

Dienstleistungen im Bereich Metallspritzguss (MIM) bieten eine effektive Möglichkeit zur Massenproduktion hochpräziser und komplexer Teile. Kundenspezifische Spritzgussdienstleistungen (CIM) haben auch das Potenzial für die Massenproduktion komplexer Teile erschlossen. Es ist jedoch die Wahl des Materials, die letztendlich über den Erfolg oder Misserfolg eines Projekts entscheidet.
Beim Entwerfen von Produkten stoßen die Ingenieure auf ein klassisches, unlösbares Problem: Kunststoffteile sind nicht stabil genug, und andererseits werden die herkömmlichen fünfachsigen CIM-Prozesse extrem teuer und zeitaufwändig, wenn jährlich Zehntausende kleiner und komplexer Teile hergestellt werden.
Dieser Leitfaden vergleicht wissenschaftlich die physische Kapazität, die Toleranzkontrolle und die DFM-Kostenaspekte von MIM und PIM und bietet daher eine sehr nützliche Auswahllogik und Umstände der Anwendung dieser Methoden Präzisionsfertigung .
Zusammenfassung der Kernantwort: Schneller Vergleich des Spritzgussverfahrens
|
Eigenschaften
|
Metallspritzguss (MIM)
|
Kunststoffspritzguss (PIM)
|
Auswahlvorschläge
|
Anwendungsszenarien
|
|
Kernmaterial
|
Edelstahl 17-4PH, 316L, Wolframlegierung
|
Technische Kunststoffe (PEEK, PPS, PA66+GF)
|
Wählen Sie MIM , wenn die Festigkeit > 800 MPa ist.
|
MIM eignet sich für Szenarien mit hoher Festigkeit und PIM eignet sich für Szenarien mit geringem Gewicht.
|
|
Maßgenauigkeit
|
±0,3 %–0,5 % (±0,03 mm)
|
±0,1 %-0,2 %
|
Wählen Sie PIM für hohe Präzision und MIM für Anforderungen an die Zähigkeit.
|
PIM eignet sich für Präzisionsinstrumente und MIM eignet sich für Strukturteile.
|
|
Geometrische Komplexität
|
Extrem hoch , unterstützt 0,2 mm Mikrolöcher und Gewinde.
|
Hoch, begrenzt durch einen Entformungswinkel von 0,5°–1°.
|
Beide unterstützen komplexe bearbeitete Teile.
|
MIM eignet sich für ultrakomplexe Teile und PIM eignet sich für konventionell komplexe Teile.
|
|
Oberflächenhärte
|
40-55 HRC (nach dem Abschrecken)
|
Relativ niedrig
|
Wählen Sie MIM für Verschleißfestigkeit.
|
MIM eignet sich für bewegliche Teile und PIM eignet sich für isolierende Teile.
|
|
Temperaturbeständigkeit
|
Bis zu 200℃ und mehr
|
Die meisten ≤ 150℃
|
Wählen Sie MIM, wenn die Temperatur 150 °C übersteigt.
|
MIM eignet sich für Umgebungen mit hohen Temperaturen und PIM eignet sich für Szenarien mit normalen Temperaturen.
|
Wichtige Erkenntnisse:
- Steigt die Umgebungstemperatur auf über 150 °C oder muss das Produkt einer hochfrequenten Ermüdungsbelastung standhalten, ist Metallspritzguss die einzige Option, auf die man sich verlassen kann.
- Die Produktionskosten pro Stück betragen Metallspritzguss (MIM) sind 50–80 % günstiger als die CNC-Bearbeitung, wenn die jährliche Produktion 5000 Stück übersteigt.
- Bei äußerst präzisen Bauteilen mit Toleranzen von 0,01 mm sollte die Nachbearbeitung in der Produktion eingeplant werden, indem nach dem Spritzgießen ein Aufmaß von 0,1 mm verbleibt.
Warum diesem Leitfaden vertrauen? Die Expertise von JS Precision im Bereich kundenspezifischer Spritzgussdienstleistungen
Da wir seit mehr als zehn Jahren auf dem Gebiet des Präzisionsspritzgusses tätig sind, wissen wir, dass potenzielle Kunden bei der Auswahl eines maßgeschneiderten Spritzgussdienstes drei Hauptsorgepunkte haben: Die Technologie könnte unzuverlässig sein, das Projekt übersteigt das Budget und die Lieferung ist verspätet.
Daher basieren die Erkenntnisse dieses Leitfadens ausschließlich auf unseren Erfahrungen aus erster Hand.
Mithilfe unseres dreimonatigen Paralleltests von MIM und PIM und dem Wissen , das wir aus Tausenden von kundenspezifischen Projekten gewonnen haben, konnten wir genau die Produktionsprobleme unserer Kunden ermitteln, die mit der Massenfertigung komplizierter Teile verbunden sind.
Einer unserer Kunden für Automobilteile, der kleine, komplizierte Teile mittels CNC-Bearbeitung herstellte, zahlte 38 US-Dollar pro Einheit und das jährliche Produktionsvolumen betrug 3.000 Einheiten.
Wir stellten ihnen das Metallspritzgießen zur Verfügung, was wiederum dazu führte, dass die Kosten der Einheit auf 8 US-Dollar sanken und die Kapazität auf 100.000 Einheiten stieg , wobei die Endproduktion den Anforderungen entsprach IATF 16949:2016-Standard .
Wir konzentrieren uns hauptsächlich auf Auftragsfertigungsdienstleistungen, aber auch die Designoptimierung ist eine der Stärken unseres Unternehmens, die zu erheblichen Kosteneinsparungen und Leistungsverbesserungen für die Kunden führt.
Wir verfügen über 15 Präzisionsspritzgussmaschinen und eine geräumige Vakuumsinteranlage und sind von der Produkteinheitlichkeit sehr überzeugt. Deshalb bieten wir zu jedem einzelnen gelieferten Teil einen vollständigen Inspektionsbericht an.
Ganz gleich, ob es sich um den anspruchsvollen Metallspritzguss von Aluminiumteilen oder um den hochpräzisen Spritzguss kleiner komplexer Teile handelt, wir verfügen über ausgereifte Lösungen für die Massenproduktion.
Holen Sie sich unsere maßgeschneiderte Erfolgsgeschichtenbroschüre zum Spritzgießen, um intuitiv zu verstehen, wie wir Kunden in verschiedenen Branchen bei der Lösung von Auswahlherausforderungen unterstützen, und erhalten Sie eine kostenlose vorläufige Machbarkeitsbewertung des Prozesses.
Wie wählt man Metallspritzgussdienstleistungen basierend auf den mechanischen Eigenschaften aus?
Zugfestigkeit und Umweltbeständigkeit spielen bei den zentralen Auswahlkriterien eine Schlüsselrolle. MIM (Metallspritzguss) hat eine ähnliche Dichte wie Schmiedeteile (>97 %), wohingegen PIM (Polymerspritzguss) hauptsächlich auf Leichtbau und Isolierung ausgerichtet ist. Bei der Auswahl von Metallspritzgussdienstleistungen sollten die Belastungen, denen ein Teil ausgesetzt ist, und seine Arbeitsumgebung berücksichtigt werden.
Kernunterschiede in den mechanischen Eigenschaften zwischen MIM und PIM
|
Leistungsindikatoren
|
MIM (17-4PH Edelstahl)
|
PIM (hochgefülltes PEEK)
|
Differenzanalyse
|
Anwendungsszenarien
|
|
Zugfestigkeit
|
1100 MPa
|
90 MPa
|
Die Stärke von MIM ist mehr als zwölfmal so hoch wie die von PIM.
|
MIM eignet sich für tragende Teile.
|
|
Dichte
|
≥97 %
|
100 %
|
PIM hat keine Poren und MIM ähnelt Schmiedeteilen.
|
PIM ist für Dichtungen geeignet.
|
|
Temperaturwiderstandsgrenze
|
200℃
|
150℃
|
MIM hat eine bessere Temperaturbeständigkeit als PIM.
|
MIM ist für Umgebungen mit hohen Temperaturen geeignet.
|
|
Schlagzähigkeit
|
60J/cm²
|
15J/cm²
|
Die Zähigkeit von MIM ist viermal so hoch wie die von PIM.
|
MIM eignet sich für schlagfeste Teile.
|
Leistungsoptimierungstechniken für MIM-Metallmaterialien
1. Kontrollieren Sie die Vakuumsintertemperatur auf mindestens 1350 ℃ ± 5 ℃, um sicherzustellen, dass das Metall eine gleichmäßige Korngröße aufweist und die Dichte stabil ist und über 97 % liegt.
2.Wählen Sie das Metallpulververhältnis sorgfältig aus, z. B. wählen Sie 17-4PH-Edelstahl für Teile für die Luft- und Raumfahrt und für Teile, die stark verschleißen, die Zugabe von Karbiden als Verstärkungsphasen.
3. Durch Wärmebehandlung kann die Oberflächenhärte von MIM-Teilen auf 40–55 HRC erhöht werden, was der eines gehärteten Stahls sehr nahe kommt, wodurch die Anforderungen an die Verschleißfestigkeit erfüllt werden können.
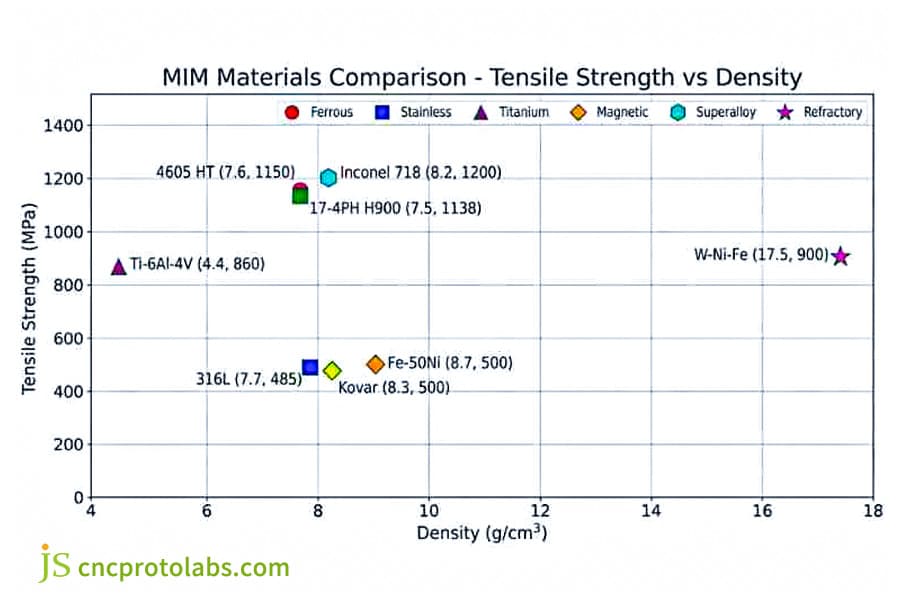
Abbildung 1: Diagramm Zugfestigkeit vs. Dichte zum Vergleich von MIM-Materialien wie Edelstahl und Titan.
Wie erreicht man eine hochpräzise Maßkontrolle beim Kunststoffspritzguss?
Verglichen mit der Sinterschrumpfung von Metall, die 15–20 % beträgt, ist die Kunststoffschrumpfung von etwa 0,5–2 % viel geringer und daher hat PIM einen großen Vorteil bei der Erreichung von Toleranzen im Mikrometerbereich . Das Geheimnis der ultrapräzisen Steuerung in Kunststoffspritzguss liegt in der Integration von Werkzeug, Prozess und Überwachung.
Die genaue Regulierung der Parameter Temperatur und Nachdruck der Form
Durch den Einsatz eines 1-Präzisions-Formtemperaturreglers können Sie eine gleichmäßige Formtemperatur und Teile mit konsistenten Abmessungen erzielen, insbesondere beim Spritzgießen kleiner, komplexer Teile.
Wenn Sie mehrstufige Haltedruckparameter von 80–120 MPa und eine segmentierte Druckanpassung einstellen, können Sie völlig darauf verzichten Schrumpfspuren und Verzug, und stellen Sie gleichzeitig sicher, dass die Teileabmessungen exakt sind.
In-Mold-Überwachung und Formenoptimierungstechniken
Wir rüsten einen RJG-In-Mold-Drucksensor aus, um Daten über den Einspritzzyklus in Echtzeit zu erhalten, und halten damit die Toleranzen regelmäßig unter 0,015 mm.
Wir vervollständigen auch die Kontrolle der Präzision auf 0,005 mm, indem wir die Formtrennfläche sorgfältig schleifen, um das „Flansch“-Problem beim Kunststoffspritzguss zu lösen. Kurz gesagt bedeutet es „Echtzeitüberwachung + Formverfeinerung“ für die Dimensionskonsistenz jedes PIM-Teils.
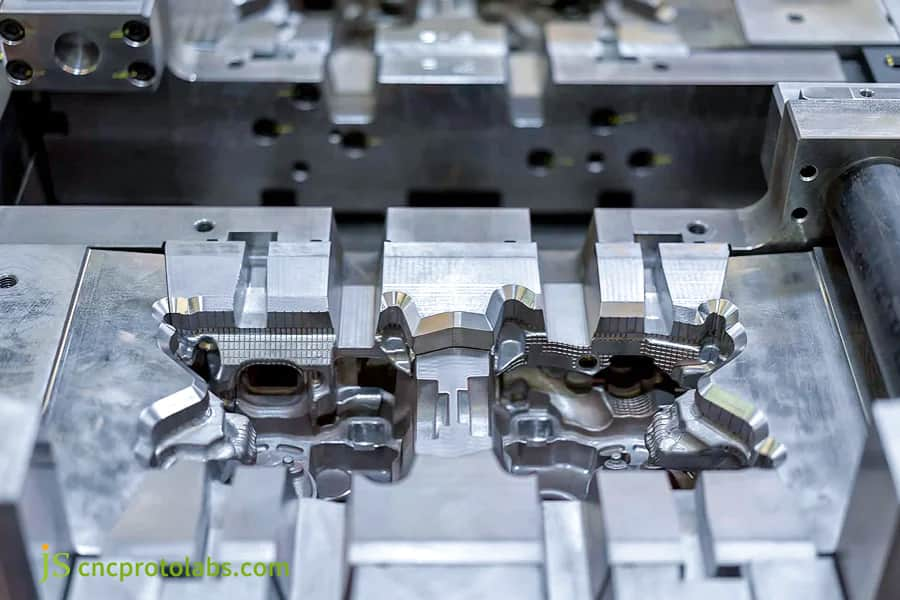
Abbildung 2: Nahaufnahme präzisionsgefertigter Kunststoffspritzgussformen.
Ist Metallspritzguss-Aluminium die beste Wahl für Wärmeableitungskomponenten?
Obwohl sinternd Metallspritzgussaluminium ist eine ziemlich schwierige Aufgabe, die Vorteile des Leichtmetalls für die Wärmeableitung sind sehr attraktiv.
Tatsächlich erreicht die Materialausnutzung bei der Herstellung 95 % oder sogar mehr, wenn man das mit hochkomplexen bearbeiteten Teilen vergleicht. Die Kombination mit der Norm ASTM B928-17 hat es uns ermöglicht, eine stabile Massenproduktion zu erreichen.
Ein großer Fortschritt beim Sintern von MIM-Aluminiumlegierungen
- Um den Einfluss von Verunreinigungen zu minimieren, wird AlSi10Mg-Aluminiumlegierungspulver mit hoher Reinheit verwendet.
- Wir betreiben eine Sinteratmosphäre aus gemischtem Wasserstoff und Stickstoff, um das Wachstum von Oxidfilmen auf der Oberfläche zu verhindern.
- Die Sintertemperatur wurde angepasst und die Zeit konstant gehalten, was zu einer Erhöhung der Dichte von Aluminiumteilen führte.
Vergleich der Wärmeableitung zwischen MIM-Aluminiumteilen und traditionell bearbeiteten Teilen
|
Vergleichsartikel
|
MIM-Aluminiumteile (AlSi10Mg)
|
6061 Aluminium (komplex bearbeitete Teile)
|
Materialauslastungsrate
|
Produktionskosten
|
|
Wärmeleitfähigkeit
|
180W/(m·K)
|
160W/(m·K)
|
Mehr als 95 %
|
30 % geringer als bei herkömmlicher Bearbeitung.
|
|
Wärmeableitungseffizienz
|
Hoch
|
Medium
|
30%-40%
|
Relativ hoch
|
|
Komplexe Rippenbearbeitung
|
Kann ultrafeine 0,5-mm-Lamellen erreichen.
|
Schwer zu erreichen.
|
-
|
-
|
|
Leichter Effekt
|
Exzellent
|
Medium
|
-
|
-
|
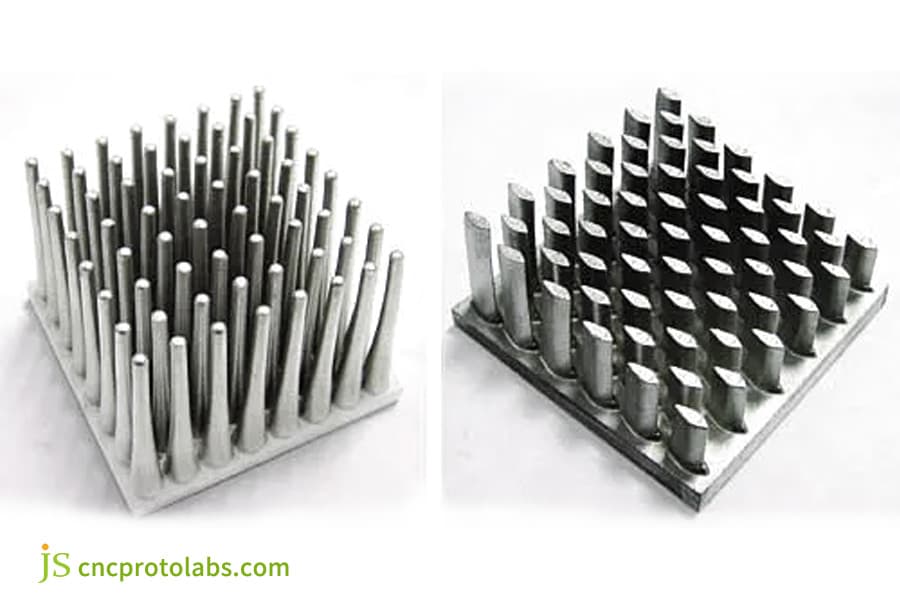
Abbildung 3: Im Metallspritzgussverfahren hergestellte Aluminiumkühlkörper.
Welche Fallstricke sollten bei der Gestaltung kleiner komplexer Spritzgussteile vermieden werden?
Die Wandstärke beim Spritzgussdesign ist ein sehr wichtiger Faktor. Schwankungen in der Wandstärke können an bestimmten Stellen zu Materialbeanspruchungen und Verformungen des Bauteils führen. Kleine komplexe Teile im Spritzgussverfahren ist ein wesentlicher Bestandteil des Kleinteileproduktionsprozesses und sein Erfolg wird direkt durch sein Design bestimmt.
Grundvoraussetzungen für Wandstärke und Eckengestaltung
1. Guter Wandstärkenbereich: 0,8 mm bis 3,0 mm, das Verhältnis von Dicke zu Gewicht sollte 2:1 nicht überschreiten, um eine ungleichmäßige Abkühlung zu vermeiden, die zu Verformungen führt.
2.Mindestradius von 0,3 mm bei sehr spitzen Ecken, um das Füllen mit der Schmelze zu ermöglichen und das Material vor Spannungskonzentrationen und Brüchen zu schützen.
Design-Upgrade: Von komplex bearbeiteten Teilen zu Spritzgussteilen
Wechseln der Teile von komplex bearbeiteten Teilen zu Spritzgussteile erfordert eine Neugestaltung der inneren Hohlraumstruktur. Normalerweise kann dies eine Möglichkeit sein , überschüssiges Gewicht um bis zu 30 % zu eliminieren, die Zykluszeit zu verbessern und die Formkosten und die Produktionskomplexität zu reduzieren.
Vergleich von Metallspritzgussmaterialien: Von Edelstahl zu Wolframlegierung?
Die Materialauswahl ist der Schlüsselfaktor bei der Bestimmung der Teilelebensdauer. Jede Metallspritzgussmaterialien (konform mit ISO 22068-1:2012 ) weist ein unterschiedliches Sinterverhalten auf, sodass die Wahl der richtigen Sorte sowohl die Leistung als auch die Kosten optimiert.
Vergleich typischer MIM-Metallmaterialeigenschaften
- 17-4PH-Edelstahl: Zugfestigkeit von 1100 MPa, Härtebereich von 40–55 HRC, ideal für tragende Komponenten in der Medizin sowie in der Luft- und Raumfahrt.
- Edelstahl 316L: Medizinische Qualität, korrosionsbeständig, Dichte 98 %, perfekt für medizinische Geräte.
- F75 Kobalt-Chrom-Legierung: Hervorragende Biokompatibilität, sehr hart, ideal für medizinische Implantate.
- Wolframlegierung: Dichte 18 g/cm³, perfekt für Gegengewichte und Präzisionsinstrumente.
Materialzusammensetzung und Möglichkeiten zur Kostenkontrolle
Mit unserer Verbundformulierungsmethode können wir eine Entfettungsverformung des Rohlings von weniger als 0,05 % erreichen . Unter stark abrasiven Bedingungen können Karbidverstärkungsphasen hinzugefügt werden, um die Leistung kundenspezifischer Spritzguss-Dienstleistungsprodukte zu verbessern, und wir liefern Koeffizienten zur Materialkostenvorhersage.
Die Auswahl der richtigen Materialien ist entscheidend für den Erfolg eines MIM-Projekts. Holen Sie sich unser vollständiges Materialeigenschaftshandbuch für professionelle Unterstützung bei Ihrem Auswahlprozess und kostenlose Beratung zur Materialverträglichkeit.
JS Precision Medical Device Customization: Optimierung des MIM-Herstellungsprozesses für chirurgische Klemmköpfe
Zuvor verließ sich ein medizinischer Kunde auf a Fünf-Achsen-CNC-Bearbeitung Diese Methode führte jedoch zu hohen Kosten, instabiler Präzision und dazu, dass die Spitzen leicht brachen . Wir boten ihnen eine maßgeschneiderte MIM-Produktionsmethode an, die alle diese Probleme effektiv löste.
Die Kernherausforderungen des Kunden
Bei der ursprünglichen fünfachsigen CNC-Bearbeitungsmethode hatte das Unternehmen, das medizinische Geräte herstellt, drei grundlegende Probleme, die die Wettbewerbsfähigkeit seiner Produkte stark gefährdeten:
- Da die Stückkosten bis zu 45 US-Dollar betrugen, übten sie bei der Produktion im großen Maßstab einen enormen Kostendruck aus.
- Beim Greifen des Gewebes kam es aufgrund der Unterbrechung der Metallflusslinien häufig zu Ermüdungsbrüchen an der Spitze des Teils, was ein Sicherheitsrisiko darstellte.
- Es war sehr schwierig, die Präzision innerhalb von 0,03 mm zu stabilisieren. Präzision medizinischer Geräte Die Anforderungen wurden nicht erfüllt und die Erfolgsquote des Produkts betrug nur 85 %.
JS-Präzisionslösung
Wir haben ein professionelles Engineering-Team zusammengestellt, um die Anforderungen und Anforderungen unserer Kunden zu erfüllen und die Lösung auf drei verschiedene Arten zu ändern: Materialien, Formen und Prozesse. Die Detaillösungen lauten wie folgt:
1. Reagenzienoptimierung:
Die Verwendung von sehr reinem 17-4PH-Metallpulver gemischt mit mehrphasigen Polymerbindemitteln kann die Materialdichte und Biokompatibilität erhöhen und gleichzeitig die Ermüdungsfestigkeit der Teile verbessern, wodurch das Problem des Bruchs an der Wurzel beseitigt wird.
2.Formoptimierung:
Die Bereitstellung einer Kernziehform mit seitlichem Schieber ermöglicht die Bildung von 0,5 mm feinen Innennuten in einem Schritt, wodurch Positionsfehler durch sekundäre Bearbeitung vermieden werden und gleichzeitig die Produktionskapazität erhöht wird.
3.Prozessoptimierung:
Abschluss der stufenweisen katalytischen Entbinderung durch wiederholtes Erhitzen und Abkühlen bei korrekter Entbinderungstemperatur und -zeit für eine gründliche Bindemittelentfernung ohne Mikrorisse, um eine höhere Teiledichte zu erzielen.
4. Qualitätsüberwachung:
Um die Temperatur- und Druckparameter des Sinterns in Echtzeit zu überprüfen, wurde ein vollautomatisches Sinterüberwachungssystem eingeführt, sodass die Teiledichte 7,7 g/cm³ erreicht und ihre Leistung stabil ist.
Gelernte Erkenntnisse und erzielte Ergebnisse
Anfänglich führte die unsachgemäße Platzierung des Angusses zur Bildung einer Verstopfung durch Gasblasen (Porosität) an der Vorderseite des Teils, die 3 % erreichte und somit zu einer Beeinträchtigung der Festigkeit führte.
Später, nach der Durchführung einer Formflussanalyse, wurde beschlossen, den Anguss von der Seite zur unteren Wurzel zu verlagern, wodurch die Erklärung der Porosität vollständig gelöst wurde und der Porositätsgrad auf weniger als 0,5 % gesenkt wurde.
Am Ende erzielte unsere Lösung die folgenden großen Erfolge: Die Zugfestigkeit des Teils wurde um 20 % erhöht, es hatte genug Festigkeit, um 10.000 Ermüdungszyklen zu überstehen, und das Bruchrisiko wurde vollständig beseitigt.
Andererseits sanken die Stückkosten dramatisch auf 8,5 US-Dollar, wodurch eine Kostenreduzierung von 81 % erzielt, der Lieferzyklus um 40 % verkürzt und die Produktqualifizierungsrate auf 99,5 % erhöht wurde.
Der Chefingenieur des Kunden sagte: „Die MIM-Lösung von JS Precision hat uns nicht nur ermöglicht, Geld zu sparen, sondern durch die Nutzung der Materialquelle auch Sicherheitsrisiken beseitigt.“
Wenn Sie maßgeschneiderte Teile für medizinische Geräte benötigen, senden Sie uns einfach Ihre Teilezeichnungen, und wir erstellen für Sie eine maßgeschneiderte Metallspritzguss-Dienstleistungslösung, zusammen mit einer kostenlosen Prozessdurchführbarkeitsbewertung.

Abbildung 4: Chirurgische Klammern werden vorbereitet und zeigen MIM-gefertigte Teile für medizinische Geräte.
Warum sollten Sie JS Precision als Ihren Partner für Präzisionsspritzguss wählen?
Präzisionsfertigung erfordert viel Erfahrung und Know-how. JS Precision bietet eine vollständige Maßgeschneiderter Spritzgussservice , vom Material bis zur Nachbearbeitung, die dazu dient, Ihre Kosten zu minimieren und Ihre Gefährdung durch bestimmte Risiken zu verringern.
Unsere Kernstärken
- Ausstattungsvorteil: 15 Präzisionsspritzgussmaschinen, ein Vakuumsintersystem und ein Reinraum der Klasse 100.000 ermöglichen eine Produktion aus einer Hand.
- Qualitätsvorteil: Die Abläufe werden gemäß ISO 13485 und IATF 16949 durchgeführt. Vollständig dokumentierte Teile werden mit Inspektionsberichten geliefert.
- Technischer Vorteil: Die durchschnittliche Erfahrung der Ingenieure beträgt mehr als 8 Jahre . Sie konzentrieren sich hauptsächlich auf hochwertige Metallspritzguss-Dienstleistungsprojekte und können so technische Unterstützung für den gesamten Prozess leisten.
Kundenorientierte Servicephilosophie
Wir fungieren nicht nur als OEM-Hersteller, sondern auch als Designoptimierer, der auch Fähigkeiten in der Nachbearbeitung vorweisen kann. Wir stellen die Kundeninteressen immer in den Vordergrund und führen zum gemeinsamen Erfolg.
Die Wahl eines professionellen Partners kann die beste Möglichkeit sein, Fehler bei Präzisionsspritzgussarbeiten zu vermeiden. Teilen Sie uns die Merkmale Ihres Teils und den Produktionsumfang mit, den Sie benötigen. Innerhalb von 12 bis 24 Stunden erhalten Sie von uns ein ausführliches Angebot und personalisierte Lösungen und können so Ihre Präzisionsfertigungspartnerschaft initiieren.
Eingehende Analyse des kundenspezifischen Spritzgussservices: Wie können die Gesamtkosten durch Prozessumstellung um 70 % gesenkt werden?
Die anfänglichen Kosten für die Form sind nur ein Augentrick. MIM und PIM haben das Potenzial, bei Projekten mit mittlerem bis hohem Volumen einen deutlich höheren ROI im Vergleich zu CNC zu erzielen . Beim kundenspezifischen Spritzgussservice geht es im Kern um Kostensenkung durch Prozessumstellung.
Kostenvergleich verschiedener Prozesse
1.CNC-Bearbeitung ( komplexe bearbeitete Teile ): Ungefähr 50 $ pro Einheit bei einem Materialverbrauch von nur 30–40 %. Wird hauptsächlich für die Prototypenfertigung in Kleinserien verwendet.
2.MIM-Prozess: Bei einer Jahresproduktion von > 5000 Einheiten kann der Preis 10–15 $ pro Einheit betragen. Die Materialausnutzungsrate beträgt 95 %. Die Kosten sind 50–80 % geringer als bei CNC.
3.PIM-Prozess: Ohne hohe Festigkeitsanforderungen beträgt der Stückpreis 5-8 $. Der Materialausnutzungsgrad beträgt 100 %. Es eignet sich perfekt für großvolumige Leichtbauteile.
Highlights für Kosteneinsparungen bei der Prozesstransformation
Die Reduzierung der Kosten im kundenspezifischen Spritzgussservice hängt von einer Reduzierung der Sekundärverarbeitung um mehr als 80 %, einer Materialausnutzungsrate von 95 % und einer kombinierten Teilekonstruktion zur Einsparung von 30 % der Montagekosten ab. Die Optimierung des Spritzgießens kleiner komplexer Teile kann die Kosten weiter senken.
FAQs
F1: Kann die Festigkeit von MIM-Teilen der von massivem Stahl nahekommen?
Tatsächlich haben unsere Teile in der Regel eine Dichte von mehr als 97 % und nach der Wärmebehandlung kann die Zugfestigkeit sogar 1000–1200 MPa erreichen. Daher können sie die Anforderungen an hochfeste medizinische und industrielle Teile erfüllen und die gleiche Leistung erbringen wie massiver Stahl.
F2: Welche jährliche Produktionsmenge macht MIM zu einer lohnenden Investition für mein Projekt?
Liegt die Jahresproduktion über 5000 Einheiten, ist MIM äußerst kostengünstig . Für die Herstellung von 100–500 Stück Mustern empfehlen wir, mit der CNC-Bearbeitung zu beginnen, um die Anfangsinvestition niedrig zu halten.
F3: Sind MIM- und PIM-Formen austauschbar?
Absolut nicht! Die Schrumpfung beim MIM-Sintern beträgt >15 %, daher müssen die Formen vorab skaliert werden. Darüber hinaus sind die Anforderungen an die Verschleißfestigkeit des Hohlraumstahls beim MIM-Verfahren viel höher als beim PIM-Verfahren, was zu recht großen Unterschieden zwischen den beiden Formenarten führt.
F4: Welche Technologien kann JS Precision nutzen, um die Toleranz kleiner und komplizierter Teile sicherzustellen?
Wir nutzen eine Echtzeitüberwachung mit Unterstützung eines Videomessgeräts. Typischerweise liegen die Toleranzen bei 0,3 %, und durch weiteres Präzisionsschleifen können bei besonderen Anforderungen 0,01 mm erreicht werden.
F5: Welche Metalle eignen sich am besten zum Spritzgießen?
316L-Edelstahl, 17-4PH-Edelstahl und Fe-Ni-Legierungen sind die wichtigsten Optionen, die eingehend geprüft wurden. Darüber hinaus verfügen wir über laufende Fabriken für die Produktion von Titan- und Wolframlegierungen.
F6: Wie schnell wird mir JS Precision ein Spritzgussangebot unterbreiten?
Nach Erhalt der detaillierten 3D-Zeichnungen und der angeforderten Menge können wir Ihnen innerhalb von 12 bis 24 Stunden einen vollständigen Satz Produktions- und Preispläne für Formen und Teile liefern.
F7: Wie löst JS Precision das Problem der ungleichmäßigen Wandstärke der Teile?
Basierend auf Ihrem Entwurf schlagen unsere Ingenieure vor, die dicksten Bereiche zu entfernen oder auszuhöhlen und/oder ein segmentiertes Kühlsystem zu implementieren, das dazu beiträgt, die durch ungleichmäßige Schrumpfung verursachte Verformung zu reduzieren.
F8: Ich denke darüber nach, vorübergehend PIM-Teile anstelle von MIM zu testen. Ist das in Ordnung?
Sie können nur Montagetests durchführen, nicht jedoch Festigkeitstests. Um die Funktionalität zu überprüfen, empfiehlt es sich, sich für eine MIM-Testproduktion im kleinen Maßstab direkt mit uns in Verbindung zu setzen .
Zusammenfassung
Die Wahl zwischen MIM und PIM ist in Wirklichkeit ein Kompromiss zwischen den mechanischen Eigenschaften, der Genauigkeit und dem Produktionsvolumen . MIM ist die Methode der Wahl für die Herstellung von Metallteilen mit hervorragenden mechanischen Eigenschaften, die hohen Temperaturen standhalten und zudem sehr genau sind, während PIM für die Herstellung von Leichtbauteilen vorgesehen ist, deren Design häufig geändert wird.
Tatsächlich erfordert die Auswahl geeigneter Herstellungsverfahren eine wissenschaftliche Entscheidungsfindung. Manchmal führt die indirekte Materialauswahl zu Unsicherheiten hinsichtlich der Produktqualität und zu enormen Verlusten bei den Formkosten.
Kontaktieren Sie umgehend unsere technischen Experten und wir liefern Ihnen einen Bericht zur Prozessdurchführbarkeit auf der Grundlage tatsächlicher Daten. Im Falle von Metallspritzguss oder Kunststoffspritzguss können wir die beste Lösung für Sie maßschneidern.
Senden Sie Ihre Komponentenentwürfe und Anforderungen, um kostenlose Empfehlungen zur Optimierung des Präzisionsspritzgusses zu erhalten und Ihren effektiven Weg zur Präzisionsfertigung zu beginnen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Garantien, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

