

Услуги литья металла под давлением (MIM) предлагают эффективный способ массового производства высокоточных и сложных деталей. Услуги по индивидуальному литью под давлением (CIM) также открыли потенциал для массового производства сложных деталей. Однако именно выбор материала в конечном итоге определит успех или провал проекта.
При проектировании изделий инженеры сталкиваются с классической неразрешимой проблемой: пластиковые детали недостаточно прочны, а с другой стороны, традиционные пятиосные процессы CIM становятся чрезвычайно дорогими и трудоемкими при производстве десятков тысяч мелких и сложных деталей ежегодно.
В этом руководстве с научной точки зрения сравниваются физические возможности, контроль допусков и стоимостные аспекты DFM как MIM, так и PIM, что обеспечивает очень полезную логику выбора, а также обстоятельства применения этих методов для точное производство .
Краткое изложение основного ответа: Быстрое сравнение процесса литья под давлением
|
Характеристики
|
Литье металлов под давлением (MIM)
|
Литье пластмасс под давлением (PIM)
|
Рекомендации по выбору
|
Сценарии применения
|
|
Основной материал
|
Нержавеющая сталь 17-4PH, 316L, вольфрамовый сплав
|
Инженерные пластмассы (PEEK, PPS, PA66+GF)
|
Выберите MIM, если прочность > 800 МПа.
|
MIM подходит для сценариев с высокой степенью защиты, а PIM — для облегченных сценариев.
|
|
Точность размеров
|
±0,3%-0,5% (±0,03 мм)
|
±0,1%-0,2%
|
Выбирайте PIM для высокой точности и MIM для требований к прочности.
|
PIM подходит для прецизионных инструментов, а MIM — для деталей конструкций.
|
|
Геометрическая сложность
|
Чрезвычайно высокий , поддерживает микроотверстия и резьбу 0,2 мм.
|
Высокий, ограничен углом уклона 0,5°-1°.
|
Оба поддерживают сложные обработанные детали.
|
MIM подходит для сверхсложных деталей , а PIM подходит для обычных сложных деталей.
|
|
Твердость поверхности
|
40-55HRC (после закалки)
|
Относительно низкий
|
Выбирайте MIM из-за износостойкости.
|
MIM подходит для движущихся частей, а PIM — для изолирующих деталей.
|
|
Температурная устойчивость
|
До 200℃ и выше
|
Большинство ≤ 150 ℃
|
Выберите MIM, если температура превышает 150 ℃.
|
MIM подходит для высокотемпературных сред , а PIM — для сценариев с нормальной температурой.
|
Ключевые выводы:
- Если температура окружающей среды превышает 150°С или изделию приходится выдерживать высокочастотную усталостную нагрузку, единственным вариантом, на который можно положиться, будет литье металла под давлением.
- Затраты на производство одной штуки литье металла под давлением (MIM) на 50–80 % дешевле, чем обработка на станках с ЧПУ, если годовой объем производства превышает 5000 штук.
- Для чрезвычайно точных компонентов, где допуск составляет 0,01 мм, в производстве следует планировать вторичную чистовую обработку, оставляя припуск 0,1 мм после литья под давлением.
Почему стоит доверять этому руководству? Опыт JS Precision в сфере услуг по индивидуальному литью под давлением
Проработав более десяти лет в области прецизионного литья под давлением, мы знаем, что три основных момента, которые беспокоят потенциальных клиентов при выборе услуги индивидуального литья под давлением: технология может быть ненадежной, проект выходит за рамки бюджета и задержка доставки.
Таким образом, выводы этого руководства полностью основаны на нашем личном опыте.
Используя трехмесячное параллельное тестирование MIM и PIM вместе со знаниями , которые мы почерпнули из тысяч индивидуальных проектов, мы точно определили производственные проблемы наших клиентов, связанные с массовым производством сложных деталей.
Один из наших клиентов по производству автомобильных запчастей, который производил небольшие сложные детали на станках с ЧПУ, платил 38 долларов за единицу, а годовой объем производства составлял 3000 единиц.
Мы предоставили им возможность литья металлов под давлением, что, в свою очередь, привело к снижению стоимости установки до 8 долларов США и увеличению мощности до 100 000 единиц , при этом конечный объем производства соответствует Стандарт IATF 16949:2016 .
В основном мы ориентируемся на услуги контрактного производства, но оптимизация дизайна является одной из сильных сторон нашей компании, что приводит к значительной экономии затрат и повышению производительности для клиентов.
У нас есть 15 прецизионных машин для литья под давлением и просторная установка для вакуумного спекания, и мы очень уверены в однородности продукции, поэтому предлагаем полный отчет о проверке каждой поставленной детали.
Будь то литье под давлением металлических деталей из алюминия высокой сложности или сверхточное литье под давлением небольших сложных деталей, у нас есть проверенные решения для массового производства.
Получите наш индивидуальный буклет с историями успеха в области литья под давлением, чтобы интуитивно понять, как мы помогаем клиентам в различных отраслях решать проблемы выбора, и получить бесплатную предварительную оценку осуществимости процесса.
Как выбрать услуги литья металла под давлением на основе механических свойств?
Прочность на разрыв и устойчивость к воздействию окружающей среды играют ключевую роль в критериях выбора сердечника. MIM (литье под давлением металла) довольно близко по плотности к поковкам (>97%), тогда как PIM (литье под давлением полимеров) в основном ориентировано на облегчение и изоляцию. При выборе услуг по литью металла под давлением следует учитывать нагрузку, которой подвергается деталь, и ее рабочую среду.
Основные различия в механических свойствах между MIM и PIM
|
Показатели эффективности
|
МИМ (нержавеющая сталь 17-4PH)
|
PIM (ПЭЭК с высоким содержанием наполнения)
|
Анализ различий
|
Сценарии применения
|
|
Предел прочности
|
1100МПа
|
90МПа
|
Сила MIM более чем в 12 раз выше, чем у PIM.
|
MIM подходит для несущих деталей.
|
|
Плотность
|
≥97%
|
100%
|
ПИМ не имеет пор и МИМ близок к поковкам.
|
PIM подходит для уплотнений.
|
|
Предел температурного сопротивления
|
200℃
|
150℃
|
MIM имеет лучшую термостойкость, чем PIM.
|
MIM подходит для высокотемпературных сред.
|
|
Ударная вязкость
|
60 Дж/см²
|
15 Дж/см²
|
Прочность MIM в 4 раза выше, чем у PIM.
|
MIM подходит для ударопрочных деталей.
|
Методы оптимизации характеристик металлических материалов MIM
1. Контролируйте температуру вакуумного спекания не ниже 1350 ℃ ± 5 ℃, чтобы обеспечить равномерный размер зерен металла и стабильную плотность выше 97%.
2. Тщательно выбирайте соотношение металлического порошка, например, выбирая нержавеющую сталь 17-4PH для аэрокосмические детали , а для деталей, которые сильно изнашиваются, добавление карбидов в качестве упрочняющей фазы.
3. Благодаря термообработке твердость поверхности деталей MIM может быть увеличена до 40-55 HRC , что очень близко к твердости закаленной стали, что позволяет удовлетворить требования по устойчивости к износу.
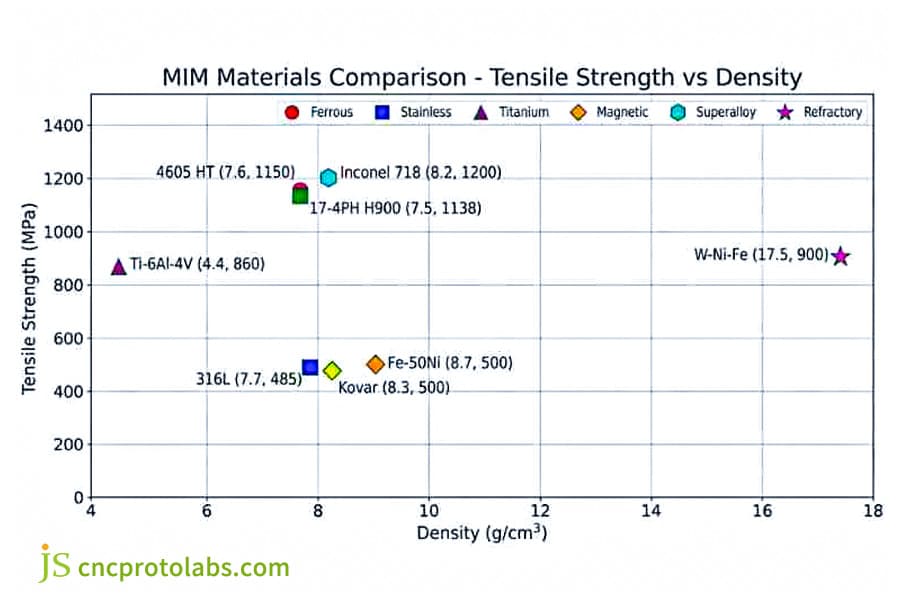
Рисунок 1: Диаграмма прочности на разрыв и плотности, сравнивающая материалы MIM, такие как нержавеющая сталь и титан.
Как добиться сверхточного контроля размеров при литье пластмасс под давлением?
По сравнению с усадкой при спекании металла, которая составляет 15-20%, пластическая усадка около 0,5-2% намного меньше, и, таким образом, PIM имеет большое преимущество в достижении допусков на микронном уровне . Секрет сверхточного управления в литье пластмасс под давлением заключается в интеграции формы, процесса и мониторинга.
Точная регулировка температуры формы и параметров давления выдержки.
Использование одного прецизионного регулятора температуры пресс-формы может обеспечить равномерную температуру пресс-формы и детали, имеющие одинаковые размеры, особенно для литья под давлением небольших сложных деталей.
Задав параметры многоуровневого давления выдержки в диапазоне 80-120 МПа и за счет сегментной регулировки давления, можно полностью избавиться от следы усадки и коробления, и в то же время следить за точностью размеров детали.
Методы мониторинга и оптимизации пресс-форм в пресс-форме
Мы оборудуем датчик давления в форме RJG, чтобы получать данные о цикле впрыска в режиме реального времени, и благодаря этому мы регулярно соблюдаем допуски менее 0,015 мм.
Мы также завершаем контроль точности до 0,005 мм путем тщательного шлифования поверхности разъема формы, чтобы решить проблему «засветки» при литье пластмасс под давлением. Короче говоря, это означает «мониторинг в реальном времени + доработка пресс-формы» для обеспечения единообразия размеров каждой детали PIM.
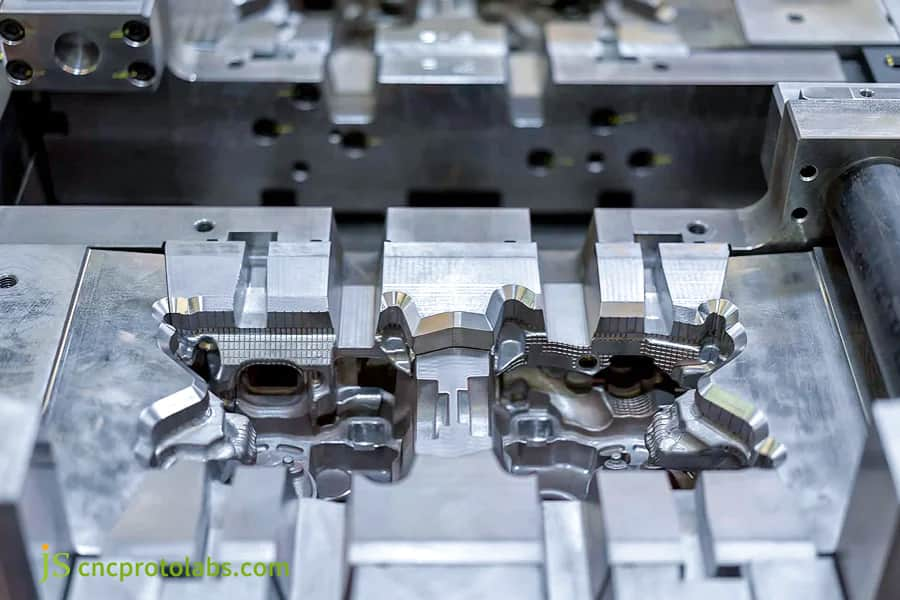
Рисунок 2. Крупный план прецизионных форм для литья пластмасс под давлением.
Является ли алюминий, изготовленный методом литья под давлением металла, лучшим выбором для компонентов, рассеивающих тепло?
Хотя спекание литье металла под давлением из алюминия Это довольно сложная задача, преимущества легкого металла по отводу тепла очень привлекательны.
Фактически, использование материала при производстве достигает 95% и даже больше, если сравнивать с очень сложными обрабатываемыми деталями. Сочетание со стандартом ASTM B928-17 позволило нам добиться стабильного массового производства.
Большой шаг вперед в спекании алюминиевых сплавов MIM
- Для минимизации влияния примесей используется порошок алюминиевого сплава AlSi10Mg высокой чистоты.
- Мы используем атмосферу спекания из смеси водорода и азота , чтобы предотвратить рост оксидных пленок на поверхности.
- Отрегулировали температуру спекания и сохранили постоянную времени, что привело к повышению плотности алюминиевых деталей.
Сравнение рассеивания тепла между алюминиевыми деталями MIM и деталями, обработанными традиционным способом
|
Элементы сравнения
|
Алюминиевые детали MIM (AlSi10Mg)
|
6061 Алюминий (детали сложной механической обработки)
|
Коэффициент использования материала
|
Стоимость производства
|
|
Теплопроводность
|
180 Вт/(м·К)
|
160 Вт/(м·К)
|
Более 95%
|
На 30% ниже, чем при традиционной обработке.
|
|
Эффективность рассеивания тепла
|
Высокий
|
Середина
|
30%-40%
|
Относительно высокий
|
|
Комплексная обработка плавников
|
Возможность получения сверхтонких ребер толщиной 0,5 мм.
|
Трудно достичь.
|
-
|
-
|
|
Легкий эффект
|
Отличный
|
Середина
|
-
|
-
|
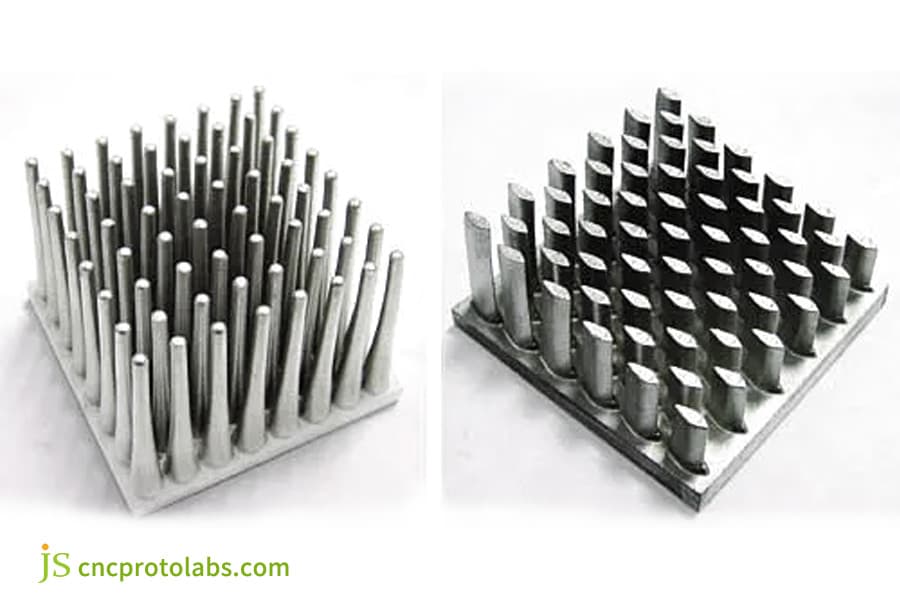
Рисунок 3. Алюминиевые радиаторы, изготовленные методом литья металла под давлением.
Каких ошибок следует избегать при проектировании литьем под давлением небольших сложных деталей?
Толщина стенок при проектировании литья под давлением является очень важным фактором. Изменения толщины стенок могут привести к напряжению материала в определенных местах и деформации детали. Литье мелких сложных деталей под давлением является основной частью процесса производства мелких деталей, и его успех напрямую зависит от его конструкции.
Основные требования к толщине стен и конструкции углов
1. Хороший диапазон толщины стенок: 0,8–3,0 мм, соотношение толщины к весу не превышает 2:1, чтобы не привести к неравномерному охлаждению, вызывающему деформацию.
2.Минимальный радиус 0,3 мм в случае очень острых углов, чтобы обеспечить заливку расплавом и защитить материал от концентрации напряжений и разрушения.
Модернизация конструкции: от сложных механически обработанных деталей к деталям, отлитым под давлением
Изменение деталей от сложных обработанных деталей до детали, отлитые под давлением требует перепроектирования структуры внутренней полости. Обычно это позволяет снизить избыточный вес до 30 %, сократить время цикла, а также снизить затраты на пресс-формы и сложность производства.
Сравниваем материалы для литья металлов под давлением: от нержавеющей стали до вольфрамового сплава?
Выбор материала является ключевым фактором, определяющим срок службы детали. Каждый металлические материалы для литья под давлением (соответствует ИСО 22068-1:2012 ) демонстрирует различное поведение при спекании, поэтому выбор правильного варианта оптимизирует производительность и стоимость.
Типичное сравнение свойств металлических материалов MIM
- Нержавеющая сталь 17-4PH: прочность на разрыв 1100 МПа, диапазон твердости 40-55HRC, идеальна для медицинских и аэрокосмических несущих компонентов.
- Нержавеющая сталь 316L: медицинский класс, устойчивый к коррозии, плотность 98 %, идеально подходит для медицинских устройств.
- F75 Кобальт-хромовый сплав: отличная биосовместимость, очень твердый, идеально подходит для медицинских имплантатов.
- Вольфрамовый сплав: плотность 18 г/см³, идеально подходит для противовесов и прецизионных инструментов.
Материальный состав и способы контроля затрат
Наш метод составления композита позволяет нам добиться деформации обезжиривания сырой заготовки менее 0,05% . В высокоабразивных условиях можно добавлять карбидные армирующие фазы для повышения производительности индивидуальных изделий для литья под давлением, и мы предоставляем коэффициенты прогнозирования стоимости материалов.
Выбор правильных материалов имеет решающее значение для успеха проекта MIM. Получите наше полное руководство по свойствам материалов для профессиональной поддержки в процессе выбора и бесплатной консультации по совместимости материалов.
Персонализация медицинского оборудования JS Precision: оптимизация процесса производства MIM для головок хирургических зажимов
Ранее медицинский клиент полагался на пятиосевая обработка с ЧПУ подход к изготовлению кончиков хирургических щипцов, однако этот метод приводил к высокой стоимости, нестабильной точности, а кончики легко ломались . Мы предложили им индивидуальный метод производства MIM, который эффективно решил все эти проблемы.
Основные проблемы клиента
При использовании оригинального пятиосевого метода обработки с ЧПУ у компании-производителя медицинского оборудования возникли три фундаментальные проблемы, которые серьезно поставили под угрозу конкурентоспособность продукции:
- Стоимость единицы продукции, достигающая 45 долларов, оказывала огромное давление на себестоимость во время крупномасштабного производства.
- Частые усталостные переломы происходили на кончике детали при захвате ткани из-за нарушения линий тока металла, что представляло угрозу безопасности.
- Очень трудно было стабилизировать точность в пределах 0,03 мм. точность медицинского оборудования требования не удовлетворялись, а проходимость продукции составляла всего 85%.
Прецизионное решение JS
Мы создали профессиональную команду инженеров, чтобы удовлетворить требования и требования наших клиентов и изменить решение тремя различными способами: материалы, формы и процессы. Подробные решения следующие:
1.Оптимизация реагентов:
Использование очень чистого металлического порошка 17-4PH, смешанного с многофазными полимерными связующими, позволяет повысить плотность и биосовместимость материала и в то же время улучшить усталостную прочность деталей, тем самым устраняя проблему разрушения в корне.
2.Оптимизация пресс-формы:
Использование формы для вытягивания стержней с боковым ползунком позволяет за один этап формовать мелкие внутренние канавки толщиной 0,5 мм, что позволяет избежать ошибок позиционирования, вызванных вторичной механической обработкой , и в то же время увеличивает производственную мощность.
3.Оптимизация процесса:
Завершение поэтапного каталитического удаления связующего путем повторного нагревания и охлаждения с учетом правильной температуры и времени удаления связующего для тщательного удаления связующего без микротрещин и получения более высокой плотности детали.
4. Мониторинг качества:
Для проверки параметров температуры и давления спекания в режиме реального времени внедрена полностью автоматизированная система контроля спекания, благодаря которой плотность деталей достигает 7,7 г/см³, а их производительность стабильна.
Извлеченные уроки и достигнутые результаты
Первоначально неправильное размещение литника приводило к образованию закупорки пузырьков газа (пористости) в передней части детали, которая достигала 3% и, следовательно, приводила к ухудшению прочности.
В дальнейшем, после проведения анализа потока формования, было принято решение переместить литник сбоку к нижнему корню, что полностью решило причину пористости и уровень пористости снизился до менее 0,5%.
В конечном итоге наше решение дало следующие важные результаты: предел прочности детали увеличился на 20%, она имела достаточную прочность, чтобы выдержать 10 000 циклов усталости, риск разрушения был полностью устранен.
С другой стороны, себестоимость единицы продукции резко упала до $8,5, таким образом, было достигнуто снижение себестоимости на 81%, цикл поставки был сокращен на 40%, а уровень квалификации продукта был повышен до 99,5%.
Главный инженер клиента сказал: «Решение MIM от JS Precision не только позволило нам сэкономить деньги, но также, благодаря использованию исходных материалов, удалось устранить угрозы безопасности».
Если вам нужны детали медицинского оборудования по индивидуальному заказу, просто отправьте нам чертежи деталей, и мы разработаем для вас специальное решение по оказанию услуг по литью металлов под давлением, а также проведем бесплатную оценку осуществимости процесса.

Рисунок 4: Подготовка хирургических зажимов: показаны детали медицинского устройства, произведенные MIM.
Почему стоит выбрать JS Precision в качестве партнера по прецизионному литью под давлением?
Точное производство требует большого опыта и ноу-хау. JS Precision предоставляет полный услуги индивидуального литья под давлением , начиная от материалов и заканчивая постобработкой, которая позволяет минимизировать ваши расходы и снизить подверженность определенным рискам.
Наши основные сильные стороны
- Преимущество оборудования: 15 прецизионных машин для литья под давлением, система вакуумного спекания и чистое помещение класса 100 000, обеспечивающее комплексное производство.
- Преимущество качества: операции выполняются в соответствии со стандартами ISO 13485 и IATF 16949 . Полностью документированные детали поставляются с отчетами о проверке.
- Техническое преимущество: средний опыт инженеров составляет более 8 лет , они в основном специализируются на высококачественных проектах по литью металлов под давлением и тем самым могут обеспечить техническую поддержку на протяжении всего процесса.
Философия обслуживания, ориентированная на клиента
Мы выступаем не только в качестве OEM-производителя, но и в качестве оптимизатора дизайна, который также может продемонстрировать возможности постобработки . Мы всегда ставим интересы клиентов на первое место и стремимся к взаимному успеху.
Выбор профессионального партнера может оказаться лучшим способом избежать ошибок при выполнении работ по точному литью под давлением. Сообщите нам характеристики вашей детали и необходимый объем производства, и в течение 12–24 часов вы получите от нас подробное ценовое предложение и персонализированные решения, что положит начало вашему партнерству в области точного производства.
Углубленный анализ услуг по индивидуальному литью под давлением: как сократить общие затраты на 70% за счет конверсии процесса?
Первоначальная стоимость пресс-формы — это всего лишь обман зрения. MIM и PIM могут обеспечить значительно более высокую рентабельность инвестиций по сравнению с CNC в проектах среднего и большого объема. По своей сути услуги по индивидуальному литью под давлением направлены на снижение затрат за счет конверсии процесса.
Сравнение затрат различных процессов
1. Обработка с ЧПУ ( сложные обработанные детали ): Примерно 50 долларов за единицу при использовании материала всего 30–40%. В основном используется для мелкосерийного прототипирования.
2. Процесс MIM: при годовом производстве > 5000 единиц цена может составлять 10-15 долларов за единицу. Коэффициент использования материала составляет 95%. Стоимость на 50%-80% меньше, чем у ЧПУ.
3. Процесс PIM: без требований к высокой прочности цена за единицу составляет 5-8 долларов. Коэффициент использования материала составляет 100%. Идеально подходит для легких деталей большого объема.
Основные моменты экономии затрат при трансформации процессов
Снижение затрат на услуги литья под давлением по индивидуальному заказу зависит от: сокращения вторичной обработки более чем на 80 %, коэффициента использования материала на 95 % и комбинированного проектирования деталей, позволяющего сэкономить 30 % затрат на сборку. Оптимизация литья под давлением небольших сложных деталей может еще больше снизить затраты.
Часто задаваемые вопросы
Вопрос 1: Может ли прочность деталей MIM быть близкой к прочности твердой стали?
На самом деле, наши детали обычно имеют плотность более 97%, а после термообработки предел прочности может достигать даже 1000-1200 МПа. Таким образом, они могут удовлетворить требования к высокопрочным медицинским и промышленным деталям и работать так же, как и твердая сталь.
Вопрос 2. Какой объем годового производства делает MIM выгодной инвестицией в мой проект?
Если годовой объем производства превышает 5000 единиц, то MIM чрезвычайно рентабелен . Для изготовления 100–500 образцов мы рекомендуем начать с обработки на станке с ЧПУ, чтобы снизить первоначальные инвестиции.
В3: Являются ли формы MIM и PIM взаимозаменяемыми?
Абсолютно нет! Усадка при спекании MIM составляет > 15%, поэтому формы необходимо предварительно масштабировать. Кроме того, требования к износостойкости полой стали в процессе MIM намного выше, чем в процессе PIM, что приводит к довольно большим различиям между двумя типами форм .
Вопрос 4. Какие технологии может использовать JS Precision для обеспечения допусков мелких и сложных деталей?
Мы используем мониторинг в режиме реального времени с помощью видеоизмерительного прибора. Обычно допуски находятся в пределах 0,3%, а при использовании более точного шлифования можно достичь 0,01 мм, если есть особые требования.
В5: Какие металлы наиболее подходят для литья под давлением?
Нержавеющая сталь 316L, нержавеющая сталь 17-4PH и сплавы Fe-Ni являются основными вариантами, которые были тщательно проверены. Кроме того, у нас есть действующие заводы по производству титановых и вольфрамовых сплавов.
Вопрос 6: Как скоро JS Precision предоставит мне расценки на литье под давлением?
После получения подробных 3D-чертежей и запрошенного количества мы можем предоставить вам полный комплект планов производства и цен на формы и детали в течение 12-24 часов .
Вопрос 7. Как JS Precision решает проблему неравномерной толщины стенок деталей?
На основании вашего проекта наши инженеры предложат удалить или выдолбить самые толстые участки и/или внедрить сегментированную систему охлаждения, которая поможет уменьшить коробление, вызванное неравномерной усадкой.
Вопрос 8: Я собираюсь временно протестировать детали PIM вместо MIM. Это нормально?
Вы можете проводить только испытания сборки, но не испытания на прочность. Для проверки функциональности рекомендуется напрямую связаться с нами для мелкосерийного пробного производства MIM.
Краткое содержание
Выбор между MIM и PIM — это на самом деле компромисс между механическими свойствами, точностью и объемом производства . MIM — это метод выбора для изготовления металлических деталей с превосходными механическими свойствами, которые могут выдерживать высокие температуры и при этом очень точны, тогда как PIM предназначен для изготовления легких деталей, конструкция которых часто меняется.
Действительно, выбор подходящих производственных процессов требует принятия научных решений. Иногда непрямой выбор материала приводит к неопределенности в отношении качества продукции и огромным потерям в стоимости пресс-формы.
Немедленно свяжитесь с нашими техническими экспертами, и мы предоставим вам отчет о жизнеспособности процесса, основанный на фактических данных. В случае литья металла под давлением или литья пластмасс под давлением мы можем подобрать для вас лучшее решение.
Отправьте свои проекты компонентов и требования, чтобы получить бесплатные рекомендации по оптимизации точного литья под давлением и начать эффективный путь точного производства.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

