

Servicios de moldeo por inyección de metales. (MIM) ofrecen una forma eficaz de producir en masa piezas complejas y de alta precisión. Los servicios de moldeo por inyección personalizados (CIM) también han liberado el potencial para la producción en masa de piezas complejas. Sin embargo, es la elección del material lo que en última instancia determinará el éxito o el fracaso de un proyecto.
Al diseñar productos, los ingenieros se topan con un problema clásico que no tiene solución: las piezas de plástico no son lo suficientemente resistentes y, por otro lado, los procesos CIM convencionales de cinco ejes se vuelven extremadamente caros y consumen mucho tiempo al producir decenas de miles de piezas pequeñas y complejas al año.
Esta guía compara científicamente los aspectos de capacidad física, control de tolerancia y costo DFM de MIM y PIM, por lo que proporciona una lógica de selección muy útil y también circunstancias de aplicación de estos métodos para fabricación de precisión .
Resumen de la respuesta principal: Comparación rápida del proceso de moldeo por inyección
|
Características
|
Moldeo por inyección de metales (MIM)
|
Moldeo por inyección de plástico (PIM)
|
Sugerencias de selección
|
Escenarios de aplicación
|
|
Material del núcleo
|
Acero inoxidable 17-4PH, 316L, aleación de tungsteno
|
Plásticos de ingeniería (PEEK, PPS, PA66+GF)
|
Elija MIM si la resistencia es > 800 MPa.
|
MIM es adecuado para escenarios de alta resistencia y PIM es adecuado para escenarios livianos.
|
|
Precisión dimensional
|
±0,3%-0,5% (±0,03 mm)
|
±0,1%-0,2%
|
Elija PIM para alta precisión y MIM para requisitos de dureza.
|
PIM es adecuado para instrumentos de precisión y MIM es adecuado para piezas estructurales.
|
|
Complejidad geométrica
|
Extremadamente alto , soporta microagujeros e hilos de 0,2 mm.
|
Alto, limitado por un ángulo de inclinación de 0,5°-1°.
|
Ambos admiten piezas mecanizadas complejas.
|
MIM es adecuado para piezas ultracomplejas y PIM es adecuado para piezas complejas convencionales.
|
|
Dureza superficial
|
40-55 HRC (después del enfriamiento)
|
relativamente bajo
|
Elija MIM para resistencia al desgaste.
|
MIM es adecuado para piezas móviles y PIM es adecuado para piezas aislantes.
|
|
Resistencia a la temperatura
|
Hasta 200 ℃ y más
|
La mayoría ≤ 150 ℃
|
Elija MIM si la temperatura supera los 150 ℃.
|
MIM es adecuado para entornos de alta temperatura y PIM es adecuado para escenarios de temperatura normal.
|
Conclusiones clave:
- Si la temperatura ambiente supera los 150°C o el producto tiene que soportar cargas de fatiga de alta frecuencia, el moldeo por inyección de metal será la única opción en la que se puede confiar.
- Los costos de producción por pieza de moldeo por inyección de metales (MIM) son entre un 50% y un 80% más baratos que el mecanizado CNC si la producción anual supera las 5000 piezas.
- Para componentes extremadamente precisos donde las tolerancias son de 0,01 mm, se debe planificar el acabado secundario en producción dejando un margen de 0,1 mm después del moldeo por inyección.
¿Por qué confiar en esta guía? La experiencia de JS Precision en servicios de moldeo por inyección personalizados
Habiendo trabajado más de diez años en el campo del moldeo por inyección de precisión, sabemos que los tres principales puntos de preocupación para los clientes potenciales al elegir un servicio de moldeo por inyección personalizado son: la tecnología puede no ser confiable, el proyecto supera el presupuesto y la entrega se retrasa.
Por lo tanto, las conclusiones de esta guía se basan exclusivamente en nuestra experiencia de primera mano.
Utilizando nuestra prueba paralela de tres meses de MIM y PIM junto con el conocimiento que hemos adquirido de miles de proyectos personalizados, identificamos los problemas de producción exactos de nuestros clientes relacionados con la fabricación en masa de piezas complicadas.
Uno de nuestros clientes de repuestos para automóviles, que fabricaba piezas pequeñas y complejas mediante mecanizado CNC, pagaba 38 dólares por unidad y el volumen de producción anual era de 3000 unidades.
Pusimos a su disposición moldeo por inyección de metal, lo que a su vez resultó en una caída en el costo de la unidad a $8 y un aumento en la capacidad a 100,000 unidades , la producción final cumplió con los requisitos. Norma IATF 16949:2016 .
Nos centramos principalmente en servicios de fabricación por contrato, pero también la optimización del diseño es uno de los puntos fuertes de nuestra empresa, lo que se traduce en importantes ahorros de costes y mejoras en el rendimiento para los clientes.
Contamos con 15 máquinas de moldeo por inyección de precisión y un espacioso grupo de sinterización al vacío, y tenemos mucha confianza en la uniformidad del producto, por eso ofrecemos un informe de inspección completo con cada pieza entregada.
Ya sea que se trate de piezas de aluminio de moldeo por inyección de metales de alta dificultad o moldeo por inyección ultrapreciso de piezas pequeñas y complejas, contamos con soluciones maduras de producción en masa.
Obtenga nuestro folleto personalizado de historias de éxito del moldeo por inyección para comprender intuitivamente cómo ayudamos a clientes de diferentes industrias a resolver desafíos de selección y recibir una evaluación preliminar gratuita de la viabilidad del proceso.
¿Cómo elegir servicios de moldeo por inyección de metal según las propiedades mecánicas?
La resistencia a la tracción y la resistencia ambiental juegan un papel clave en los criterios de selección básicos. MIM (moldeo por inyección de metal) tiene una densidad bastante cercana a la de las piezas forjadas (>97%), mientras que PIM (moldeo por inyección de polímeros) se centra principalmente en el aligeramiento y el aislamiento. Se debe tener en cuenta la tensión que sufre una pieza y su entorno de trabajo al elegir los servicios de moldeo por inyección de metal.
Diferencias principales en las propiedades mecánicas entre MIM y PIM
|
Indicadores de desempeño
|
MIM (acero inoxidable 17-4PH)
|
PIM (PEEK de alto relleno)
|
Análisis de diferencias
|
Escenarios de aplicación
|
|
Resistencia a la tracción
|
1100MPa
|
90MPa
|
La fuerza de MIM es más de 12 veces mayor que la de PIM.
|
MIM es adecuado para piezas portantes.
|
|
Densidad
|
≥97%
|
100%
|
PIM no tiene poros y MIM está cerca de las piezas forjadas.
|
PIM es adecuado para sellos.
|
|
Límite de resistencia a la temperatura
|
200℃
|
150℃
|
MIM tiene mejor resistencia a la temperatura que PIM.
|
MIM es adecuado para entornos de alta temperatura.
|
|
Resistencia al impacto
|
60J/cm²
|
15J/cm²
|
La dureza de MIM es 4 veces mayor que la de PIM.
|
MIM es adecuado para piezas resistentes a impactos.
|
Técnicas de optimización del rendimiento para materiales metálicos MIM
1.Controle la temperatura de sinterización al vacío a 1350 ℃ ± 5 ℃ como mínimo para garantizar que el metal tenga un tamaño de grano uniforme y que la densidad sea estable y superior al 97 %.
2. Seleccionar cuidadosamente la proporción de polvo metálico, por ejemplo, elegir acero inoxidable 17-4PH para piezas aeroespaciales , y para piezas que se desgastan mucho añadiendo carburos como fases de refuerzo.
3.Mediante el tratamiento térmico, las piezas MIM pueden aumentar su dureza superficial a 40-55 HRC , que es muy cercana a la de un acero endurecido, pudiendo así satisfacer los requisitos de resistencia al desgaste.
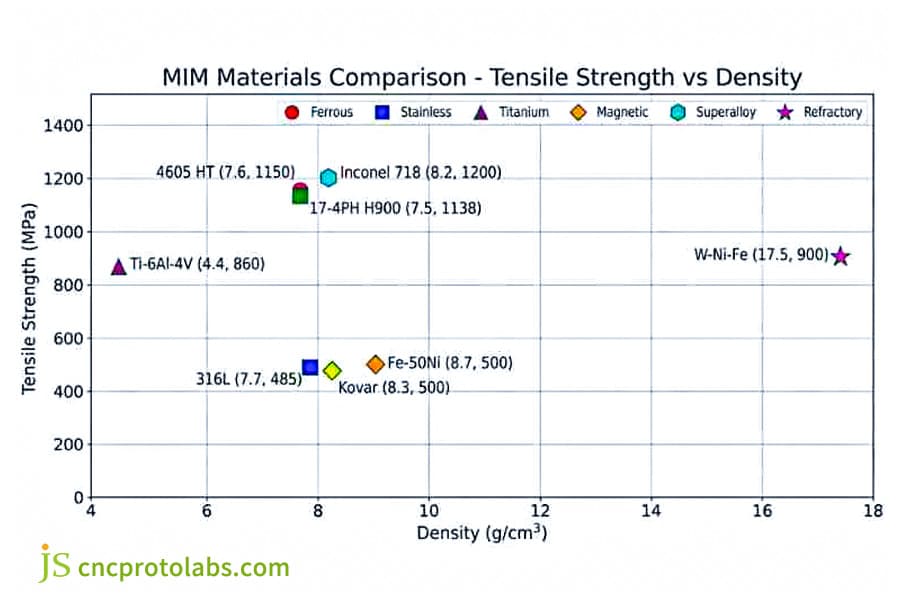
Figura 1: Gráfico de resistencia a la tracción versus densidad que compara materiales MIM como acero inoxidable y titanio.
¿Cómo lograr un control dimensional de ultra precisión en el moldeo por inyección de plástico?
En comparación con la contracción de la sinterización del metal, que es del 15% al 20%, la contracción plástica de alrededor del 0,5% al 2% es mucho menor y, por lo tanto, PIM tiene una gran ventaja para lograr tolerancias a nivel de micras . El secreto del control de ultraprecisión en moldeo por inyección de plástico está en la integración de molde, proceso y monitoreo.
La regulación precisa de la temperatura del molde y los parámetros de presión de mantenimiento.
El uso de un controlador de temperatura del molde de precisión 1 puede brindarle una temperatura uniforme del molde y piezas que tienen dimensiones consistentes, especialmente para el moldeo por inyección de piezas pequeñas y complejas.
Cuando configura parámetros de presión de mantenimiento de niveles múltiples de 80 a 120 MPa y mediante un ajuste de presión segmentado, puede deshacerse por completo de marcas de contracción y alabeo y, al mismo tiempo, asegúrese de que las dimensiones de la pieza sean exactas.
Técnicas de optimización y monitoreo In-Mold
Equipamos un sensor de presión en el molde RJG para obtener datos sobre el ciclo de inyección en tiempo real y, con ello, mantenemos periódicamente tolerancias por debajo de 0,015 mm.
También finalizamos el control de precisión a 0,005 mm rectificando cuidadosamente la superficie de separación del molde para resolver el problema del "flash" en el moldeo por inyección de plástico. En resumen, significa "monitoreo en tiempo real + refinamiento del molde" para lograr la coherencia dimensional de cada pieza PIM.
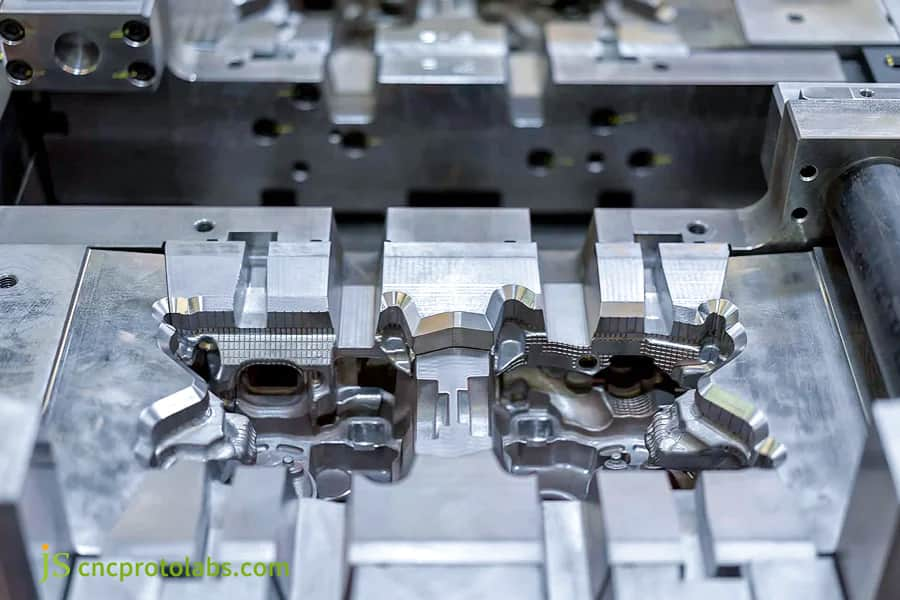
Figura 2: Primer plano de moldes de moldeo por inyección de plástico diseñados con precisión.
¿Es el aluminio moldeado por inyección de metal la mejor opción para componentes de disipación de calor?
Aunque sinteriza aluminio moldeado por inyección de metal Es una tarea bastante difícil, las ventajas del metal ligero para la disipación de calor son muy atractivas.
De hecho, la utilización del material durante la fabricación alcanza el 95% o incluso más, si lo comparamos con piezas mecanizadas de alta complejidad. La combinación con la norma ASTM B928-17 nos ha permitido lograr una producción en masa constante.
Un gran paso adelante en la sinterización de aleaciones de aluminio MIM
- Se utiliza polvo de aleación de aluminio AlSi10Mg de alta pureza para minimizar el efecto de las impurezas.
- Operamos una atmósfera de sinterización de una mezcla de hidrógeno y nitrógeno para evitar el crecimiento de películas de óxido en la superficie.
- Se ajustó la temperatura de sinterización y se mantuvo el tiempo constante, lo que resultó en una mejora de la densidad de las piezas de aluminio.
Comparación de la disipación de calor entre piezas de aluminio MIM y piezas mecanizadas tradicionalmente
|
Artículos de comparación
|
Piezas de aluminio MIM (AlSi10Mg)
|
Aluminio 6061 (piezas mecanizadas complejas)
|
Tasa de utilización de materiales
|
Costo de producción
|
|
Conductividad térmica
|
180W/(m·K)
|
160W/(m·K)
|
Más del 95%
|
Un 30% inferior al mecanizado tradicional.
|
|
Eficiencia de disipación de calor
|
Alto
|
Medio
|
30%-40%
|
relativamente alto
|
|
Mecanizado de aletas complejas
|
Capaz de lograr aletas ultrafinas de 0,5 mm.
|
Difícil de lograr.
|
-
|
-
|
|
Efecto ligero
|
Excelente
|
Medio
|
-
|
-
|
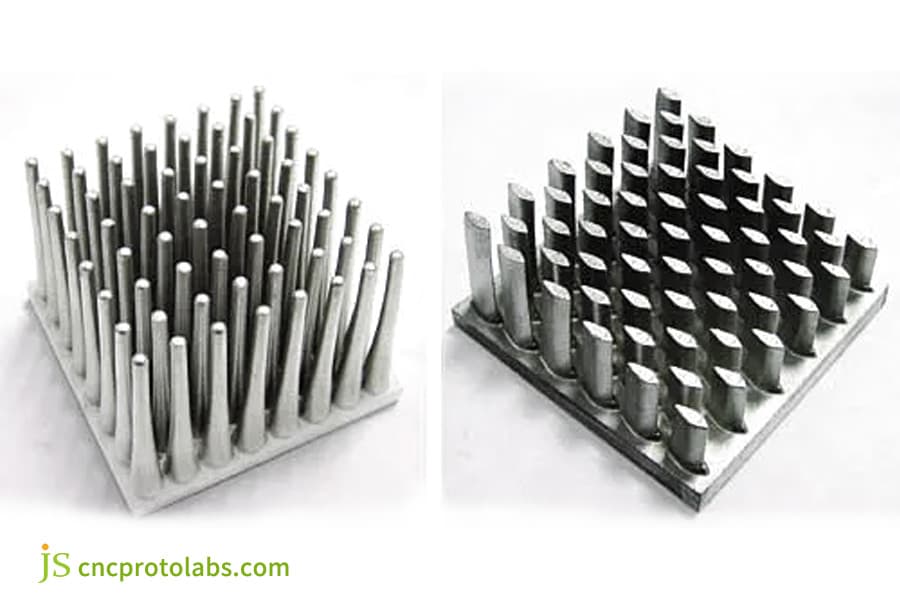
Figura 3: Disipadores de calor de aluminio producidos mediante moldeo por inyección de metal.
¿Qué errores se deben evitar al diseñar moldeo por inyección de piezas pequeñas y complejas?
El espesor de la pared en el diseño de moldeo por inyección es un factor muy importante. Las variaciones en el espesor de la pared pueden causar que el material se esfuerce en ciertos lugares y la deformación de la pieza. Moldeo por inyección de piezas pequeñas y complejas. Es una parte importante del proceso de producción de piezas pequeñas y su éxito está determinado directamente por su diseño.
Requisitos básicos para el espesor de pared y el diseño de esquinas.
1.Buen rango de espesor de pared: 0,8 mm-3,0 mm, relación espesor-peso que no supere 2:1, para no provocar un enfriamiento desigual que provoque deformaciones.
2.Radio mínimo de 0,3 mm en el caso de esquinas muy agudas para permitir el relleno del material fundido y proteger el material de concentraciones de tensión y fracturas.
Actualización del diseño: de piezas mecanizadas complejas a piezas moldeadas por inyección
Cambiar las piezas de piezas mecanizadas complejas a piezas moldeadas por inyección Requiere rediseñar la estructura de la cavidad interna. Por lo general, esta puede ser una forma de eliminar el peso excesivo hasta en un 30 %, mejorar el tiempo del ciclo y reducir los costos del molde y la complejidad de la producción.
Comparación de materiales de moldeo por inyección de metal: ¿del acero inoxidable a la aleación de tungsteno?
La selección del material es el factor clave para determinar la vida útil de la pieza. Cada materiales de moldeo por inyección de metal (cumple con ISO 22068-1:2012 ) exhibe un comportamiento de sinterización diferente, por lo que elegir el correcto optimizará el rendimiento, así como el costo.
Comparación típica de propiedades de materiales metálicos MIM
- Acero inoxidable 17-4PH: Resistencia a la tracción de 1100 MPa, rango de dureza de 40-55 HRC, ideal para componentes de carga médicos y aeroespaciales.
- Acero Inoxidable 316L: Grado médico, resistente a la corrosión, densidad 98%, perfecto para dispositivos médicos.
- Aleación F75 Cobalto-Cromo: Excelente biocompatibilidad, muy dura, ideal para implantes médicos.
- Aleación de Tungsteno: Densidad 18g/cm³, perfecta para contrapesos e instrumentos de precisión.
Composición del material y formas de controlar los costos.
Nuestro método de formulación compuesta nos permite lograr menos del 0,05% de deformación desengrasante en blanco verde . En condiciones altamente abrasivas, se pueden agregar fases de refuerzo de carburo para mejorar el rendimiento de los productos de servicios de moldeo por inyección personalizados, y proporcionamos coeficientes de predicción de costos de materiales.
Elegir los materiales adecuados es crucial para el éxito de un proyecto MIM. Obtenga nuestro manual completo de propiedades del material para obtener apoyo profesional en su proceso de selección y consulta gratuita sobre la compatibilidad del material.
Personalización de dispositivos médicos de precisión JS: optimización del proceso de fabricación MIM para cabezales de abrazaderas quirúrgicas
Anteriormente, un cliente médico confiaba en un mecanizado CNC de cinco ejes Sin embargo, este método generó altos costos, precisión inestable y las puntas se rompieron fácilmente . Les ofrecimos un método de producción MIM hecho a medida que abordaba eficazmente todos estos problemas.
Los principales desafíos del cliente
Con el método original de mecanizado CNC de cinco ejes, la empresa de fabricación de dispositivos médicos tenía tres problemas fundamentales que ponía en gran peligro la competitividad del producto:
- El costo unitario de hasta 45 dólares ejercía una enorme presión sobre los costos durante la producción a gran escala.
- Se produjeron frecuentes fracturas por fatiga en la punta de la pieza cuando se agarraba el tejido debido a la interrupción de las líneas de flujo de metal, lo que constituía un peligro para la seguridad.
- La precisión era muy difícil de estabilizar dentro de 0,03 mm, precisión de dispositivos médicos no se cumplían las demandas y la tasa de aprobación del producto era solo del 85%.
Solución de precisión JS
Hemos creado un equipo de ingeniería profesional para cumplir con los requisitos y requisitos de nuestros clientes y cambiar la solución de 3 maneras diferentes: materiales, moldes y procesos. Las soluciones detalladas son las siguientes:
1.Optimización de reactivos:
El uso de polvo metálico 17-4PH muy puro mezclado con aglutinantes poliméricos multifásicos puede aumentar la densidad y la biocompatibilidad del material y al mismo tiempo mejorar la resistencia a la fatiga de las piezas, eliminando así el problema de fractura en la raíz.
2.Optimización del molde:
Proporcionar un molde de extracción de núcleos con deslizador lateral permite formar en un solo paso ranuras internas finas de 0,5 mm, evitando así errores de posición causados por el mecanizado secundario y al mismo tiempo aumentando la capacidad de producción.
3.Optimización de procesos:
Completar la desaglutinación catalítica por etapas mediante calentamiento y enfriamiento repetidos, dada la temperatura y el tiempo de desaglutinación correctos para una eliminación completa del aglutinante sin microfisuras para obtener una mayor densidad de la pieza.
4.Monitoreo de Calidad:
Para verificar los parámetros de temperatura y presión de la sinterización en tiempo real, se ha introducido un sistema de monitoreo de sinterización totalmente automatizado de modo que la densidad de las piezas alcance los 7,7 g/cm³ y su rendimiento sea estable.
Lecciones aprendidas y resultados obtenidos
Inicialmente, la colocación inadecuada de la compuerta provocó la formación de un bloqueo de burbujas de gas (porosidad) en la parte frontal de la pieza, que alcanzó el 3% y, por tanto, afectó negativamente a la resistencia.
Más tarde, después de realizar un análisis de flujo de moldeo, se tomó la decisión de desplazar la compuerta del costado a la raíz inferior, lo que resolvió por completo la explicación de la porosidad y el nivel de porosidad se redujo a menos del 0,5 %.
Al final, nuestra solución obtuvo los siguientes logros importantes: la resistencia a la tracción de la pieza aumentó en un 20%, tenía suficiente resistencia para sufrir 10.000 ciclos de fatiga y el riesgo de fractura se eliminó por completo.
Por otro lado, el costo unitario cayó dramáticamente a $8,5, por lo que se logró una reducción en el costo del 81 %, el ciclo de entrega se acortó en un 40 % y la tasa de calificación del producto se elevó al 99,5 %.
El ingeniero jefe del cliente dijo: "La solución MIM de JS Precision no sólo nos ha permitido ahorrar dinero sino que también, mediante el uso de la fuente de materiales, ha solucionado los riesgos de seguridad".
Si necesita piezas de dispositivos médicos personalizadas, simplemente envíenos los planos de sus piezas y adaptaremos una solución de servicios de moldeo por inyección de metal dedicada para usted, junto con una evaluación gratuita de la viabilidad del proceso.

Figura 4: Pinzas quirúrgicas en preparación, que muestran piezas de dispositivos médicos fabricados por MIM.
¿Por qué elegir JS Precision como su socio de moldeo por inyección de precisión?
La fabricación de precisión exige mucha experiencia y conocimientos. JS Precision proporciona una completa servicio de moldeo por inyección personalizado , que van desde materiales hasta posprocesamiento, lo que sirve para minimizar tus gastos y reducir tu exposición a ciertos riesgos.
Nuestras principales fortalezas
- Ventaja del equipo: 15 máquinas de moldeo por inyección de precisión, un sistema de sinterización al vacío y una sala blanca Clase 100.000, lo que permite una producción integral.
- Ventaja de calidad: las operaciones se realizan de acuerdo con ISO 13485 e IATF 16949 . Las piezas totalmente documentadas se suministran con informes de inspección.
- Ventaja técnica: la experiencia promedio de los ingenieros es de más de 8 años , se enfocan principalmente en proyectos de servicios de moldeo por inyección de metales de alta gama y, por lo tanto, pueden brindar soporte técnico para todo el proceso.
Filosofía de servicio centrada en el cliente
No solo servimos como fabricante OEM, sino también como optimizadores de diseño que también pueden demostrar capacidades en posprocesamiento . Siempre damos prioridad a los intereses de los clientes y conducimos al éxito mutuo.
Elegir un socio profesional puede ser su mejor opción para evitar errores en trabajos de moldeo por inyección de precisión. Díganos las características de su pieza y la cantidad de producción que necesita, y dentro de 12 a 24 horas, recibirá de nosotros un presupuesto completo y soluciones personalizadas, iniciando así su colaboración en fabricación de precisión.
Análisis en profundidad del servicio de moldeo por inyección personalizado: ¿Cómo reducir el costo total en un 70% mediante la conversión de procesos?
El coste inicial del molde es un simple truco visual. MIM y PIM tienen el potencial de proporcionar un retorno de la inversión significativamente mayor en comparación con el CNC en proyectos de volumen medio a alto. El servicio de moldeo por inyección personalizado se centra principalmente en la reducción de costos mediante la conversión de procesos.
Comparación de costos de diferentes procesos
1.Mecanizado CNC ( piezas mecanizadas complejas ): Aproximadamente $50 por unidad con un uso de material de solo 30%-40%. Se utiliza principalmente para la creación de prototipos en lotes pequeños.
2.Proceso MIM: con una producción anual > 5000 unidades, el precio puede ser de 10 a 15 dólares por unidad. La tasa de uso de material es del 95%. El costo es entre un 50% y un 80% menor que el del CNC.
3.Proceso PIM: sin requisitos de alta resistencia, el precio unitario es de 5 a 8 dólares. La tasa de uso de material es del 100%. Es perfecto para piezas ligeras de gran volumen.
Aspectos destacados del ahorro de costes en la transformación de procesos
La reducción de costos en el servicio de moldeo por inyección personalizado depende de: reducir el procesamiento secundario en más del 80 %, la tasa de utilización del material en un 95 % y el diseño combinado de piezas para ahorrar un 30 % en los costos de ensamblaje. La optimización del moldeo por inyección de piezas pequeñas y complejas puede reducir aún más los costes.
Preguntas frecuentes
P1: ¿Puede la resistencia de las piezas MIM ser similar a la del acero sólido?
De hecho, nuestras piezas suelen tener una densidad superior al 97% y, después del tratamiento térmico, la resistencia a la tracción puede llegar incluso a 1000-1200 MPa. Por lo tanto, pueden satisfacer las demandas de piezas médicas e industriales de alta resistencia y funcionar igual que el acero sólido.
P2: ¿Qué tamaño de producción anual hace que MIM sea una inversión que valga la pena para mi proyecto?
Si la producción anual supera las 5000 unidades, entonces MIM es extremadamente rentable . Para fabricar muestras de 100 a 500 unidades, recomendamos comenzar con el mecanizado CNC para mantener baja la inversión inicial.
P3: ¿Son intercambiables los moldes MIM y PIM?
¡En absoluto! La contracción de sinterización MIM es >15%, por lo que los moldes deben escalarse previamente. Además de eso, los requisitos para que el acero de la cavidad sea resistente al desgaste en el proceso MIM son mucho más altos que los del proceso PIM, lo que genera diferencias bastante grandes entre los dos tipos de moldes .
P4: ¿Qué tecnologías puede utilizar JS Precision para garantizar la tolerancia de piezas pequeñas y complicadas?
Utilizamos monitorización en tiempo real asistido por un instrumento de medición por vídeo. Normalmente, las tolerancias están dentro del 0,3% y, mediante un rectificado de mayor precisión, se pueden alcanzar 0,01 mm si existen requisitos especiales.
P5: ¿Qué metales son los más adecuados para el moldeo por inyección?
El acero inoxidable 316L, el acero inoxidable 17-4PH y las aleaciones Fe-Ni son las principales opciones que se han examinado rigurosamente. Además, contamos con fábricas en funcionamiento para la producción de aleaciones de titanio y tungsteno.
P6: ¿Qué tan pronto me proporcionará JS Precision una cotización de moldeo por inyección?
Al recibir los dibujos 3D detallados y la cantidad solicitada, podemos proporcionarle un conjunto completo de planes de producción y precios para moldes y piezas en un plazo de 12 a 24 horas .
P7: ¿Cómo resuelve JS Precision el problema del espesor de pared desigual en las piezas?
Según su diseño, nuestros ingenieros sugerirán eliminar o ahuecar las áreas más gruesas y/o implementar un sistema de enfriamiento segmentado que ayudará a reducir la deformación causada por una contracción desigual.
P8: Estoy pensando en probar piezas PIM temporalmente en lugar de MIM. ¿Está bien?
Sólo puedes realizar pruebas de ensamblaje pero no pruebas de resistencia. Para verificar la funcionalidad, se recomienda contactarnos directamente para la producción de prueba de MIM a pequeña escala.
Resumen
Elegir entre MIM y PIM es realmente una compensación entre las propiedades mecánicas, la precisión y el volumen de producción . MIM es el método elegido para fabricar piezas metálicas con excelentes propiedades mecánicas, que pueden soportar altas temperaturas y además son muy precisas, mientras que PIM es para fabricar piezas ligeras cuyo diseño cambia con frecuencia.
De hecho, seleccionar procesos de fabricación adecuados requiere una toma de decisiones científica. En ocasiones, la selección indirecta de materiales genera incertidumbre sobre la calidad del producto e incurre en enormes pérdidas en el costo del molde.
Póngase en contacto con nuestros expertos técnicos de inmediato y le entregaremos un informe de viabilidad del proceso basado en datos reales. En el caso de moldeo por inyección de metal o moldeo por inyección de plástico, podemos diseñar la mejor solución para usted.
Envía tus diseños de componentes y requisitos para obtener recomendaciones gratuitas de optimización del moldeo por inyección de precisión y comenzar su camino efectivo de fabricación de precisión.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

