

インサート成形工程は、マイクロ医療機器や高精度自動車センサーなどのハイエンド製品の製造の中核プロセスです。実際、これらの製品では、 0.1 mm の反りでもコンポーネント全体が使用できなくなる可能性があります。
成形品の厚さが0.5 mmを超え、金属や回路部品を埋め込む必要がある場合、従来のインサート成形プロセスでは、不均一な成形収縮、内部応力集中、幾何学的変形という3つの大きな問題に直面しています。
もちろん、このような欠陥は多くの製品の無駄を引き起こし、同時に製品の発売サイクルを遅らせます。エンジニアリング技術を使用して、薄肉インサートの変形を予測して防止できる実用的なソリューションが必要ですか?
主要な回答の概要
| 質問 | コアソリューション | 主な利点 |
| 薄肉インサートが歪みやすいのはなぜですか? | 金属インサートの材料収縮率と剛性の違い。 | 応力源を特定し、変形傾向を定量化します。 |
| 非対称変形を解決するにはどうすればよいですか? | 縦型インサート成形の重力補正 | 重力を利用して流れの不均衡を解消します。 |
| 充填バランスを確保するにはどうすればよいですか? | ホットランナー圧力バランス技術。 | せん断応力を軽減する多点同期充填。 |
| 非常に薄い壁にどう対処するか? | インサート圧縮成形 | 分子配向を最小限に抑える低応力成形。 |
| リスクを事前に軽減するにはどうすればよいでしょうか? | 試作インサート成形工程検証 | モールドフロー解析 + 物理試験、早期最適化 |
| 材料特性を最適化するにはどうすればよいですか? | 繊維配向制御の強化 | 収縮を抑え、寸法安定性を向上 |
重要なポイント
- 薄肉インサート成形の主な難点は、プラスチックと金属の熱膨張係数の違いです。したがって、プロセスの最適化において両者の違いを補償する必要があります。
- 垂直インサート成形は、重力を利用して金型の充填を支援するため、非対称形状を処理する最も簡単な方法です。
- 試作インサート成形プロセスによる早期確認により、量産時の反りの可能性を 80% 以上低減できます。
- 専門的なインサート射出成形サービスを選択すると、材料、金型からプロセスに至るまで、エンジニアリング サポートの完全なパッケージを得ることができます。
このガイドが信頼できる理由JS Precision のインサート成形プロセスの経験
信頼できる技術ガイドを選択するには、十分な経験と提供能力を持つパートナーを見つけることが重要です。 JS Precision は、長年にわたるインサート成形の経験により、特に薄肉インサート成形技術の研究開発と応用において深い知識を培ってきました。
JS Precision は、次の条件に厳密に従ってください。 ISO 13485:2016規格は、確立されたプロセス システムとオーダーメイドのソリューションを使用して、ヘルスケア、自動車、エレクトロニクスを含むさまざまな精密製造分野の世界中の 5,000 以上のハイエンド クライアントの反りや亀裂などの最も重要な問題に取り組んできました。
特に肉厚0.3mmの超薄肉インサートの成形においては高い能力を誇っています。
有名な自動車部品会社であるクライアントは、当社とのコミュニケーションにより、0.2 mm の薄肉センサーインサートの成形に関連する大きな問題を解決しました。従来のインサート成形法を使用した場合、不合格率は30% にも達します。
プロトタイプのインサート成形プロセスを通じてプロセスを最適化し、スクラップ率を 1.2% に削減し、お客様の材料コストを年間 200,000 ドル近く節約しました。
それに加えて、医療機器会社では、0.22mm の薄肉回路インサートの成型に関する問題の解決を支援し、0.12mm から 0.03mm に平坦化を行い、歩留まりが 99.1% に向上したため、クライアントは医療認証を確保することができました。
当社には専門のエンジニアリングチームと高度な生産設備があります。また、生産の品質を保証するために、高精度のモールドフロー解析ソフトウェアと白色光走査検査装置も備えています。
インサート成形実績も10,000件以上あり、試作検証から量産まで対応可能です。薄肉インサート プロジェクト (肉厚 0.5 mm) は当社の全プロジェクトの 65% を占め、顧客満足度は常に 98% 以上です。
当社の主な強みは、材料の選択、金型設計、プロセスの最適化を深く統合していることです。当社は成形欠陥が現れるのを待って対応するのではなく、起こり得る成形リスクや問題を予測し、事前に計画します。そのため、後処理ソリューションではなく、ソースによって反りの問題を解決します。
インサート成形プロセスの実際の応用について予備的な理解を深めたいですか? JS Precision のエンジニアに連絡し、「ケース コンサルテーション」と伝えると、成功した業界のケース スタディのコレクションを無料で受け取り、同様のプロジェクトの経験からすぐに学ぶことができます。
インサート成形プロセス中に薄肉部品が反りやすいのはなぜですか?
インサート成形は、薄肉の精密部品を製造する上で重要な技術です。
主に、厚みと柔軟性がインサート成形時の薄肉部品の大きな反りに寄与します。薄肉部品の反り変化を引き起こす主な側面は、プラスチックと金属の間の収縮の不一致、分子配向の不均一、および冷却速度の変化です。
国際的な射出成形金型設計に基づいて、反りを引き起こす3つの主な要因を研究します。標準 ISO 294-1:2019 。
異素材の収縮率
さまざまな材料の熱膨張係数 (CTE) の不一致が、基本的に反りの原因となります。次の表は、最も頻繁に使用される材料と金属インサートの CTE の比較を示しています。これは、これらの違いから応力リスクが生じる理由をよりよく説明しています。
| 材質の種類 | 熱膨張係数 (CTE) / (10^-6/℃) | 収縮率(%) | 適用薄肉厚さ(mm) | ステンレスインサートとの応力差(MPa) |
| PPS(非強化) | 80-100 | 1.2~1.8 | 0.4~1.0 | 45-55 |
| 30% ガラス繊維強化 PPS | 25-35 | 0.2~0.5 | 0.2~0.8 | 15-25 |
| LCP | 15-25 | 0.1~0.3 | 0.15~0.6 | 10-20 |
| ステンレス鋼(304) | 16 | ≈0 | - | 0 |
| 銅インサート | 17 | ≈0 | - | 0 |
流れの配向による異方性
インサート成形では、メルトフロー方向と垂直方向の収縮率の差が 20 ~ 50% に達する場合があります。非常に狭いメルトフロー領域によって引き起こされる高度な分子配向により内部応力が増加し、最終的には反りを引き起こします。これは、特に壁厚が 0.5 mm 未満の薄肉部品で発生します。
たとえば、薄肉の LCP 成形では、流れに沿った収縮率は 0.1% ですが、流れに垂直な収縮率は 0.3% にも達する可能性があり、その差は大きな変形を引き起こすのに十分な大きさです。
不均一な冷却速度
金属インサートはプラスチックよりもはるかに高い熱伝導率を備えているため、周囲のプラスチックが非常に高速で冷却される部品の局所的なヒートシンクと見なすことができます。
これにより、成形品の「ホット スポット」と「コールド スポット」の間に温度差が形成され、急速に冷却される領域が最初に収縮し、ゆっくりと冷却される領域が後で収縮します。このような収縮のばらつきは、反りの直接の原因となります。
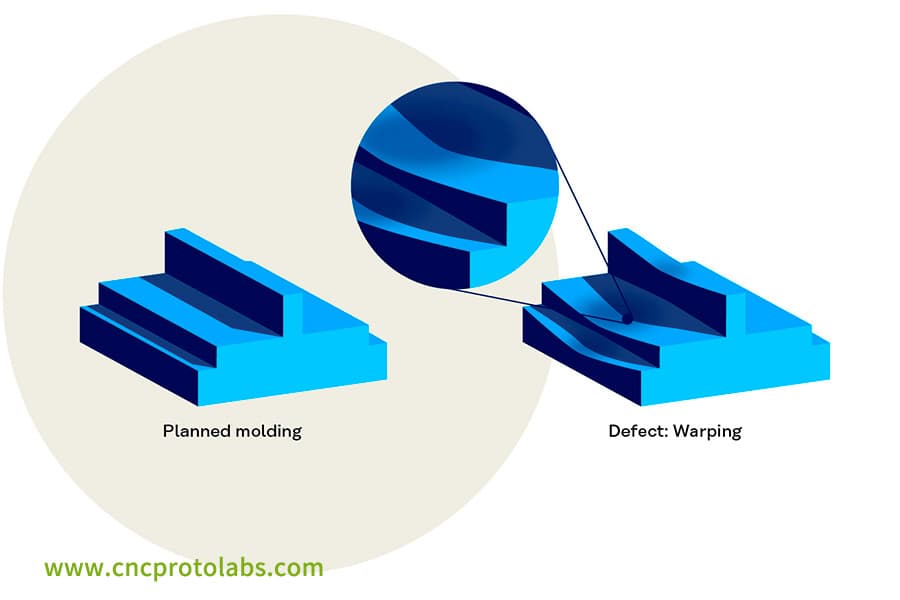
図 1 : 「成形計画」とラベル付けされた適切に構造化されたプラスチック部品と、「欠陥: 反り」とラベル付けされた変形バージョンの並べた比較。挿入図は反りのある領域を強調表示しています。
縦型インサート成形における重力補償による非対称変形を解決するには?
非対称形状の薄いインサート壁は、メルト フローの分布が不均一であるため、反る傾向があります。 縦型インサート成形は、垂直型閉鎖と重力補助充填を備えており、非対称充填と残留応力を大幅に排除するため、この課題を克服する優れた方法です。
重力補助充填
縦型インサート成形では常に重力が溶湯の流れ方向に作用します。結果として、この思慮深い設計により、インサートの形状 (ピンやボスなど) によって通常生じる流れの「シャドウ ゾーン」の形成が最小限に抑えられます。
さらに、溶融物がインサート表面を均一に覆うことができ、充填不足または充填過多による応力集中を防ぎます。
インサートの最適化された位置決めとクランプ
縦型インサート成形の垂直ステップにより、インサート(ネジや端子など)が重力によって自動的に位置決めされ、安定してクランプされます。
この位置決め方法により、インサートの位置ずれによる肉厚の不均一性が軽減され、公差が 0.02mm 以内に非常に厳しく保たれるため、最初から非対称変形が発生する可能性が大幅に減少します。
以下は、垂直インサート成形と従来の水平インサート成形プロセスの性能比較であり、その利点をより直観的に示しています。
| パフォーマンス指標 | 縦型インサート成形 | 従来の横型インサート成形プロセス | 改善 (%) | 適用インサートの種類 |
| 非対称変形量(mm) | ≤0.03 | 0.10~0.15 | 70-80 | ピンとネジのインサート |
| インサート位置決め精度(mm) | ±0.02 | ±0.05 | 60 | 精密電子インサート |
| 充填均一性 (%) | ≥98 | 85-90 | 8-15 | 複雑な幾何学的インサート |
| スクラップ率(%) | ≤2 | 15-25 | 88-92 | すべての非対称インサート |
非対称薄肉インサート成形のニーズがあり、コストを計算したいですか?製品の寸法とインサートの種類を提供して、無料の垂直インサート成形プロセスのコスト計算シートを受け取り、事前に予算を管理します。
インサート射出成形プロセスにおけるホットランナー圧力のバランスをとるための重要な技術は何ですか?
でインサート射出成形プロセスホット ランナーの圧力バランスを可能にするためには、主にシーケンシャル バルブ ホット ランナー技術の使用が必要です。これを圧力閉ループ フィードバックと組み合わせると、同期充填が促進され、キャビティの圧力変動が 5% 未満に抑えられます。
シーケンシャルバルブホットランナー制御
加熱エンジニアは、連続バルブをどのように開くかを検討するためにメルト フロー パスをシミュレートする方法であるモールド フロー解析を実行します。
この制御アプローチは、応力がかかりやすい領域でのウェルド ラインの形成を防止するだけでなく、最も薄い領域と最も厚い領域の充填率を調整するのにも役立ちます。これにより、部品全体が均一に充填され、内部応力が低減されます。
圧力センサーの閉ループフィードバック
インサート射出成形では、キャビティ内の非常に重要な位置 (インサートの端など) に圧力センサーが配置されます。
これらのセンサーはキャビティ圧力の変化を即座に検出し、その情報を制御システムに送り返します。制御システムは、キャビティ内の圧力が常に同じになるように保持圧力をリアルタイムで調整し、反りを最小限に抑えます。
インサート射出成形プロセスにおけるホット ランナーの圧力制御を最適化したいと考えていますか?カスタマイズされた圧力バランシング ソリューションについては、当社の専門エンジニアとの相談を予約してください。
極度の薄肉要件に直面した場合、インサート圧縮成形を検討すべきでしょうか?
はい、本当です。肉厚が 0.3 mm 未満の場合、または長さと直径の比が 150:1 を超える場合は、インサート圧縮成形が最適な選択です。低速かつ低圧で充填するプロセスにより、せん断応力が 60% 以上低減され、ひび割れや反りを防ぐことができます。
より低いせん断応力
通常の射出成形では、薄肉部品を充填するために非常に高い圧力と高速速度が必要ですが、これによりプラスチック分子に大きなせん断力が発生し、残留応力のレベルが増加します。
一方で、インサート圧縮成形最初に金型を開き、次に金型を閉じて溶融物をプレスします。このアプローチでは、キャビティが層流で満たされます。その結果、プラスチック分子はほとんど配向せず、内部応力が大幅に低下し、反りも防止されます。
超薄肉充填に成功
インサート圧縮成形は、繊細な電子部品を埋め込む必要がある部品(FPC フレキシブル基板など)に適用できます。従来技術と異なり、高圧衝撃によるインサートの損傷がなく、優れた寸法精度が得られます。
CPK 指数は 1.33 を超える場合があり、非常に薄肉のコンポーネントを非常に高い精度で製造できることを示しています。
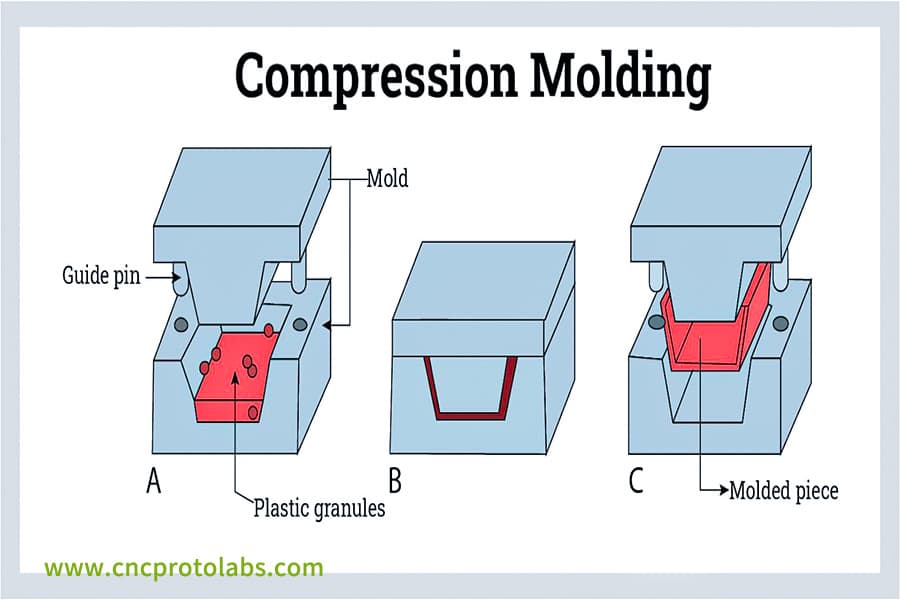
図 2: インサート圧縮成形を示す 3 段階の図。金型内のプラスチック顆粒、閉鎖プロセス、および最終的な薄肉成形品を示しています。
試作インサート成形プロセス段階での変形リスクを予測して排除するにはどうすればよいですか?
プロトタイプインサート成形プロセスでは、迅速な金型を作成し、実験計画法 (DOE) と組み合わせて製品金型解析を行うだけで、量産前に反りのリスクを予測し、最適なプロセスウィンドウを決定できます。これにより、変形の問題を根本から解決できます。
モールドフロー解析シミュレーション検証
モールド フロー解析ソフトウェアは、エンジニアが充填、保圧、冷却などのインサート成形プロセスのさまざまな段階をシミュレートするために使用するツールです。ソフトウェアは反り変形を正確に予測することもできます。
たとえば、予測値が 0.05 mm の場合、実際の目標値を 0.02 mm に制御できるように金型設計を変更します。また、これは、大きな損傷の危険がある箇所を特定するのにも役立ち、金型の最適化に使用できます。
迅速な金型作成と物理テスト
ここでは、アルミニウム金型または3D プリントされた金型、完全な寸法の偏差は白色光スキャナーを使用して測定されます。
この物理的試験方法は、金型流動解析データを裏付け、調整します。これは、鋼製金型の量産に信頼できるデータを提供するのに非常に役立ち、設計エラーによって生じる量産ロスを節約します。
材料の選択: 繊維を強化することで薄肉構造の収縮に対抗するにはどうすればよいですか?
インサート成形では、繊維補強は収縮を大幅に低減する非常に効果的な方法となります。通常、15% ~ 50% の強化繊維を追加し、繊維の配向を注意深く管理すると、材料の総収縮率を 1.5% から 0.1% ~ 0.5% まで下げることができます。 3%。これは、プラスチックの非常に薄い部分の収縮の問題に対処するための非常に良い方法です。
繊維含有量と配向の制御
繊維含有量を高くすると、材料の剛性を大幅に高めることができます。たとえば、30% GF PPS (ガラス繊維強化ポリフェニレンサルファイド) の弾性率は 4 倍以上になり、元の 3 GPa から 14 GPa に上昇します。
ただし、垂直方向と水平方向の収縮率の差が反りを引き起こすほど大きくならないように、ゲート設計を通じて流れ方向に沿った繊維配向に関して注意する必要があります。
鉱物フィラーと低反りグレード
製品に高い等方性が要求される場合、好ましい鉱物は板状のもの (タルクやマイカなど) または反りの少ない特定のグレード (LCP など) になります。これらの材料は異方性レベルを低減することができ、精密部品に要求される平面度を0.1mm/100mm程度に維持します。
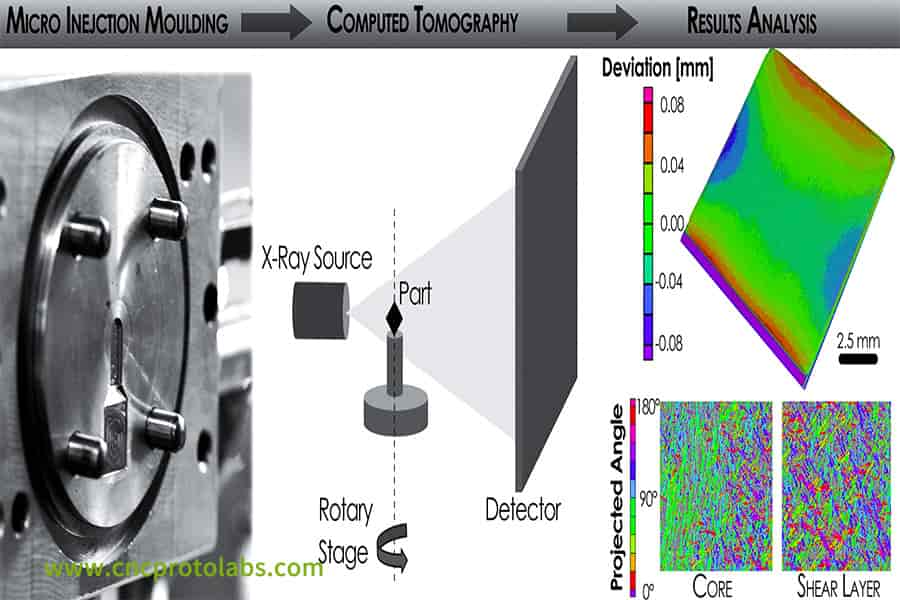
図 3: マイクロ射出成形、回転ステージ上の部品の CT スキャン、および部品の偏差の色分けされた分析マップを示す複合図。
JS Precision のケーススタディ: 薄肉センサーインサート成形品の反りは規格を満たしています
私たちが提供したのはインサート射出成形サービスこのおかげで、薄肉の圧力センサーインサートを成形する際の反りの問題を克服することができました。この事例は、当社の卓越した技術と包括的なサービス能力を示す好例です。
直面した課題
お客様は、自動車用圧力センサー用のインサート成形部品をご希望でした。製品の厚さはわずか0.25 mmで、3つのステンレス鋼ピンインサートが付いています。
伝統的な横型インサート成形法をベースにしたオリジナルデザイン。残念ながら、量産中にひどい反りが発生し、平面度は 0.15 mm で、クライアントの要求である 0.05 mm をはるかに上回っていました。
同時に、インサートの周囲に亀裂が発生し、スクラップ率が 25% にも達し、顧客の生産コストが上昇し、注文が期日どおりに納入されないことにもつながりました。
解決
弊社の技術チームは引き継ぎ後、まず試作インサート成形工程による事前検証を行いました。彼らはそれを金型流動解析と組み合わせて、 0.02mm の反りを予測し、目標のソリューションを開発しました。
1. プロセスの変更:
垂直インサート成形プロセスが選択され、重力補償を使用してメルトフローパスを最適化し、ステンレス鋼インサートピンが均一にカバーされ、流れの影のゾーンが排除されました。
2. 素材の変更:
元の標準 PBT は、ステンレス鋼インサートの熱膨張係数に近い熱膨張係数を持つ30% ガラス繊維強化 PPS に置き換えられ、その流動特性は 0.25 mm の超薄壁の充填により適しています。
3. 細部の変更:
金型流動解析データを考慮し、ゲート位置を1点式から2点式シーケンシャルバルブに変更し、保圧を50MPaから35MPaに最適化し、内部応力をさらに低減しました。
最終結果
正式な金型が製造されると、最初に正式に製造されたピースの平面度は 0.02 mm から 0.035 mm の間で推移し、CPK 値は 1.33 で、顧客の仕様を完全に満たしていました。
また、インサート周囲の亀裂は発見されず、量産時のスクラップ率は予想の25%からわずか1.5%に低下しました。このような最適化により、お客様は材料スクラップ費用を毎年約 120,000 ドル節約し、PPAP サンプルを 3 週間前に作成できるようになり、お客様から高い評価を獲得しました。
薄肉インサートプロジェクトで低反りおよび高歩留りを実現したいですか?詳細なプロジェクト要件を送信します無料のカスタマイズされたインサート射出成形サービス ソリューションを利用すると、コストの削減と効率の向上に役立ちます。
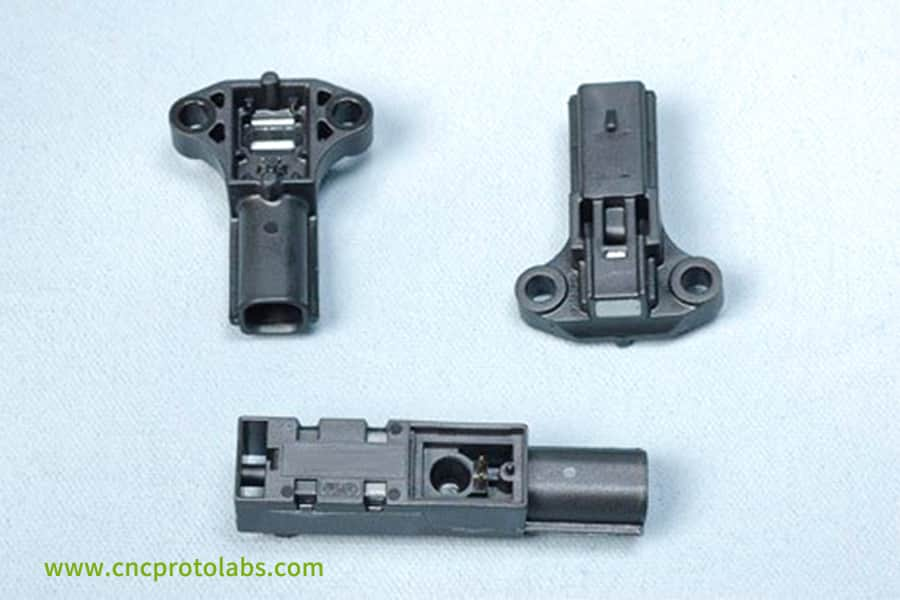
図 4: インサート成形プロセスの結果を示す、水色の背景に配置された、複雑な薄肉構造を持つ 3 つの黒いプラスチック部品。
専門的なインサート射出成形サービスが提供できる付加価値のある保護とは何ですか?
専門的なインサート射出成形サービスプロバイダーは、金型流動解析から品質トレーサビリティー、および 98% 以上の量産歩留まりまでの全プロセスを保証し、お客様のコストとリスクを徹底的に削減します。
完全なプロセスの自動化された統合
当社の自動インサート配置ソリューションは、ロボット アーム、CCD ビジョン位置決め (精度 0.01 mm)、および自動アンロード サービスを組み合わせています。このような自動化の統合により、生産効率が大幅に向上します。さらに、手動操作に起因するエラーが排除され、製品の一貫性と生産の安全性がさらに向上します。
厳格な品質データのトレーサビリティ
製品ライフサイクルトレーサビリティを通じて、当社はCPKレポート、フルサイズ測定レポート(CMM検査を含む)、X線検査レポート(インサートの内部気孔や位置ずれを検出するため)、および材料証明書をクライアントに提供します。
これらの文書は製品品質のトレーサビリティを保証し、最高級顧客の品質要件に準拠します。
ワンストップエンジニアリングサービス
試作検証から量産まで、お客様とのスムーズなコミュニケーションを実現します。
当社のエンジニアは、お客様と緊密に連携して金型を迅速に修正し、 DFM (製造可能性設計) レビューを実行して、最終製品設計を量産プロセスに適したものにすることで、後の設計変更に起因するコストの上昇と遅延を効果的に回避します。
明確な量産ニーズがあり、正確な見積もりが必要ですか? JS Precision にお問い合わせいただき、生産量と製品要件をお知らせいただくと、インサート射出成形サービスの詳細な見積もりをすぐに入手できます。
よくある質問
Q1: インサート成形プロセスで制御するのが最も難しいパラメータは何ですか?
インサート成形プロセスで最も困難なパラメーターは、保圧と冷却時間です。これらのパラメータは、プラスチック部品の残留応力のレベル、つまり最終的な反りに最も直接的な影響を与えます。プロセスを厳密に制御するには、複数回のテスト実行が必要です。
Q2: インサート射出成形プロセスにおけるインサートの最大サイズはどれくらいですか?
対応できる最大インサートサイズは機械のクランプ力によって決まります。 JS Precision の施設は、 200mm x 300mm ものサイズのインサートを扱うことができ、ほとんどの精密部品のインサート成形要件には十分対応できます。
Q3: インサート圧縮成形に適した材質は何ですか?
インサート圧縮成形は主に、LCP、PPS、一部のエポキシ樹脂など、低粘度かつ高流動性の熱可塑性樹脂材料に適しています。これらの材料は、低速および低圧の圧縮充填方法に適しています。
Q4: 試作インサート成形工程で使用するラピッドプロトタイピング金型の寿命はどれくらいですか?
試作インサート成形工程で使用されるラピッドプロトタイピング用アルミ金型は、一般的に安定した品質レベルで500~1000個の部品を生産することができ、試作検証や小ロット試作には十分です。
Q5: 薄肉インサートの周囲のウェルド ラインの問題を解決するにはどうすればよいですか?
解決策の 1 つは、金型温度を 130 ~ 150℃ に上げるか、ホット ランナー シーケンス バルブ制御や真空ベント技術などを採用することです。たとえば、これらのアプローチにより、溶融の溶融を大幅に強化し、ウェルド ラインを最小限に抑えることができます。
Q6: 金型内でのインサートの位置決め精度を確認するにはどうすればよいですか?
正確には、金型を閉じる前にインサートの位置を正確に検証できる金型内 CCD 画像検査システムを導入しています。これにより、インサート位置の偏差は0.02mm未満であることが保証され、製品の寸法精度が常に保証されます。
Q7: インサート成形時のインサートの曲がりを防ぐにはどうすればよいですか?
これを回避する最善の対策は、充填速度を100mm/s から 40mm/s に下げることです。また、溶融物がインサートに直接当たらないようにゲート位置も微調整する必要があります。
Q8: 完全な成形レポートを提供してもらえますか?
確かに! JS Precision では、プロセスパラメータシート、寸法測定レポート (CPK 値付き)、材料証明書などの徹底した品質文書を各出荷に添付し、製品品質を完全に追跡可能にしています。
まとめ
薄肉インサート成形における反りのほとんどのケースは、基本的に材料、金型、および加工の問題の組み合わせです。
縦型インサート成形、ホットランナー技術、試作インサート成形プロセス、専門的なインサート射出成形サービスにより、ミクロンレベルまで反りを制御し、高精度の量産を可能にします。
設計検証から精密量産まで、生産サイクル全体をフルサポートできるインサート射出成形サービス会社を探しませんか?
それから、あなたはすべきですJS Precision に連絡する無料の DFM レビューとモールド フロー解析レポートを提供します。最薄肉のインサート成形の問題を解決するお手伝いをいたします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

