

Inserire il processo di stampaggio è un processo fondamentale nella produzione di prodotti di fascia alta come microapparecchiature mediche e sensori automobilistici di precisione. Per questi prodotti, infatti, anche una deformazione di 0,1 mm può essere sufficiente per rendere inutilizzabile un intero componente.
Quando lo spessore della parte stampata è superiore a 0,5 mm ed è necessario incorporare componenti metallici o circuitali, i tradizionali processi di stampaggio con inserti si trovano ad affrontare tre problemi principali: ritiro irregolare dallo stampaggio, concentrazione delle tensioni interne e deformazione geometrica.
Naturalmente, tali difetti causano lo spreco di molti prodotti e allo stesso tempo i cicli di lancio dei prodotti vengono ritardati. Desiderate una soluzione pratica che, utilizzando tecniche ingegneristiche, possa prevedere e prevenire la deformazione degli inserti a parete sottile?
Riepilogo delle risposte principali
| Domanda | Soluzione fondamentale | Vantaggi principali |
| Perché gli inserti a parete sottile sono soggetti a deformazioni? | Differenza tra velocità di ritiro del materiale e rigidità degli inserti metallici. | Identificare le fonti di stress e quantificare le tendenze di deformazione. |
| Come risolvere la deformazione asimmetrica? | Compensazione della gravità dello stampaggio con inserti verticali | Utilizzare la gravità per contrastare lo squilibrio del flusso. |
| Come garantire il saldo di riempimento? | Tecnologia di bilanciamento della pressione del canale caldo. | Riempimento sincrono multipunto per ridurre lo stress di taglio. |
| Come comportarsi con pareti estremamente sottili? | Inserire lo stampaggio a compressione | Stampaggio a basso stress, minimizzando l'orientamento molecolare. |
| Come mitigare i rischi in anticipo? | Processo di stampaggio di inserti per prototipi Validazione | Analisi del flusso dello stampo + test fisici, ottimizzazione iniziale |
| Come ottimizzare le proprietà dei materiali? | Migliora il controllo dell'orientamento della fibra | Elimina il restringimento, migliora la stabilità dimensionale |
Punti chiave
- La principale difficoltà nello stampaggio con inserti a pareti sottili è la disparità nei coefficienti di dilatazione termica tra plastica e metallo. Ciò rende quindi necessario compensare le loro differenze nell'ottimizzazione del processo.
- Lo stampaggio con inserti verticali è il modo più semplice per gestire la geometria asimmetrica perché il processo utilizza la gravità per facilitare il riempimento dello stampo.
- La conferma anticipata con un processo di stampaggio di inserti prototipo può ridurre di oltre l'80% la probabilità di deformazione nella produzione di massa.
- Optando per servizi professionali di stampaggio a iniezione di inserti, è possibile ottenere un pacchetto completo di supporto tecnico, dai materiali e dagli stampi ai processi.
Perché fidarsi di questa guida? L'esperienza di JS Precision nei processi di stampaggio con inserti
Scegliere una guida tecnica affidabile è questione di trovare un partner che abbia abbastanza esperienza e capacità di fornire risultati. JS Precision, in anni di stampaggio con inserti, ha sviluppato una profonda conoscenza, in particolare nella ricerca, sviluppo e applicazione della tecnologia di stampaggio con inserti a pareti sottili.
JS Precision, seguendo rigorosamente le Norma ISO 13485:2016 , e utilizzando il suo sistema di processo consolidato e soluzioni su misura, ha affrontato i problemi più significativi come deformazioni e cricche per oltre 5.000 clienti di fascia alta in tutto il mondo in vari settori della produzione di precisione tra cui sanitario, automobilistico ed elettronico.
In particolare, rimaniamo altamente competenti nello stampaggio di inserti a parete ultrasottile con uno spessore di 0,3 mm.
Comunicando con noi, un cliente ha risolto un importante problema legato allo stampaggio di inserti per sensori a parete sottile da 0,2 mm, essendo il cliente una famosa azienda di componenti automobilistici. Se utilizzassero metodi tradizionali di stampaggio con inserti, il tasso di scarto raggiungerebbe il 30%.
Abbiamo ottimizzato il processo attraverso il processo di stampaggio degli inserti del prototipo, riducendo il tasso di scarto all'1,2% e facendo risparmiare ai clienti quasi 200.000 dollari all'anno in costi dei materiali.
Oltre a ciò, abbiamo aiutato un'azienda di dispositivi medici a risolvere il problema dello stampaggio di inserti di circuiti a parete sottile da 0,22 mm, eseguendo l'appiattimento da 0,12 mm a 0,03 mm e l' aumento della resa al 99,1% che a sua volta ha consentito al cliente di ottenere la certificazione medica.
Abbiamo un team di ingegneri professionisti e attrezzature di produzione avanzate. Disponiamo inoltre di software di analisi del flusso dello stampo ad alta precisione e di apparecchiature di ispezione con scansione a luce bianca per garantire la qualità della produzione.
Poiché abbiamo realizzato oltre 10.000 progetti di stampaggio con inserti, siamo in grado di fare qualsiasi cosa, dalla verifica del prototipo alla produzione in serie. I progetti di inserti a parete sottile (spessore parete 0,5 mm) costituiscono il 65% dei nostri progetti totali e la soddisfazione del cliente è sempre superiore al 98%.
Il nostro punto di forza principale è l'integrazione profonda della selezione dei materiali, della progettazione degli stampi e dell'ottimizzazione dei processi. Non aspettiamo che si manifestino difetti di stampaggio prima di reagire, ma piuttosto anticipiamo e pianifichiamo in anticipo i possibili rischi e problemi di stampaggio. Ecco perché risolviamo i problemi di deformazione dalla fonte, non dalle soluzioni di post-elaborazione.
Desideri acquisire una conoscenza preliminare delle applicazioni pratiche del processo di stampaggio con inserti? Contatta un ingegnere JS Precision e menziona "consulenza su casi" per ricevere una raccolta gratuita di casi di studio di settore di successo e imparare rapidamente da esperienze di progetti simili.
Perché le parti a parete sottile sono soggette a deformazioni durante il processo di stampaggio degli inserti?
Lo stampaggio a inserti è una tecnica cruciale nella produzione di parti di precisione a pareti sottili.
Principalmente, lo spessore e la flessibilità contribuiscono all'elevata deformazione nelle parti a pareti sottili durante lo stampaggio con inserti. Gli aspetti principali che portano a cambiamenti di deformazione nelle parti a parete sottile sono disallineamenti nel ritiro tra plastica e metallo, non uniformità dell'orientamento molecolare e velocità di raffreddamento variabili.
Studiamo i 3 principali fattori che portano alla deformazione in base alla progettazione internazionale dello stampo ad iniezione norma ISO 294-1:2019 .
Tasso di ritiro del materiale diverso
La mancata corrispondenza del coefficiente di dilatazione termica (CTE) di vari materiali è essenzialmente la causa della deformazione. La tabella seguente mostra il confronto del CET dei materiali più frequentemente utilizzati e degli inserti metallici, che spiega molto meglio perché i rischi di stress derivano da queste differenze.
| Tipo materiale | Coefficiente di dilatazione termica (CTE) / (10^-6/℃) | Tasso di restringimento (%) | Spessore parete sottile applicabile (mm) | Differenza di sollecitazione con inserto in acciaio inossidabile (MPa) |
| PPS (non rinforzato) | 80-100 | 1.2-1.8 | 0,4-1,0 | 45-55 |
| PPS rinforzato con fibra di vetro al 30%. | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| LCP | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Acciaio inossidabile (304) | 16 | ≈0 | - | 0 |
| Inserto in rame | 17 | ≈0 | - | 0 |
Anisotropia dovuta all'orientamento del flusso
Nello stampaggio a inserti, le differenze nel tasso di ritiro tra la direzione del flusso di fusione e la direzione perpendicolare possono raggiungere il 20-50%. L'elevato orientamento molecolare causato dall'area molto ristretta del flusso di fusione aumenta lo stress interno e infine provoca deformazione, soprattutto nelle parti a parete sottile con spessore inferiore a 0,5 mm.
Ad esempio, nello stampaggio LCP a pareti sottili, il tasso di ritiro lungo il flusso è dello 0,1%, ma il tasso di ritiro perpendicolare al flusso può arrivare fino allo 0,3%, una differenza abbastanza grande da causare una deformazione maggiore.
Velocità di raffreddamento irregolare
Poiché gli inserti metallici possiedono una conduttività termica molto più elevata rispetto alla plastica, possono essere considerati come dissipatori di calore locali nelle parti che portano al raffreddamento della plastica circostante a una velocità molto elevata .
Ciò porta alla formazione di differenze di temperatura tra i "punti caldi" e i "punti freddi" del pezzo, le zone a raffreddamento rapido si restringono prima mentre le zone a raffreddamento lento si restringono dopo. Tali variazioni nel ritiro sono la causa diretta della deformazione.
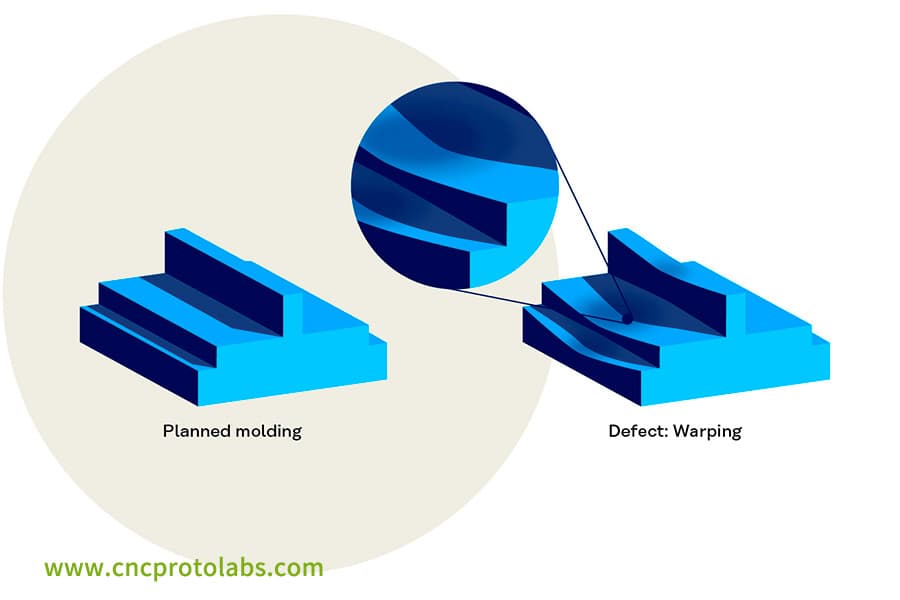
Figura 1: Confronto affiancato di una parte in plastica ben strutturata etichettata "Stampaggio pianificato" e di una versione deformata etichettata "Difetto: deformazione", con un riquadro che evidenzia l'area deformata.
Come risolvere la deformazione asimmetrica attraverso la compensazione della gravità nello stampaggio con inserti verticali?
Le pareti sottili degli inserti con geometria asimmetrica tendono a deformarsi a causa di una distribuzione non uniforme del flusso del materiale fuso. Stampaggio ad inserto verticale è un ottimo modo per superare questa sfida, poiché è dotato di chiusura verticale dello stampo e riempimento assistito per gravità, che eliminano in gran parte il riempimento asimmetrico e lo stress trattenuto.
Riempimento assistito per gravità
Nello stampaggio con inserti verticali la gravità agisce sempre nella direzione del flusso del materiale fuso. Di conseguenza, questo design accurato riduce al minimo la formazione di "zone d'ombra" del flusso che tipicamente si formano a causa della geometria dell'inserto (ad esempio perni e sporgenze).
Inoltre, consente al materiale fuso di coprire uniformemente la superficie dell'inserto e previene la concentrazione delle tensioni dovute a un riempimento insufficiente o eccessivo.
Posizionamento e bloccaggio ottimizzati dell'inserto
Il gradino verticale nello stampaggio con inserti verticali consente di posizionare automaticamente l'inserto (come la filettatura e il terminale) per gravità e bloccarlo saldamente.
Questo metodo di posizionamento diminuisce le irregolarità dello spessore della parete causate dal disallineamento dell'inserto e mantiene le tolleranze molto strette entro 0,02 mm, diminuendo così significativamente le possibilità di deformazione asimmetrica fin dall'inizio.
Di seguito è riportato un confronto delle prestazioni tra lo stampaggio con inserti verticali e i tradizionali processi di stampaggio con inserti orizzontali, che ne illustra i vantaggi in modo più intuitivo:
| Indicatori di prestazione | Stampaggio con inserto verticale | Processo tradizionale di stampaggio con inserti orizzontali | Miglioramento (%) | Tipi di inserti applicabili |
| Deformazione asimmetrica (mm) | ≤0,03 | 0,10-0,15 | 70-80 | Inserti perni e filetti |
| Precisione di posizionamento dell'inserto (mm) | ±0,02 | ±0,05 | 60 | Inserti elettronici di precisione |
| Uniformità di riempimento (%) | ≥98 | 85-90 | 8-15 | Inserti geometrici complessi |
| Tasso di scarto (%) | ≤2 | 15-25 | 88-92 | Tutti gli inserti asimmetrici |
Hai esigenze di stampaggio con inserti asimmetrici a pareti sottili e desideri calcolare i costi? Fornisci le dimensioni del tuo prodotto e il tipo di inserto per ricevere un foglio di calcolo gratuito dei costi del processo di stampaggio con inserti verticali e controllare in anticipo il tuo budget.
Quali sono le tecnologie chiave per bilanciare la pressione del canale caldo nel processo di stampaggio a iniezione di inserti?
In inserire il processo di stampaggio a iniezione , consentire a un canale caldo di avere una pressione bilanciata implica principalmente l'uso della tecnologia del canale caldo con valvola sequenziale, che, se abbinata al feedback ad anello chiuso della pressione, facilita il riempimento sincrono e mantiene la fluttuazione della pressione della cavità a meno del 5%.
Controllo sequenziale del canale caldo con valvole
Gli ingegneri del riscaldamento eseguono un'analisi del flusso dello stampo che è un modo per simulare il percorso del flusso del materiale fuso per capire come dovrebbero essere aperte le valvole sequenziali.
Oltre a prevenire la formazione di linee di saldatura in aree che potrebbero subire sollecitazioni, questo approccio di controllo aiuta anche a regolare i tassi di riempimento delle regioni più sottili e più spesse, portando a un riempimento uniforme dell'intera parte e riducendo le tensioni interne.
Feedback ad anello chiuso del sensore di pressione
Nello stampaggio a iniezione di inserti, i sensori di pressione sono posizionati in punti molto importanti della cavità (come l'estremità dell'inserto).
Questi sensori rilevano immediatamente qualsiasi cambiamento nella pressione della cavità e inviano l'informazione al sistema di controllo, che regola la pressione di mantenimento in tempo reale in modo che la pressione nella cavità sia sempre la stessa e la deformazione sia ridotta al minimo.
Desideri ottimizzare il controllo della pressione del canale caldo nel processo di stampaggio a iniezione di inserti? Pianifica una consulenza con uno dei nostri ingegneri professionisti per una soluzione personalizzata di bilanciamento della pressione.
Dovremmo prendere in considerazione lo stampaggio a compressione degli inserti a fronte di requisiti estremi di pareti sottili?
Sì, è vero. Se lo spessore della parete è inferiore a 0,3 mm o il rapporto lunghezza/diametro supera 150:1, lo stampaggio a compressione con inserti è la scelta migliore. Il processo di riempimento a bassa velocità e bassa pressione aiuta a ridurre lo stress da taglio di oltre il 60%, prevenendo crepe e deformazioni.
Minore sforzo di taglio
Il normale stampaggio a iniezione richiede una pressione molto elevata e una velocità elevata per riempire le parti a pareti sottili, il che provoca un forte taglio delle molecole di plastica e aumenta il livello di stress residuo incorporato.
D'altra parte, inserire lo stampaggio a compressione apre inizialmente lo stampo e poi lo chiude per pressare il fuso. Questo approccio riempie la cavità con flusso laminare. Di conseguenza, le molecole di plastica sono quasi non orientate, il che riduce sostanzialmente le tensioni interne e previene anche la deformazione.
Riempimento riuscito della parete ultra sottile
Lo stampaggio a compressione con inserto può essere applicato alle parti in cui devono essere incorporati componenti elettronici sensibili (ad esempio circuiti stampati flessibili FPC). Si differenzia dalla tecnica convenzionale perché non provoca danni all'inserto a causa dell'impatto ad alta pressione e, allo stesso tempo, fornisce un'eccellente precisione dimensionale.
L'indice CPK può essere superiore a 1,33, indicando che componenti con pareti estremamente sottili possono essere prodotti ad un livello di precisione molto elevato.
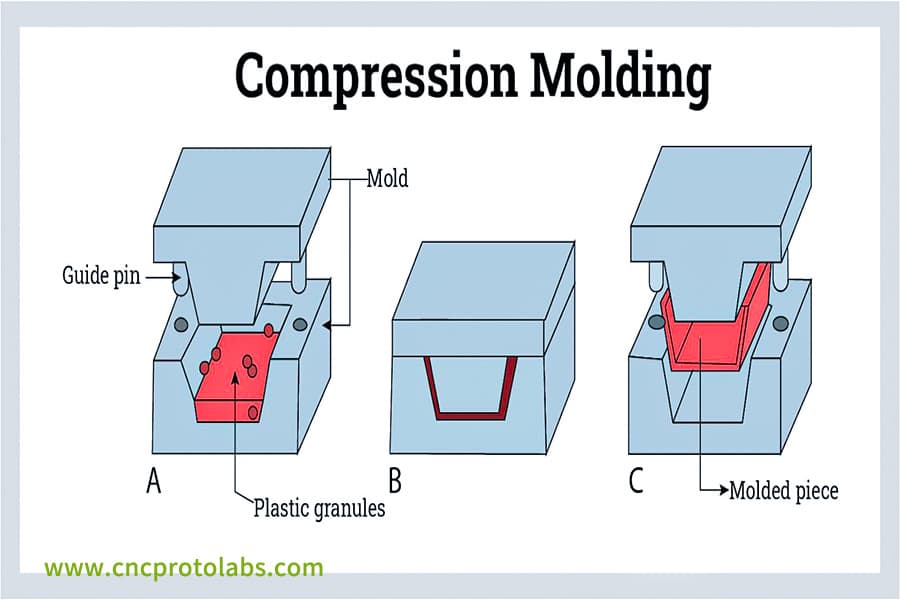
Figura 2: Un diagramma in tre fasi che illustra lo stampaggio a compressione con inserto, mostrando i granuli di plastica nello stampo, il processo di chiusura e il pezzo stampato finale a pareti sottili.
Come prevedere ed eliminare i rischi di deformazione durante la fase del processo di stampaggio degli inserti del prototipo?
Il processo di stampaggio degli inserti del prototipo può prevedere i rischi di deformazione e determinare la migliore finestra di processo prima della produzione di massa semplicemente realizzando stampi rapidi ed eseguendo l'analisi dello stampo del prodotto combinata con la progettazione degli esperimenti (DOE), in questo modo elimina i problemi di deformazione direttamente dalla fonte.
Verifica della simulazione dell'analisi del flusso dello stampo
Il software di analisi del flusso dello stampo è lo strumento utilizzato dagli ingegneri per simulare le diverse fasi del processo di stampaggio degli inserti come riempimento, mantenimento della pressione e raffreddamento . Il software può anche prevedere con precisione la deformazione della deformazione.
Ad esempio, se il valore previsto è 0,05 mm, modifichiamo il design dello stampo in modo che il valore target effettivo possa essere controllato a 0,02 mm; inoltre, aiuta anche a identificare le posizioni a rischio di danni maggiori e che possono essere utilizzate per ottimizzare lo stampo.
Realizzazione rapida di stampi e test fisici
Qui viene eseguita la produzione in piccoli lotti di 50-200 parti utilizzando stampi in alluminio o Stampi stampati in 3D e le deviazioni dimensionali complete vengono misurate utilizzando uno scanner a luce bianca.
Questo metodo di test fisico conferma e regola i dati di analisi del flusso dello stampo, è molto utile per fornire dati affidabili per la produzione di massa di stampi in acciaio e, quindi, per risparmiare perdite di produzione di massa derivanti da errori di progettazione.
Selezione dei materiali: come contrastare il restringimento delle strutture a pareti sottili rinforzando le fibre?
Nello stampaggio con inserti, i rinforzi in fibra possono rappresentare un modo molto efficace per ridurre significativamente il ritiro. In genere, l'aggiunta del 15%-50% di fibre di rinforzo e la gestione attenta dell'orientamento delle fibre possono ridurre il ritiro totale del materiale dall'1,5% fino allo 0,1%-0. 3%. Questo è un ottimo modo per affrontare i problemi di ritiro nelle sezioni molto sottili della plastica.
Controllo del contenuto e dell'orientamento delle fibre
La rigidità del materiale può essere ampiamente migliorata con un alto contenuto di fibre. Ad esempio, il modulo del 30% GF PPS (polifenilene solfuro rinforzato con fibre di vetro) è più che quadruplicato, arrivando a 14 GPa dai 3 GPa originali.
Tuttavia, è necessario essere cauti per quanto riguarda l'orientamento delle fibre lungo la direzione del flusso attraverso la progettazione del punto di iniezione, in modo che le differenze nei tassi di ritiro tra le direzioni verticale e orizzontale non diventino così grandi da provocare deformazioni.
Riempitivi minerali e gradi a bassa deformazione
Se nel prodotto è richiesta un'elevata isotropia, i minerali preferiti saranno quelli platino (ad esempio talco o mica) o quelli specifici a bassa deformazione (ad esempio LCP). Questi materiali sono in grado di ridurre il livello di anisotropia, mantenendo la planarità intorno a 0,1 mm/100 mm, un requisito per le parti di precisione.
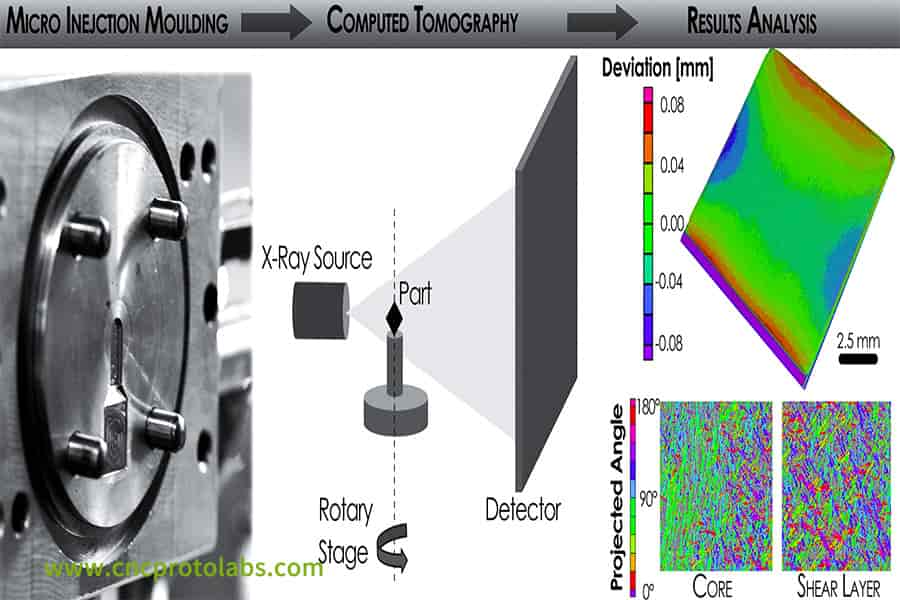
Figura 3: Un'illustrazione composita che mostra il microstampaggio a iniezione, la scansione TC di una parte su un tavolino rotante e una mappa di analisi codificata a colori della deviazione della parte.
Caso di studio JS Precision: la deformazione dello stampaggio dell'inserto del sensore a parete sottile soddisfa gli standard
Abbiamo offerto inserire servizi di stampaggio a iniezione ad un'azienda di componenti automobilistici di precisione, che l'ha aiutata a superare il problema della deformazione nello stampaggio di inserti per sensori di pressione a pareti sottili. Questo caso è un perfetto esempio della nostra eccellenza tecnica e delle nostre capacità di assistenza complete.
Sfide incontrate
Il cliente desiderava componenti stampati a inserto per un sensore di pressione automobilistico. Lo spessore del prodotto è di soli 0,25 mm e dispone di tre inserti a perno in acciaio inossidabile.
Il design originale era basato su un metodo tradizionale di stampaggio con inserti orizzontali. Sfortunatamente, durante la produzione di massa, si è verificata una grave deformazione, con una planarità di 0,15 mm, molto superiore a quella richiesta dal cliente di 0,05 mm.
Allo stesso tempo, attorno agli inserti si sono sviluppate delle crepe, che hanno portato ad un tasso di scarto fino al 25%, che ha fatto lievitare i costi di produzione dei clienti e ha portato anche alla mancata consegna degli ordini in tempo.
Soluzione
Dopo essere subentrati, il nostro team di ingegneri ha effettuato innanzitutto una verifica preliminare del processo di stampaggio dell'inserto del prototipo. L'hanno combinato con l'analisi del flusso dello stampo, hanno previsto una deformazione di 0,02 mm e hanno quindi sviluppato una soluzione mirata.
1. Modifica del processo:
È stato scelto un processo di stampaggio con inserti verticali, che utilizzava la compensazione della gravità per ottimizzare il percorso del flusso di fusione, garantendo che i perni degli inserti in acciaio inossidabile fossero coperti uniformemente e che le zone d'ombra del flusso fossero eliminate.
2. Modifica materiale:
Il PBT standard originale è stato sostituito con PPS rinforzato con fibra di vetro al 30%, che ha un coefficiente di dilatazione termica più vicino a quello dell'inserto in acciaio inossidabile e le sue caratteristiche di flusso sono più adatte per riempire pareti ultrasottili di 0,25 mm.
3. Modifica dei dettagli:
Considerando i dati di analisi del flusso dello stampo, la posizione del punto di iniezione è stata modificata da una valvola sequenziale a punto singolo a una a due punti e la pressione di mantenimento è stata ottimizzata da 50 MPa a 35 MPa, con conseguente ulteriore riduzione dello stress interno.
Risultati finali
Una volta prodotto lo stampo ufficiale, la planarità del pezzo iniziale prodotto ufficialmente oscillava tra 0,02 mm e 0,035 mm, con un valore CPK pari a 1,33, che soddisfaceva totalmente le specifiche del cliente.
Inoltre, non sono state individuate crepe attorno all'inserto e il tasso di scarti della produzione di massa è stato ridotto dal previsto 25% a solo l'1,5%. Tale ottimizzazione ha consentito al cliente di risparmiare ogni anno circa 120.000 dollari sulle spese di scarto dei materiali e di creare campioni PPAP con tre settimane di anticipo, cosa che ha raccolto il plauso dei clienti.
Desideri ottenere una bassa deformazione e un rendimento elevato per i tuoi progetti di inserti a parete sottile? Invia i requisiti dettagliati del tuo progetto per ricevere una soluzione gratuita di servizi di stampaggio a iniezione di inserti personalizzati, che ti aiuterà a ridurre i costi e ad aumentare l'efficienza.
Figura 4: Tre parti in plastica nera con complesse strutture a pareti sottili, disposte su uno sfondo azzurro, che mostrano i risultati di un processo di stampaggio con inserti.
Quale protezione a valore aggiunto possono fornirti i servizi professionali di stampaggio a iniezione di inserti?
I fornitori professionali di servizi di stampaggio a iniezione di inserti garantiscono l'intero processo, dall'analisi del flusso dello stampo alla tracciabilità della qualità, e una resa della produzione di massa superiore al 98%, che riduce notevolmente i costi e i rischi dei nostri clienti.
Integrazione automatizzata del processo completo
La nostra soluzione di posizionamento automatizzato degli inserti combina bracci robotici, posizionamento visivo CCD (precisione 0,01 mm) e servizi di scarico automatizzato. Una tale integrazione dell’automazione aumenta drasticamente l’efficienza produttiva. Inoltre, elimina gli errori derivanti dal funzionamento manuale, migliorando ulteriormente la consistenza del prodotto e la sicurezza della produzione.
Rigorosa tracciabilità dei dati di qualità
Attraverso la tracciabilità del ciclo di vita del prodotto, forniamo ai nostri clienti report CPK, report di misurazione a grandezza naturale (compresa l'ispezione CMM), report di ispezione a raggi X (per rilevare porosità interna o disallineamento negli inserti) e certificati dei materiali.
Questi documenti garantiscono la tracciabilità della qualità del prodotto e soddisfano i requisiti di qualità dei clienti finali più elevati.
Servizi di ingegneria unici
Garantiamo una comunicazione fluida e progressiva con i nostri clienti dalla verifica del prototipo alla produzione di massa.
I nostri ingegneri lavorano a stretto contatto con i clienti per modificare rapidamente gli stampi ed eseguire anche la revisione DFM (Design for Manufacturability) per rendere la progettazione del prodotto finale adatta ai processi di produzione di massa, evitando così costi più elevati e ritardi derivanti da successive modifiche alla progettazione.
Hai chiare esigenze di produzione di massa e desideri un preventivo accurato? Contatta JS Precision, fornisci il volume di produzione e i requisiti del prodotto e potrai ottenere rapidamente un preventivo dettagliato per i servizi di stampaggio a iniezione di inserti.
Domande frequenti
D1: Qual è il parametro più difficile da controllare nel processo di stampaggio con inserti?
I parametri più impegnativi nel processo di stampaggio con inserti sono la pressione di mantenimento e il tempo di raffreddamento. Questi parametri hanno l'impatto più diretto sul livello di tensione residua nella parte in plastica e quindi sulla deformazione finale. Sono necessarie più esecuzioni di test per ottenere uno stretto controllo del processo.
Q2: Qual è la dimensione massima dell'inserto nel processo di stampaggio a iniezione di inserti?
La dimensione massima dell'inserto che può essere utilizzata è determinata dalla forza di bloccaggio della macchina. Le strutture JS Precision sono in grado di gestire inserti di dimensioni fino a 200 mm x 300 mm, sufficienti per i requisiti di stampaggio di inserti della maggior parte dei componenti di precisione.
Q3: Quali materiali sono adatti per lo stampaggio a compressione con inserti?
Lo stampaggio a compressione con inserti è adatto principalmente per materiali termoplastici a bassa viscosità ed elevata fluidità, come LCP, PPS e alcune resine epossidiche. Questi materiali possono adattarsi meglio ai metodi di riempimento con compressione a bassa velocità e bassa pressione.
Q4: Qual è la durata degli stampi per prototipazione rapida utilizzati nel processo di stampaggio di inserti per prototipi?
Gli stampi in alluminio per prototipazione rapida utilizzati nel processo di stampaggio di inserti per prototipi sono generalmente in grado di produrre 500-1000 parti con un livello di qualità stabile , che è più che sufficiente per la verifica del prototipo e la produzione di prova in piccoli lotti.
Q5: Come risolvere il problema della linea di saldatura attorno agli inserti a parete sottile?
Una soluzione potrebbe essere quella di aumentare la temperatura dello stampo a 130-150°C o utilizzare il controllo della valvola di sequenza del canale caldo, la tecnologia di sfiato del vuoto, ecc. Ad esempio, questi approcci possono migliorare notevolmente la fusione del fuso e ridurre al minimo le linee di saldatura.
Q6: Come verificare la precisione di posizionamento dell'inserto all'interno dello stampo?
Per la precisione implementiamo un sistema di ispezione visiva CCD in stampo in grado di verificare esattamente il posizionamento dell'inserto prima della chiusura dello stampo. In questo modo possiamo garantire che la deviazione nella posizione dell'inserto sia inferiore a 0,02 mm, quindi la precisione dimensionale del prodotto è sempre garantita.
Q7: Come evitare la piegatura dell'inserto durante il processo di stampaggio dell'inserto?
La misura migliore per evitare ciò è abbassare la velocità di riempimento da 100 mm/s a 40 mm/s e anche la posizione del punto di iniezione deve essere regolata con precisione in modo che il materiale fuso non colpisca direttamente l'inserto.
Q8: potete fornire un rapporto completo sullo stampaggio?
Certamente! JS Precision accompagna ogni spedizione con un'accurata documentazione di qualità, come schede dei parametri di processo, rapporti di misurazione dimensionale (con valori CPK) e certificazione dei materiali, rendendo così la qualità del prodotto completamente tracciabile.
Riepilogo
La maggior parte dei casi di deformazione nello stampaggio con inserti a pareti sottili sono essenzialmente una combinazione di problemi relativi al materiale, allo stampo e alla lavorazione.
Lo stampaggio con inserti verticali, la tecnologia a canale caldo, il processo di stampaggio con inserti di prototipi e i servizi professionali di stampaggio a iniezione con inserti sono modi attraverso i quali la deformazione può essere controllata fino al livello del micron, consentendo così la produzione di massa ad alta precisione.
Desideri un'azienda di servizi di stampaggio ad iniezione di inserti in grado di fornirti pieno supporto durante l'intero ciclo produttivo, a partire dalla verifica del progetto fino alla produzione in serie di precisione?
Allora dovresti contatta JS Precision , che può fornirti una revisione DFM gratuita e un rapporto di analisi del flusso dello stampo. Ti daranno una mano a risolvere i problemi di stampaggio degli inserti a parete più sottili!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

