|
Complessità geometrica
|
Estremamente alto , supporta microfori e filettature da 0,2 mm.
|
Alto, limitato da un angolo di sformo di 0,5°-1°.
|
Entrambi supportano parti meccaniche complesse.
|
MIM è adatto per parti ultra-complesse e PIM è adatto per parti complesse convenzionali.
|
|
Durezza superficiale
|
40-55 HRC (dopo la tempra)
|
Relativamente basso
|
Scegli MIM per la resistenza all'usura.
|
MIM è adatto per parti mobili e PIM è adatto per parti isolanti.
|
|
Resistenza alla temperatura
|
Fino a 200 ℃ e oltre
|
La maggior parte ≤ 150 ℃
|
Scegli MIM se la temperatura supera i 150 ℃.
|
MIM è adatto per ambienti ad alta temperatura e PIM è adatto per scenari a temperatura normale.
|
Punti chiave:
- Se la temperatura nell'ambiente supera i 150°C o il prodotto deve sopportare carichi di fatica ad alta frequenza, lo stampaggio a iniezione di metalli sarà l'unica opzione su cui si può contare.
- I costi di produzione per pezzo di stampaggio ad iniezione di metalli (MIM) sono più economici del 50%-80% rispetto alla lavorazione CNC se la produzione annua supera i 5000 pezzi.
- Per componenti estremamente precisi con tolleranze di 0,01 mm, è necessario pianificare la finitura secondaria in produzione lasciando un margine di 0,1 mm dopo lo stampaggio a iniezione.
Perché fidarsi di questa guida? Esperienza di JS Precision nei servizi di stampaggio a iniezione personalizzati
Avendo lavorato per più di dieci anni nel campo dello stampaggio a iniezione di precisione, sappiamo che i tre principali punti di preoccupazione per i potenziali clienti quando scelgono un servizio di stampaggio a iniezione personalizzato sono: la tecnologia potrebbe essere inaffidabile, il progetto supera il budget e la consegna è in ritardo.
Pertanto, i risultati di questa guida sono interamente basati sulla nostra esperienza diretta.
Utilizzando il nostro test affiancato di tre mesi di MIM e PIM insieme alla conoscenza che abbiamo raccolto da migliaia di progetti personalizzati, abbiamo individuato gli esatti problemi di produzione dei nostri clienti relativi alla produzione di massa di parti complicate.
Uno dei nostri clienti di componenti automobilistici, che produceva parti piccole e complesse mediante lavorazione CNC, pagava $ 38 per unità e il volume di produzione annuale era di 3.000 unità.
Abbiamo messo a loro disposizione lo stampaggio a iniezione di metalli, il che a sua volta ha comportato una riduzione del costo dell'unità a 8 dollari e un aumento della capacità a 100.000 unità , con un risultato finale che soddisfaceva i requisiti Norma IATF 16949:2016 .
Ci concentriamo principalmente sui servizi di produzione a contratto, ma anche l'ottimizzazione del design è uno dei punti di forza della nostra azienda, che si traduce in significativi risparmi sui costi e miglioramento delle prestazioni per i clienti.
Disponiamo di 15 macchine per lo stampaggio a iniezione di precisione e di un ampio gruppo di sinterizzazione sotto vuoto e siamo molto fiduciosi dell'uniformità del prodotto, ecco perché offriamo un rapporto di ispezione completo per ogni singola parte consegnata.
Che si tratti di parti in alluminio per stampaggio a iniezione di metalli ad alta difficoltà o di stampaggio a iniezione ultrapreciso di piccole parti complesse, disponiamo di soluzioni mature per la produzione di massa.
Ottieni il nostro opuscolo personalizzato con la storia di successo dello stampaggio a iniezione per comprendere in modo intuitivo come aiutiamo i clienti di diversi settori a risolvere le sfide di selezione e ricevere una valutazione preliminare gratuita della fattibilità del processo.
Come scegliere i servizi di stampaggio a iniezione di metalli in base alle proprietà meccaniche?
La resistenza alla trazione e la resistenza ambientale svolgono un ruolo chiave nei criteri di selezione fondamentali. Il MIM (stampaggio a iniezione di metalli) ha una densità abbastanza vicina ai pezzi forgiati (>97%), mentre il PIM (stampaggio a iniezione di polimeri) si concentra principalmente sull’alleggerimento e sull’isolamento. Quando si scelgono i servizi di stampaggio a iniezione dei metalli, si dovrebbe tenere in considerazione lo stress a cui è sottoposta una parte e il suo ambiente di lavoro.
Differenze fondamentali nelle proprietà meccaniche tra MIM e PIM
|
Indicatori di prestazione
|
MIM (acciaio inossidabile 17-4PH)
|
PIM (PEEK ad alto riempimento)
|
Analisi delle differenze
|
Scenari applicativi
|
|
Resistenza alla trazione
|
1100MPa
|
90MPa
|
La forza del MIM è più di 12 volte quella del PIM.
|
MIM è adatto per parti portanti.
|
|
Densità
|
≥97%
|
100%
|
Il PIM non ha pori e il MIM è vicino ai forgiati.
|
PIM è adatto per guarnizioni.
|
|
Limite di resistenza alla temperatura
|
200 ℃
|
150 ℃
|
Il MIM ha una migliore resistenza alla temperatura rispetto al PIM.
|
MIM è adatto per ambienti ad alta temperatura.
|
|
Resistenza all'impatto
|
60J/cm²
|
15J/cm²
|
La robustezza del MIM è 4 volte quella del PIM.
|
MIM è adatto per parti resistenti agli urti.
|
Tecniche di ottimizzazione delle prestazioni per materiali metallici MIM
1. Controllare la temperatura di sinterizzazione sotto vuoto a 1350 ℃ ± 5 ℃ come minimo per garantire che il metallo abbia una granulometria uniforme e che la densità sia stabile e superiore al 97%.
2. Selezionare attentamente il rapporto della polvere metallica, ad esempio scegliendo l'acciaio inossidabile 17-4PH parti aerospaziali , e per le parti che si usurano molto, aggiungendo carburi come fasi di rinforzo.
3.Grazie al trattamento termico, le parti MIM possono aumentare la loro durezza superficiale fino a 40-55 HRC , che è molto vicina a quella di un acciaio temprato, potendo così soddisfare i requisiti di resistenza all'usura.
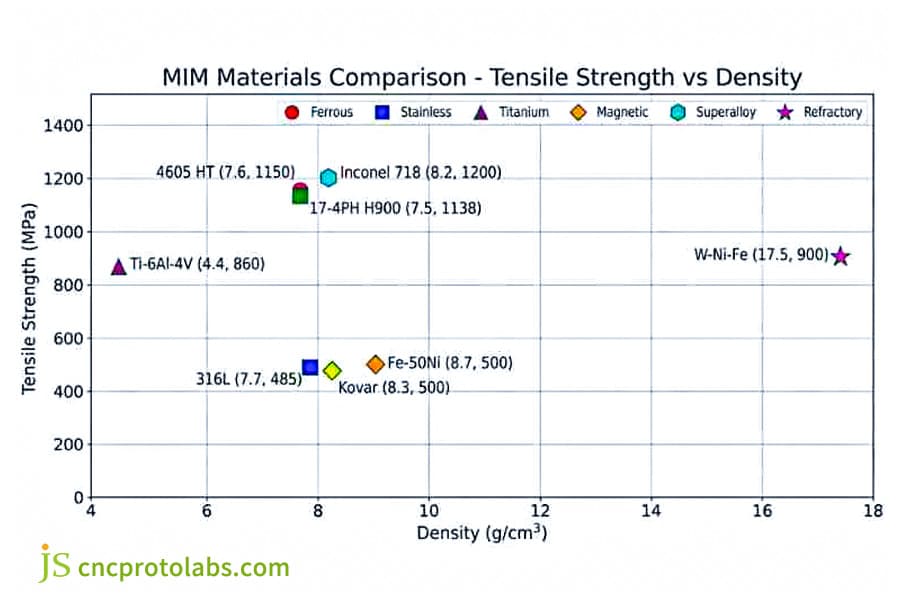
Figura 1: Grafico della resistenza alla trazione rispetto alla densità che mette a confronto i materiali MIM come l'acciaio inossidabile e il titanio.
Come ottenere un controllo dimensionale estremamente preciso nello stampaggio a iniezione di materie plastiche?
Rispetto al ritiro della sinterizzazione del metallo che è del 15%-20%, il ritiro della plastica di circa lo 0,5%-2% è molto più piccolo e quindi PIM ha un grande vantaggio nel raggiungere tolleranze a livello di micron . Il segreto del controllo ultrapreciso in stampaggio ad iniezione di materie plastiche sta nell'integrazione di stampo, processo e monitoraggio.
La regolazione accurata della temperatura dello stampo e dei parametri di pressione di mantenimento
L'utilizzo di un controller di temperatura dello stampo di precisione 1 può fornire una temperatura dello stampo uniforme e parti con dimensioni costanti, in particolare per lo stampaggio a iniezione di parti complesse di piccole dimensioni.
Quando si impostano parametri di pressione di mantenimento multilivello da 80-120 MPa e attraverso la regolazione della pressione segmentata, è possibile eliminare completamente segni di restringimento e deformazione e, allo stesso tempo, assicurarsi che le dimensioni della parte siano esatte.
Tecniche di monitoraggio In-Mold e ottimizzazione dello stampo
Dotiamo un sensore di pressione nello stampo RJG per ottenere dati sul ciclo di iniezione in tempo reale e con questo manteniamo regolarmente le tolleranze inferiori a 0,015 mm.
Terminiamo anche il controllo della precisione fino a 0,005 mm molando attentamente la superficie di divisione dello stampo per risolvere il problema del "flash" nello stampaggio a iniezione di plastica. In breve, significa "monitoraggio in tempo reale + perfezionamento dello stampo" per la coerenza dimensionale di ogni parte PIM.
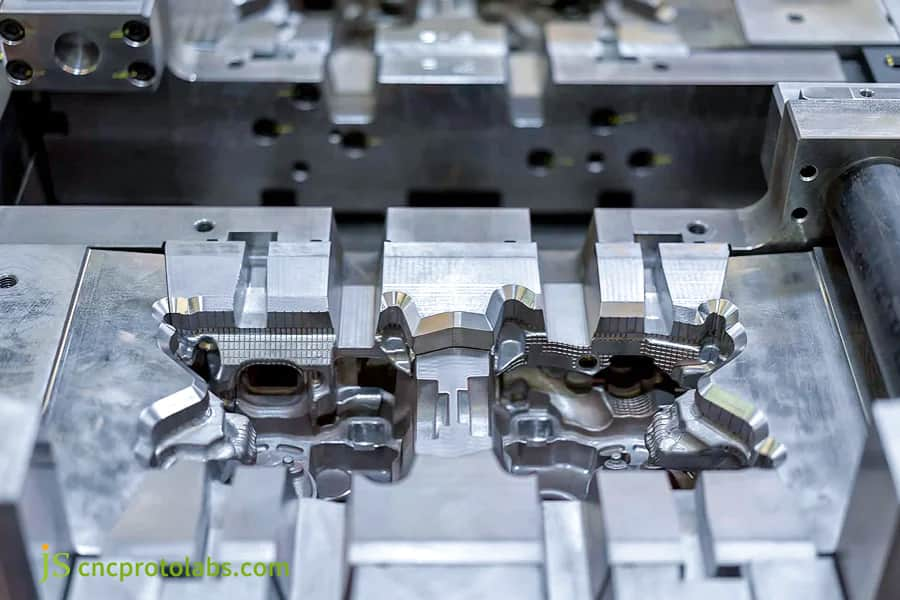
Figura 2: Primo piano di stampi per stampaggio a iniezione di plastica di precisione.
L’alluminio per stampaggio a iniezione di metalli è la scelta migliore per i componenti di dissipazione del calore?
Nonostante la sinterizzazione alluminio per stampaggio ad iniezione di metalli è un compito piuttosto difficile, i vantaggi del metallo leggero per la dissipazione del calore sono molto interessanti.
In realtà, l’utilizzo del materiale durante la produzione raggiunge il 95% o anche di più, se lo confrontiamo con parti meccaniche altamente complesse. La combinazione con lo standard ASTM B928-17 ci ha permesso di ottenere una produzione di massa costante.
Un grande passo avanti nella sinterizzazione della lega di alluminio MIM
- Viene utilizzata polvere di lega di alluminio AlSi10Mg ad elevata purezza per ridurre al minimo l'effetto delle impurità.
- Operiamo in un'atmosfera di sinterizzazione di idrogeno misto e azoto per prevenire la crescita di pellicole di ossido sulla superficie.
- Regolata la temperatura di sinterizzazione e mantenuto il tempo costante, il che ha portato ad un miglioramento della densità delle parti in alluminio.
Confronto della dissipazione del calore tra parti in alluminio MIM e parti lavorate tradizionalmente
|
Elementi di confronto
|
Parti in alluminio MIM (AlSi10Mg)
|
Alluminio 6061 (parti meccaniche complesse)
|
Tasso di utilizzo del materiale
|
Costo di produzione
|
|
Conducibilità termica
|
180 W/(m·K)
|
160 W/(m·K)
|
Più del 95%
|
30% in meno rispetto alle lavorazioni tradizionali.
|
|
Efficienza di dissipazione del calore
|
Alto
|
Medio
|
30%-40%
|
Relativamente alto
|
|
Lavorazione complessa delle alette
|
In grado di ottenere alette ultrafini da 0,5 mm.
|
Difficile da raggiungere.
|
-
|
-
|
|
Effetto leggero
|
Eccellente
|
Medio
|
-
|
-
|
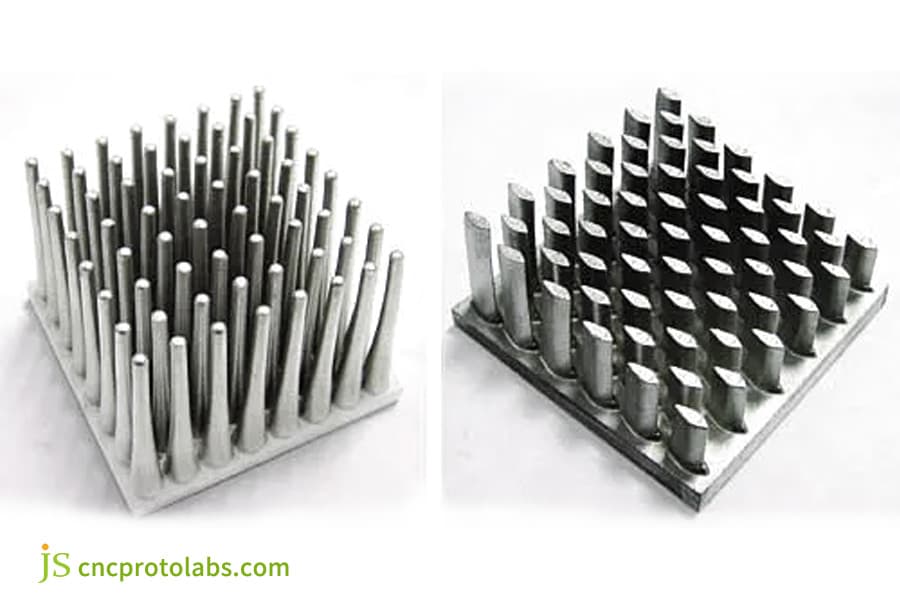
Figura 3: Dissipatori di calore in alluminio prodotti tramite stampaggio a iniezione di metalli.
Quali insidie dovrebbero essere evitate quando si progetta lo stampaggio a iniezione di piccole parti complesse?
Lo spessore delle pareti nella progettazione dello stampaggio a iniezione è un fattore molto importante. Le variazioni nello spessore della parete possono causare sollecitazioni del materiale in determinati punti e la deformazione della parte. Stampaggio ad iniezione di piccoli pezzi complessi rappresenta una parte importante del processo di produzione delle minuterie e il suo successo è determinato direttamente dalla sua progettazione.
Requisiti di base per lo spessore della parete e la progettazione degli angoli
1.Buona gamma di spessori della parete: 0,8 mm-3,0 mm, rapporto spessore-peso non superiore a 2:1, in modo da non provocare un raffreddamento irregolare che causa deformazioni.
2.Raggio minimo di 0,3 mm in caso di angoli molto acuti per consentire il riempimento della fusione e proteggere il materiale da concentrazioni di tensioni e fratture.
Aggiornamento della progettazione: da pezzi meccanici complessi a pezzi stampati a iniezione
Modifica delle parti da parti meccaniche complesse a parti stampate ad iniezione richiede la riprogettazione della struttura della cavità interna. Di solito, questo può essere un modo per eliminare il peso eccessivo fino al 30%, migliorare il tempo di ciclo e ridurre i costi dello stampo e la complessità della produzione.
Confronto tra i materiali per lo stampaggio a iniezione di metalli: dall'acciaio inossidabile alla lega di tungsteno?
La selezione del materiale è il fattore chiave nel determinare la durata della parte. Ogni materiali per stampaggio ad iniezione di metalli (conforme a ISO22068-1:2012 ) mostra un comportamento di sinterizzazione diverso, quindi scegliere quello giusto ottimizzerà le prestazioni, nonché i costi.
Confronto tipico delle proprietà dei materiali metallici MIM
- Acciaio inossidabile 17-4PH: resistenza alla trazione di 1100 MPa, intervallo di durezza di 40-55 HRC, ideale per componenti portanti medici e aerospaziali.
- Acciaio inossidabile 316L: grado medico, resistente alla corrosione, densità 98%, perfetto per dispositivi medici.
- Lega F75 Cobalto-Cromo: Eccellente biocompatibilità, molto dura, ideale per impianti medici.
- Lega di tungsteno: densità 18 g/cm³, perfetta per contrappesi e strumenti di precisione.
Composizione dei materiali e modi per controllare i costi
Il nostro metodo di formulazione del composito ci consente di ottenere una deformazione sgrassante del grezzo verde inferiore allo 0,05% . In condizioni altamente abrasive, è possibile aggiungere fasi di rinforzo in carburo per migliorare le prestazioni dei prodotti di stampaggio a iniezione personalizzati e forniamo coefficienti di previsione dei costi dei materiali.
La scelta dei materiali giusti è fondamentale per il successo di un progetto MIM. Ottieni il nostro manuale completo sulle proprietà dei materiali per ricevere supporto professionale nel processo di selezione e consulenza gratuita sulla compatibilità dei materiali.
Personalizzazione dei dispositivi medici di precisione JS: ottimizzazione del processo di produzione MIM per teste di pinze chirurgiche
In precedenza, un cliente medico faceva affidamento su a lavorazione CNC a cinque assi approccio per la produzione delle punte delle pinze chirurgiche, tuttavia, questo metodo comportava costi elevati, precisione instabile e le punte si rompevano facilmente . Abbiamo offerto loro un metodo di produzione MIM su misura che risolvesse efficacemente tutti questi problemi.
Le sfide principali del cliente
Con il metodo di lavorazione CNC originale a cinque assi, l'azienda produttrice di dispositivi medici si trovava ad affrontare tre problemi fondamentali che mettevano notevolmente a repentaglio la competitività del prodotto:
- Il costo unitario, pari a 45 dollari, esercitava un'enorme pressione sui costi durante la produzione su larga scala.
- Si verificavano frequenti fratture da fatica sulla punta della parte quando il tessuto veniva afferrato a causa dell'interruzione delle linee di flusso del metallo, il che rappresentava un pericolo per la sicurezza.
- Era molto difficile stabilizzare la precisione entro 0,03 mm, precisione dei dispositivi medici le richieste non venivano soddisfatte e il tasso di successo del prodotto era solo dell'85%.
Soluzione di precisione JS
Abbiamo creato un team di ingegneri professionisti per soddisfare le esigenze e i requisiti dei nostri clienti e modificare la soluzione in 3 modi diversi: materiali, stampi e processi. Le soluzioni dettagliate sono le seguenti:
1.Ottimizzazione dei reagenti:
L'utilizzo di polvere metallica purissima 17-4PH miscelata con leganti polimerici multifase può aumentare la densità e la biocompatibilità del materiale e allo stesso tempo migliorare la resistenza a fatica delle parti, eliminando così il problema della frattura alla radice.
2.Ottimizzazione dello stampo:
L'uso di uno stampo per l'estrazione dell'anima con cursore laterale consente la formazione in un solo passaggio di sottili scanalature interne da 0,5 mm, evitando così errori di posizionamento causati dalla lavorazione secondaria e allo stesso tempo aumentando la capacità produttiva.
3.Ottimizzazione del processo:
Completamento del deceraggio catalitico a fasi mediante riscaldamento e raffreddamento ripetuti, data la temperatura e il tempo di deceraggio corretti per una rimozione completa del legante senza microfessure per ottenere una densità della parte più elevata.
4. Monitoraggio della qualità:
Per controllare i parametri di temperatura e pressione della sinterizzazione in tempo reale, è stato introdotto un sistema di monitoraggio della sinterizzazione completamente automatizzato in modo tale che la densità della parte raggiunga 7,7 g/cm³ e le loro prestazioni siano stabili.
Lezioni apprese e risultati raggiunti
Inizialmente, il posizionamento errato della porta ha provocato la formazione di bolle di gas (porosità) nella parte anteriore del pezzo, che hanno raggiunto il 3% e quindi hanno compromesso la resistenza.
Successivamente, dopo aver condotto l'analisi del flusso di stampaggio, si è deciso di spostare il cancello dal lato alla radice inferiore, il che ha risolto completamente la spiegazione della porosità e il livello di porosità è stato abbassato a meno dello 0,5%.
Alla fine, la nostra soluzione ha ottenuto i seguenti importanti risultati: la resistenza alla trazione della parte è stata aumentata del 20%, aveva abbastanza resistenza per sopportare 10.000 cicli di fatica, il rischio di frattura è stato completamente eliminato.
D'altro canto, il costo unitario è sceso drasticamente a 8,5 dollari, ottenendo così una riduzione dei costi dell'81%, il ciclo di consegna è stato accorciato del 40% e il tasso di qualificazione del prodotto è stato aumentato al 99,5%.
L'ingegnere capo del cliente ha dichiarato: "La soluzione MIM di JS Precision non solo ci ha permesso di risparmiare denaro ma, grazie all'utilizzo della fonte dei materiali, ha anche risolto i rischi per la sicurezza".
Se hai bisogno di parti personalizzate per dispositivi medici, inviaci semplicemente i disegni delle parti e noi creeremo su misura per te una soluzione di servizi di stampaggio a iniezione di metalli dedicata, insieme a una valutazione gratuita della fattibilità del processo.

Figura 4: Morsetti chirurgici in preparazione, che mostrano parti di dispositivi medici fabbricati con MIM.
Perché scegliere JS Precision come partner per lo stampaggio a iniezione di precisione?
La produzione di precisione richiede molta esperienza e know-how. JS Precision fornisce un servizio completo servizio di stampaggio ad iniezione personalizzato , che va dai materiali alla post-elaborazione, che serve a minimizzare le spese e ridurre l'esposizione a determinati rischi.
I nostri punti di forza principali
- Vantaggio dell'attrezzatura: 15 macchine per lo stampaggio a iniezione di precisione, un sistema di sinterizzazione sotto vuoto e una camera bianca di Classe 100.000, che consentono una produzione one-stop.
- Vantaggio qualitativo: le operazioni vengono eseguite in conformità con ISO 13485 e IATF 16949 . Le parti completamente documentate vengono fornite con rapporti di ispezione.
- Vantaggio tecnico: l'esperienza media degli ingegneri è superiore a 8 anni , si concentrano principalmente su progetti di servizi di stampaggio a iniezione di metalli di fascia alta e quindi possono fornire supporto tecnico per l'intero processo.
Filosofia del servizio incentrata sul cliente
Non operiamo solo come produttore OEM, ma anche come ottimizzatore di progettazione in grado di dimostrare anche capacità nella post-elaborazione . Mettiamo sempre al primo posto gli interessi dei clienti e conduciamo al successo reciproco.
Scegliere un partner professionale può essere la soluzione migliore per evitare errori nei lavori di stampaggio a iniezione di precisione. Raccontaci le caratteristiche del tuo pezzo e la quantità di produzione di cui hai bisogno ed entro 12-24 ore riceverai da noi un preventivo completo e soluzioni personalizzate, dando così inizio alla tua partnership per la produzione di precisione.
Analisi approfondita del servizio di stampaggio a iniezione personalizzato: come ridurre il costo totale del 70% attraverso la conversione del processo?
Il costo iniziale dello stampo è un semplice trucco per gli occhi. MIM e PIM hanno il potenziale per fornire un ROI significativamente più elevato rispetto al CNC su progetti di volume medio-alto. Il servizio di stampaggio a iniezione personalizzato riguarda essenzialmente la riduzione dei costi mediante la conversione del processo.
Confronto dei costi di diversi processi
1.Lavorazione CNC ( parti meccaniche complesse ): Circa $ 50 per unità con un utilizzo di materiale solo del 30%-40%. Utilizzato principalmente per la prototipazione di piccoli lotti.
2.Processo MIM: con una produzione annua > 5000 unità, il prezzo può essere di $ 10-15 per unità. Il tasso di utilizzo del materiale è del 95%. Il costo è inferiore del 50%-80% rispetto a quello del CNC.
3.Processo PIM: senza requisiti ad alta resistenza, il prezzo unitario è di $ 5-8. Il tasso di utilizzo del materiale è del 100%. È perfetto per parti leggere di grandi volumi.
Punti salienti per il risparmio sui costi nella trasformazione dei processi
La riduzione dei costi nel servizio di stampaggio a iniezione personalizzato dipende da: riduzione della lavorazione secondaria di oltre l'80%, tasso di utilizzo del materiale del 95% e progettazione combinata delle parti per risparmiare il 30% sui costi di assemblaggio. L’ottimizzazione dello stampaggio a iniezione di pezzi piccoli e complessi può diluire ulteriormente i costi.
Domande frequenti
D1: La resistenza delle parti MIM può avvicinarsi a quella dell'acciaio solido?
I nostri particolari, infatti, solitamente hanno una densità superiore al 97% e, dopo il trattamento termico, il carico di rottura può arrivare anche a 1000-1200 MPa. Pertanto, possono soddisfare la richiesta di componenti medicali e industriali ad alta resistenza e offrire prestazioni equivalenti a quelle dell'acciaio solido.
Q2: Quale dimensione della produzione annuale rende MIM un investimento utile per il mio progetto?
Se la produzione annuale è superiore a 5000 unità, il MIM è estremamente conveniente . Per realizzare campioni da 100-500 unità, consigliamo di iniziare con la lavorazione CNC per mantenere basso l'investimento iniziale.
Q3: Gli stampi MIM e PIM sono intercambiabili?
Assolutamente no! Il ritiro da sinterizzazione MIM è >15%, quindi gli stampi devono essere pre-ridimensionati. Oltre a ciò, i requisiti di resistenza all'usura dell'acciaio per cavità nel processo MIM sono molto più elevati di quelli del processo PIM, il che porta a differenze piuttosto grandi tra i due tipi di stampi .
Q4: Quali tecnologie può utilizzare JS Precision per garantire la tolleranza di parti piccole e complicate?
Utilizziamo il monitoraggio in tempo reale assistito da uno strumento di misurazione video. In genere, le tolleranze sono entro lo 0,3% e, utilizzando un'ulteriore rettifica di precisione, è possibile ottenere 0,01 mm se ci sono requisiti speciali.
Q5: Quali metalli sono i più adatti allo stampaggio a iniezione?
L'acciaio inossidabile 316L, l'acciaio inossidabile 17-4PH e le leghe Fe-Ni sono le scelte principali che sono state rigorosamente esaminate. Oltre a ciò, disponiamo di fabbriche attive per la produzione di leghe di titanio e tungsteno.
Q6: Entro quanto tempo JS Precision mi fornirà un preventivo per lo stampaggio a iniezione?
Dopo aver ricevuto i disegni 3D dettagliati e la quantità richiesta, possiamo fornirvi una serie completa di piani di produzione e prezzi per stampi e parti entro 12-24 ore .
D7: In che modo JS Precision risolve il problema dello spessore non uniforme delle pareti nelle parti?
In base al tuo progetto, i nostri ingegneri suggeriranno di rimuovere o svuotare le aree più spesse e/o implementare un sistema di raffreddamento segmentato che aiuterà a ridurre la deformazione causata da un restringimento irregolare.
D8: Sto pensando di testare temporaneamente le parti PIM anziché MIM. Va bene?
Puoi eseguire solo test di assemblaggio ma non test di resistenza. Per verificare la funzionalità, si consiglia di contattarci direttamente per la produzione di prova su piccola scala MIM.
Riepilogo
Scegliere tra MIM e PIM è in realtà un compromesso tra proprietà meccaniche, precisione e volume di produzione . MIM è il metodo scelto per realizzare parti metalliche con eccellenti proprietà meccaniche, in grado di resistere alle alte temperature e anche molto precise, mentre PIM è per realizzare parti leggere per le quali la progettazione viene modificata frequentemente.
In effetti, la selezione dei processi di produzione adeguati richiede un processo decisionale scientifico. A volte, la selezione indiretta dei materiali genera incertezze sulla qualità del prodotto e comporta enormi perdite nei costi degli stampi.
Contatta immediatamente i nostri esperti tecnici e ti forniremo un rapporto sulla fattibilità del processo basato su dati reali. In caso di stampaggio a iniezione di metalli o stampaggio a iniezione di plastica, possiamo personalizzare la soluzione migliore per te.
Invia i progetti dei tuoi componenti e requisiti per ottenere consigli gratuiti sull'ottimizzazione dello stampaggio a iniezione di precisione e per iniziare il tuo percorso efficace di produzione di precisione.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

