

Services de moulage par injection de métal (MIM) offrent un moyen efficace de produire en série des pièces très précises et complexes. Les services de moulage par injection personnalisés (CIM) ont également libéré le potentiel de production en série de pièces complexes. Cependant, c’est le choix du matériau qui fera ou détruira en fin de compte un projet.
Lors de la conception de produits, les ingénieurs sont confrontés à un problème classique insoluble : les pièces en plastique ne sont pas assez solides et, d'un autre côté, les processus CIM conventionnels à cinq axes deviennent extrêmement coûteux et prennent beaucoup de temps lorsqu'on produit chaque année des dizaines de milliers de pièces petites et complexes.
Ce guide compare scientifiquement les aspects de capacité physique, de contrôle de tolérance et de coût DFM du MIM et du PIM, fournissant ainsi une logique de sélection très utile ainsi que les circonstances d'application de ces méthodes pour fabrication de précision .
Résumé de la réponse principale : comparaison rapide du processus de moulage par injection
|
Caractéristiques
|
Moulage par injection de métal (MIM)
|
Moulage par injection plastique (PIM)
|
Suggestions de sélection
|
Scénarios d'application
|
|
Matériau de base
|
Acier inoxydable 17-4PH, 316L, alliage de tungstène
|
Plastiques techniques (PEEK, PPS, PA66+GF)
|
Choisissez MIM si résistance > 800MPa.
|
MIM convient aux scénarios à haute résistance et PIM convient aux scénarios légers.
|
|
Précision dimensionnelle
|
±0,3 %-0,5 % (±0,03 mm)
|
±0,1%-0,2%
|
Choisissez PIM pour la haute précision et MIM pour les exigences de ténacité.
|
Le PIM convient aux instruments de précision et le MIM aux pièces structurelles.
|
|
Complexité géométrique
|
Extrêmement haut , supportant des microtrous et des filetages de 0,2 mm.
|
Élevé, limité par un angle de dépouille de 0,5°-1°.
|
Les deux prennent en charge des pièces usinées complexes.
|
MIM convient aux pièces ultra-complexes et PIM convient aux pièces complexes conventionnelles.
|
|
Dureté superficielle
|
40-55 HRC (après trempe)
|
Relativement faible
|
Choisissez MIM pour la résistance à l’usure.
|
MIM convient aux pièces mobiles et PIM convient aux pièces isolantes.
|
|
Résistance à la température
|
Jusqu'à 200 ℃ et plus
|
La plupart ≤ 150℃
|
Choisissez MIM si la température dépasse 150 ℃.
|
MIM convient aux environnements à haute température et PIM convient aux scénarios à température normale.
|
Points clés à retenir :
- Si la température ambiante dépasse 150°C ou si le produit doit supporter une charge de fatigue à haute fréquence, le moulage par injection de métal sera la seule option sur laquelle on peut compter.
- Les coûts de production par pièce de moulage par injection de métal (MIM) sont 50 à 80 % moins chers que l'usinage CNC si la production annuelle dépasse 5 000 pièces.
- Pour les composants extrêmement précis où les tolérances sont de 0,01 mm, une finition secondaire doit être prévue en production en laissant une marge de 0,1 mm après moulage par injection.
Pourquoi faire confiance à ce guide ? L'expertise de JS Precision dans les services de moulage par injection personnalisés
Ayant travaillé plus de dix ans dans le domaine du moulage par injection de précision, nous savons que les trois principaux points d'inquiétude des clients potentiels lorsqu'ils choisissent un service de moulage par injection personnalisé sont : la technologie peut ne pas être fiable, le projet dépasse le budget et la livraison est en retard.
Par conséquent, les conclusions de ce guide sont entièrement basées sur notre expérience directe.
Grâce à nos tests côte à côte de trois mois de MIM et PIM ainsi qu'aux connaissances que nous avons glanées auprès de milliers de projets personnalisés, nous avons identifié les problèmes de production exacts de nos clients liés à la fabrication en série de pièces complexes.
L'un de nos clients de pièces automobiles, qui fabriquait de petites pièces complexes par usinage CNC, payait 38 $ par unité, et le volume de production annuel était de 3 000 unités.
Nous avons mis à leur disposition le moulage par injection de métal, ce qui a entraîné une baisse du coût de l'unité à 8 $ et une augmentation de la capacité à 100 000 unités , le rendement final répondant aux exigences. Norme IATF 16949:2016 .
Nous nous concentrons principalement sur les services de fabrication sous contrat, mais l'optimisation de la conception est également l'un des points forts de notre entreprise, ce qui se traduit par des économies de coûts significatives et une amélioration des performances pour les clients.
Nous disposons de 15 machines de moulage par injection de précision et d'un groupe de frittage sous vide spacieux, et sommes très confiants dans l'uniformité du produit. C'est pourquoi nous proposons un rapport d'inspection complet avec chaque pièce livrée.
Qu'il s'agisse de pièces en aluminium moulées par injection de métal très difficiles ou de moulage par injection ultra-précis de petites pièces complexes, nous disposons de solutions de production de masse matures.
Obtenez notre livret personnalisé d'histoires de réussite en matière de moulage par injection pour comprendre intuitivement comment nous aidons nos clients de différents secteurs à résoudre les défis de sélection et recevez une évaluation préliminaire gratuite de la faisabilité du processus.
Comment choisir les services de moulage par injection de métal en fonction des propriétés mécaniques ?
La résistance à la traction et à l’environnement jouent un rôle clé dans les principaux critères de sélection. Le MIM (moulage par injection de métal) a une densité assez proche des pièces forgées (> 97 %), tandis que le PIM (moulage par injection de polymères) se concentre principalement sur l'allègement et l'isolation. Il convient de prendre en compte les contraintes subies par une pièce et son environnement de travail lors du choix des services de moulage par injection de métal.
Différences fondamentales dans les propriétés mécaniques entre MIM et PIM
|
Indicateurs de performance
|
MIM (acier inoxydable 17-4PH)
|
PIM (PEEK hautement rempli)
|
Analyse des différences
|
Scénarios d'application
|
|
Résistance à la traction
|
1100MPa
|
90MPa
|
La force du MIM est plus de 12 fois supérieure à celle du PIM.
|
MIM convient aux pièces porteuses.
|
|
Densité
|
≥97 %
|
100%
|
Le PIM n'a pas de pores et le MIM est proche des pièces forgées.
|
Le PIM convient aux joints.
|
|
Limite de résistance à la température
|
200℃
|
150℃
|
Le MIM a une meilleure résistance à la température que le PIM.
|
MIM convient aux environnements à haute température.
|
|
Résistance aux chocs
|
60J/cm²
|
15J/cm²
|
La robustesse du MIM est 4 fois supérieure à celle du PIM.
|
MIM convient aux pièces résistantes aux chocs.
|
Techniques d'optimisation des performances pour les matériaux métalliques MIM
1. Contrôlez la température de frittage sous vide à 1350 ℃ ± 5 ℃ au minimum pour garantir que le métal a une granulométrie uniforme et que la densité est stable et supérieure à 97 %.
2. Sélectionnez soigneusement le rapport de poudre métallique, par exemple en choisissant l'acier inoxydable 17-4PH pour pièces aérospatiales , et pour les pièces qui s'usent beaucoup, ajouter des carbures comme phases de renforcement.
3. Par traitement thermique, les pièces MIM peuvent voir leur dureté de surface augmentée jusqu'à 40-55 HRC, ce qui est très proche de celle d'un acier trempé, pouvant ainsi satisfaire aux exigences de résistance à l'usure.
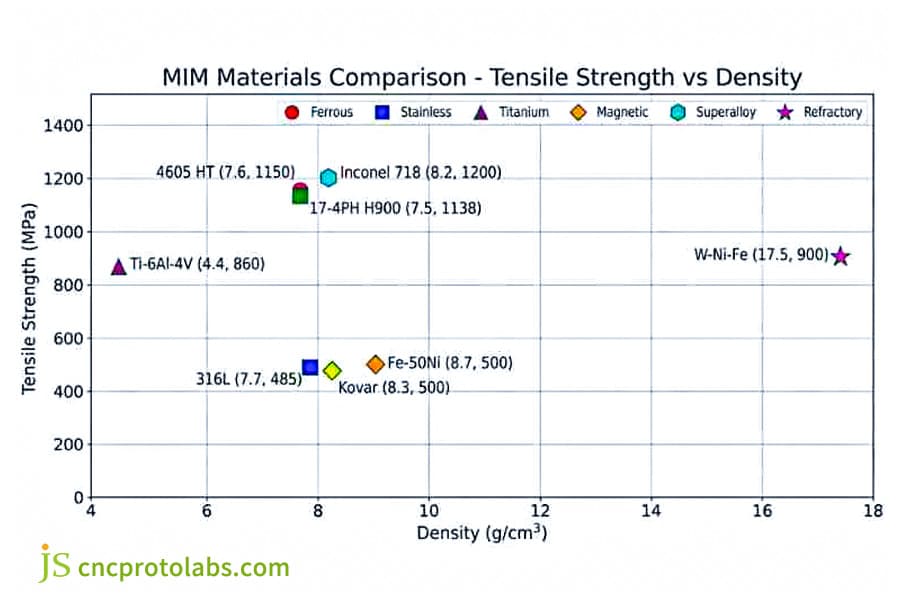
Figure 1 : Tableau de résistance à la traction et de densité comparant les matériaux MIM comme l'acier inoxydable et le titane.
Comment obtenir un contrôle dimensionnel d’ultra précision dans le moulage par injection plastique ?
Comparé au retrait de frittage du métal qui est de 15 à 20 %, le retrait du plastique d'environ 0,5 à 2 % est beaucoup plus faible et le PIM présente donc un grand avantage pour atteindre des tolérances au niveau du micron . Le secret d'un contrôle d'ultra-précision dans moulage par injection plastique réside dans l'intégration du moule, du processus et de la surveillance.
La régulation précise de la température du moule et des paramètres de pression de maintien
L'utilisation d'un contrôleur de température de moule de précision 1 peut vous fournir une température de moule uniforme et des pièces aux dimensions constantes, en particulier pour le moulage par injection de petites pièces complexes.
Lorsque vous définissez des paramètres de pression de maintien à plusieurs niveaux de 80 à 120 MPa et grâce à un réglage segmenté de la pression, vous pouvez totalement vous débarrasser de marques de retrait et le gauchissement, et en même temps, assurez-vous que les dimensions de la pièce sont exactes.
Techniques de surveillance In-Mold et d’optimisation du moule
Nous équipons un capteur de pression dans le moule RJG pour obtenir des données sur le cycle d'injection en temps réel, et ainsi, nous maintenons régulièrement des tolérances inférieures à 0,015 mm.
Nous terminons également le contrôle de la précision à 0,005 mm en meulant soigneusement la surface de séparation du moule afin de résoudre le problème du « flash » dans le moulage par injection plastique. En bref, cela signifie « surveillance en temps réel + raffinement du moule » pour la cohérence dimensionnelle de chaque pièce PIM.
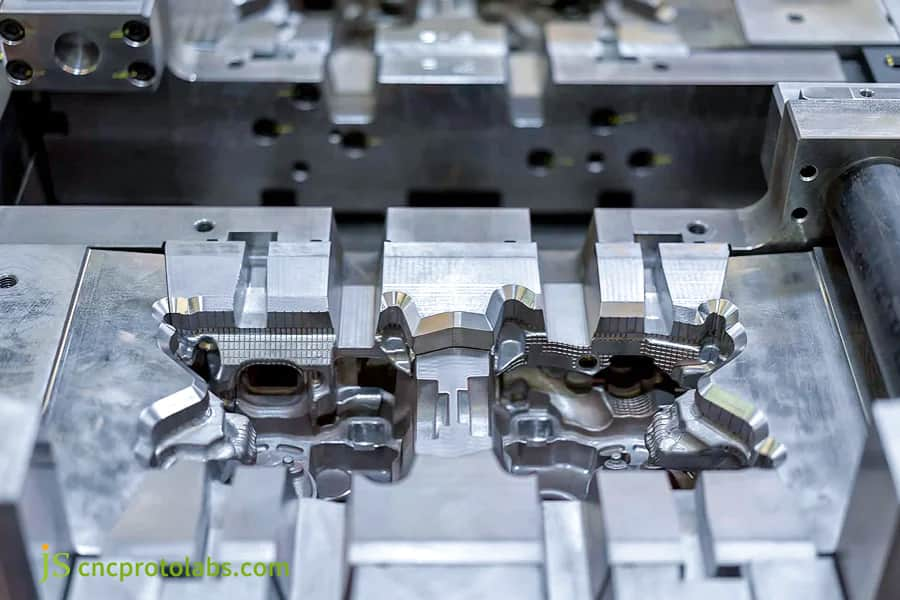
Figure 2 : Gros plan de moules de moulage par injection plastique de précision.
L'aluminium moulé par injection de métal est-il le meilleur choix pour les composants de dissipation thermique ?
Bien que le frittage aluminium de moulage par injection de métal est une tâche assez difficile, les avantages du métal léger pour la dissipation thermique sont très attractifs.
En fait, l’utilisation des matériaux lors de la fabrication atteint 95 %, voire plus, si l’on compare cela à des pièces usinées très complexes. La combinaison avec la norme ASTM B928-17 nous a permis d'atteindre une production de masse stable.
Un grand pas en avant dans le frittage des alliages d’aluminium MIM
- La poudre d'alliage d'aluminium AlSi10Mg de haute pureté est utilisée afin de minimiser l'effet des impuretés.
- Nous opérons une atmosphère de frittage composée d’un mélange d’hydrogène et d’azote pour empêcher la croissance de films d’oxyde à la surface.
- Ajustement de la température de frittage et maintien du temps constant, ce qui a permis d'améliorer la densité des pièces en aluminium.
Comparaison de la dissipation thermique entre les pièces en aluminium MIM et les pièces usinées traditionnellement
|
Articles de comparaison
|
Pièces en aluminium MIM (AlSi10Mg)
|
Aluminium 6061 (pièces usinées complexes)
|
Taux d'utilisation des matériaux
|
Coût de production
|
|
Conductivité thermique
|
180 W/(m·K)
|
160 W/(m·K)
|
Plus de 95%
|
30% inférieur à l'usinage traditionnel.
|
|
Efficacité de dissipation thermique
|
Haut
|
Moyen
|
30%-40%
|
Relativement élevé
|
|
Usinage d'ailettes complexes
|
Capable d'atteindre des ailerons ultra-fins de 0,5 mm.
|
Difficile à réaliser.
|
-
|
-
|
|
Effet léger
|
Excellent
|
Moyen
|
-
|
-
|
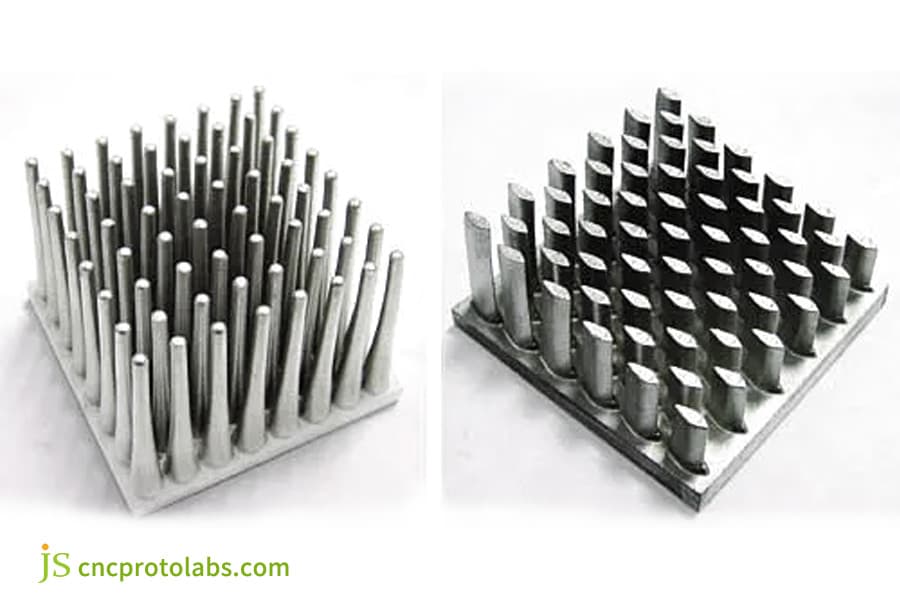
Figure 3 : Dissipateurs thermiques en aluminium produits par moulage par injection de métal.
Quels pièges faut-il éviter lors de la conception du moulage par injection de petites pièces complexes ?
L’épaisseur de paroi dans la conception du moulage par injection est un facteur très important. Les variations d'épaisseur de paroi peuvent entraîner des contraintes sur le matériau à certains endroits et des déformations de la pièce. Moulage par injection de petites pièces complexes est une partie importante du processus de production de petites pièces et son succès est directement déterminé par sa conception.
Exigences de base pour l'épaisseur des murs et la conception des coins
1. Bonne plage d'épaisseur de paroi : 0,8 mm à 3,0 mm, rapport épaisseur/poids ne dépassant pas 2 : 1, afin de ne pas entraîner un refroidissement inégal provoquant une déformation.
2. Rayon minimum de 0,3 mm dans le cas de coins très aigus pour permettre le remplissage par fusion et protéger le matériau des concentrations de contraintes et des fractures.
Amélioration de la conception : des pièces usinées complexes aux pièces moulées par injection
Changer les pièces de pièces usinées complexes en pièces moulées par injection nécessite de repenser la structure interne de la cavité. Habituellement, cela peut permettre d’ éliminer jusqu’à 30 % de poids excessif, d’améliorer le temps de cycle et de réduire les coûts de moulage et la complexité de la production.
Comparaison des matériaux de moulage par injection de métal : de l'acier inoxydable à l'alliage de tungstène ?
La sélection des matériaux est le facteur clé pour déterminer la durée de vie des pièces. Chaque matériaux de moulage par injection de métal (conforme à ISO 22068-1:2012 ) présente un comportement de frittage différent, donc choisir le bon optimisera les performances ainsi que le coût.
Comparaison typique des propriétés des matériaux métalliques MIM
- Acier inoxydable 17-4PH : résistance à la traction de 1 100 MPa, plage de dureté de 40 à 55 HRC, idéal pour les composants porteurs médicaux et aérospatiaux.
- Acier inoxydable 316L : qualité médicale, résistant à la corrosion, densité 98 %, parfait pour les dispositifs médicaux.
- Alliage Cobalt-Chrome F75 : Excellente biocompatibilité, très dur, idéal pour les implants médicaux.
- Alliage de tungstène : Densité 18g/cm³, parfait pour les contrepoids et instruments de précision.
Composition des matériaux et moyens de contrôler les coûts
Notre méthode de formulation composite nous permet d' obtenir une déformation de dégraissage du flan vert inférieure à 0,05 % . Dans des conditions très abrasives, des phases de renforcement en carbure peuvent être ajoutées pour améliorer les performances des produits de moulage par injection personnalisés, et nous fournissons des coefficients de prévision des coûts des matériaux.
Choisir les bons matériaux est crucial pour la réussite d’un projet MIM. Obtenez notre manuel complet des propriétés des matériaux pour un soutien professionnel dans votre processus de sélection et une consultation gratuite sur la compatibilité des matériaux.
Personnalisation des dispositifs médicaux de précision JS : optimisation du processus de fabrication MIM pour les têtes de pinces chirurgicales
Auparavant, un client médical comptait sur un Usinage CNC à cinq axes approche pour fabriquer leurs embouts de pinces chirurgicales, cependant, cette méthode entraînait des coûts élevés, une précision instable et les embouts se cassaient facilement . Nous leur avons proposé une méthode de production MIM sur mesure qui répondait efficacement à toutes ces problématiques.
Les principaux défis du client
Avec la méthode originale d'usinage CNC à cinq axes, l'entreprise de fabrication de dispositifs médicaux était confrontée à trois problèmes fondamentaux qui mettaient grandement en danger la compétitivité des produits :
- Le coût unitaire pouvant atteindre 45 dollars exerçait une pression énorme sur les coûts lors de la production à grande échelle.
- De fréquentes fractures de fatigue se produisaient à l'extrémité de la pièce lorsque le tissu était saisi en raison de la perturbation des conduites d'écoulement du métal, ce qui représentait un risque pour la sécurité.
- La précision était très difficile à stabiliser à 0,03 mm près, précision des dispositifs médicaux les demandes n'étaient pas satisfaites et le taux de réussite du produit n'était que de 85 %.
Solution de précision JS
Nous avons mis en place une équipe d'ingénieurs professionnels pour répondre aux exigences et exigences de nos clients et modifier la solution de 3 manières différentes : matériaux, moules et processus. Les solutions détaillées sont les suivantes :
1.Optimisation des réactifs :
L’utilisation de poudre métallique 17-4PH très pure mélangée à des liants polymères multiphasés peut augmenter la densité et la biocompatibilité du matériau tout en améliorant la résistance à la fatigue des pièces, éliminant ainsi le problème de fracture à la racine.
2. Optimisation du moule :
Le fait de fournir un moule d'extraction de noyau à coulisse latérale permet la formation en une seule étape de fines rainures internes de 0,5 mm, évitant ainsi les erreurs de position causées par l'usinage secondaire et augmentant en même temps la capacité de production.
3.Optimisation des processus :
Réalisation du déliantage catalytique par étapes par chauffage et refroidissement répétés en fonction de la température et du temps de déliantage corrects pour une élimination complète du liant sans microfissures afin d'obtenir une densité de pièce plus élevée.
4. Surveillance de la qualité :
Pour vérifier les paramètres de température et de pression du frittage en temps réel, un système de surveillance du frittage entièrement automatisé a été introduit de telle sorte que la densité des pièces atteigne 7,7 g/cm³ et que leurs performances soient stables.
Leçons apprises et résultats obtenus
Dans un premier temps, un mauvais placement de la grille entraînait la formation d'un blocage de bulles de gaz (porosité) à l'avant de la pièce, qui atteignait 3% et entraînait donc une diminution de la résistance.
Plus tard, après avoir effectué une analyse du flux de moulage, il a été décidé de déplacer la porte du côté vers la racine inférieure, ce qui a complètement résolu l'explication de la porosité et le niveau de porosité a été abaissé à moins de 0,5 %.
Au final, notre solution a obtenu les résultats majeurs suivants : la résistance à la traction de la pièce a été augmentée de 20 %, elle était suffisamment résistante pour subir 10 000 cycles de fatigue, le risque de rupture a été complètement éliminé.
D'autre part, le coût unitaire a chuté de façon spectaculaire à 8,5 $, ce qui a permis de réaliser une réduction des coûts de 81 %, le cycle de livraison a été raccourci de 40 % et le taux de qualification des produits a été augmenté à 99,5 %.
L'ingénieur en chef du client a déclaré : « La solution MIM de JS Precision nous a non seulement permis d'économiser de l'argent mais, grâce à l'utilisation de la source de matériaux, a également géré les risques pour la sécurité.
Si vous avez besoin de pièces de dispositif médical personnalisées, envoyez-nous simplement vos dessins de pièces et nous adapterons pour vous une solution de services de moulage par injection de métal dédiée, ainsi qu'une évaluation gratuite de la faisabilité du processus.

Figure 4 : Pinces chirurgicales en cours de préparation, montrant les pièces de dispositifs médicaux fabriquées par MIM.
Pourquoi choisir JS Precision comme partenaire de moulage par injection de précision ?
La fabrication de précision exige beaucoup d’expérience et de savoir-faire. JS Precision fournit une solution complète service de moulage par injection personnalisé , allant des matériaux au post-traitement, qui sert à minimiser vos dépenses et à réduire votre exposition à certains risques.
Nos principaux atouts
- Avantage de l'équipement : 15 machines de moulage par injection de précision, un système de frittage sous vide et une salle blanche de classe 100 000, permettant une production à guichet unique.
- Avantage qualité : les opérations sont effectuées conformément aux normes ISO 13485 et IATF 16949 . Les pièces entièrement documentées sont fournies avec des rapports d'inspection.
- Avantage technique : L'expérience moyenne des ingénieurs est de plus de 8 ans , ils se concentrent principalement sur des projets de services de moulage par injection de métal haut de gamme et peuvent ainsi fournir un support technique pour l'ensemble du processus.
Philosophie de service axée sur le client
Nous ne servons pas seulement en tant que fabricant OEM, mais également en tant qu'optimiseur de conception qui peut également démontrer des capacités en post-traitement . Nous accordons toujours la priorité aux intérêts des clients et conduisons à un succès mutuel.
Choisir un partenaire professionnel peut être votre meilleur moyen d’éviter les erreurs dans les travaux de moulage par injection de précision. Dites-nous les caractéristiques de votre pièce et la quantité de production dont vous avez besoin, et dans les 12 à 24 heures, vous obtiendrez de notre part un devis détaillé et des solutions personnalisées, initiant ainsi votre partenariat de fabrication de précision.
Analyse approfondie du service de moulage par injection personnalisé : comment réduire le coût total de 70 % grâce à la conversion des processus ?
Le coût initial du moule n’est qu’une simple illusion. MIM et PIM ont le potentiel de fournir un retour sur investissement nettement plus élevé que le CNC sur des projets de volume moyen à élevé. Le service de moulage par injection personnalisé consiste essentiellement à réduire les coûts grâce à la conversion des processus.
Comparaison des coûts de différents processus
1.Usinage CNC ( pièces usinées complexes ) : Environ 50 $ par unité avec une utilisation de matériaux de seulement 30 à 40 %. Principalement utilisé pour le prototypage en petits lots.
2. Processus MIM : pour une production annuelle > 5 000 unités, le prix peut être de 10 à 15 $ par unité. Le taux d'utilisation du matériel est de 95 %. Le coût est 50 à 80 % inférieur à celui du CNC.
3. Processus PIM : Sans exigences de haute résistance, le prix unitaire est de 5 à 8 $. Le taux d'utilisation du matériel est de 100 %. Il est parfait pour les pièces légères de grand volume.
Points forts des économies de coûts liées à la transformation des processus
La réduction des coûts dans le service de moulage par injection personnalisé dépend de : une réduction du traitement secondaire de plus de 80 %, un taux d'utilisation des matériaux de 95 % et une conception de pièces combinées pour économiser 30 % des coûts d'assemblage. L’optimisation du moulage par injection de petites pièces complexes peut encore diluer les coûts.
FAQ
Q1 : La résistance des pièces MIM peut-elle être proche de celle de l’acier massif ?
En effet, nos pièces ont généralement une densité supérieure à 97 %, et après traitement thermique, la résistance à la traction peut même atteindre 1 000-1 200 MPa. Par conséquent, ils peuvent répondre aux demandes de pièces médicales et industrielles à haute résistance et avoir des performances égales à celles de l’acier massif.
Q2 : Quelle taille de production annuelle fait de MIM un investissement rentable pour mon projet ?
Si la production annuelle est supérieure à 5 000 unités, le MIM est extrêmement rentable . Pour réaliser 100 à 500 échantillons unitaires, nous vous recommandons de commencer par l'usinage CNC afin de maintenir un investissement initial faible.
Q3 : Les moules MIM et PIM sont-ils interchangeables ?
Absolument pas ! Le retrait du frittage MIM est >15 %, les moules doivent donc être pré-calibrés. En outre, les exigences en matière de résistance à l'usure de l'acier à cavité dans le procédé MIM sont beaucoup plus élevées que celles du procédé PIM, ce qui entraîne des différences assez importantes entre les deux types de moules .
Q4 : Quelles technologies JS Precision peut-elle utiliser pour garantir la tolérance des pièces petites et complexes ?
Nous utilisons une surveillance en temps réel assistée par un instrument de mesure vidéo. Généralement, les tolérances sont inférieures à 0,3 % et en utilisant une rectification de précision supplémentaire, 0,01 mm peut être atteint s'il existe des exigences particulières.
Q5 : Quels métaux sont les plus adaptés au moulage par injection ?
L'acier inoxydable 316L, l'acier inoxydable 17-4PH et les alliages Fe-Ni sont les principaux choix qui ont été rigoureusement examinés. En outre, nous disposons d'usines en activité pour la production d'alliages de titane et de tungstène.
Q6 : Dans combien de temps JS Precision me fournira-t-il un devis de moulage par injection ?
Dès réception des dessins 3D détaillés et de la quantité demandée, nous pouvons vous fournir un ensemble complet de plans de production et de tarification pour les moules et les pièces dans un délai de 12 à 24 heures .
Q7 : Comment JS Precision résout-il le problème de l’épaisseur de paroi inégale des pièces ?
En fonction de votre conception, nos ingénieurs vous suggéreront de supprimer ou de creuser les zones les plus épaisses et/ou de mettre en œuvre un système de refroidissement segmenté qui contribuera à réduire la déformation causée par un retrait inégal.
Q8 : Je pense tester temporairement les pièces PIM au lieu de MIM. Est-ce que ça va ?
Vous ne pouvez effectuer que des tests d'assemblage, mais pas des tests de résistance. Pour vérifier la fonctionnalité, il est recommandé de nous contacter directement pour une production d'essai MIM à petite échelle.
Résumé
Choisir entre MIM et PIM est en réalité un compromis entre les propriétés mécaniques, la précision et le volume de production . Le MIM est la méthode de choix pour fabriquer des pièces métalliques présentant d'excellentes propriétés mécaniques, capables de résister à des températures élevées et qui sont également très précises, tandis que le PIM est destiné à fabriquer des pièces légères dont la conception est fréquemment modifiée.
En effet, la sélection des procédés de fabrication adaptés nécessite une prise de décision scientifique. Parfois, la sélection indirecte des matériaux entraîne des incertitudes quant à la qualité du produit et entraîne d'énormes pertes en termes de coût du moule.
Contactez immédiatement nos experts techniques et nous vous fournirons un rapport de viabilité du processus basé sur des données réelles. Dans le cas du moulage par injection de métal ou de moulage par injection de plastique, nous pouvons adapter la meilleure solution pour vous.
Envoyez vos conceptions de composants et les exigences pour obtenir des recommandations gratuites d'optimisation du moulage par injection de précision et pour commencer votre parcours de fabrication de précision efficace.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

