

Serviços de moldagem por injeção de metal (MIM) oferecem uma maneira eficaz de produzir em massa peças altamente precisas e complexas. Os serviços personalizados de moldagem por injeção (CIM) também desbloquearam o potencial para a produção em massa de peças complexas. No entanto, é a escolha do material que acabará por fazer ou quebrar um projeto.
Ao projetar produtos, os engenheiros se deparam com um problema clássico e insolúvel: as peças plásticas não são fortes o suficiente e, por outro lado, os processos CIM convencionais de cinco eixos tornam-se extremamente caros e demorados ao produzir dezenas de milhares de peças pequenas e complexas anualmente.
Este guia compara cientificamente a capacidade física, o controle de tolerância e os aspectos de custo do DFM do MIM e do PIM, fornecendo, portanto, uma lógica de seleção muito útil e também as circunstâncias de aplicação desses métodos para fabricação de precisão .
Resumo da resposta principal: Comparação rápida do processo de moldagem por injeção
|
Características
|
Moldagem por injeção de metal (MIM)
|
Moldagem por injeção de plástico (PIM)
|
Sugestões de seleção
|
Cenários de aplicação
|
|
Material principal
|
Aço inoxidável 17-4PH, 316L, liga de tungstênio
|
Plásticos de Engenharia (PEEK, PPS, PA66+GF)
|
Escolha MIM se a resistência for > 800MPa.
|
O MIM é adequado para cenários de alta resistência e o PIM é adequado para cenários leves.
|
|
Precisão Dimensional
|
±0,3%-0,5% (±0,03mm)
|
±0,1%-0,2%
|
Escolha PIM para alta precisão e MIM para requisitos de resistência.
|
O PIM é adequado para instrumentos de precisão e o MIM é adequado para peças estruturais.
|
|
Complexidade Geométrica
|
Extremamente alto , suportando microfuros e roscas de 0,2 mm.
|
Alto, limitado por um ângulo de inclinação de 0,5°-1°.
|
Ambos suportam peças usinadas complexas.
|
O MIM é adequado para peças ultracomplexas e o PIM é adequado para peças complexas convencionais.
|
|
Dureza superficial
|
40-55 HRC (após têmpera)
|
Relativamente baixo
|
Escolha MIM para resistência ao desgaste.
|
O MIM é adequado para peças móveis e o PIM é adequado para peças isolantes.
|
|
Resistência à temperatura
|
Até 200 ℃ e acima
|
A maioria ≤ 150℃
|
Escolha MIM se a temperatura exceder 150°C.
|
O MIM é adequado para ambientes de alta temperatura e o PIM é adequado para cenários de temperatura normal.
|
Principais vantagens:
- Se a temperatura ambiente ultrapassar 150°C ou o produto tiver que suportar cargas de fadiga de alta frequência, a moldagem por injeção de metal será a única opção em que se pode confiar.
- Os custos de produção por peça de moldagem por injeção de metal (MIM) são 50% -80% mais baratos que a usinagem CNC se a produção anual exceder 5.000 peças.
- Para componentes extremamente precisos onde as tolerâncias são de 0,01 mm, o acabamento secundário deve ser planejado na produção, deixando uma margem de 0,1 mm após a moldagem por injeção.
Por que confiar neste guia? Experiência da JS Precision em serviços personalizados de moldagem por injeção
Tendo trabalhado mais de dez anos na área de moldagem por injeção de precisão, sabemos que os três principais pontos de preocupação para clientes em potencial ao escolher um serviço de moldagem por injeção personalizado são: a tecnologia pode não ser confiável, o projeto ultrapassar o orçamento e a entrega atrasar.
Portanto, as conclusões deste guia são inteiramente baseadas em nossa experiência em primeira mão.
Usando nosso teste lado a lado de três meses de MIM e PIM, juntamente com o conhecimento que adquirimos de milhares de projetos personalizados, identificamos os problemas exatos de produção de nossos clientes relacionados à fabricação em massa de peças complicadas.
Um de nossos clientes de peças automotivas, que fabricava peças pequenas e complexas por usinagem CNC, pagava US$ 38 por unidade, e o volume de produção anual era de 3.000 unidades.
Disponibilizamos moldagem por injeção de metal para eles, o que por sua vez resultou em uma queda no custo da unidade para US$ 8 e um aumento na capacidade para 100.000 unidades , o resultado final atendendo aos Norma IATF 16949:2016 .
Nós nos concentramos principalmente em serviços de fabricação por contrato, mas também a otimização do design é um dos pontos fortes da nossa empresa, o que resulta em economias significativas de custos e melhoria de desempenho para os clientes.
Temos 15 máquinas de moldagem por injeção de precisão e um espaçoso cluster de sinterização a vácuo, e estamos muito confiantes na uniformidade do produto, por isso oferecemos um relatório de inspeção completo com cada peça entregue.
Quer se trate de peças de alumínio para moldagem por injeção de metal de alta dificuldade ou moldagem por injeção ultraprecisa de peças pequenas e complexas, temos soluções maduras de produção em massa.
Obtenha nosso livreto personalizado de histórias de sucesso em moldagem por injeção para entender intuitivamente como ajudamos clientes em diferentes setores a resolver desafios de seleção e receber uma avaliação preliminar gratuita de viabilidade do processo.
Como escolher serviços de moldagem por injeção de metal com base nas propriedades mecânicas?
A resistência à tração e a resistência ambiental desempenham um papel fundamental nos principais critérios de seleção. MIM (moldagem por injeção de metal) tem densidade bastante próxima dos forjados (> 97%), enquanto PIM (moldagem por injeção de polímero) se concentra principalmente em leveza e isolamento. Deve-se levar em consideração o estresse que uma peça sofre e seu ambiente de trabalho ao escolher os serviços de moldagem por injeção de metal.
Principais diferenças nas propriedades mecânicas entre MIM e PIM
|
Indicadores de desempenho
|
MIM (aço inoxidável 17-4PH)
|
PIM (PEEK de alto preenchimento)
|
Análise de Diferença
|
Cenários de aplicação
|
|
Resistência à tracção
|
1100 MPa
|
90MPa
|
A força do MIM é mais de 12 vezes maior que a do PIM.
|
MIM é adequado para peças de suporte de carga.
|
|
Densidade
|
≥97%
|
100%
|
O PIM não tem poros e o MIM está próximo de peças forjadas.
|
PIM é adequado para vedações.
|
|
Limite de resistência à temperatura
|
200°C
|
150°C
|
O MIM tem melhor resistência à temperatura que o PIM.
|
MIM é adequado para ambientes de alta temperatura.
|
|
Resistência ao Impacto
|
60J/cm²
|
15J/cm²
|
A resistência do MIM é 4 vezes maior que a do PIM.
|
MIM é adequado para peças resistentes a impactos.
|
Técnicas de otimização de desempenho para materiais metálicos MIM
1.Controle a temperatura de sinterização a vácuo para 1350°C±5°C no mínimo para garantir que o metal tenha tamanho de grão uniforme e a densidade seja estável e acima de 97%.
2. Selecionar cuidadosamente a proporção de pó metálico, por exemplo, escolher aço inoxidável 17-4PH para peças aeroespaciais , e para peças que se desgastam muito, adicionar carbonetos como fases de reforço.
3. Por tratamento térmico, as peças MIM podem ter sua dureza superficial aumentada para 40-55 HRC , que é muito próxima da de um aço endurecido, sendo assim capaz de satisfazer os requisitos de resistência ao desgaste.
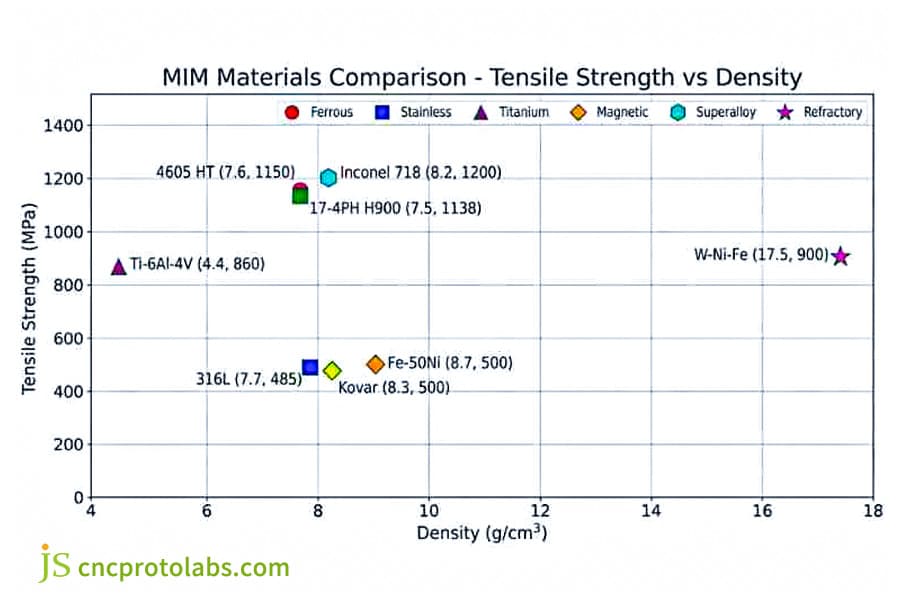
Figura 1: Gráfico de resistência à tração versus densidade comparando materiais MIM como aço inoxidável e titânio.
Como obter controle dimensional de ultra precisão em moldagem por injeção de plástico?
Em comparação com a contração da sinterização de metal, que é de 15% a 20%, a contração plástica de cerca de 0,5% a 2% é muito menor e, portanto, o PIM tem uma grande vantagem em alcançar tolerâncias em nível de mícron . O segredo do controle de ultraprecisão em moldagem por injeção de plástico está na integração de molde, processo e monitoramento.
A regulação precisa da temperatura do molde e dos parâmetros de pressão de retenção
Usar um controlador de temperatura de molde de precisão 1 pode fornecer uma temperatura de molde uniforme e peças com dimensões consistentes, especialmente para moldagem por injeção de peças pequenas e complexas.
Ao definir parâmetros de pressão de retenção multinível de 80 a 120 MPa e por meio do ajuste de pressão segmentado, você pode se livrar totalmente de marcas de encolhimento e empenamento e, ao mesmo tempo, certifique-se de que as dimensões da peça sejam exatas.
Técnicas de monitoramento in-mold e otimização de moldes
Equipamos um sensor de pressão no molde RJG para obter dados do ciclo de injeção em tempo real e, com isso, mantemos regularmente tolerâncias abaixo de 0,015 mm.
Também finalizamos o controle de precisão para 0,005 mm, lixando cuidadosamente a superfície de partição do molde, a fim de resolver o problema de "flash" na moldagem por injeção de plástico. Resumindo, significa “monitoramento em tempo real + refinamento do molde” para consistência dimensional de cada peça PIM.
Figura 2: Close de moldes de moldagem por injeção de plástico projetados com precisão.
O alumínio para moldagem por injeção de metal é a melhor escolha para componentes de dissipação de calor?
Embora a sinterização moldagem por injeção de metal alumínio é uma tarefa bastante difícil, as vantagens do metal leve para dissipação de calor são muito atrativas.
Na verdade, a utilização de materiais durante a fabricação chega a 95% ou até mais, se compararmos com peças usinadas de alta complexidade. A combinação com o padrão ASTM B928-17 nos permitiu alcançar uma produção em massa constante.
Um grande avanço na sinterização de liga de alumínio MIM
- Pó de liga de alumínio AlSi10Mg com alta pureza é utilizado para minimizar o efeito de impurezas.
- Operamos uma atmosfera de sinterização de mistura de hidrogênio e nitrogênio para evitar o crescimento de filmes de óxido na superfície.
- Ajustou a temperatura de sinterização e manteve o tempo constante, o que resultou na melhoria da densidade das peças de alumínio.
Comparação da dissipação de calor entre peças de alumínio MIM e peças usinadas tradicionalmente
|
Itens de comparação
|
Peças de alumínio MIM (AlSi10Mg)
|
Alumínio 6061 (peças usinadas complexas)
|
Taxa de utilização de materiais
|
Custo de produção
|
|
Condutividade Térmica
|
180W/(m·K)
|
160W/(m·K)
|
Mais de 95%
|
30% menor que a usinagem tradicional.
|
|
Eficiência de dissipação de calor
|
Alto
|
Médio
|
30%-40%
|
Relativamente alto
|
|
Usinagem de aletas complexas
|
Capaz de atingir aletas ultrafinas de 0,5 mm.
|
Difícil de conseguir.
|
-
|
-
|
|
Efeito leve
|
Excelente
|
Médio
|
-
|
-
|
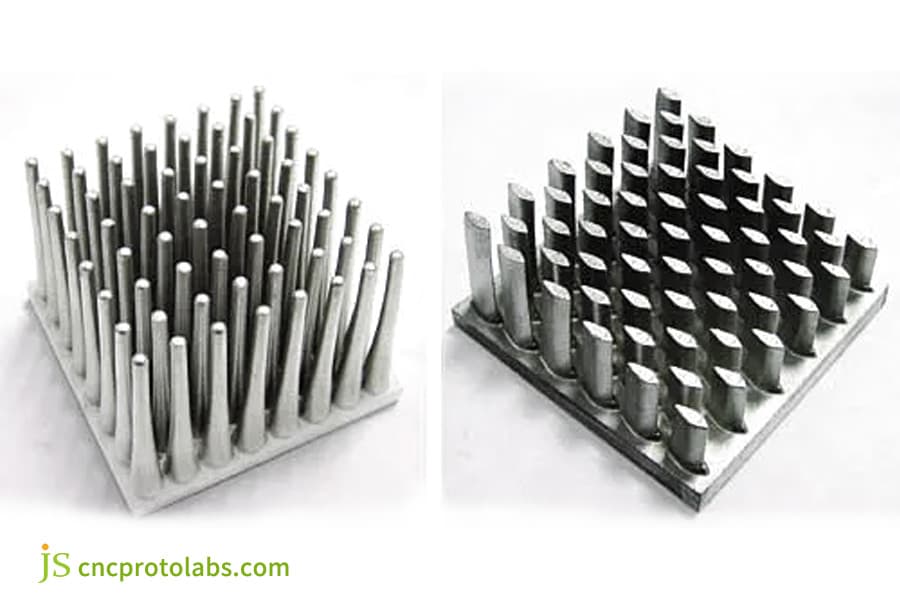
Figura 3: Dissipadores de calor de alumínio produzidos por moldagem por injeção de metal.
Quais armadilhas devem ser evitadas ao projetar moldagem por injeção de peças pequenas e complexas?
A espessura da parede no projeto de moldagem por injeção é um fator muito importante. Variações na espessura da parede podem causar tensões no material em determinados locais e deformação da peça. Moldagem por injeção de pequenas peças complexas é uma parte importante do processo de produção de peças pequenas e seu sucesso é determinado diretamente pelo seu design.
Requisitos básicos para espessura de parede e design de canto
1.Boa faixa de espessura de parede: 0,8 mm-3,0 mm, relação espessura-peso não ultrapassando 2: 1, para não resultar em resfriamento irregular que causa empenamento.
2. Raio mínimo de 0,3 mm no caso de cantos muito agudos para permitir o enchimento por fusão e proteger o material contra concentrações de tensão e fraturas.
Atualização de projeto: de peças usinadas complexas a peças moldadas por injeção
Mudar as peças de peças usinadas complexas para peças moldadas por injeção requer que a estrutura da cavidade interna seja redesenhada. Normalmente, esta pode ser uma forma de eliminar o peso excessivo em até 30%, melhorar o tempo de ciclo e reduzir os custos do molde e a complexidade da produção.
Comparando materiais de moldagem por injeção de metal: do aço inoxidável à liga de tungstênio?
A seleção do material é o fator chave na determinação da vida útil da peça. Cada materiais de moldagem por injeção de metal (compatível com ISO 22068-1:2012 ) apresenta comportamento de sinterização diferente, portanto, escolher o correto otimizará o desempenho e também o custo.
Comparação típica de propriedades de materiais metálicos MIM
- Aço inoxidável 17-4PH: Resistência à tração de 1100MPa, faixa de dureza de 40-55HRC, ideal para componentes de suporte de carga médicos e aeroespaciais.
- Aço inoxidável 316L: Grau médico, resistente à corrosão, densidade 98%, perfeito para dispositivos médicos.
- Liga F75 Cobalto-Cromo: Excelente biocompatibilidade, muito dura, ideal para implantes médicos.
- Liga de Tungstênio: Densidade 18g/cm³, perfeita para contrapesos e instrumentos de precisão.
Composição de materiais e formas de controlar custos
Nosso método de formulação composta nos permite atingir menos de 0,05% de deformação desengordurante em branco verde . Em condições altamente abrasivas, fases de reforço de metal duro podem ser adicionadas para melhorar o desempenho de produtos de serviços de moldagem por injeção personalizados, e fornecemos coeficientes de previsão de custos de materiais.
A escolha dos materiais certos é crucial para o sucesso de um projeto MIM. Obtenha nosso manual completo de propriedades de materiais para suporte profissional em seu processo de seleção e consulta gratuita sobre compatibilidade de materiais.
Personalização de dispositivos médicos de precisão JS: otimização do processo de fabricação MIM para cabeças de pinças cirúrgicas
Anteriormente, um cliente médico contava com um usinagem CNC de cinco eixos abordagem para a fabricação de suas pontas de fórceps cirúrgicos, no entanto, esse método gerava custos elevados, precisão instável e as pontas quebravam facilmente . Oferecemos a eles um método de produção MIM personalizado que abordava efetivamente todas essas questões.
Principais desafios do cliente
Com o método original de usinagem CNC de cinco eixos, a empresa fabricante de dispositivos médicos tinha três questões fundamentais que prejudicavam enormemente a competitividade do produto:
- O custo unitário, de até US$ 45, colocava uma enorme pressão sobre os custos durante a produção em larga escala.
- Fraturas freqüentes por fadiga aconteciam na ponta da peça quando o tecido estava sendo agarrado devido à ruptura das linhas de fluxo do metal, o que representava um risco à segurança.
- A precisão foi muito difícil de estabilizar dentro de 0,03 mm, precisão de dispositivos médicos as demandas não estavam sendo atendidas e a taxa de aprovação do produto era de apenas 85%.
Solução de precisão JS
Montamos uma equipe profissional de engenharia para atender aos requisitos e exigências de nossos clientes e mudar a solução de 3 maneiras diferentes: materiais, moldes e processos. As soluções detalhadas são as seguintes:
1. Otimização de reagentes:
O uso de pó metálico 17-4PH muito puro misturado com ligantes poliméricos multifásicos pode aumentar a densidade e a biocompatibilidade do material e, ao mesmo tempo, melhorar a resistência à fadiga das peças, eliminando assim o problema de fratura na raiz.
2. Otimização do molde:
Fornecer um molde de extração do núcleo deslizante lateral permite a formação de ranhuras internas finas de 0,5 mm em uma única etapa, evitando assim erros de posição causados pela usinagem secundária e, ao mesmo tempo, aumentando a capacidade de produção.
3. Otimização de processos:
Concluir a desligação catalítica em etapas repetindo aquecimento e resfriamento, dada a temperatura e o tempo de desligação corretos para remoção completa do ligante sem microfissuras para obter maior densidade da peça.
4.Monitoramento de qualidade:
Para verificar os parâmetros de temperatura e pressão da sinterização em tempo real, foi introduzido um sistema de monitoramento de sinterização totalmente automatizado para que a densidade da peça atinja 7,7g/cm³ e seu desempenho seja estável.
Lições aprendidas e resultados alcançados
Inicialmente, o posicionamento incorreto da comporta resultou na formação de entupimento de bolhas de gás (porosidade) na parte frontal da peça, que chegou a 3% e, consequentemente, afetou negativamente a resistência.
Posteriormente, após a realização da análise do fluxo de moldagem, foi tomada a decisão de deslocar a comporta da lateral para a raiz inferior, o que resolveu completamente a explicação da porosidade e o nível de porosidade foi reduzido para menos de 0,5%.
No final, a nossa solução teve as seguintes conquistas importantes: a resistência à tração da peça foi aumentada em 20%, ela tinha resistência suficiente para passar por 10.000 ciclos de fadiga, o risco de fratura foi completamente eliminado.
Por outro lado, o custo unitário caiu drasticamente para US$ 8,5, portanto, foi obtida uma redução no custo de 81%, o ciclo de entrega foi reduzido em 40% e a taxa de qualificação do produto foi elevada para 99,5%.
O engenheiro-chefe do cliente disse: "A solução MIM da JS Precision não só nos permitiu economizar dinheiro, mas também, pelo uso da fonte de materiais, lidou com riscos de segurança."
Se você precisar de peças personalizadas para dispositivos médicos, basta nos enviar os desenhos das peças e nós personalizaremos uma solução dedicada de serviços de moldagem por injeção de metal para você, juntamente com uma avaliação gratuita de viabilidade do processo.

Figura 4: Pinças cirúrgicas sendo preparadas, mostrando peças de dispositivos médicos fabricados pelo MIM.
Por que escolher a JS Precision como seu parceiro de moldagem por injeção de precisão?
A fabricação de precisão exige muita experiência e know-how. JS Precision fornece um completo serviço personalizado de moldagem por injeção , desde materiais até pós-processamento, que serve para minimizar seus gastos e reduzir sua exposição a determinados riscos.
Nossos principais pontos fortes
- Vantagem do equipamento: 15 máquinas injetoras de precisão, um sistema de sinterização a vácuo e uma sala limpa Classe 100.000, permitindo uma produção completa.
- Vantagem de qualidade: As operações são realizadas de acordo com ISO 13485 e IATF 16949 . Peças totalmente documentadas são fornecidas com relatórios de inspeção.
- Vantagem técnica: A experiência média dos engenheiros é de mais de 8 anos , eles se concentram principalmente em projetos de serviços de moldagem por injeção de metal de alta qualidade e, assim, podem fornecer suporte técnico para todo o processo.
Filosofia de Serviço Focada no Cliente
Não atuamos apenas como fabricante OEM, mas também como otimizador de design que também pode demonstrar capacidades em pós-processamento . Sempre colocamos os interesses do cliente em primeiro lugar e levamos ao sucesso mútuo.
Escolher um parceiro profissional pode ser sua melhor aposta para evitar erros em trabalhos de moldagem por injeção de precisão. Diga-nos as características da sua peça e a quantidade de produção que você precisa e, dentro de 12 a 24 horas, você receberá de nós um orçamento completo e soluções personalizadas, iniciando assim sua parceria de fabricação de precisão.
Análise aprofundada do serviço de moldagem por injeção personalizado: como reduzir o custo total em 70% por meio da conversão do processo?
O custo inicial do molde é um mero truque visual. MIM e PIM têm o potencial de fornecer um ROI significativamente maior em comparação com CNC em projetos de médio a alto volume. O serviço personalizado de moldagem por injeção basicamente trata da redução de custos por meio da conversão de processos.
Comparação de custos de diferentes processos
1. Usinagem CNC ( peças usinadas complexas ): Aproximadamente US$ 50 por unidade com um uso de material de apenas 30% a 40%. Usado principalmente para prototipagem de pequenos lotes.
2. Processo MIM: Na produção anual> 5.000 unidades, o preço pode ser de US $ 10-15 por unidade. A taxa de utilização de material é de 95%. O custo é 50% -80% menor que o do CNC.
3.Processo PIM: Sem requisitos de alta resistência, o preço unitário é de US$ 5-8. A taxa de utilização de material é de 100%. É perfeito para peças leves de grande volume.
Destaques para redução de custos na transformação de processos
A redução de custos no serviço de moldagem por injeção personalizado depende de: corte do processamento secundário em mais de 80%, taxa de utilização de material de 95% e design de peças combinadas para economizar 30% dos custos de montagem. A otimização da moldagem por injeção de pequenas peças complexas pode diluir ainda mais os custos.
Perguntas frequentes
Q1: A resistência das peças MIM pode ser próxima da do aço sólido?
Na verdade, nossas peças costumam ter densidade superior a 97% e, após tratamento térmico, a resistência à tração pode chegar até 1000-1200 MPa. Portanto, eles podem atender às demandas por peças médicas e industriais de alta resistência e ter desempenho igual ao do aço sólido.
P2: Qual o tamanho da produção anual que torna o MIM um investimento valioso para o meu projeto?
Se a produção anual for superior a 5.000 unidades, o MIM será extremamente econômico . Para fazer amostras de 100-500 unidades, recomendamos começar com usinagem CNC para manter baixo o investimento inicial.
Q3: Os moldes MIM e PIM são intercambiáveis?
Absolutamente não! A contração da sinterização MIM é >15%, portanto os moldes precisam ser pré-dimensionados. Além disso, os requisitos para que o aço para cavidades seja resistente ao desgaste no processo MIM são muito maiores do que aqueles para o processo PIM, o que leva a grandes diferenças entre os dois tipos de moldes .
P4: Quais tecnologias a JS Precision pode usar para garantir a tolerância de peças pequenas e complicadas?
Utilizamos monitoramento em tempo real auxiliado por um instrumento de medição de vídeo. Normalmente, as tolerâncias estão dentro de 0,3% e, usando retificação de precisão adicional, 0,01 mm pode ser alcançado se houver requisitos especiais.
Q5: Quais metais são mais adequados para moldagem por injeção?
Aço inoxidável 316L, aço inoxidável 17-4PH e ligas Fe-Ni são as principais opções que foram rigorosamente examinadas. Além disso, temos fábricas em funcionamento para a produção de ligas de titânio e tungstênio.
Q6: Quando a JS Precision me fornecerá uma cotação de moldagem por injeção?
Ao receber os desenhos 3D detalhados e a quantidade solicitada, podemos fornecer-lhe um conjunto completo de planos de produção e preços para moldes e peças dentro de 12 a 24 horas .
Q7: Como a JS Precision resolve o problema de espessura irregular da parede nas peças?
Com base no seu projeto, nossos engenheiros sugerirão a remoção ou escavação das áreas mais espessas e/ou a implementação de um sistema de resfriamento segmentado que ajudará a reduzir o empenamento causado pelo encolhimento irregular.
Q8: Estou pensando em testar temporariamente as peças do PIM em vez do MIM. Tudo bem?
Você só pode fazer testes de montagem, mas não testes de resistência. Para verificar a funcionalidade, é recomendável entrar em contato conosco diretamente para produção experimental em pequena escala do MIM.
Resumo
Escolher entre MIM e PIM é realmente uma troca entre propriedades mecânicas, precisão e volume de produção . MIM é o método preferido para fabricar peças metálicas com excelentes propriedades mecânicas, que podem suportar altas temperaturas e também são muito precisas, enquanto o PIM é para fabricar peças leves cujo design é frequentemente alterado.
Na verdade, a selecção de processos de fabrico adequados requer uma tomada de decisão científica. Às vezes, a seleção indireta de materiais resulta em incertezas sobre a qualidade do produto e em enormes perdas no custo do molde.
Contate nossos especialistas técnicos imediatamente e nós lhe entregaremos um relatório de viabilidade do processo baseado em dados reais. No caso de moldagem por injeção de metal ou moldagem por injeção de plástico, podemos personalizar a melhor solução para você.
Envie seus designs de componentes e requisitos para obter recomendações gratuitas de otimização de moldagem por injeção de precisão e iniciar seu caminho eficaz de fabricação de precisão.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

