

Вставка процесса формования — это основной процесс в производстве высококачественной продукции, такой как микромедицинское оборудование и прецизионные автомобильные датчики. Фактически, для этих изделий даже коробления в 0,1 мм может быть достаточно, чтобы сделать всю деталь непригодной для использования.
Когда толщина формованной детали превышает 0,5 мм и необходимо встроить металлические или схемные компоненты, то традиционные процессы формования вставок сталкиваются с тремя основными проблемами: неравномерной усадкой при формовании, концентрацией внутренних напряжений и геометрической деформацией.
Конечно, такие дефекты приводят к порче многих продуктов, и в то же время циклы запуска продуктов задерживаются. Вам нужно практическое решение, которое с помощью инженерных технологий может прогнозировать и предотвращать деформацию тонкостенных вставок?
Основная сводка ответов
| Вопрос | Основное решение | Ключевые преимущества |
| Почему тонкостенные вставки склонны к деформации? | Разница между скоростью усадки материала и жесткостью металлических вставок. | Определите источники напряжений и количественно определите тенденции деформации. |
| Как решить асимметричную деформацию? | Компенсация силы тяжести вертикальной вставки | Используйте гравитацию, чтобы противодействовать дисбалансу потока. |
| Как обеспечить пополнение баланса? | Технология балансировки давления в горячеканальных системах. | Многоточечное синхронное заполнение для снижения напряжения сдвига. |
| Как бороться с очень тонкими стенками? | Вставить компрессионное формование | Формование с низким напряжением, минимизация молекулярной ориентации. |
| Как заранее снизить риски? | Процесс формования прототипа вставки Валидация | Анализ текучести пресс-формы + физические испытания, ранняя оптимизация |
| Как оптимизировать свойства материала? | Улучшите контроль ориентации волокна | Подавление усадки, улучшение стабильности размеров |
Ключевые выводы
- Основная трудность при формовании тонкостенных вставок заключается в несоответствии коэффициентов теплового расширения пластика и металла. Поэтому возникает необходимость компенсации их различий при оптимизации процесса.
- Формование с вертикальной вставкой — это самый простой способ справиться с асимметричной геометрией, поскольку в этом процессе используется сила тяжести, помогающая заполнить форму.
- Раннее подтверждение с помощью процесса формования прототипа вставки может снизить вероятность коробления при массовом производстве более чем на 80%.
- Выбирая профессиональные услуги по литью под давлением, вы можете получить полный пакет инженерной поддержки, от материалов и форм до процессов.
Почему стоит доверять этому руководству? Опыт JS Precision в процессах литья под давлением
Выбор надежного технического руководства – это вопрос поиска партнера, обладающего достаточным опытом и способностью выполнять поставленные задачи. Компания JS Precision за годы работы в формовании вставок накопила глубокие знания, особенно в области исследований, разработок и применения технологии формования тонкостенных вставок.
JS Precision, строго следуя Стандарт ISO 13485:2016 и, используя свою хорошо зарекомендовавшую себя технологическую систему и индивидуальные решения, решила наиболее важные проблемы, такие как коробление и растрескивание, для более чем 5000 высококлассных клиентов по всему миру в различных секторах точного производства, включая здравоохранение, автомобилестроение и электронику.
В частности, мы сохраняем высокую компетентность в формовании сверхтонкостенных вставок с толщиной стенки 0,3 мм.
Обратившись к нам, клиент решил серьезную проблему, связанную с литьем тонкостенных сенсорных вставок толщиной 0,2 мм, причем клиентом была известная компания по производству автомобильных комплектующих. Если бы они использовали традиционные методы формования вставок, процент брака достиг бы 30%.
Мы оптимизировали процесс с помощью процесса формования прототипа вставки, снизив процент брака до 1,2% и сэкономив клиентам почти 200 000 долларов США на затратах на материалы в год.
Кроме того, мы помогли компании, производящей медицинское оборудование, решить проблему с формованием тонкостенных вставок для микросхем толщиной 0,22 мм, выполнением сплющивания с 0,12 мм до 0,03 мм и увеличением выхода продукции до 99,1%, что, в свою очередь, позволило клиенту получить медицинскую сертификацию.
У нас есть профессиональная команда инженеров и современное производственное оборудование. У нас также есть высокоточное программное обеспечение для анализа текучести пресс-форм и оборудование для сканирования белым светом, чтобы гарантировать качество продукции.
Поскольку мы также выполнили более 10 000 проектов по формованию вставок, мы можем сделать все: от проверки прототипа до массового производства. Проекты тонкостенных вставок (толщина стенки 0,5 мм) составляют 65% от общего числа наших проектов, а уровень удовлетворенности клиентов всегда превышает 98%.
Наша главная сила — это глубокая интеграция выбора материалов, проектирования пресс-форм и оптимизации процессов. Мы не ждем, пока проявятся дефекты формования, прежде чем принять меры, а скорее предвидим и заранее планируем возможные риски и проблемы, связанные с формованием. Вот почему мы устраняем проблемы с короблением с помощью источника, а не с помощью решений постобработки.
Хотите получить предварительное представление о практическом применении процесса формования вставок? Свяжитесь с инженером JS Precision и упомяните «консультацию по кейсу», чтобы получить бесплатную подборку успешных отраслевых кейсов и быстро учиться на опыте аналогичных проектов.
Почему тонкостенные детали склонны к деформации в процессе формования вставкой?
Формование вставками является важнейшим методом изготовления тонкостенных прецизионных деталей.
Главным образом, толщина и гибкость способствуют высокой короблению тонкостенных деталей при формовании вставок. Основными факторами, приводящими к изменению коробления тонкостенных деталей, являются несоответствие усадки пластика и металла, неоднородность ориентации молекул и разная скорость охлаждения.
Мы изучаем 3 основных фактора, приводящих к короблению, на основе международного проектирования литьевых форм. стандарт ISO 294-1:2019 .
Различная степень усадки материала
Несоответствие коэффициента теплового расширения (КТР) различных материалов по сути является причиной коробления. В следующей таблице показано сравнение КТР наиболее часто используемых материалов, а также металлических вставок, что гораздо лучше объясняет, почему из-за этих различий возникают риски напряжения.
| Тип материала | Коэффициент теплового расширения (КТР) / (10^-6/℃) | Коэффициент усадки (%) | Применимая толщина тонких стенок (мм) | Разница напряжений со вставкой из нержавеющей стали (МПа) |
| ППС (неармированный) | 80-100 | 1,2-1,8 | 0,4-1,0 | 45-55 |
| 30% PPS, армированный стекловолокном | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| ЛКП | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Нержавеющая сталь (304) | 16 | ≈0 | - | 0 |
| Медная вставка | 17 | ≈0 | - | 0 |
Анизотропия из-за ориентации потока
При формовании со вставками разница в скорости усадки между направлением течения расплава и перпендикулярным направлением может достигать 20-50%. Высокая молекулярная ориентация, вызванная очень узкой зоной течения расплава, увеличивает внутренние напряжения и, в конечном итоге, приводит к короблению, особенно в тонкостенных деталях с толщиной стенки менее 0,5 мм.
Например, при формовании тонкостенных LCP степень усадки вдоль потока составляет 0,1%, но скорость усадки перпендикулярно потоку может достигать 0,3%, и эта разница достаточно велика, чтобы вызвать серьезную деформацию.
Неравномерная скорость охлаждения
Поскольку металлические вставки обладают гораздо более высокой теплопроводностью, чем пластмассы, их можно рассматривать как локальные радиаторы в деталях, что приводит к очень быстрому охлаждению окружающего пластика .
Это приводит к образованию разницы температур между «горячими точками» и «холодными точками» детали: области быстрого охлаждения сжимаются первыми, а области медленного охлаждения — позже. Такие изменения усадки являются непосредственной причиной коробления.
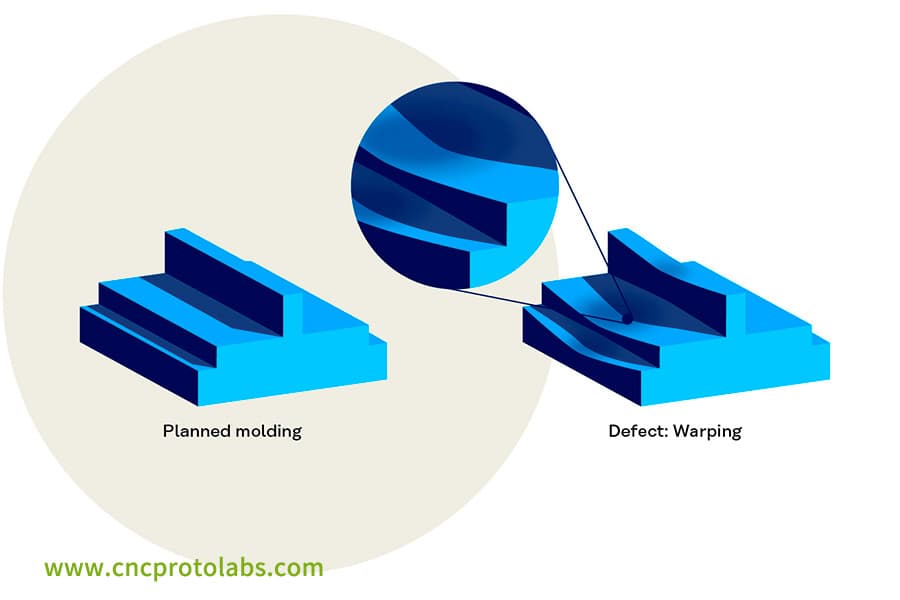
Рисунок 1: Параллельное сравнение хорошо структурированной пластиковой детали с надписью «Планируемое формование» и деформированной версии с надписью «Дефект: Деформация» со вставкой, подчеркивающей деформированную область.
Как решить проблему асимметричной деформации посредством компенсации силы тяжести при формовании с вертикальной вставкой?
Тонкие стенки вставки асимметричной геометрии склонны к короблению из-за неравномерного распределения потока расплава. Вертикальный вставной молдинг является отличным способом решения этой проблемы, поскольку он обеспечивает вертикальное закрытие формы и заполнение под действием силы тяжести, что в значительной степени устраняет асимметричное заполнение и сохраняющееся напряжение.
Гравитационное наполнение
При формовании с вертикальной вставкой сила тяжести всегда действует в направлении течения расплава. В результате такая продуманная конструкция сводит к минимуму образование «теневых зон» потока , которые обычно возникают из-за геометрии вставки (например, штифтов и выступов).
Кроме того, это позволяет расплаву равномерно покрывать поверхность вставки и предотвращает концентрацию напряжений из-за недостаточного или чрезмерного заполнения.
Оптимизированное позиционирование и зажим пластины
Вертикальный шаг при формовании вертикальной вставки позволяет автоматически позиционировать вставку (например, резьбу и клемму) под действием силы тяжести и надежно зажимать ее.
Этот метод позиционирования уменьшает неравномерность толщины стенки, вызванную несоосностью пластины, и обеспечивает очень жесткие допуски в пределах 0,02 мм, тем самым значительно снижая вероятность асимметричной деформации с самого начала.
Ниже приведено сравнение производительности формования с вертикальной вставкой и традиционных процессов формования с горизонтальной вставкой, более интуитивно демонстрирующее его преимущества:
| Показатели эффективности | Вертикальная вставка молдинга | Традиционный процесс формования с горизонтальной вставкой | Улучшение (%) | Применимые типы пластин |
| Асимметричная деформация (мм) | ≤0,03 | 0,10-0,15 | 70-80 | Штифтовые и резьбовые вставки |
| Точность позиционирования пластины (мм) | ±0,02 | ±0,05 | 60 | Прецизионные электронные вставки |
| Равномерность заполнения (%) | ≥98 | 85-90 | 8-15 | Сложные геометрические вставки |
| Процент лома (%) | ≤2 | 15-25 | 88-92 | Все асимметричные вставки |
У вас есть потребности в формовании асимметричных тонкостенных вставок и вы хотите рассчитать затраты? Укажите размеры вашего продукта и тип вставки, чтобы получить бесплатный расчет стоимости процесса формования вертикальной вставки и заранее контролировать свой бюджет.
Каковы ключевые технологии балансировки давления в горячеканальных системах в процессе литья под давлением со вставками?
В вставить процесс литья под давлением Чтобы обеспечить балансировку давления в горячеканальных системах, в основном используется технология горячеканальных каналов с последовательными клапанами, которая в сочетании с обратной связью по давлению с замкнутым контуром облегчает синхронное заполнение и удерживает колебания давления в полости на уровне менее 5%.
Последовательное управление горячеканальным клапаном
Инженеры-теплотехники проводят анализ течения пресс-формы, который представляет собой способ моделирования пути течения расплава, чтобы определить, как следует открывать последовательные клапаны.
Помимо предотвращения образования линий сварного шва в областях, которые могут оказаться под напряжением, этот подход к контролю также помогает регулировать скорость заполнения самых тонких и самых толстых областей, что приводит к равномерному заполнению всей детали и снижению внутренних напряжений.
Датчик давления с обратной связью по замкнутому контуру
При литье под давлением вставки датчики давления размещаются в очень важных местах полости (например, на конце вставки).
Эти датчики немедленно обнаруживают любое изменение давления в полости и отправляют информацию обратно в систему управления, которая регулирует давление удержания в режиме реального времени так, чтобы давление в полости всегда было одинаковым, а коробление было сведено к минимуму.
Хотите оптимизировать контроль давления в горячеканальных системах в процессе литья под давлением? Запишитесь на консультацию к одному из наших профессиональных инженеров для индивидуального решения по балансировке давления.
Должны ли мы рассмотреть возможность компрессионного формования со вставками, учитывая требования к чрезвычайно тонким стенкам?
Да, это правда. Если толщина стенки менее 0,3 мм или соотношение длины к диаметру превышает 150:1, лучшим выбором будет компрессионное формование со вставкой. Процесс наполнения на низкой скорости и низком давлении помогает снизить напряжение сдвига более чем на 60%, что позволяет предотвратить растрескивание и коробление.
Снижение напряжения сдвига
Обычное литье под давлением требует очень высокого давления и высокой скорости для заполнения тонкостенных деталей, что приводит к сильному сдвигу молекул пластика и увеличивает уровень встроенного остаточного напряжения.
С другой стороны, вставить компрессионное формование сначала открывает форму, а затем закрывает ее для прессования расплава. При таком подходе полость заполняется ламинарным потоком. В результате молекулы пластика практически неориентированы, что существенно снижает внутренние напряжения, а также предотвращает коробление.
Успешное пломбирование сверхтонких стенок
Компрессионное формование со вставками может применяться к деталям, в которые должны быть встроены чувствительные электронные компоненты (например, гибкие печатные платы FPC). Он отличается от традиционного метода тем, что не вызывает повреждения вставки из-за воздействия высокого давления и в то же время обеспечивает превосходную точность размеров.
Индекс CPK может превышать 1,33, что указывает на то, что детали с чрезвычайно тонкими стенками могут производиться с очень высоким уровнем точности.
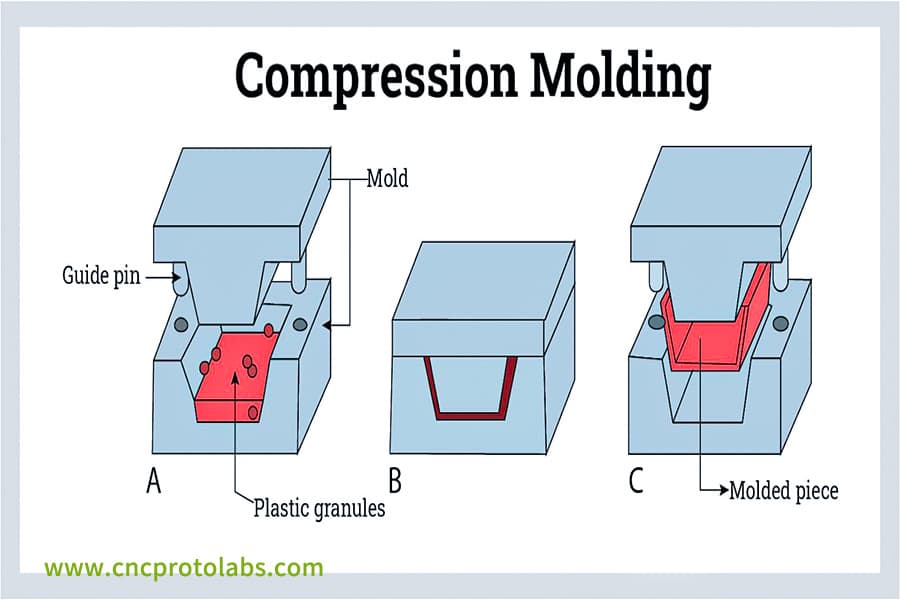
Рисунок 2: Трехэтапная диаграмма, иллюстрирующая компрессионное формование со вставкой, показывающая пластиковые гранулы в форме, процесс закрытия и конечную тонкостенную формованную деталь.
Как предсказать и устранить риски деформации на этапе формования вставки прототипа?
Процесс формования прототипа со вставкой позволяет прогнозировать риски коробления и определять наилучшее технологическое окно перед массовым производством, просто изготавливая быстрые формы и проводя анализ формы продукта в сочетании с проектированием экспериментов (DOE), и именно так он устраняет проблемы деформации прямо из источника.
Проверка моделирования анализа текучести пресс-формы
Программное обеспечение для анализа текучести пресс-формы — это инструмент, который инженеры используют для моделирования различных этапов процесса формования вставок, таких как заполнение, выдерживание давления и охлаждение . Программное обеспечение также может точно прогнозировать деформацию коробления.
Например, если прогнозируемое значение составляет 0,05 мм, мы модифицируем конструкцию пресс-формы, чтобы фактическое целевое значение можно было контролировать на уровне 0,02 мм. Кроме того, это также помогает определить места, подверженные серьезному повреждению, и которые можно использовать для оптимизации пресс-формы.
Быстрое изготовление пресс-форм и физические испытания
Здесь осуществляется мелкосерийное производство по 50-200 деталей с использованием алюминиевых форм или 3D-печатные формы , а полные размерные отклонения измеряются с помощью сканера белого света.
Этот метод физических испытаний подтверждает и корректирует данные анализа текучести пресс-формы. Он очень полезен для получения надежных данных для массового производства стальных форм и, таким образом, для экономии потерь массового производства, возникающих из-за ошибок проектирования.
Выбор материала: как противодействовать усадке тонкостенных конструкций за счет армирования волокнами?
При формовании вставок армирование волокнами может быть очень эффективным способом значительного уменьшения усадки. Обычно добавление 15-50% армирующих волокон и тщательное управление ориентацией волокон могут снизить общую усадку материала с 1,5% до всего 0,1%-0. 3%. Это очень хороший способ решить проблемы с усадкой очень тонких срезов пластика.
Контроль содержания и ориентации волокна
Жесткость материала можно значительно повысить за счет высокого содержания волокон. Например, модуль упругости 30% GF PPS (полифениленсульфида, армированного стекловолокном) увеличен более чем в четыре раза, увеличившись до 14 ГПа по сравнению с первоначальными 3 ГПа.
Тем не менее, необходимо соблюдать осторожность в отношении ориентации волокон вдоль направления потока через конструкцию литника, чтобы различия в скоростях усадки между вертикальным и горизонтальным направлениями не становились настолько большими, что приводило к короблению.
Минеральные наполнители и марки с низкой короблением
Если от продукта требуется высокая изотропия, предпочтительными минералами будут пластинчатые минералы (например, тальк или слюда) или марки с низкой степенью коробления (например, LCP). Эти материалы способны снизить уровень анизотропии, в результате чего плоскостность остается на уровне около 0,1 мм/100 мм, что является требованием для прецизионных деталей.
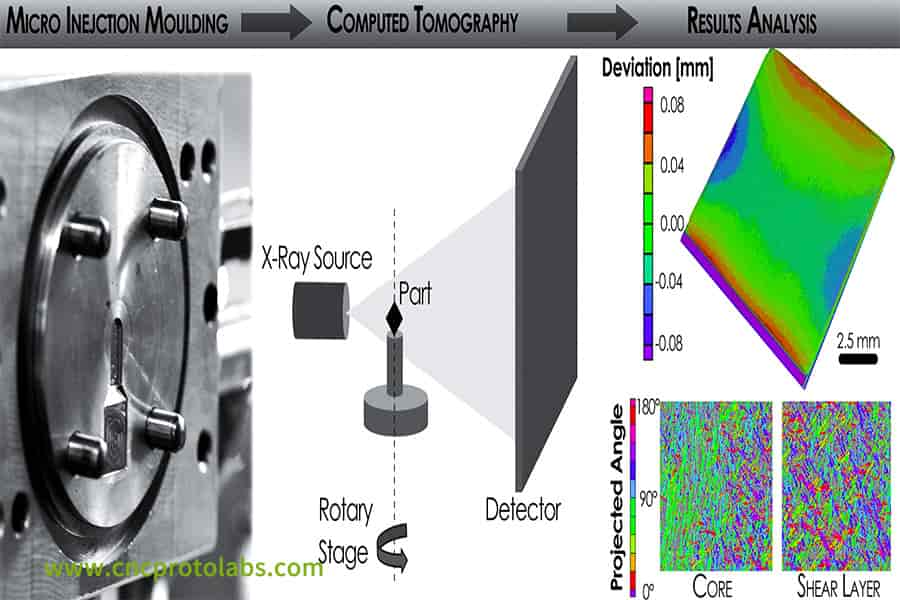
Рисунок 3. Составная иллюстрация, показывающая микролитье под давлением, компьютерную томографию детали на вращающемся столике и карту анализа отклонений детали с цветовой кодировкой.
Пример использования JS Precision: Коробка вставки тонкостенного сенсора соответствует стандартам
Мы предложили услуги по литью под давлением компании, производящей прецизионные автомобильные детали, которая помогла им решить проблему коробления при формовании тонкостенных вставок датчиков давления. Этот случай является прекрасным примером нашего технического совершенства и комплексных возможностей обслуживания.
Возникшие проблемы
Заказчику требовались вставные детали для автомобильного датчика давления. Толщина изделия составляет всего 0,25 мм, оно имеет три штыревые вставки из нержавеющей стали.
Оригинальный дизайн основан на традиционном методе формования горизонтальных вставок. К сожалению, во время массового производства произошла серьезная деформация: плоскостность составила 0,15 мм, что намного превышает требования клиента к 0,05 мм.
В то же время вокруг вставок образовались трещины, что привело к увеличению процента брака до 25%, что привело к увеличению производственных затрат клиентов, а также к несвоевременной доставке заказов.
Решение
Наша команда инженеров сначала провела предварительную проверку процесса формования вставки прототипа после того, как приступила к работе. Они объединили его с анализом текучести пресс-формы, спрогнозировали коробление в 0,02 мм, а затем разработали целевое решение.
1. Изменение процесса:
Был выбран процесс формования вертикальной вставки, в котором использовалась компенсация силы тяжести для оптимизации пути потока расплава, гарантируя равномерное покрытие штифтов вставки из нержавеющей стали и устранение зон тени потока.
2. Существенное изменение:
Первоначальный стандартный ПБТ был заменен на 30% армированный стекловолокном ППС, коэффициент теплового расширения которого близок к коэффициенту теплового расширения вставки из нержавеющей стали, а его характеристики текучести больше подходят для заполнения сверхтонких стенок толщиной 0,25 мм.
3. Изменение деталей:
Учитывая данные анализа текучести пресс-формы, расположение затвора было изменено с одноточечного на двухточечный последовательный клапан, а давление удержания было оптимизировано с 50 МПа до 35 МПа, что привело к дальнейшему снижению внутреннего напряжения.
Окончательные результаты
После изготовления официальной формы плоскостность исходной официально изготовленной детали колебалась в пределах от 0,02 мм до 0,035 мм, а значение CPK составляло 1,33, что полностью соответствовало спецификациям заказчика.
Кроме того, не было обнаружено никаких трещин вокруг вставки, а процент брака при массовом производстве снизился с ожидаемых 25% до всего лишь 1,5%. Такая оптимизация позволила заказчику ежегодно экономить около 120 000 долларов США на расходах на лом материалов и создавать образцы PPAP на три недели раньше срока, что снискало признание клиентов.
Хотите добиться низкой степени коробления и высокой производительности при работе с тонкостенными пластинами? Отправьте подробные требования к проекту чтобы получить бесплатное индивидуальное решение по оказанию услуг по литью под давлением, которое поможет вам сократить расходы и повысить эффективность.
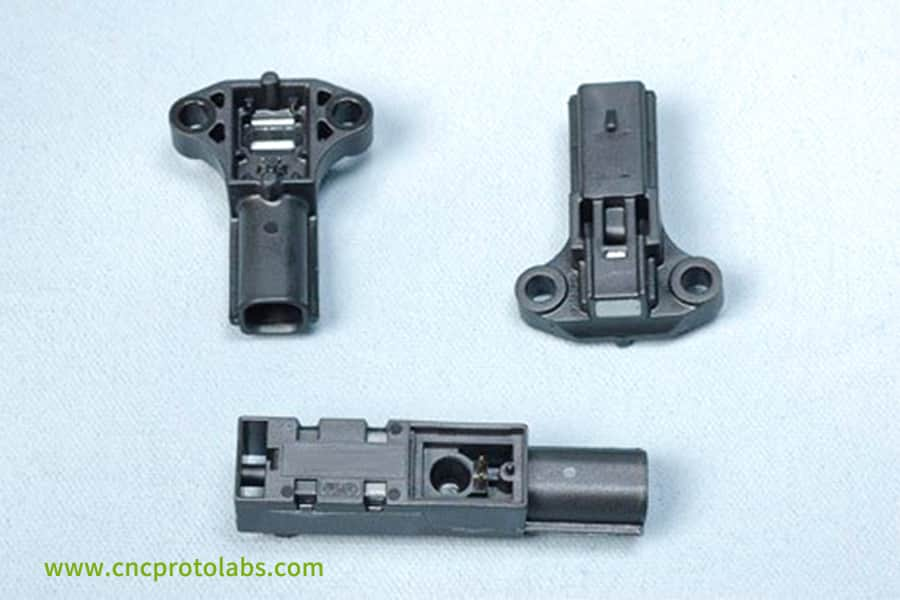
Рисунок 4. Три черные пластиковые детали со сложной тонкостенной структурой, расположенные на голубом фоне, демонстрирующие результаты процесса формования вставок.
Какую дополнительную защиту могут предоставить вам профессиональные услуги по литью под давлением?
Профессиональные поставщики услуг по литью под давлением гарантируют весь процесс, от анализа потока пресс-формы до отслеживания качества, а также выход массового производства >98%, что значительно снижает затраты и риски наших клиентов.
Полная автоматическая интеграция процессов
Наше решение для автоматического размещения вставок сочетает в себе роботизированные манипуляторы, позиционирование с использованием ПЗС-матрицы (точность 0,01 мм) и услуги автоматической разгрузки. Такая интеграция автоматизации резко повышает эффективность производства. Более того, он устраняет ошибки, возникающие в результате ручного управления, что дополнительно повышает стабильность продукта и безопасность производства.
Строгое отслеживание данных о качестве
Благодаря отслеживанию жизненного цикла продукции мы предоставляем нашим клиентам отчеты CPK, полноразмерные отчеты об измерениях (включая проверку КИМ), отчеты о рентгеновском контроле (для обнаружения внутренней пористости или смещения вставок) и сертификаты материалов.
Эти документы гарантируют отслеживание качества продукции и соответствуют требованиям к качеству самых высоких клиентов.
Комплексные инженерные услуги
Мы обеспечиваем бесперебойную и прогрессивную связь с нашими клиентами от проверки прототипа до массового производства.
Наши инженеры очень тесно сотрудничают с клиентами, чтобы быстро модифицировать пресс-формы, а также выполнять проверку DFM (проектирование для технологичности) , чтобы сделать конечный дизайн продукта подходящим для процессов массового производства, тем самым эффективно избегая более высоких затрат и задержек, которые возникают в результате последующих изменений конструкции.
У вас есть четкие потребности в массовом производстве и вам нужно точное ценовое предложение? Свяжитесь с JS Precision, сообщите объем производства и требования к продукции, и вы сможете быстро получить подробную расценку на услуги литья под давлением со вставками.
Часто задаваемые вопросы
Вопрос 1: Какой параметр сложнее всего контролировать в процессе формования вставок?
Наиболее сложными параметрами в процессе формования вставок являются давление выдержки и время охлаждения. Эти параметры самым непосредственным образом влияют на уровень остаточных напряжений в пластиковой детали и, следовательно, на окончательную коробление. Для достижения жесткого контроля над процессом необходимы многочисленные тестовые прогоны.
В2: Каков максимальный размер вставки в процессе литья под давлением?
Максимальный размер пластины, который можно разместить, определяется усилием зажима станка. Предприятия JS Precision способны обрабатывать вставки размером до 200 x 300 мм, что достаточно для требований по формованию вставок большинства прецизионных компонентов.
В3: Какие материалы подходят для прессования со вставками?
Компрессионное формование со вставкой в основном подходит для термопластических материалов с низкой вязкостью и высокой текучестью, таких как LCP, PPS и некоторые эпоксидные смолы. Эти материалы могут лучше адаптироваться к методам компрессионного наполнения на низкой скорости и низком давлении.
Вопрос 4: Каков срок службы форм для быстрого прототипирования, используемых в процессе формования вставок прототипов?
Алюминиевые формы для быстрого прототипирования, используемые в процессе формования вставок прототипов, обычно способны производить 500-1000 деталей со стабильным уровнем качества , что более чем достаточно для проверки прототипа и пробного производства небольших партий.
Вопрос 5: Как решить проблему с линией сварки вокруг тонкостенных вставок?
Одним из решений может быть повышение температуры формы до 130-150°C или использование управления клапаном последовательности горячего литника, технология вакуумной вентиляции и т. д. Например, эти подходы могут значительно улучшить плавление расплава и минимизировать линии сварки.
Вопрос 6: Как проверить точность позиционирования вставки внутри формы?
Если быть очень точным, мы внедряем систему визуального контроля ПЗС-матрицы в пресс-форме, которая способна точно проверять положение вставки перед закрытием пресс-формы. Таким образом, мы можем гарантировать, что отклонение в положении вставки составляет менее 0,02 мм, тем самым всегда гарантируется точность размеров изделия.
Вопрос 7: Как предотвратить изгиб вставки в процессе формования вставки?
Лучшей мерой, позволяющей избежать этого, является снижение скорости наполнения со 100 мм/с до 40 мм/с , а также следует точно отрегулировать расположение литника, чтобы расплав не попадал непосредственно на вставку.
В8: Можете ли вы предоставить полный отчет о литье?
Конечно! JS Precision сопровождает каждую поставку тщательной документацией по качеству, такой как таблицы параметров процесса, отчеты об измерениях размеров (со значениями CPK) и сертификацией материалов, что позволяет полностью отслеживать качество продукции.
Краткое содержание
В большинстве случаев коробления тонкостенных вставок, по сути, являются сочетанием проблем с материалом, формой и обработкой.
Вертикальное формование вставок, технология горячего литования, процесс формования прототипов вставок и профессиональные услуги по литью под давлением — это способы, с помощью которых можно контролировать коробление до микронного уровня, что позволяет производить высокоточное массовое производство.
Вам нужна компания, предоставляющая услуги по литью под давлением, которая может предоставить вам полную поддержку на протяжении всего производственного цикла, начиная от проверки конструкции и заканчивая прецизионным массовым производством?
Тогда вам следует свяжитесь с JS Precision , который может предоставить вам бесплатный обзор DFM и отчет по анализу текучести пресс-формы. Они помогут вам решить проблемы с формовкой самых тонких стеновых вставок!

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

