

خدمات صب حقن المعادن (MIM) طريقة فعالة لإنتاج كميات كبيرة من أجزاء دقيقة ومعقدة للغاية. كما فتحت خدمات القولبة بالحقن المخصصة (CIM) إمكانية الإنتاج الضخم للأجزاء المعقدة. ومع ذلك، فإن اختيار المواد هو الذي سيؤدي في النهاية إلى نجاح المشروع أو فشله.
عند تصميم المنتجات، يواجه المهندسون مشكلة كلاسيكية غير قابلة للحل: الأجزاء البلاستيكية ليست قوية بما فيه الكفاية، ومن ناحية أخرى، تصبح عمليات CIM التقليدية ذات المحاور الخمسة مكلفة للغاية وتستغرق وقتًا طويلاً عند إنتاج عشرات الآلاف من الأجزاء الصغيرة والمعقدة سنويًا.
يقارن هذا الدليل علميًا بين القدرة المادية والتحكم في التسامح وجوانب تكلفة سوق دبي المالي لكل من MIM وPIM، وبالتالي يوفر منطق اختيار مفيدًا جدًا وكذلك ظروف تطبيق هذه الأساليب لـ التصنيع الدقيق .
ملخص الإجابة الأساسية: عملية حقن صب مقارنة سريعة
|
صفات
|
صب حقن المعادن (MIM)
|
صب حقن البلاستيك (PIM)
|
اقتراحات الاختيار
|
سيناريوهات التطبيق
|
|
المواد الأساسية
|
الفولاذ المقاوم للصدأ 17-4PH، 316L، سبائك التنغستن
|
اللدائن الهندسية (نظرة خاطفة، PPS، PA66+GF)
|
اختر MIM إذا كانت القوة> 800MPa.
|
MIM مناسب للسيناريوهات عالية القوة، وPIM مناسب للسيناريوهات خفيفة الوزن.
|
|
دقة الأبعاد
|
±0.3%-0.5% (±0.03 مم)
|
±0.1%-0.2%
|
اختر PIM للحصول على الدقة العالية وMIM لمتطلبات المتانة.
|
PIM مناسب للأدوات الدقيقة، وMIM مناسب للأجزاء الهيكلية.
|
|
التعقيد الهندسي
|
عالية للغاية ، وتدعم الثقوب الدقيقة والخيوط بقطر 0.2 مم.
|
عالية، محدودة بزاوية مسودة تتراوح من 0.5 درجة إلى 1 درجة.
|
كلاهما يدعم الأجزاء الآلية المعقدة.
|
MIM مناسب للأجزاء فائقة التعقيد ، وPIM مناسب للأجزاء المعقدة التقليدية.
|
|
صلابة السطح
|
40-55 HRC (بعد التبريد)
|
منخفضة نسبيا
|
اختر MIM لمقاومة التآكل.
|
MIM مناسب للأجزاء المتحركة، وPIM مناسب للأجزاء العازلة.
|
|
مقاومة درجات الحرارة
|
تصل إلى 200 درجة مئوية وما فوق
|
معظم ≥ 150 درجة مئوية
|
اختر MIM إذا تجاوزت درجة الحرارة 150 درجة مئوية.
|
MIM مناسب لبيئات درجات الحرارة العالية ، وPIM مناسب لسيناريوهات درجات الحرارة العادية.
|
الوجبات السريعة الرئيسية:
- إذا تجاوزت درجة الحرارة في البيئة 150 درجة مئوية أو كان على المنتج أن يتحمل أحمال الكلال عالية التردد، فإن قولبة الحقن المعدنية ستكون الخيار الوحيد الذي يمكن الاعتماد عليه.
- تكاليف إنتاج القطعة الواحدة صب حقن المعادن (MIM) أرخص بنسبة 50%-80% من التصنيع باستخدام الحاسب الآلي إذا تجاوز الإنتاج السنوي 5000 قطعة.
- بالنسبة للمكونات الدقيقة للغاية حيث يبلغ التفاوت المسموح به 0.01 مم، يجب التخطيط للتشطيب الثانوي في الإنتاج من خلال ترك بدل 0.1 مم بعد القولبة بالحقن.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في خدمات صب الحقن المخصصة
بعد أن عملنا لأكثر من عشر سنوات في مجال قولبة الحقن الدقيقة، فإننا نعلم أن أهم ثلاث نقاط قلق للعملاء المحتملين عند اختيار خدمة قولبة حقن مخصصة هي: قد تكون التكنولوجيا غير موثوقة، وتجاوز المشروع للميزانية، والتأخر في التسليم.
ولذلك، فإن نتائج هذا الدليل تعتمد بالكامل على تجربتنا المباشرة.
باستخدام اختبارنا جنبًا إلى جنب لمدة ثلاثة أشهر لـ MIM وPIM بالإضافة إلى المعرفة التي اكتسبناها من آلاف المشاريع المخصصة، حددنا مشكلات الإنتاج الدقيقة لعملائنا والتي تتعلق بالتصنيع الضخم للأجزاء المعقدة.
كان أحد عملاء قطع غيار السيارات لدينا، الذي كان يقوم بتصنيع أجزاء صغيرة ومعقدة باستخدام الآلات CNC، يدفع 38 دولارًا لكل وحدة، وكان حجم الإنتاج السنوي 3000 وحدة.
لقد قمنا بتوفير قوالب حقن المعادن لهم، مما أدى بدوره إلى انخفاض تكلفة الوحدة إلى 8 دولارات وزيادة القدرة الإنتاجية إلى 100000 وحدة ، وهو ما يلبي الناتج النهائي معيار IATF 16949:2016 .
نحن نركز بشكل أساسي على خدمات التصنيع التعاقدية، ولكن أيضًا تحسين التصميم يعد أحد نقاط القوة لشركتنا، مما يؤدي إلى توفير كبير في التكاليف وتحسين الأداء للعملاء.
لدينا 15 آلة قولبة بالحقن الدقيقة ومجموعة واسعة للتلبيد بالفراغ، ونحن واثقون جدًا من تجانس المنتج ولهذا السبب نقدم تقرير فحص كامل مع كل جزء يتم تسليمه.
سواء أكان الأمر يتعلق بأجزاء الألمنيوم عالية الصعوبة بالحقن المعدني أو القولبة بالحقن فائقة الدقة للأجزاء الصغيرة المعقدة، فلدينا حلول إنتاج ضخمة ناضجة.
احصل على كتيب قصة نجاح قوالب الحقن المخصصة لفهم كيفية مساعدة العملاء في مختلف الصناعات على حل تحديات الاختيار والحصول على تقييم أولي مجاني لجدوى العملية.
كيفية اختيار خدمات صب حقن المعادن بناءً على الخواص الميكانيكية؟
تلعب قوة الشد والمقاومة البيئية دورًا رئيسيًا في معايير الاختيار الأساسية. MIM (قولبة حقن المعادن) قريبة جدًا من حيث الكثافة من المطروقات (> 97٪)، في حين تركز PIM (قولبة حقن البوليمر) بشكل أساسي على الوزن الخفيف والعزل. ينبغي للمرء أن يأخذ في الاعتبار الضغط الذي يتعرض له الجزء وبيئة عمله عند اختيار خدمات صب حقن المعادن.
الاختلافات الأساسية في الخواص الميكانيكية بين MIM وPIM
|
مؤشرات الأداء
|
ميم (17-4PH الفولاذ المقاوم للصدأ)
|
PIM (نظرة خاطفة عالية المملوءة)
|
تحليل الفرق
|
سيناريوهات التطبيق
|
|
قوة الشد
|
1100 ميجا باسكال
|
90 ميجا باسكال
|
قوة MIM أكثر من 12 مرة من قوة PIM.
|
MIM مناسب للأجزاء الحاملة.
|
|
كثافة
|
≥97%
|
100%
|
لا يحتوي PIM على مسام، وMIM قريب من المطروقات.
|
PIM مناسب للأختام.
|
|
حد مقاومة درجة الحرارة
|
200 درجة مئوية
|
150 درجة مئوية
|
تتمتع MIM بمقاومة أفضل لدرجة الحرارة من PIM.
|
MIM مناسب للبيئات ذات درجات الحرارة العالية.
|
|
صلابة التأثير
|
60 جول/سم²
|
15جول/سم²
|
صلابة MIM هي 4 أضعاف قوة PIM.
|
MIM مناسب للأجزاء المقاومة للصدمات.
|
تقنيات تحسين الأداء للمواد المعدنية MIM
1. التحكم في درجة حرارة التلبيد بالفراغ إلى 1350 ± 5 ℃ كحد أدنى لضمان أن المعدن لديه حجم حبيبات موحد والكثافة مستقرة وأعلى من 97٪.
2. اختيار نسبة المسحوق المعدني بعناية، على سبيل المثال، اختيار الفولاذ المقاوم للصدأ 17-4PH أجزاء الفضاء الجوي وبالنسبة للأجزاء التي تتآكل كثيرًا، تتم إضافة الكربيدات كمراحل تقوية.
3. من خلال المعالجة الحرارية، يمكن زيادة صلابة سطح أجزاء MIM إلى 40-55 HRC وهي قريبة جدًا من الفولاذ المقسى، وبالتالي تكون قادرة على تلبية متطلبات مقاومة التآكل.
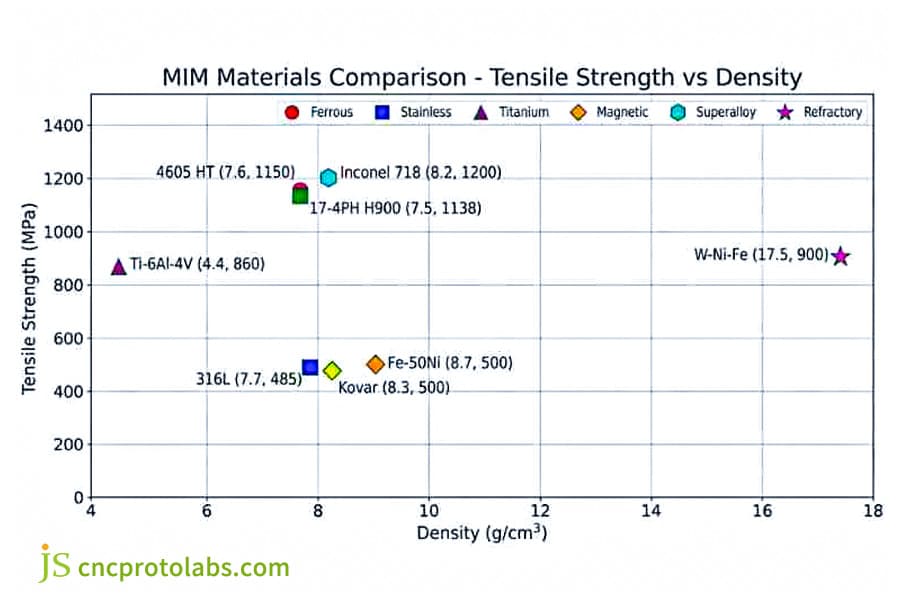
الشكل 1: مخطط قوة الشد مقابل الكثافة الذي يقارن مواد MIM مثل الفولاذ المقاوم للصدأ والتيتانيوم.
كيفية تحقيق التحكم الفائق الدقة في الأبعاد في صب حقن البلاستيك؟
بالمقارنة مع انكماش تلبيد المعادن الذي يتراوح بين 15%-20%، فإن انكماش البلاستيك بحوالي 0.5%-2% أصغر بكثير، وبالتالي فإن PIM يتمتع بميزة كبيرة في تحقيق التفاوتات على مستوى الميكرون . سر التحكم فائق الدقة في صب حقن البلاستيك هو في تكامل القالب والعملية والرصد.
التنظيم الدقيق لدرجة حرارة القالب وعقد معلمات الضغط
إن استخدام وحدة التحكم في درجة حرارة القالب بدقة 1 يمكن أن يمنحك درجة حرارة موحدة للقالب وأجزاء ذات أبعاد متسقة، خاصة بالنسبة لقوالب حقن الأجزاء الصغيرة المعقدة.
عندما تقوم بتعيين معلمات ضغط تثبيت متعددة المستويات من 80 إلى 120 ميجا باسكال ومن خلال ضبط الضغط المجزأ، يمكنك التخلص تمامًا من علامات الانكماش وwarpage، وفي الوقت نفسه، تأكد من أن أبعاد الجزء دقيقة.
تقنيات المراقبة داخل القالب وتحسين القالب
لقد قمنا بتجهيز جهاز استشعار الضغط داخل القالب RJG للحصول على بيانات حول دورة الحقن في الوقت الفعلي، وبهذا، نحافظ بانتظام على التفاوتات المسموح بها أقل من 0.015 مم.
لقد انتهينا أيضًا من التحكم في الدقة حتى 0.005 مم عن طريق طحن سطح فراق القالب بعناية من أجل حل مشكلة "الفلاش" في قولبة حقن البلاستيك. باختصار، يعني ذلك "المراقبة في الوقت الفعلي + تحسين القالب" من أجل تناسق الأبعاد لكل جزء من أجزاء PIM.
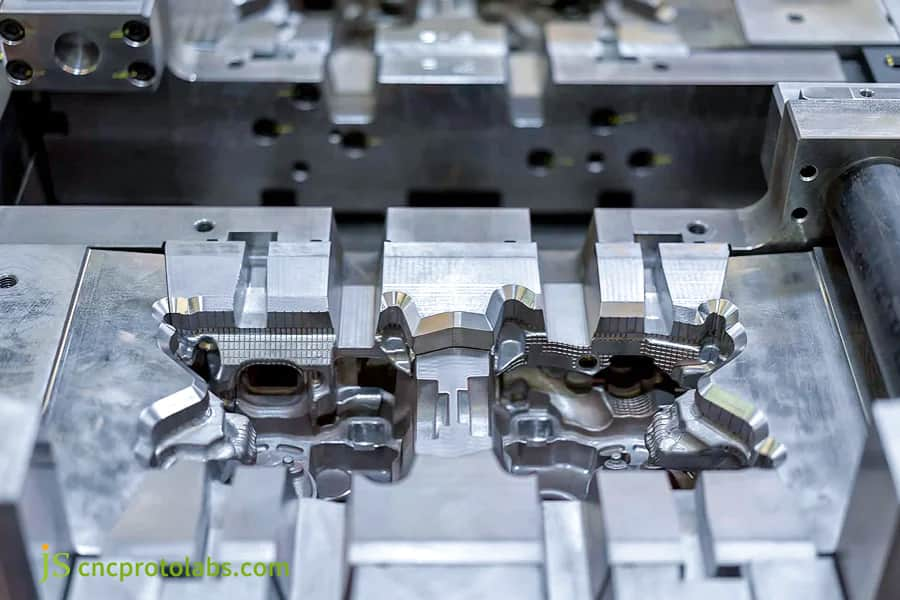
الشكل 2: لقطة مقربة لقوالب صب حقن البلاستيك المصممة بدقة.
هل يعتبر الألومنيوم بالحقن المعدني هو الخيار الأفضل لمكونات تبديد الحرارة؟
على الرغم من تلبيد صب حقن المعادن الألومنيوم إنها مهمة صعبة للغاية، فمزايا المعدن الخفيف لتبديد الحرارة جذابة للغاية.
في الواقع، يصل استخدام المواد أثناء التصنيع إلى 95% أو أكثر، إذا قارنا ذلك بالأجزاء الآلية المعقدة للغاية. لقد سمح لنا الدمج مع معيار ASTM B928-17 بتحقيق إنتاج ضخم ثابت.
خطوة كبيرة إلى الأمام في تلبيد سبائك الألومنيوم MIM
- يتم استخدام مسحوق سبائك الألومنيوم AlSi10Mg ذو النقاء العالي من أجل تقليل تأثير الشوائب.
- نقوم بتشغيل جو تلبيد من الهيدروجين والنيتروجين المختلط لمنع نمو أفلام الأكسيد على السطح.
- ضبط درجة حرارة التلبيد والحفاظ على ثبات الوقت مما أدى إلى تحسين كثافة أجزاء الألمنيوم.
مقارنة تبديد الحرارة بين أجزاء الألومنيوم MIM والأجزاء المصنعة تقليديًا
|
عناصر المقارنة
|
أجزاء الألومنيوم MIM (AlSi10Mg)
|
6061 ألومنيوم (أجزاء آلية معقدة)
|
معدل استخدام المواد
|
تكلفة الإنتاج
|
|
الموصلية الحرارية
|
180 واط/(م·ك)
|
160 واط/(م·ك)
|
أكثر من 95%
|
30% أقل من الآلات التقليدية.
|
|
كفاءة تبديد الحرارة
|
عالي
|
واسطة
|
30%-40%
|
عالية نسبيا
|
|
تصنيع الزعانف المعقدة
|
قادرة على تحقيق زعانف فائقة الدقة مقاس 0.5 مم.
|
من الصعب تحقيقه.
|
-
|
-
|
|
تأثير خفيف الوزن
|
ممتاز
|
واسطة
|
-
|
-
|
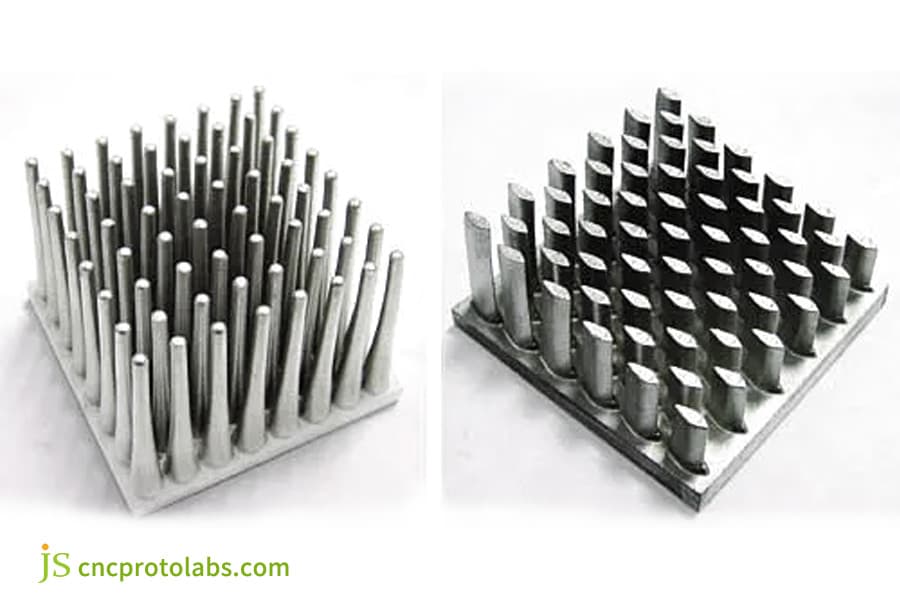
الشكل 3: المشتتات الحرارية المصنوعة من الألومنيوم المنتجة عن طريق صب حقن المعدن.
ما هي المخاطر التي يجب تجنبها عند تصميم قوالب حقن الأجزاء الصغيرة المعقدة؟
يعد سمك الجدار في تصميم قوالب الحقن عاملاً مهمًا للغاية. قد تؤدي الاختلافات في سمك الجدار إلى إجهاد المادة في مواقع معينة وتشوه الجزء. صب حقن الأجزاء المعقدة الصغيرة هو جزء رئيسي من عملية إنتاج الأجزاء الصغيرة ويتم تحديد نجاحه مباشرة من خلال تصميمه.
المتطلبات الأساسية لسمك الجدار وتصميم الزوايا
1. نطاق جيد لسمك الجدار: 0.8 مم - 3.0 مم، نسبة السمك إلى الوزن لا تتجاوز 2: 1، حتى لا يؤدي إلى تبريد غير متساوٍ يسبب التزييف.
2. الحد الأدنى لنصف القطر 0.3 مم في حالة الزوايا الحادة جدًا للسماح بملء الذوبان ولحماية المادة من تركيزات الإجهاد والكسور.
ترقية التصميم: من الأجزاء الآلية المعقدة إلى الأجزاء المقولبة بالحقن
تغيير الأجزاء من الأجزاء الآلية المعقدة إلى أجزاء مصبوبة بالحقن يتطلب إعادة تصميم هيكل التجويف الداخلي. عادة، يمكن أن يكون هذا وسيلة للتخلص من الوزن الزائد بنسبة تصل إلى 30%، وتحسين وقت الدورة، وتقليل تكاليف العفن وتعقيد الإنتاج.
مقارنة مواد صب حقن المعادن: من الفولاذ المقاوم للصدأ إلى سبائك التنغستن؟
اختيار المواد هو العامل الرئيسي في تحديد عمر الجزء. كل مواد صب حقن المعادن (متوافق مع آيزو 22068-1:2012 ) يُظهر سلوكًا مختلفًا للتلبيد، لذا فإن اختيار السلوك المناسب سيؤدي إلى تحسين الأداء، فضلاً عن التكلفة.
مقارنة خصائص المواد المعدنية النموذجية MIM
- الفولاذ المقاوم للصدأ 17-4PH: قوة شد تبلغ 1100 ميجاباسكال، نطاق صلابة 40-55HRC، مثالي للمكونات الحاملة الطبية والفضائية.
- الفولاذ المقاوم للصدأ 316L: درجة طبية، مقاوم للتآكل، الكثافة 98%، مثالي للأجهزة الطبية.
- سبيكة الكوبالت والكروم F75: توافق حيوي ممتاز، صلبة جدًا، مثالية للزرعات الطبية.
- سبيكة التنغستن: الكثافة 18 جم/سم3، مثالية للأثقال الموازنة والأدوات الدقيقة.
تكوين المواد وطرق التحكم في التكاليف
تتيح لنا طريقة التركيب المركبة الخاصة بنا تحقيق أقل من 0.05% من تشوه إزالة الشحوم الفارغ باللون الأخضر . في الظروف شديدة الكشط، يمكن إضافة مراحل تقوية الكربيد لتحسين أداء منتجات خدمة قولبة الحقن المخصصة، ونوفر معاملات التنبؤ بتكلفة المواد.
يعد اختيار المواد المناسبة أمرًا بالغ الأهمية لنجاح مشروع MIM. احصل على دليل خصائص المواد الكامل الخاص بنا للحصول على الدعم الاحترافي في عملية الاختيار الخاصة بك والاستشارة المجانية حول توافق المواد.
تخصيص الأجهزة الطبية الدقيقة من JS: تحسين عملية تصنيع MIM لرؤوس المشبك الجراحي
في وقت سابق، اعتمد أحد العملاء الطبيين على أ التصنيع باستخدام الحاسب الآلي ذو خمسة محاور طريقة تصنيع أطراف الملقط الجراحي، ومع ذلك، أدت هذه الطريقة إلى تكاليف عالية، ودقة غير مستقرة، وكسر الأطراف بسهولة . لقد قدمنا لهم طريقة إنتاج MIM مصممة خصيصًا لمعالجة جميع هذه المشكلات بشكل فعال.
التحديات الأساسية للعميل
من خلال طريقة التصنيع باستخدام الحاسب الآلي ذات المحاور الخمسة الأصلية، واجهت شركة تصنيع الأجهزة الطبية ثلاث مشكلات أساسية تهدد القدرة التنافسية للمنتج بشكل كبير:
- كانت تكلفة الوحدة التي تصل إلى 45 دولارًا تشكل ضغطًا هائلاً على التكلفة أثناء الإنتاج على نطاق واسع.
- حدثت كسور التعب المتكررة عند طرف الجزء عندما تم إمساك الأنسجة بسبب انقطاع خطوط التدفق المعدنية، وهو ما كان يشكل خطراً على السلامة.
- كان من الصعب جدًا تثبيت الدقة ضمن 0.03 مم، دقة الأجهزة الطبية لم تتم تلبية المطالب، وكان معدل نجاح المنتج 85٪ فقط.
JS الحل الدقيق
لقد أنشأنا فريقًا هندسيًا محترفًا لتلبية متطلبات ومتطلبات عملائنا وتغيير الحل بثلاث طرق مختلفة: المواد والقوالب والعمليات. الحلول التفصيلية هي كما يلي:
1. تحسين الكاشف:
إن استخدام مسحوق معدني نقي للغاية 17-4PH مخلوط مع مواد ربط بوليمر متعددة الأطوار يمكن أن يزيد من كثافة المواد والتوافق الحيوي وفي نفس الوقت يحسن قوة الكلال للأجزاء، وبالتالي القضاء على مشكلة الكسر في الجذر.
2. تحسين القالب:
إن توفير قالب سحب قلب منزلق جانبي يسمح بتشكيل أخاديد داخلية دقيقة بقطر 0.5 مم بخطوة واحدة، وبالتالي تجنب الأخطاء الموضعية الناتجة عن المعالجة الثانوية وفي نفس الوقت زيادة القدرة الإنتاجية.
3. تحسين العملية:
إكمال عملية الفصل الحفزي المرحلية عن طريق تكرار التسخين والتبريد مع توفير درجة حرارة عملية الفصل الصحيحة والوقت اللازم لإزالة الرابط بشكل كامل دون حدوث شقوق دقيقة للحصول على كثافة أعلى للجزء.
4. مراقبة الجودة:
للتحقق من معلمات درجة الحرارة والضغط للتلبيد في الوقت الحقيقي، تم تقديم نظام مراقبة التلبيد الآلي بالكامل بحيث تصل كثافة الجزء إلى 7.7 جم/سم مكعب وأداءها مستقر.
الدروس المستفادة والنتائج المحققة
في البداية أدى الوضع الخاطئ للبوابة إلى تكون انسداد في فقاعات الغاز (المسامية) في مقدمة الجزء والتي وصلت إلى 3% وبالتالي تأثرت القوة سلباً.
لاحقًا، بعد إجراء تحليل تدفق القالب، تم اتخاذ قرار بنقل البوابة من الجانب إلى الجذر السفلي، مما أدى إلى حل تفسير المسامية تمامًا وتم تخفيض مستوى المسامية إلى أقل من 0.5%.
في النهاية، حقق الحل الذي قدمناه الإنجازات الرئيسية التالية: تم رفع قوة الشد للجزء بنسبة 20%، وأصبح لديه قوة كافية للخضوع لـ 10,000 دورة تعب، وتم القضاء على خطر الكسر تمامًا.
من ناحية أخرى، انخفضت تكلفة الوحدة بشكل كبير إلى 8.5 دولارًا أمريكيًا، وبالتالي تم تحقيق انخفاض في التكلفة بنسبة 81%، وتم تقصير دورة التسليم بنسبة 40%، وتم رفع معدل تأهيل المنتج إلى 99.5%.
وقال كبير مهندسي العميل: "إن حل MIM الخاص بشركة JS Precision لم يمكّننا من توفير المال فحسب، بل تمكن أيضًا، من خلال استخدام مصدر المواد، من التعامل مع المخاطر المتعلقة بالسلامة."
إذا كنت بحاجة إلى قطع غيار مخصصة للأجهزة الطبية، فما عليك سوى إرسال رسومات الأجزاء الخاصة بك إلينا، وسوف نقوم بتصميم حل مخصص لخدمات قولبة حقن المعادن لك، إلى جانب تقييم مجاني لجدوى العملية.

الشكل 4: المشابك الجراحية التي يتم إعدادها، تظهر أجزاء الأجهزة الطبية المصنعة من قبل MIM.
لماذا تختار JS Precision كشريكك في عملية التشكيل بالحقن الدقيق؟
يتطلب التصنيع الدقيق الكثير من الخبرة والدراية. توفر JS Precision حلاً كاملاً خدمة صب الحقن المخصصة بدءًا من المواد وحتى مرحلة ما بعد المعالجة، مما يعمل على تقليل نفقاتك وتقليل تعرضك لمخاطر معينة.
نقاط القوة الأساسية لدينا
- ميزة المعدات: 15 آلة قولبة بالحقن الدقيقة، ونظام تلبيد بالفراغ، وغرفة نظيفة من فئة 100000، مما يتيح الإنتاج الشامل.
- ميزة الجودة: تتم العمليات وفقًا للمواصفة ISO 13485 وIATF 16949 . يتم تزويد الأجزاء الموثقة بالكامل بتقارير الفحص.
- الميزة التقنية: يبلغ متوسط خبرة المهندسين أكثر من 8 سنوات ، ويركزون بشكل أساسي على مشاريع خدمات قولبة حقن المعادن المتطورة، وبالتالي يمكنهم تقديم الدعم الفني للعملية بأكملها.
فلسفة الخدمة التي تركز على العملاء
نحن لا نعمل فقط كشركة مصنعة للمعدات الأصلية ولكن أيضًا كمحسن للتصميم يمكنه أيضًا إظهار القدرات في مرحلة ما بعد المعالجة . نحن دائمًا نضع مصالح العملاء في المقام الأول، ونؤدي إلى النجاح المتبادل.
قد يكون اختيار شريك محترف هو أفضل رهان لك لتجنب الأخطاء في أعمال صب الحقن الدقيقة. أخبرنا بميزات الجزء الخاص بك وكمية الإنتاج التي تحتاجها، وفي غضون 12 إلى 24 ساعة، ستحصل منا على عرض أسعار شامل وحلول مخصصة، وبالتالي بدء شراكتك في التصنيع الدقيق.
تحليل متعمق لخدمة صب الحقن المخصصة: كيف يمكن تقليل التكلفة الإجمالية بنسبة 70% من خلال تحويل العملية؟
تكلفة القالب الأولية هي مجرد خدعة عين. تتمتع MIM وPIM بالقدرة على توفير عائد استثمار أعلى بكثير مقارنة بـ CNC في المشاريع ذات الحجم المتوسط إلى الكبير. تتعلق خدمة صب الحقن المخصصة في جوهرها بتخفيض التكلفة عن طريق تحويل العملية.
مقارنة تكلفة العمليات المختلفة
1. التصنيع باستخدام الحاسب الآلي ( أجزاء آلية معقدة ): ما يقرب من 50 دولارًا لكل وحدة مع استخدام مادي يتراوح بين 30٪ إلى 40٪ فقط. تستخدم أساسا للنماذج دفعة صغيرة.
2. عملية MIM: عند الإنتاج السنوي > 5000 وحدة، يمكن أن يكون السعر 10-15 دولارًا لكل وحدة. معدل استخدام المواد 95%. التكلفة أقل بنسبة 50%-80% من تكلفة CNC.
3.عملية PIM: بدون متطلبات عالية القوة، سعر الوحدة هو 5-8 دولارات. معدل استخدام المواد 100%. إنه مثالي للأجزاء خفيفة الوزن ذات الحجم الكبير.
أبرز النقاط لتحقيق وفورات في التكاليف في تحويل العمليات
يعتمد تقليل التكلفة في خدمة قولبة الحقن المخصصة على: خفض المعالجة الثانوية بأكثر من 80%، ومعدل استخدام المواد 95% ، وتصميم الأجزاء المدمجة لتوفير 30% من تكاليف التجميع. يمكن أن يؤدي تحسين صب حقن الأجزاء الصغيرة المعقدة إلى تقليل التكاليف.
الأسئلة الشائعة
س1: هل يمكن أن تكون قوة أجزاء MIM قريبة من قوة الفولاذ الصلب؟
في الواقع، أجزائنا عادة ما تكون ذات كثافة أكبر من 97%، وبعد المعالجة الحرارية، يمكن أن تصل قوة الشد إلى 1000-1200 ميجاباسكال. لذلك، يمكنها تلبية متطلبات الأجزاء الطبية والصناعية عالية القوة والأداء المتساوي للفولاذ الصلب.
س2: ما حجم الإنتاج السنوي الذي يجعل MIM استثمارًا مفيدًا لمشروعي؟
إذا كان الإنتاج السنوي أعلى من 5000 وحدة، فإن MIM يكون فعالاً للغاية من حيث التكلفة . لصنع عينات من 100 إلى 500 وحدة، نوصي بالبدء باستخدام التصنيع باستخدام الحاسب الآلي للحفاظ على انخفاض الاستثمار الأولي.
س 3: هل قوالب MIM وPIM قابلة للتبديل؟
قطعا لا! يبلغ انكماش تلبيد MIM > 15%، لذا يجب تحجيم القوالب مسبقًا. بالإضافة إلى ذلك، فإن متطلبات الفولاذ المجوف الذي يكون مقاومًا للتآكل في عملية MIM أعلى بكثير من متطلبات عملية PIM، مما يؤدي إلى اختلافات كبيرة جدًا بين نوعي القوالب .
س 4: ما هي التقنيات التي يمكن لـ JS Precision استخدامها لضمان تحمل الأجزاء الصغيرة والمعقدة؟
نحن نستخدم المراقبة في الوقت الحقيقي بمساعدة أداة قياس الفيديو. عادة، تكون التفاوتات في حدود 0.3%، وباستخدام المزيد من الدقة في الطحن، يمكن الوصول إلى 0.01 مم إذا كانت هناك متطلبات خاصة.
س 5: ما هي المعادن الأكثر ملاءمة للقولبة بالحقن؟
الفولاذ المقاوم للصدأ 316L، الفولاذ المقاوم للصدأ 17-4PH، وسبائك Fe-Ni هي الاختيارات الرئيسية التي تم فحصها بدقة. بالإضافة إلى ذلك، لدينا مصانع لإنتاج سبائك التيتانيوم والتنغستن.
س 6: متى ستقدم لي JS Precision عرض أسعار لقولبة الحقن؟
عند استلام الرسومات التفصيلية ثلاثية الأبعاد والكمية المطلوبة، يمكننا تزويدك بمجموعة كاملة من خطط الإنتاج والتسعير للقوالب والأجزاء خلال 12-24 ساعة .
س7: كيف تحل JS Precision مشكلة سمك الجدار غير المتساوي في الأجزاء؟
بناءً على التصميم الخاص بك، سيقترح مهندسونا إزالة أو تفريغ المناطق السميكة و/أو تنفيذ نظام تبريد مجزأ يساعد في تقليل الالتواء الناتج عن الانكماش غير المتساوي.
س8: أفكر في اختبار أجزاء PIM مؤقتًا بدلاً من MIM. هل هذا جيد؟
يمكنك إجراء اختبار التجميع فقط وليس اختبار القوة. للتحقق من الأداء الوظيفي، يوصى بالاتصال بنا مباشرة لإنتاج MIM التجريبي على نطاق صغير.
ملخص
يعد الاختيار بين MIM وPIM بمثابة مقايضة بين الخواص الميكانيكية والدقة وحجم الإنتاج . MIM هي الطريقة المفضلة لصنع الأجزاء المعدنية ذات الخصائص الميكانيكية الممتازة، والتي يمكنها تحمل درجات الحرارة العالية وهي أيضًا دقيقة جدًا، في حين أن PIM مخصص لصنع أجزاء خفيفة الوزن والتي يتم تغيير تصميمها بشكل متكرر.
وفي الواقع، فإن اختيار عمليات التصنيع المناسبة يتطلب اتخاذ قرار علمي. في بعض الأحيان، يؤدي الاختيار غير المباشر للمواد إلى عدم اليقين بشأن جودة المنتج وتكبد خسائر فادحة في تكلفة القالب.
اتصل بخبرائنا الفنيين على الفور، وسنقدم لك تقرير جدوى العملية بناءً على البيانات الفعلية. في حالة قولبة حقن المعدن أو قولبة حقن البلاستيك، يمكننا تصميم الحل الأفضل لك.
أرسل تصميمات المكونات الخاصة بك والمتطلبات للحصول على توصيات مجانية لتحسين قوالب الحقن الدقيقة وبدء مسار التصنيع الدقيق الفعال.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

