

Processus de moulage par insertion est un processus essentiel dans la fabrication de produits haut de gamme tels que des micro-équipements médicaux et des capteurs automobiles de précision. En fait, pour ces produits, même un gauchissement de 0,1 mm peut suffire à rendre un composant entier inutilisable.
Lorsque l'épaisseur de la pièce moulée est supérieure à 0,5 mm et qu'il est nécessaire d'incorporer des composants métalliques ou de circuits, les processus de moulage d'inserts traditionnels sont alors confrontés à trois problèmes majeurs : un retrait inégal au moulage, une concentration de contraintes internes et une déformation géométrique.
Bien entendu, de tels défauts entraînent le gaspillage de nombreux produits et, en même temps, les cycles de lancement des produits sont retardés. Souhaitez-vous une solution pratique qui, grâce à des techniques d'ingénierie, peut prédire et empêcher la déformation des inserts à paroi mince ?
Résumé des réponses de base
| Question | Solution de base | Avantages clés |
| Pourquoi les inserts à parois minces ont-ils tendance à se déformer ? | Différence entre le taux de retrait du matériau et la rigidité des inserts métalliques. | Identifiez les sources de contraintes et quantifiez les tendances de déformation. |
| Comment résoudre la déformation asymétrique ? | Compensation de la gravité du moulage par insertion verticale | Utilisez la gravité pour contrecarrer le déséquilibre du débit. |
| Comment assurer l'équilibre de remplissage ? | Technologie d’équilibrage de pression des canaux chauds. | Remplissage synchrone multipoint pour réduire les contraintes de cisaillement. |
| Comment gérer des murs extrêmement fins ? | Insérer un moulage par compression | Moulage à faible contrainte, minimisant l'orientation moléculaire. |
| Comment atténuer les risques à l’avance ? | Processus de moulage d'inserts de prototypes Validation | Analyse du flux de moule + tests physiques, optimisation précoce |
| Comment optimiser les propriétés des matériaux ? | Améliorer le contrôle de l'orientation des fibres | Supprime le retrait, améliore la stabilité dimensionnelle |
Points clés à retenir
- La principale difficulté du moulage par insert à paroi mince réside dans la disparité des coefficients de dilatation thermique entre le plastique et le métal. Cela nécessite donc de compenser leurs différences dans l’optimisation des processus.
- Le moulage par insert vertical est le moyen le plus simple de gérer une géométrie asymétrique, car le processus utilise la gravité pour faciliter le remplissage du moule.
- Une confirmation précoce avec un processus de moulage d'inserts de prototype peut réduire de plus de 80 % le risque de déformation dans la production de masse.
- En optant pour des services professionnels de moulage par injection d'inserts, vous pouvez bénéficier d'un ensemble complet de support technique, depuis les matériaux et les moules jusqu'aux processus.
Pourquoi faire confiance à ce guide ? L'expérience de JS Precision dans les processus de moulage par insert
Choisir un guide technique fiable consiste à trouver un partenaire possédant suffisamment d’expérience et la capacité de fournir des résultats. JS Precision, grâce à des années de moulage d'inserts, a développé des connaissances approfondies, en particulier dans la recherche, le développement et l'application de la technologie de moulage d'inserts à parois minces.
JS Precision, en suivant strictement les Norme ISO 13485:2016 , et grâce à son système de processus bien établi et à ses solutions sur mesure, a résolu les problèmes les plus importants tels que la déformation et la fissuration pour plus de 5 000 clients haut de gamme dans le monde entier dans divers secteurs de fabrication de précision, notamment la santé, l'automobile et l'électronique.
Nous restons notamment très compétents dans le moulage d’inserts à parois ultra fines d’une épaisseur de paroi de 0,3 mm.
En communiquant avec nous, un client a résolu un problème majeur lié au moulage d'inserts de capteurs à paroi mince de 0,2 mm, le client étant une célèbre entreprise de composants automobiles. S’ils utilisaient des méthodes traditionnelles de moulage d’inserts, leur taux de rejet atteindrait 30 %.
Nous avons optimisé le processus grâce au processus de moulage d'inserts de prototypes, réduisant le taux de rebut à 1,2 % et permettant aux clients d'économiser près de 200 000 $ en coûts de matériaux par an.
En outre, nous avons aidé une entreprise de dispositifs médicaux à résoudre son problème de moulage d'inserts de circuit à paroi mince de 0,22 mm, en effectuant l'aplatissement de 0,12 mm à 0,03 mm et l' augmentation du rendement à 99,1 % , ce qui a permis au client d'obtenir la certification médicale.
Nous avons une équipe d'ingénieurs professionnels et des équipements de production avancés. Nous disposons également d'un logiciel d'analyse du flux de moule de haute précision et d'un équipement d'inspection par balayage à lumière blanche pour garantir la qualité de la production.
Puisque nous avons également réalisé plus de 10 000 projets de moulage d’inserts, nous sommes capables de tout faire, de la vérification du prototype à la production en série. Les projets d'inserts à paroi mince (épaisseur de paroi 0,5 mm) représentent 65 % de nos projets totaux et la satisfaction de nos clients est toujours supérieure à 98 %.
Notre principale force réside dans l’intégration profonde de la sélection des matériaux, de la conception des moules et de l’optimisation des processus. Nous n’attendons pas l’apparition de défauts de moulage pour réagir mais plutôt nous anticipons et planifions les risques et problèmes possibles de moulage. C'est pourquoi nous résolvons les problèmes de déformation par la source, et non par les solutions de post-traitement.
Vous souhaitez acquérir une compréhension préliminaire des applications pratiques du processus de moulage d’inserts ? Contactez un ingénieur JS Precision et mentionnez « consultation de cas » pour recevoir une collection gratuite d'études de cas réussies dans l'industrie et tirer rapidement des leçons d'expériences de projets similaires.
Pourquoi les pièces à parois minces ont-elles tendance à se déformer pendant le processus de moulage par insert ?
Le moulage par insert est une technique cruciale dans la production de pièces de précision à parois minces.
Principalement, l'épaisseur et la flexibilité contribuent au gauchissement élevé des pièces à parois minces lors du moulage par insert. Les principaux aspects conduisant à des changements de gauchissement dans les pièces à parois minces sont des différences de retrait entre le plastique et le métal, une non-uniformité de l'orientation moléculaire et des vitesses de refroidissement variables.
Nous étudions les 3 principaux facteurs conduisant au gauchissement en fonction de la conception internationale des moules à injection. norme ISO 294-1:2019 .
Taux de retrait des matériaux différents
L'inadéquation du coefficient de dilatation thermique (CTE) de divers matériaux est essentiellement la cause du gauchissement. Le tableau suivant présente la comparaison des CTE des matériaux les plus fréquemment utilisés ainsi que des inserts métalliques, ce qui explique bien mieux pourquoi les risques de contraintes résultent de ces différences.
| Type de matériau | Coefficient de dilatation thermique (CTE) / (10^-6/℃) | Taux de retrait (%) | Épaisseur de paroi mince applicable (mm) | Différence de contrainte avec insert en acier inoxydable (MPa) |
| PPS (non renforcé) | 80-100 | 1,2-1,8 | 0,4-1,0 | 45-55 |
| 30 % de PPS renforcé de fibres de verre | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| PCL | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Acier inoxydable (304) | 16 | ≈0 | - | 0 |
| Insertion en cuivre | 17 | ≈0 | - | 0 |
Anisotropie due à l'orientation du flux
Dans le moulage par insert, les différences de taux de retrait entre la direction d'écoulement de la matière fondue et la direction perpendiculaire peuvent atteindre 20 à 50 %. L'orientation moléculaire élevée provoquée par la zone d'écoulement de fusion très étroite augmente les contraintes internes et entraîne finalement un gauchissement, en particulier dans les pièces à parois minces dont l'épaisseur de paroi est inférieure à 0,5 mm.
Par exemple, dans le moulage LCP à paroi mince, le taux de retrait le long de l'écoulement est de 0,1 %, mais le taux de retrait perpendiculairement à l'écoulement peut atteindre 0,3 %, une différence suffisamment importante pour provoquer une déformation importante.
Taux de refroidissement inégal
Étant donné que les inserts métalliques possèdent une conductivité thermique beaucoup plus élevée que les plastiques, ils peuvent être considérés comme des dissipateurs de chaleur locaux dans les pièces, ce qui entraîne un refroidissement très élevé du plastique environnant .
Cela conduit à la formation de différences de température entre les « points chauds » et les « points froids » de la pièce, les zones à refroidissement rapide se rétrécissent en premier tandis que les zones à refroidissement lent se rétrécissent ensuite. De telles variations de retrait sont la cause directe du gauchissement.
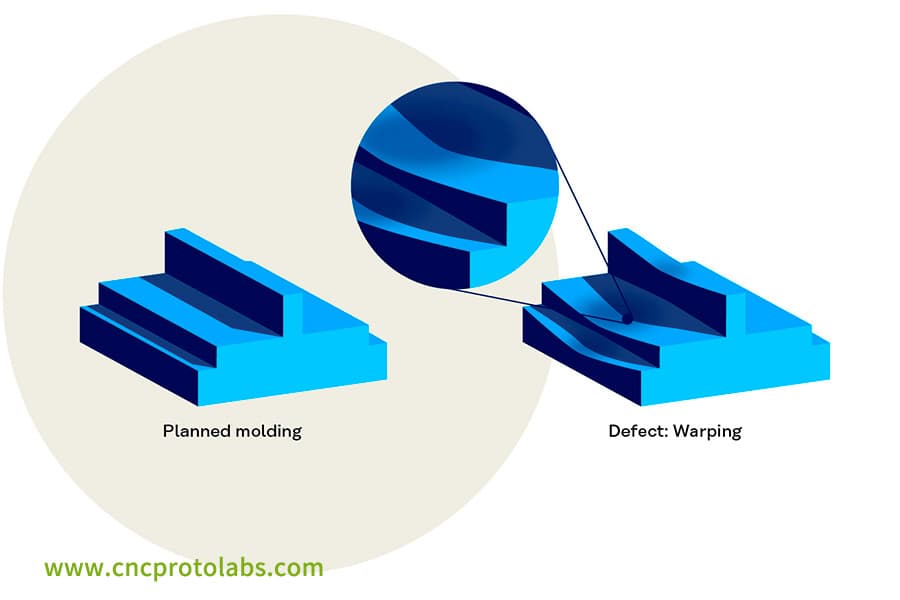
Figure 1 : Comparaison côte à côte d'une pièce en plastique bien structurée intitulée « Moulage planifié » et d'une version déformée intitulée « Défaut : déformation », avec un encart mettant en évidence la zone déformée.
Comment résoudre la déformation asymétrique grâce à la compensation de gravité dans le moulage par insert vertical ?
Les parois minces des inserts de géométrie asymétrique ont tendance à se déformer en raison d'une répartition inégale du flux de fusion. Moulure d'insertion verticale est un excellent moyen de relever ce défi, car il propose une fermeture verticale du moule et un remplissage assisté par gravité, qui éliminent largement le remplissage asymétrique et les contraintes retenues.
Remplissage assisté par gravité
La gravité agit toujours dans le sens de l'écoulement de la matière fondue dans le moulage par insert vertical. En conséquence, cette conception réfléchie minimise la formation de « zones d'ombre » d'écoulement qui surviennent généralement en raison de la géométrie des inserts (par exemple, broches et bossages).
De plus, cela permet à la matière fondue de recouvrir uniformément la surface de l'insert et empêche la concentration de contraintes due à un remplissage insuffisant ou excessif.
Positionnement et serrage optimisés de l'insert
L'étape verticale dans le moulage d'insert vertical permet à l'insert (comme le filetage et la borne) d'être automatiquement positionné par gravité et serré de manière stable.
Cette méthode de positionnement diminue les irrégularités de l'épaisseur de paroi causées par le désalignement des inserts et maintient les tolérances très serrées à moins de 0,02 mm, réduisant ainsi considérablement les risques de déformation asymétrique dès le début.
Vous trouverez ci-dessous une comparaison des performances entre le moulage par insert vertical et les processus traditionnels de moulage par insert horizontal, présentant ses avantages de manière plus intuitive :
| Indicateurs de performance | Moulage à insertion verticale | Processus traditionnel de moulage par insertion horizontale | Amélioration (%) | Types d'inserts applicables |
| Déformation asymétrique (mm) | ≤0,03 | 0,10-0,15 | 70-80 | Inserts à broches et filetages |
| Précision de positionnement de l'insert (mm) | ±0,02 | ±0,05 | 60 | Inserts électroniques de précision |
| Uniformité de remplissage (%) | ≥98 | 85-90 | 8-15 | Insertions géométriques complexes |
| Taux de rebut (%) | ≤2 | 15-25 | 88-92 | Tous les inserts asymétriques |
Avez-vous des besoins en moulage d'inserts asymétriques à parois minces et souhaitez-vous calculer les coûts ? Fournissez les dimensions de votre produit et le type d'insert pour recevoir gratuitement une feuille de calcul du coût du processus de moulage d'inserts verticaux et contrôler votre budget à l'avance.
Quelles sont les technologies clés pour équilibrer la pression des canaux chauds dans le processus de moulage par injection d’inserts ?
Dans processus de moulage par injection d'inserts , permettre à un canal chaud d'avoir une pression équilibrée implique principalement l'utilisation d'une technologie de canal chaud à valve séquentielle qui, associée à un retour de pression en boucle fermée, facilite le remplissage synchrone et maintient la fluctuation de pression de la cavité à moins de 5 %.
Contrôle des canaux chauds par vanne séquentielle
Les chauffagistes effectuent une analyse de l'écoulement du moule qui permet de simuler le cheminement de l'écoulement de la matière fondue afin de déterminer comment les vannes séquentielles doivent être ouvertes.
En plus d'empêcher la formation de lignes de soudure dans les zones susceptibles d'être sollicitées, cette approche de contrôle permet également d'ajuster les taux de remplissage des régions les plus fines et les plus épaisses, conduisant à un remplissage uniforme de l'ensemble de la pièce et à une réduction des contraintes internes.
Retour en boucle fermée du capteur de pression
Dans le moulage par injection d'inserts, des capteurs de pression sont placés à des endroits très importants de la cavité (comme l'extrémité de l'insert).
Ces capteurs détectent immédiatement tout changement dans la pression de la cavité et renvoient l'information au système de contrôle, qui ajuste la pression de maintien en temps réel afin que la pression dans la cavité soit toujours la même et que le gauchissement soit minimisé.
Vous souhaitez optimiser le contrôle de la pression des canaux chauds dans votre processus de moulage par injection d'inserts ? Planifiez une consultation avec l’un de nos ingénieurs professionnels pour une solution personnalisée d’équilibrage de pression.
Devrions-nous envisager le moulage par compression par insert face aux exigences extrêmement fines des parois ?
Oui, c'est vrai. Si l'épaisseur de la paroi est inférieure à 0,3 mm ou si le rapport longueur/diamètre dépasse 150 : 1, le moulage par compression par insert est le meilleur choix. Le processus de remplissage à basse vitesse et basse pression contribue à réduire les contraintes de cisaillement de plus de 60 %, ce qui peut empêcher les fissures et les déformations.
Contrainte de cisaillement inférieure
Le moulage par injection ordinaire nécessite une pression très élevée et une vitesse rapide pour remplir les pièces à parois minces, ce qui provoque un fort cisaillement des molécules de plastique et augmente le niveau de contrainte résiduelle intégrée.
D'autre part, moulage par compression d'insertion ouvre d'abord le moule puis le ferme pour presser la masse fondue. Cette approche remplit la cavité avec un flux laminaire. En conséquence, les molécules de plastique sont presque non orientées, ce qui réduit considérablement les contraintes internes et empêche également la déformation.
Remplissage réussi de parois ultra fines
Le moulage par compression par insertion peut être appliqué aux pièces où des composants électroniques sensibles doivent être intégrés (par exemple les cartes de circuits imprimés flexibles FPC). Elle se distingue de la technique conventionnelle en ne causant pas de dommages à l'insert dus à l'impact à haute pression et, en même temps, en offrant une excellente précision dimensionnelle.
L'indice CPK peut être supérieur à 1,33, ce qui indique que des composants à parois extrêmement fines peuvent être produits avec un très haut niveau de précision.
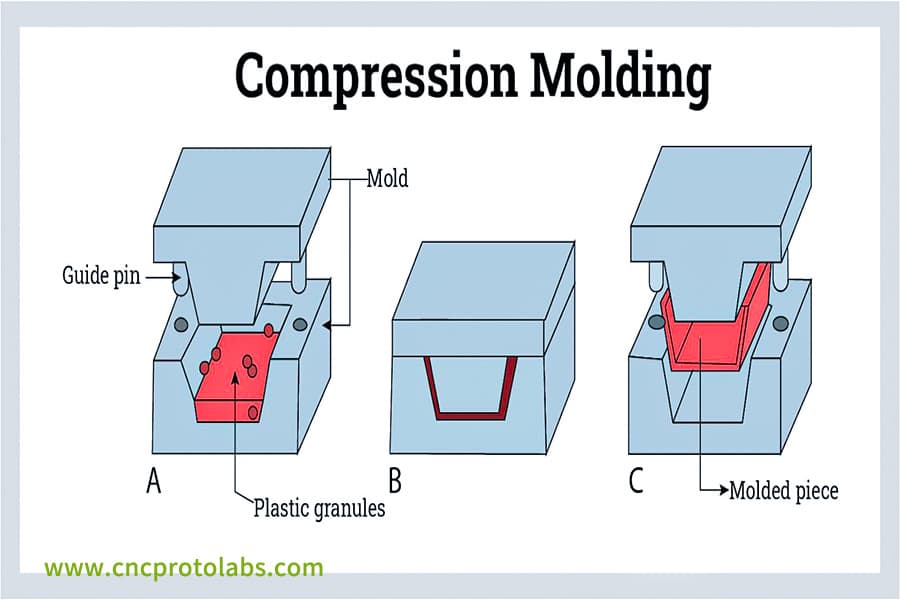
Figure 2 : Un diagramme en trois étapes illustrant le moulage par compression par insert, montrant les granulés de plastique dans le moule, le processus de fermeture et la pièce moulée finale à paroi mince.
Comment prédire et éliminer les risques de déformation pendant l’étape du processus de moulage d’inserts de prototypes ?
Le processus de moulage d'inserts de prototypes peut prédire les risques de déformation et déterminer la meilleure fenêtre de processus avant la production de masse simplement en créant des moules rapides et en effectuant une analyse du moule du produit combinée à un plan d'expériences (DOE), c'est ainsi qu'il élimine les problèmes de déformation dès la source.
Vérification de simulation d’analyse de flux de moule
Le logiciel d'analyse du flux de moule est l'outil utilisé par les ingénieurs pour simuler différentes étapes du processus de moulage d'inserts telles que le remplissage, le maintien de la pression et le refroidissement . Le logiciel peut également prévoir avec précision la déformation par gauchissement.
Par exemple, si la valeur prévue est de 0,05 mm, nous modifions la conception du moule afin que la valeur cible réelle puisse être contrôlée à 0,02 mm. En outre, cela aide également à identifier les emplacements menacés de dommages majeurs et qui peuvent être utilisés pour optimiser le moule.
Fabrication rapide de moules et tests physiques
La production en petits lots de 50 à 200 pièces est réalisée ici à l'aide de moules en aluminium ou Moules imprimés en 3D , et les écarts dimensionnels complets sont mesurés à l'aide d'un scanner à lumière blanche.
Cette méthode de test physique corrobore et ajuste les données d'analyse du flux de moule. Elle est très utile pour fournir des données fiables pour la production de masse de moules en acier et ainsi éviter les pertes de production de masse résultant d'erreurs de conception.
Sélection des matériaux : comment contrecarrer le retrait des structures à parois minces en renforçant les fibres ?
Dans le moulage par insert, les renforts en fibres peuvent être un moyen très efficace de réduire considérablement le retrait. En règle générale, l'ajout de 15 à 50 % de fibres de renforcement et une gestion minutieuse de l'orientation des fibres peuvent réduire le retrait total du matériau de 1, 5 % à 0, 1 % à 0. 3%. C’est un très bon moyen de résoudre les problèmes de retrait dans les sections très fines de plastique.
Contrôle de la teneur en fibres et de l'orientation
La rigidité du matériau peut être largement améliorée grâce à une teneur élevée en fibres. Par exemple, le module de 30 % de GF PPS (sulfure de polyphénylène renforcé de fibres de verre) est plus que quadruplé, passant à 14 GPa par rapport aux 3 GPa d'origine.
Néanmoins, il faut être prudent en ce qui concerne l'orientation des fibres le long de la direction d'écoulement à travers la conception de la porte, afin que les différences de taux de retrait entre les directions verticale et horizontale ne deviennent pas si importantes qu'il en résulte un gauchissement.
Charges minérales et qualités à faible gauchissement
Si une isotropie élevée est exigée dans le produit, les minéraux préférés seront les minéraux lamellaires (par exemple le talc ou le mica) ou les qualités spécifiques à faible gauchissement (par exemple le LCP). Ces matériaux sont capables de réduire le niveau d'anisotropie, ce qui permet de maintenir la planéité à environ 0, 1 mm/100 mm, ce qui est une exigence pour les pièces de précision.
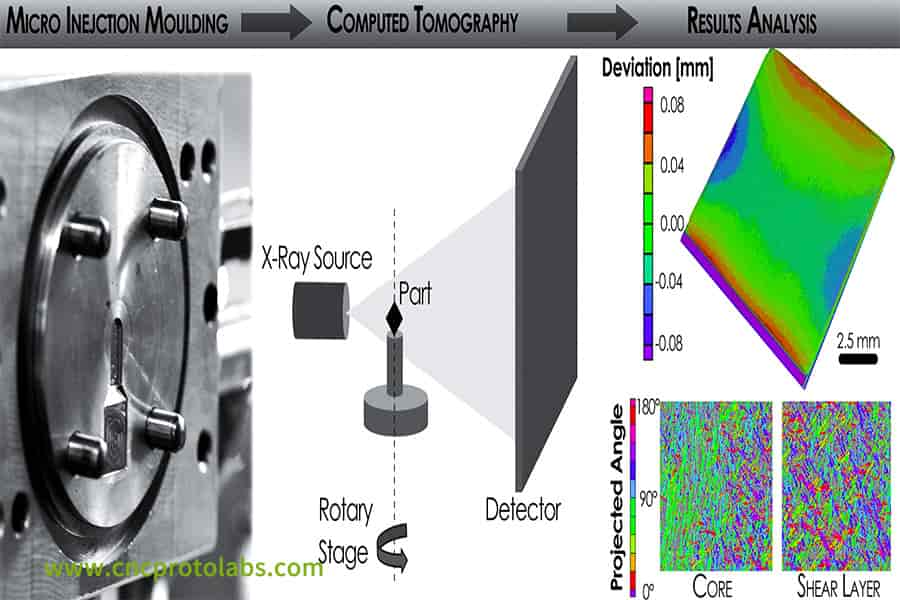
Figure 3 : Une illustration composite montrant le moulage par micro-injection, la numérisation CT d'une pièce sur une platine rotative et une carte d'analyse à code couleur de l'écart de la pièce.
Étude de cas JS Precision : Le gauchissement du moulage par insert de capteur à paroi mince répond aux normes
Nous avons offert services de moulage par injection d'inserts à une entreprise de pièces automobiles de précision, qui l'a aidé à surmonter le problème de déformation lors du moulage d'inserts de capteurs de pression à paroi mince. Ce cas est un exemple parfait de notre excellence technique et de nos capacités de service complètes.
Défis rencontrés
Le client souhaitait des composants de moulage par insert pour un capteur de pression automobile. L'épaisseur du produit n'est que de 0,25 mm et il comporte trois inserts de broches en acier inoxydable.
La conception originale était basée sur une méthode traditionnelle de moulage par insert horizontal. Malheureusement, lors de la production en série, une déformation importante s'est produite, avec une planéité de 0, 15 mm, bien supérieure à l'exigence de 0, 05 mm du client.
Dans le même temps, des fissures se sont développées autour des plaquettes, entraînant un taux de rebut pouvant atteindre 25 %, ce qui a fait augmenter les coûts de production des clients et a également conduit à la non-livraison des commandes à temps.
Solution
Notre équipe d'ingénieurs a d'abord effectué une vérification préliminaire du processus de moulage d'inserts du prototype après avoir pris le relais. Ils l'ont combiné avec l'analyse de l'écoulement du moule, ont prédit un gauchissement de 0,02 mm et ont ensuite développé une solution ciblée.
1. Changement de processus :
Un processus de moulage d'inserts verticaux a été choisi, qui utilisait la compensation de la gravité pour optimiser le chemin d'écoulement de la matière fondue, garantissant que les broches d'insert en acier inoxydable étaient couvertes uniformément et que les zones d'ombre d'écoulement étaient éliminées.
2. Changement important :
Le PBT standard d'origine a été remplacé par du PPS renforcé à 30 % de fibres de verre, qui a un coefficient de dilatation thermique plus proche de celui de l'insert en acier inoxydable, et ses caractéristiques d'écoulement sont plus adaptées au remplissage de parois ultra fines de 0,25 mm.
3. Modification détaillée :
Compte tenu des données d'analyse du flux de moule, l'emplacement de la vanne a été modifié d'un point unique à une vanne séquentielle à deux points, et la pression de maintien a été optimisée de 50 MPa à 35 MPa, ce qui a permis une réduction supplémentaire des contraintes internes.
Résultats finaux
Une fois le moule officiel fabriqué, la planéité de la pièce initiale officiellement fabriquée oscillait entre 0,02 mm et 0,035 mm, la valeur CPK étant de 1,33, ce qui répondait totalement aux spécifications du client.
De plus, aucune fissure autour de l'insert n'a été repérée et le taux de rebut de la production de masse a été réduit des 25 % attendus à seulement 1,5 %. Une telle optimisation a permis au client d' économiser environ 120 000 $ sur les dépenses liées aux déchets de matériaux chaque année et de créer des échantillons PPAP trois semaines à l'avance, ce qui a été plébiscité par les clients.
Vous souhaitez obtenir un faible gauchissement et un rendement élevé pour vos projets d'inserts à paroi mince ? Soumettez les exigences détaillées de votre projet pour recevoir une solution gratuite de services de moulage par injection d'inserts personnalisés, vous aidant à réduire les coûts et à augmenter l'efficacité.
Figure 4 : Trois pièces en plastique noir présentant des structures complexes à parois minces, disposées sur un fond bleu clair, présentant les résultats d'un processus de moulage par insert.
Quelle protection à valeur ajoutée les services professionnels de moulage par injection d'inserts peuvent-ils vous apporter ?
Les prestataires professionnels de services de moulage par injection d'inserts garantissent l'ensemble du processus, depuis l'analyse du flux de moule jusqu'à la traçabilité de la qualité, et un rendement de production en série de >98 %, ce qui réduit considérablement les coûts et les risques de nos clients.
Intégration automatisée du processus complet
Notre solution de placement automatisé d'inserts combine des bras robotisés, un positionnement par vision CCD (précision 0,01 mm) et des services de déchargement automatisés. Une telle intégration de l’automatisation augmente considérablement l’efficacité de la production. De plus, il élimine les erreurs résultant d’une opération manuelle, ce qui améliore encore davantage la cohérence du produit et la sécurité de la production.
Traçabilité stricte des données de qualité
Grâce à la traçabilité du cycle de vie des produits, nous fournissons à nos clients des rapports CPK, des rapports de mesure complets (y compris l'inspection CMM), des rapports d'inspection aux rayons X (pour détecter la porosité interne ou le désalignement des inserts) et des certificats de matériaux.
Ces documents garantissent la traçabilité de la qualité des produits et répondent aux exigences de qualité des clients finaux les plus exigeants.
Services d'ingénierie à guichet unique
Nous assurons une communication fluide et progressive avec nos clients, de la vérification du prototype à la production en série.
Nos ingénieurs travaillent en étroite collaboration avec les clients pour modifier rapidement les moules et effectuent également un examen DFM (Design for Manufacturability) pour rendre la conception du produit final adaptée aux processus de production de masse, évitant ainsi efficacement les coûts plus élevés et les retards résultant de modifications de conception ultérieures.
Vous avez des besoins clairs en matière de production de masse et souhaitez un devis précis ? Contactez JS Precision, indiquez votre volume de production et vos exigences en matière de produits, et vous pourrez rapidement obtenir un devis détaillé pour les services de moulage par injection d'inserts.
FAQ
Q1 : Quel est le paramètre le plus difficile à contrôler dans le processus de moulage d’inserts ?
Les paramètres les plus difficiles dans le processus de moulage d’inserts sont la pression de maintien et le temps de refroidissement. Ce sont ces paramètres qui impactent le plus directement le niveau de contrainte résiduelle dans la pièce plastique et donc le gauchissement final. Plusieurs tests sont nécessaires pour obtenir un contrôle strict du processus.
Q2 : Quelle est la taille maximale des inserts dans le processus de moulage par injection d'inserts ?
La taille maximale de plaquette pouvant être adaptée est déterminée par la force de serrage de la machine. Les installations de JS Precision sont capables de traiter des inserts d' une taille allant jusqu'à 200 mm x 300 mm, ce qui est suffisant pour les exigences de moulage d'inserts de la plupart des composants de précision.
Q3 : Quels matériaux conviennent au moulage par compression par insert ?
Le moulage par compression par insert convient principalement aux matériaux thermoplastiques à faible viscosité et à haute fluidité, tels que le LCP, le PPS et certaines résines époxy. Ces matériaux peuvent mieux s’adapter aux méthodes de remplissage par compression à basse vitesse et basse pression.
Q4 : Quelle est la durée de vie des moules de prototypage rapide utilisés dans le processus de moulage par insert de prototype ?
Les moules en aluminium de prototypage rapide utilisés dans le processus de moulage par insertion de prototypes sont généralement capables de produire 500 à 1 000 pièces à un niveau de qualité stable , ce qui est plus que suffisant pour la vérification des prototypes et la production d'essais en petits lots.
Q5 : Comment résoudre le problème de la ligne de soudure autour des inserts à paroi mince ?
Une solution serait d'augmenter la température du moule à 130-150°C ou d'utiliser une commande de vanne de séquence de canaux chauds, une technologie de ventilation sous vide, etc. Par exemple, ces approches peuvent considérablement améliorer la fusion en fusion et minimiser les lignes de soudure.
Q6 : Comment vérifier la précision du positionnement de l'insert dans le moule ?
Pour être très précis, nous mettons en œuvre un système d'inspection par vision CCD dans le moule, capable de vérifier exactement le positionnement de l'insert avant la fermeture du moule. De cette façon, nous pouvons garantir que l' écart dans la position de l'insert est inférieur à 0,02 mm, la précision dimensionnelle du produit étant ainsi toujours garantie.
Q7 : Comment empêcher la flexion des inserts pendant le processus de moulage des inserts ?
La meilleure mesure pour éviter cela est de réduire la vitesse de remplissage de 100 mm/s à 40 mm/s et l'emplacement de la porte doit également être réglé avec précision afin que la matière fondue ne frappe pas directement l'insert.
Q8 : Pouvez-vous fournir un rapport de moulage complet ?
Certainement! JS Precision accompagne chaque expédition d'une documentation qualité complète, telle que des fiches de paramètres de processus, des rapports de mesure dimensionnelle (avec valeurs CPK) et une certification des matériaux, rendant ainsi la qualité du produit entièrement traçable.
Résumé
La plupart des cas de déformation dans les moulages par insert à paroi mince sont essentiellement une combinaison de problèmes de matériaux, de moules et de traitement.
Le moulage d'inserts verticaux, la technologie des canaux chauds, le processus de moulage d'inserts de prototypes et les services professionnels de moulage par injection d'inserts sont des moyens par lesquels le gauchissement peut être contrôlé jusqu'au niveau du micron, permettant ainsi la production de masse de haute précision.
Voulez-vous une entreprise de services de moulage par injection d'inserts qui puisse vous fournir un soutien complet tout au long du cycle de production, depuis la vérification de la conception jusqu'à la production de masse de précision ?
Ensuite, tu devrais contactez JS Precision , qui peut vous fournir un examen DFM gratuit et un rapport d'analyse du flux de moule. Ils vous aideront à résoudre les problèmes de moulures insérées dans les murs les plus fins !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

