

Metal injection molding services (MIM) offer an effective way to mass-produce highly precise and complex parts. Custom injection molding services (CIM) have also unlocked the potential for mass production of complex parts. However, it is the choice of material that will ultimately make or break a project.
When designing products, the engineers come across a classic unsolvable problem: plastic parts are not strong enough, and on the other hand, the conventional five axis CIM processes become extremely expensive and time-consuming when producing tens of thousands of small and complex parts annually.
This guide scientifically compares the physical capacity, tolerance control, and DFM cost aspects of both MIM and PIM, therefore providing very useful selection logic and also circumstances application of these methods for precision manufacturing.
Summary Of Core Answer: Injection Molding Process Quick Comparison
|
Characteristics
|
Metal Injection Molding (MIM)
|
Plastic Injection Molding (PIM)
|
Selection Suggestions
|
Application Scenarios
|
|
Core Material
|
Stainless Steel 17-4PH, 316L, Tungsten Alloy
|
Engineering Plastics (PEEK, PPS, PA66+GF)
|
Choose MIM if strength > 800MPa.
|
MIM is suitable for high-strength scenarios, and PIM is suitable for lightweight scenarios.
|
|
Dimensional Accuracy
|
±0.3%-0.5% (±0.03mm)
|
±0.1%-0.2%
|
Choose PIM for high precision and MIM for toughness requirements.
|
PIM is suitable for precision instruments, and MIM is suitable for structural parts.
|
|
Geometric Complexity
|
Extremely high, supporting 0.2mm microholes and threads.
|
High, limited by 0.5°-1° draft angle.
|
Both support complex machined parts.
|
MIM is suitable for ultra-complex parts, and PIM is suitable for conventional complex parts.
|
|
Surface Hardness
|
40-55 HRC (after quenching)
|
Relatively low
|
Choose MIM for wear resistance.
|
MIM is suitable for moving parts, and PIM is suitable for insulating parts.
|
|
Temperature Resistance
|
Up to 200℃ and above
|
Most ≤ 150℃
|
Choose MIM if temperature exceeds 150℃.
|
MIM is suitable for high-temperature environments, and PIM is suitable for normal-temperature scenarios.
|
Key Takeaways:
- If the temperature in the environment goes above 150°C or the product has to endure high-frequency fatigue load, metal injection molding will be the only option one can depend on.
- The per piece production costs of metal injection molding (MIM) are 50%-80% cheaper than CNC machining if the yearly production exceeds 5000 pieces.
- For extremely precise components where tolerances are 0.01mm, secondary finishing should be planned for in production by leaving a 0.1mm allowance after injection molding.
Why Trust This Guide? JS Precision’s Expertise In Custom Injection Molding Services
Having worked more than ten years in the field of precision injection molding, we know that the top three worry points for potential customers when choosing a custom injection molding service are: the technology might be unreliable, the project getting over budget, and the delivery being late.
Therefore, the findings of this guide are entirely our firsthand experience based.
Using our three-month side-by-side test of MIM and PIM together with the knowledge we have gleaned from thousands of custom projects, we pinpointed the exact production issues of our clients that are related to the mass manufacturing of complicated parts.
One of our automotive parts customers, who was manufacturing small, intricate parts by CNC machining, was paying $38 per unit, and the annual production volume was 3,000 units.
We made metal injection molding available to them, which in turn resulted in a drop in the cost of the unit to $8 and an increase in capacity to 100,000 units, the final output meeting the IATF 16949:2016 standard.
We mainly focus on contract manufacturing services, but also design optimization is one of the strengths of our company, which results in significant cost savings and performance improvement for the customers.
We have 15 precision injection molding machines and a spacious vacuum sintering cluster, and are very confident of product uniformity that is why we offer a full inspection report with every single part delivered.
Whether it's high-difficulty metal injection molding aluminum parts or ultra-precise injection molding of small complex parts, we have mature mass production solutions.
Get our customized injection molding success story booklet to intuitively understand how we help clients in different industries solve selection challenges and receive a free preliminary process feasibility assessment.
How To Choose Metal Injection Molding Services Based On Mechanical Properties?
Tensile strength and environmental resistance play a key role in core selection criteria. MIM (metal injection molding) is quite close in density to forgings (>97%), whereas PIM (polymer injection molding) is mainly focused on lightweighting and insulation. One should take into account the stress a part undergoes and its working environment when choosing metal injection molding services.
Core Differences in Mechanical Properties between MIM and PIM
|
Performance Indicators
|
MIM (17-4PH Stainless Steel)
|
PIM (High-Filled PEEK)
|
Difference Analysis
|
Application Scenarios
|
|
Tensile Strength
|
1100MPa
|
90MPa
|
The strength of MIM is more than 12 times that of PIM.
|
MIM is suitable for load-bearing parts.
|
|
Density
|
≥97%
|
100%
|
PIM has no pores, and MIM is close to forgings.
|
PIM is suitable for seals.
|
|
Temperature Resistance Limit
|
200℃
|
150℃
|
MIM has better temperature resistance than PIM.
|
MIM is suitable for high-temperature environments.
|
|
Impact Toughness
|
60J/cm²
|
15J/cm²
|
The toughness of MIM is 4 times that of PIM.
|
MIM is suitable for impact-resistant parts.
|
Performance Optimization Techniques for MIM Metal Materials
1.Control vacuum sintering temperature to 1350℃±5℃ at minimum to ensure the metal has uniform grain size and the density is stable and above 97%.
2.Selecting the metal powder ratio carefully, for example, choosing 17-4PH stainless steel for aerospace parts, and for parts that wear a lot, adding carbides as the strengthening phases.
3.By heat treatment, MIM parts can have their surface hardness increased to 40-55 HRC that is very close to that of a hardened steel, thereby being able to satisfy requirements for resistance to wear.
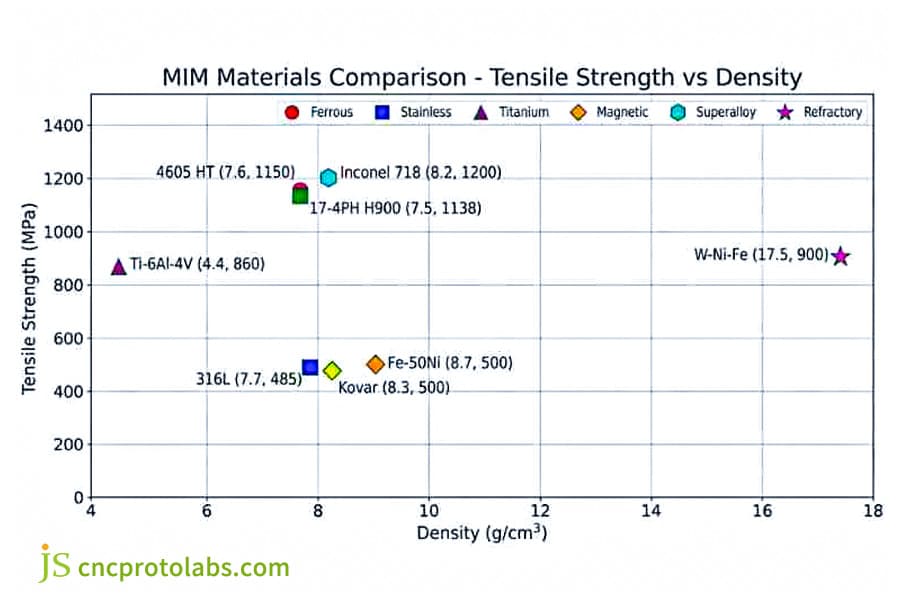
Figure 1: Tensile strength vs density chart comparing MIM materials like stainless steel and titanium.
How To Achieve Ultra Precision Dimensional Control In Plastic Injection Molding?
Compared to metal sintering shrinkage which is 15%-20%, plastic shrinkage of around 0.5%-2% is much smaller and thus PIM has a big advantage in achieving micron-level tolerances. The secret of ultra-precision control in plastic injection molding is in the integration of mold, process, and monitoring.
The accurate regulation of mold temperature and holding pressure parameters
Using a 1 precision mold temperature controller can give you a uniform mold temperature and parts that have consistent dimensions, especially for small complex parts injection molding.
When you set multi-level holding pressure parameters from 80-120MPa and through segmented pressure adjustment, you can totally get rid of shrinkage marks and warpage, and at the same time, make sure that the part dimensions are exact.
In-Mold monitoring and mold optimization techniques
We equip a RJG in-mold pressure sensor to get data on the injection cycle in real time, and with this, we regularly keep tolerances under 0.015mm.
We also finish the control of precision to 0.005mm by carefully grinding the mold parting surface in order to solve the "flash" problem in plastic injection molding. In short, it means "real-time monitoring + mold refinement" for dimension consistency of every PIM part.
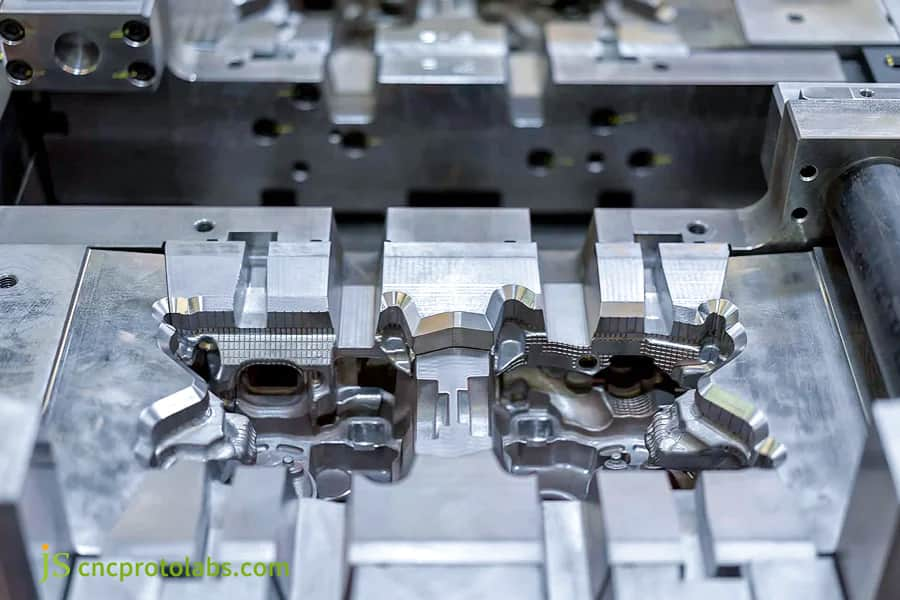
Figure 2: Close-up of precision-engineered plastic injection molding molds.
Is Metal Injection Molding Aluminum The Best Choice For Heat Dissipation Components?
Although sintering metal injection molding aluminum is quite a difficult task, the advantages of the light metal for heat dissipation are very attractive.
Actually, material utilization during manufacturing reaches 95% or even more, if we compare that to highly complex machined parts. The combination with the ASTM B928-17 standard has allowed us to achieve steady mass production.
A big step forward in sintering aluminum alloy MIM
- AlSi10Mg aluminum alloy powder with high purity is utilized in order to minimize the effect of impurities.
- We operate a sintering atmosphere of mixed hydrogen and nitrogen to prevent the growth of oxide films on the surface.
- Adjusted the sintering temperature and kept the time constant, which resulted in the enhancement of the density of aluminum parts.
Comparison of Heat Dissipation between MIM Aluminum Parts and Traditionally Machined Parts
|
Comparison Items
|
MIM Aluminum Parts (AlSi10Mg)
|
6061 Aluminum (Complex Machined Parts)
|
Material Utilization Rate
|
Production Cost
|
|
Thermal Conductivity
|
180W/(m·K)
|
160W/(m·K)
|
More than 95%
|
30% lower than traditional machining.
|
|
Heat Dissipation Efficiency
|
High
|
Medium
|
30%-40%
|
Relatively high
|
|
Complex Fin Machining
|
Able to achieve 0.5mm ultra-fine fins.
|
Difficult to achieve.
|
-
|
-
|
|
Lightweight Effect
|
Excellent
|
Medium
|
-
|
-
|
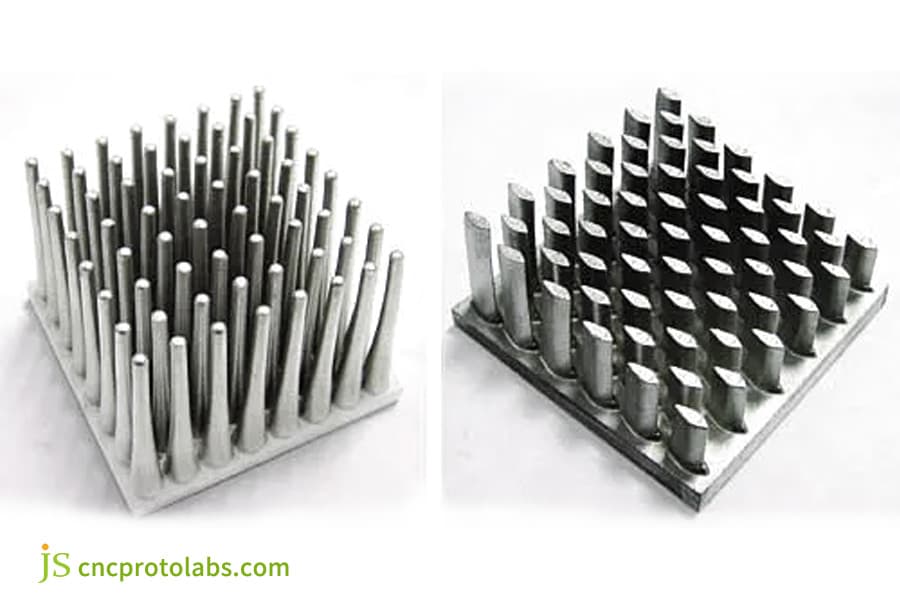
Figure 3: Aluminum heat sinks produced via metal injection molding.
What Pitfalls Should Be Avoided When Designing Small Complex Parts Injection Molding?
Wall thickness in injection molding design is a very important factor. Variations in wall thickness may cause the material to be stressed at certain locations and the deformation of the part. Small complex parts injection molding is a major part of the small parts production process and its success is determined directly by its design.
Basic Requirements for Wall Thickness and Corner Design
1.Good range of wall thickness: 0.8mm-3.0mm, thickness-to-weight ratio not going over 2:1, so as not to result in uneven cooling that causes warping.
2.Minimum radius of 0.3mm in the case of very acute corners to allow for melt filling and to protect the material from stress concentrations and fractures.
Design Upgradation: From Complex Machined Parts to Injection Molded Parts
Changing the parts from complex machined parts to injection molded parts requires the internal cavity structure to be re-designed. Usually, this can be a way to eliminate excessive weight by up to 30%, improve the cycle time, and reduce mold costs and production complexity.
Comparing Metal Injection Molding Materials: From Stainless Steel To Tungsten Alloy?
Material selection is the key factor in determining part lifespan. Each metal injection molding materials (compliant with ISO 22068-1:2012) exhibits different sintering behavior, so picking the right one will optimize performance, as well as cost.
Typical MIM Metal Material Properties Comparison
- 17-4PH Stainless Steel: Tensile strength of 1100MPa, hardness range of 40-55HRC, ideal for medical and aerospace load-bearing components.
- 316L Stainless Steel: Medical grade, corrosion resistant, density 98%, perfect for medical devices.
- F75 Cobalt-Chromium Alloy: Excellent biocompatibility, very hard, ideal for medical implants.
- Tungsten Alloy: Density 18g/cm³, perfect for counterweights and precision instruments.
Material Composition and Ways to Control Costs
Our composite formulation method allows us to achieve less than 0.05% green blank degreasing deformation. In highly abrasive conditions, carbide reinforcing phases can be added to enhance the performance of custom injection molding service products, and we supply material cost prediction coefficients.
Choosing the right materials is crucial for the success of a MIM project. Obtain our complete material property manual for professional support in your selection process and free consultation on material compatibility.
JS Precision Medical Device Customization: Optimization Of MIM Manufacturing Process For Surgical Clamp Heads
Earlier, a medical client relied on a five axis CNC machining approach for manufacturing their surgical forceps tips, however, this method led to high costs, unstable precision, and the tips easily broke. We offered them a tailor-made MIM production method that effectively addressed all of these issues.
Client's Core Challenges
With the original five axis CNC machining method, the medical device manufacturing company had three fundamental issues that greatly jeopardized product competitiveness:
- The unit cost being as high as $45 was putting tremendous pressure on cost during production on a large scale.
- Frequent fatigue fractures happened at the tip of the part when the tissue was being gripped because of the disruption of metal flow lines, which was a safety hazard.
- Precision was very hard to stabilize within 0.03mm, medical devices precision demands were not being met, and the product pass rate was only 85%.
JS Precision Solution
We have set up a professional engineering team to meet the requirements and requirements of our customers and change the solution in 3 different ways: materials, molds, and processes. The detailed solutions are as follows:
1.Reagent optimization:
Using very pure 17-4PH metal powder mixed with multiphase polymer binders can increase material density and biocompatibility and at the same time improve the fatigue strength of the parts, thus eliminating the problem of fracture at the root.
2.Mold optimization:
Giving a side-slider core-pulling mold allows one-step forming of 0.5mm fine internal grooves, thus avoiding positional errors caused by secondary machining and at the same time increasing the production capacity.
3.Process optimization:
Completing staged catalytic debinding by repeat heating and cooling given the correct debinding temperature and time for thorough binder removal without microcracks to obtain higher part density.
4.Quality Monitoring:
To check temperature and pressure parameters of sintering in real-time, a fully automated sintering monitoring system has been introduced such that the part density reaches 7.7g/cm³ and their performance is stable.
Lessons Learned and Results Achieved
Initially, the improper placement of the gate resulted in the formation of blockage of gas bubbles (porosity) at the front of the part, which reached 3% and hence caused the strength to be adversely affected.
Later on, after conducting molding flow analysis, a decision was made to shift the gate from the side to the bottom root, which completely solved the porosity explanation and the level of porosity was lowered to less than 0.5%.
In the end, our solution had the following major achievements: tensile strength of the part was pushed up by 20%, it had enough strength to undergo 10,000 fatigue cycles, the fracture risk was completely wiped out.
On the other hand, the unit cost dramatically fell to $8.5 thus a reduction in cost of 81% was realized, delivery cycle was shortened by 40%, and product qualification rate was raised to 99.5%.
The client's chief engineer said: "JS Precision's MIM solution has not only enabled us to save money but also, by the use of the source of materials, has dealt with safety hazards."
If you are in need of customized medical device parts, just send us your part drawings, and we will tailor a dedicated metal injection molding services solution for you, alongside a free process feasibility assessment.

Figure 4: Surgical clamps being prepared, showing MIM-manufactured medical device parts.
Why Choose JS Precision As Your Precision Injection Molding Partner?
Precision manufacturing demands a lot of experience and know-how. JS Precision provides a complete custom injection molding service, ranging from materials to post-processing, which serves to minimize your expenses and reduce your exposure to certain risks.
Our Core Strengths
- Equipment Advantage: 15 precision injection molding machines, a vacuum sintering system, and a Class 100,000 cleanroom, enabling one-stop production.
- Quality Advantage: Operations are done in accordance with ISO 13485 and IATF 16949. Fully documented parts are supplied with inspection reports.
- Technical Advantage: The average experience of engineers is more than 8 years, they mainly focus on high-end metal injection molding services projects, and thereby can provide technical support for the entire process.
Customer-Focused Service Philosophy
We do not only serve as an OEM manufacturer but also as design optimizer who can also demonstrate capabilities in post-processing. We always put customer interests first, and lead to mutual success.
Picking a professional partner may be your best bet at steering clear of mistakes in precision injection molding works. Tell us the features of your part and the amount of production you need, and within 12-24 hours, you'll get from us a thorough quote and personalized solutions, thus initiating your precision manufacturing partnership.
In Depth Analysis Of Custom Injection Molding Service: How To Reduce Total Cost By 70% Through Process Conversion?
Initial mold cost is a mere eye trick. MIM and PIM have the potential to provide a significantly higher ROI compared to CNC on medium-to-high volume projects. Custom injection molding service at its core is about cost reduction by process conversion.
Cost Comparison of Different Processes
1.CNC Machining (complex machined parts): Approximately $50 per unit with a material usage of only 30%-40%. Mainly used for small batch prototyping.
2.MIM Process: At annual production > 5000 units, the price can be $10-15 per unit. The material usage rate is 95%. The cost is 50%-80% less than that of CNC.
3.PIM Process: Without high-strength requirements, the unit price is $5-8. The material usage rate is 100%. It is perfect for large-volume lightweight parts.
Highlights for Cost Savings in Process Transformation
Reducing cost in custom injection molding service depends on: cutting secondary processing by more than 80%, material utilization rate 95%, and combined part design to save 30% of assembly costs. The optimization of small complex parts injection molding can further dilute costs.
FAQs
Q1: Can the strength of MIM parts be close to that of solid steel?
In fact, our parts usually have a density greater than 97%, and after heat treatment, the tensile strength can even reach 1000-1200 MPa. Therefore, they can meet the demands for high-strength medical and industrial parts and perform equally to solid steel.
Q2: What size of yearly production makes MIM a worthwhile investment for my project?
If the annual production is above 5000 units, then MIM is extremely cost-effective. For making 100-500 unit samples, we recommend starting with CNC machining to keep the initial investment low.
Q3: Are MIM and PIM molds interchangeable?
Absolutely not! MIM sintering shrinkage is >15%, so molds have to be pre-scaled. Besides that, the requirements of cavity steel being wear resistant in the MIM process are much higher than those for the PIM process, which leads to quite big differences between the two kinds of molds.
Q4: What technologies can JS Precision use to ensure the tolerance of small and complicated parts?
We use real-time monitoring aided by a video measuring instrument. Typically, tolerances are within 0.3%, and by using further precision grinding, 0.01mm can be attained if there are special requirements.
Q5: Which metals are the most suitable for injection molding?
316L stainless steel, 17-4PH stainless steel, and Fe-Ni alloys are the major choices that have been rigorously examined.Besides that, we have running factories for the production of titanium and tungsten alloys.
Q6: How soon will JS Precision provide me an injection molding quote?
Upon receiving the detailed 3D drawings and the quantity requested, we can supply you with a full set of production and pricing plans for molds and parts within 12-24 hours.
Q7: How does JS Precision solve the issue of uneven wall thickness in the parts?
Based on your design, our engineers will suggest removing or hollowing out the thickest areas and/or implementing a segmented cooling system that will help in reducing the warping caused by uneven shrinkage.
Q8: I am thinking to test PIM parts temporarily instead of MIM. Is that okay?
You can only do assembly testing but not strength testing. To verify functionality, it is recommended to contact us directly for MIM small-scale trial production.
Summary
Choosing between MIM and PIM is really a trade-off between the mechanical properties, accuracy, and volume of production. MIM is the method of choice for making metal parts with excellent mechanical properties, that can withstand high temperatures and are also very accurate, while PIM is for making lightweight parts for which the design is frequently changed.
Indeed, selecting suitable manufacturing processes requires scientific decision-making. At times, indirect material selection results in uncertainties about product quality and incurring huge losses in mold cost.
Contact our technical experts immediately, and we will deliver to you a process viability report based on actual data. In case of metal injection molding or plastic injection molding, we can tailor the best solution for you.
Send your component designs and requirements to get free precision injection molding optimization recommendations and to begin your effective precision manufacturing path.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

