

Processo de moldagem por inserção é um processo central na fabricação de produtos de alta qualidade, como microequipamentos médicos e sensores automotivos de precisão. Na verdade, para estes produtos, mesmo um empenamento de 0,1 mm pode ser suficiente para inutilizar todo um componente.
Quando a espessura da peça moldada é superior a 0,5 mm e é necessário incorporar componentes metálicos ou de circuito, os processos tradicionais de moldagem por inserção enfrentam três problemas principais: encolhimento irregular da moldagem, concentração de tensão interna e deformação geométrica.
É claro que tais defeitos causam o desperdício de muitos produtos e, ao mesmo tempo, atrasam os ciclos de lançamento dos produtos. Você deseja uma solução prática que, utilizando técnicas de engenharia, possa prever e prevenir a deformação de pastilhas de paredes finas?
Resumo da resposta principal
| Pergunta | Solução Principal | Principais vantagens |
| Por que as pastilhas de paredes finas são propensas a empenar? | Diferença entre a taxa de encolhimento do material e a rigidez das pastilhas metálicas. | Identifique fontes de tensão e quantifique tendências de deformação. |
| Como resolver a deformação assimétrica? | Compensação de gravidade para moldagem de inserção vertical | Utilize a gravidade para neutralizar o desequilíbrio do fluxo. |
| Como garantir o equilíbrio do enchimento? | Tecnologia de balanceamento de pressão de câmara quente. | Enchimento síncrono multiponto para reduzir a tensão de cisalhamento. |
| Como lidar com paredes extremamente finas? | Inserir Moldagem por Compressão | Moldagem de baixa tensão, minimizando a orientação molecular. |
| Como mitigar os riscos antecipadamente? | Processo de moldagem por inserção de protótipo Validação | Análise de fluxo de molde + testes físicos, otimização antecipada |
| Como otimizar as propriedades dos materiais? | Melhore o controle de orientação de fibra | Suprimir o encolhimento, melhorar a estabilidade dimensional |
Principais conclusões
- A principal dificuldade na moldagem por inserção de paredes finas é a disparidade nos coeficientes de expansão térmica entre o plástico e o metal. Isto, portanto, exige compensar suas diferenças na otimização do processo.
- A moldagem por inserção vertical é a maneira mais simples de lidar com geometria assimétrica porque o processo utiliza a gravidade para ajudar no preenchimento do molde.
- A confirmação antecipada com um protótipo de processo de moldagem por inserção pode diminuir a probabilidade de empenamento na produção em massa em mais de 80%.
- Ao optar por serviços profissionais de moldagem por injeção de pastilhas, você pode obter um pacote completo de suporte de engenharia, desde materiais e moldes até processos.
Por que confiar neste guia? Experiência da JS Precision em processos de moldagem por inserção
Escolher um guia técnico confiável é uma questão de encontrar um parceiro que tenha experiência suficiente e capacidade de entrega. A JS Precision, ao longo de anos de moldagem por pastilhas, desenvolveu profundo conhecimento, particularmente na pesquisa, desenvolvimento e aplicação de tecnologia de moldagem por pastilhas de paredes finas.
JS Precision, seguindo rigorosamente as Norma ISO 13485:2016 e usando seu sistema de processo bem estabelecido e soluções personalizadas, abordou os problemas mais significativos, como empenamento e rachaduras, para mais de 5.000 clientes sofisticados em todo o mundo em vários setores de fabricação de precisão, incluindo saúde, automotivo e eletrônico.
Especialmente, continuamos altamente competentes na moldagem de pastilhas de paredes ultrafinas com espessura de parede de 0,3 mm.
Ao se comunicar conosco, um cliente resolveu um grande problema relacionado à moldagem de insertos de sensores com paredes finas de 0,2 mm, sendo o cliente uma famosa empresa de componentes automotivos. Se eles usassem métodos tradicionais de moldagem por inserção, sua taxa de rejeição chegaria a 30%.
Otimizamos o processo por meio do processo de moldagem por inserção de protótipo, reduzindo a taxa de refugo para 1,2% e economizando aos clientes quase US$ 200.000 em custos de material anualmente.
Além disso, uma empresa de dispositivos médicos foi auxiliada por nós a resolver o problema de moldagem de insertos de circuito de parede fina de 0,22mm, fazendo o achatamento de 0,12mm para 0,03mm e o aumento do rendimento para 99,1% o que por sua vez possibilitou ao cliente obter a certificação médica.
Temos uma equipe profissional de engenharia e equipamentos de produção avançados. Também temos software de análise de fluxo de molde de alta precisão e equipamento de inspeção de varredura com luz branca para garantir a qualidade da produção.
Como também realizamos mais de 10.000 projetos de moldagem por inserção, somos capazes de fazer tudo, desde a verificação de protótipos até a produção em massa. Projetos de insertos de parede fina (espessura de parede 0,5 mm) representam 65% do total de nossos projetos e a satisfação do cliente está sempre acima de 98%.
Nosso principal ponto forte é integrar profundamente a seleção de materiais, projeto de moldes e otimização de processos. Não esperamos que os defeitos de moldagem apareçam antes de reagirmos, mas sim, antecipamos e planeamos com antecedência os possíveis riscos e problemas de moldagem. É por isso que resolvemos os problemas de empenamento pela fonte e não pelas soluções de pós-processamento.
Quer obter uma compreensão preliminar das aplicações práticas do processo de moldagem por inserção? Entre em contato com um engenheiro da JS Precision e mencione "consulta de caso" para receber uma coleção gratuita de estudos de caso de sucesso do setor e aprender rapidamente com experiências de projetos semelhantes.
Por que as peças de paredes finas são propensas a deformar durante o processo de moldagem por inserção?
A moldagem por inserção é uma técnica crucial na produção de peças de precisão com paredes finas.
Principalmente, a espessura e a flexibilidade contribuem para o alto empenamento em peças de paredes finas durante a moldagem por inserção. Os principais aspectos que levam a alterações de empenamento em peças de paredes finas são incompatibilidades no encolhimento entre plástico e metal, não uniformidade de orientação molecular e taxas de resfriamento variáveis.
Estudamos os 3 principais fatores que levam ao empenamento com base no projeto de moldes de injeção internacional norma ISO 294-1:2019 .
Taxa de encolhimento de material diferente
A incompatibilidade no coeficiente de expansão térmica (CTE) de vários materiais é essencialmente a causa do empenamento. A tabela a seguir mostra a comparação do CTE dos materiais mais utilizados, bem como das pastilhas metálicas, o que explica muito melhor por que os riscos de tensão surgem dessas diferenças.
| Tipo de material | Coeficiente de Expansão Térmica (CTE) / (10^-6/℃) | Taxa de encolhimento (%) | Espessura de parede fina aplicável (mm) | Diferença de tensão com inserto de aço inoxidável (MPa) |
| PPS (não reforçado) | 80-100 | 1,2-1,8 | 0,4-1,0 | 45-55 |
| 30% PPS reforçado com fibra de vidro | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| PCL | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Aço inoxidável (304) | 16 | ≈0 | - | 0 |
| Inserção de cobre | 17 | ≈0 | - | 0 |
Anisotropia devido à orientação do fluxo
Na moldagem por inserção, as diferenças na taxa de contração entre a direção do fluxo de fusão e a direção perpendicular podem chegar a 20-50%. A alta orientação molecular causada pela área de fluxo de fusão muito estreita aumenta a tensão interna e finalmente resulta em empenamento, especialmente em peças de paredes finas com espessura de parede inferior a 0,5 mm.
Por exemplo, na moldagem LCP de paredes finas, a taxa de contração ao longo do fluxo é de 0,1%, mas a taxa de contração perpendicular ao fluxo pode chegar a 0,3%, uma diferença grande o suficiente para causar grande deformação.
Taxa de resfriamento irregular
Como as pastilhas metálicas possuem uma condutividade térmica muito maior do que os plásticos, elas podem ser consideradas como dissipadores de calor locais nas peças que levam ao resfriamento do plástico circundante a uma taxa muito alta .
Isto leva à formação de diferenças de temperatura entre os “pontos quentes” e os “pontos frios” da peça, as áreas de resfriamento rápido encolhem primeiro, enquanto as áreas de resfriamento lento encolhem depois. Tais variações no encolhimento são a causa direta do empenamento.
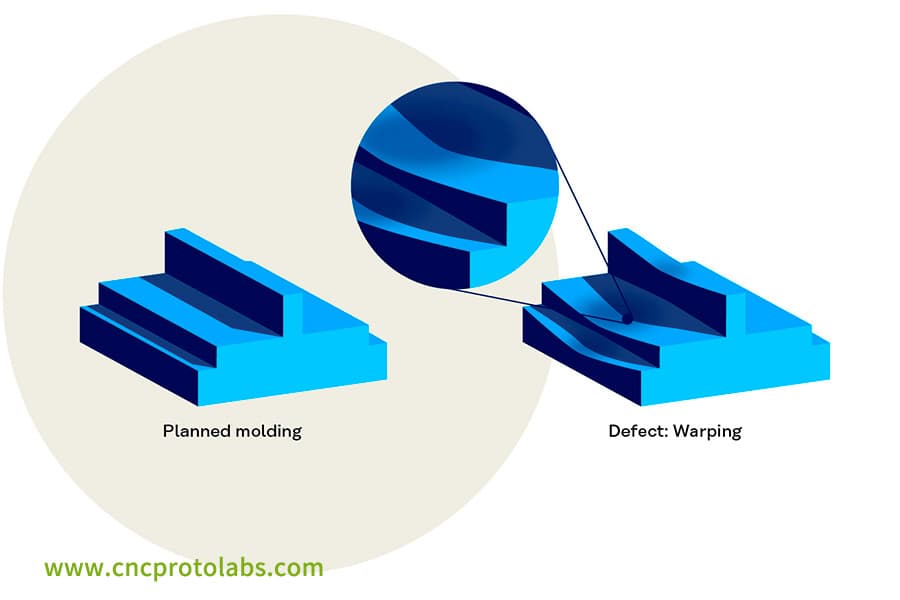
Figura 1: Uma comparação lado a lado de uma peça plástica bem estruturada chamada “Moldagem planejada” e uma versão deformada chamada “Defeito: Empenamento”, com uma inserção destacando a área empenada.
Como resolver a deformação assimétrica por meio da compensação de gravidade na moldagem por inserção vertical?
Paredes finas da pastilha de geometria assimétrica tendem a deformar devido a uma distribuição desigual do fluxo de fusão. Moldagem por inserção vertical é uma ótima maneira de superar esse desafio, pois possui fechamento vertical do molde e enchimento assistido por gravidade, o que elimina em grande parte o enchimento assimétrico e a tensão retida.
Enchimento assistido por gravidade
A gravidade sempre atua na direção do fluxo de fusão na moldagem por inserção vertical. Como resultado, esse design cuidadoso minimiza a formação de "zonas de sombra" de fluxo que normalmente surgem devido à geometria da pastilha (por exemplo, pinos e ressaltos).
Além disso, permite que o fundido cubra uniformemente a superfície da pastilha e evita a concentração de tensões devido ao preenchimento insuficiente ou excessivo.
Posicionamento e fixação otimizados da pastilha
O degrau vertical na moldagem por pastilha vertical permite que a pastilha (como rosca e terminal) seja posicionada automaticamente por gravidade e fixada de forma constante.
Este método de posicionamento diminui a irregularidade da espessura da parede causada pelo desalinhamento da pastilha e mantém as tolerâncias muito apertadas dentro de 0,02 mm, diminuindo significativamente as chances de deformação assimétrica desde o início.
Abaixo está uma comparação de desempenho entre a moldagem por inserção vertical e os processos tradicionais de moldagem por inserção horizontal, mostrando suas vantagens de forma mais intuitiva:
| Indicadores de desempenho | Moldagem de inserção vertical | Processo Tradicional de Moldagem por Inserção Horizontal | Melhoria (%) | Tipos de inserção aplicáveis |
| Deformação Assimétrica (mm) | ≤0,03 | 0,10-0,15 | 70-80 | Inserções de pinos e roscas |
| Precisão de posicionamento da pastilha (mm) | ±0,02 | ±0,05 | 60 | Inserções Eletrônicas de Precisão |
| Uniformidade de enchimento (%) | ≥98 | 85-90 | 8-15 | Inserções geométricas complexas |
| Taxa de sucata (%) | ≤2 | 15-25 | 88-92 | Todas as inserções assimétricas |
Você tem necessidades de moldagem de pastilhas assimétricas com paredes finas e deseja calcular custos? Forneça as dimensões do produto e o tipo de inserto para receber gratuitamente uma planilha de cálculo de custos do processo de moldagem por inserto vertical e controle seu orçamento com antecedência.
Quais são as principais tecnologias para equilibrar a pressão da câmara quente no processo de moldagem por injeção de insertos?
Em inserir processo de moldagem por injeção , permitir que uma câmara quente tenha a pressão equilibrada envolve principalmente o uso da tecnologia de câmara quente de válvula sequencial, que quando combinada com feedback de circuito fechado de pressão, facilita o enchimento síncrono e mantém a flutuação da pressão da cavidade em menos de 5%.
Controle de Câmara Quente de Válvula Sequencial
Os engenheiros de aquecimento realizam uma análise do fluxo do molde, que é uma forma de simular o caminho do fluxo do fundido para descobrir como as válvulas sequenciais devem ser abertas.
Além de evitar a formação de linhas de solda em áreas que podem sofrer tensões, essa abordagem de controle também ajuda a ajustar as taxas de enchimento das regiões mais finas e mais espessas, levando ao enchimento uniforme de toda a peça e reduzindo as tensões internas.
Feedback de circuito fechado do sensor de pressão
Na moldagem por injeção de pastilhas, os sensores de pressão são colocados em locais muito importantes da cavidade (como a extremidade da pastilha).
Esses sensores detectam imediatamente qualquer alteração na pressão da cavidade e enviam a informação de volta ao sistema de controle, que ajusta a pressão de retenção em tempo real para que a pressão na cavidade seja sempre a mesma e o empenamento seja minimizado.
Quer otimizar o controle de pressão da câmara quente em seu processo de moldagem por injeção de pastilhas? Agende uma consulta com um de nossos engenheiros profissionais para obter uma solução personalizada de balanceamento de pressão.
Devemos considerar a moldagem por compressão por inserção diante dos requisitos extremos de paredes finas?
Sim, é verdade. Se a espessura da parede for inferior a 0,3 mm ou a relação comprimento/diâmetro exceder 150:1, a moldagem por compressão por inserção é a melhor escolha. O processo de enchimento em baixa velocidade e baixa pressão ajuda a reduzir a tensão de cisalhamento em mais de 60%, o que pode evitar rachaduras e empenamentos.
Menor tensão de cisalhamento
A moldagem por injeção regular precisa de uma pressão muito alta e velocidade rápida para preencher as peças de paredes finas, o que faz com que as moléculas de plástico sejam altamente cisalhadas e aumenta o nível de tensão residual incorporada.
Por outro lado, inserir moldagem por compressão abre o molde inicialmente e depois fecha-o para pressionar o fundido. Esta abordagem preenche a cavidade com fluxo laminar. Como resultado, as moléculas de plástico ficam quase desorientadas, o que reduz substancialmente as tensões internas e também evita empenamentos.
Enchimento de parede ultrafina bem sucedido
A moldagem por compressão por inserção pode ser aplicada às peças onde componentes eletrônicos sensíveis devem ser incorporados (por exemplo, placas de circuito flexíveis FPC). Diferencia-se da técnica convencional por não causar danos à pastilha devido ao impacto de alta pressão e, ao mesmo tempo, por proporcionar excelente precisão dimensional.
O índice CPK pode ser superior a 1,33, indicando que componentes de paredes extremamente finas podem ser produzidos com um nível de precisão muito elevado.
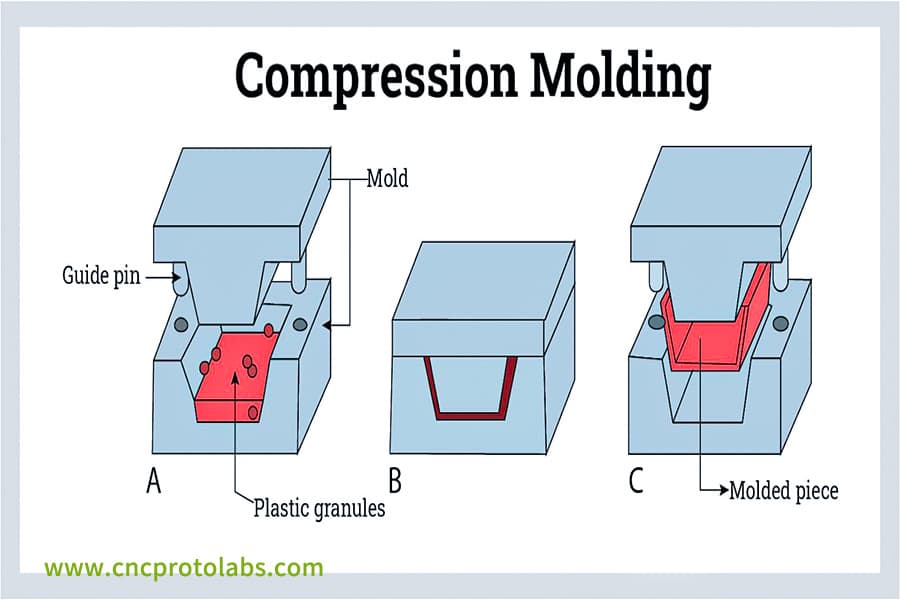
Figura 2: Um diagrama de três etapas ilustrando a moldagem por compressão de inserção, mostrando os grânulos de plástico no molde, o processo de fechamento e a peça moldada final de parede fina.
Como prever e eliminar riscos de deformação durante a etapa do processo de moldagem por inserção de protótipo?
O processo de moldagem por inserção de protótipo pode prever riscos de empenamento e determinar a melhor janela de processo antes da produção em massa apenas fazendo moldes rápidos e fazendo análise de molde de produto combinada com Design de Experimentos (DOE), é assim que elimina os problemas de deformação desde a fonte.
Verificação de simulação de análise de fluxo de molde
O software de análise de fluxo de molde é a ferramenta que os engenheiros usam para simular diferentes estágios do processo de moldagem de pastilhas, como enchimento, pressão de retenção e resfriamento . O software também pode prever com precisão a deformação empenada.
Por exemplo, se o valor previsto for 0,05mm modificamos o desenho do molde para que o valor alvo real possa ser controlado em 0,02mm, além disso, também auxilia na identificação dos locais ameaçados por maiores danos e que podem ser utilizados para otimizar o molde.
Fabricação Rápida de Moldes e Testes Físicos
A produção de pequenos lotes de 50 a 200 peças é feita aqui usando moldes de alumínio ou Moldes impressos em 3D , e os desvios dimensionais completos são medidos usando um scanner de luz branca.
Este método de teste físico corrobora e ajusta os dados de análise do fluxo do molde, é muito útil para fornecer dados confiáveis para a produção em massa de moldes de aço e, assim, economizar perdas de produção em massa resultantes de erros de projeto.
Seleção de materiais: como neutralizar o encolhimento de estruturas de paredes finas por meio do reforço de fibras?
Na moldagem por inserção, os reforços de fibra podem ser uma forma muito eficaz de reduzir significativamente o encolhimento. Normalmente, adicionar 15% a 50% de fibras de reforço e gerenciar cuidadosamente a orientação das fibras pode reduzir o encolhimento total do material de 1,5% para 0,1% a 0. 3%. Esta é uma ótima maneira de lidar com problemas de encolhimento em seções muito finas de plástico.
Conteúdo de fibra e controle de orientação
A rigidez do material pode ser amplamente melhorada com alto teor de fibra. Por exemplo, o módulo de 30% GF PPS (sulfeto de polifenileno reforçado com fibras de vidro) é mais que quadruplicado, subindo para 14 GPa em relação aos 3 GPa originais.
No entanto, deve-se ter cuidado com a orientação da fibra ao longo da direção do fluxo através do projeto da porta, de modo que as diferenças nas taxas de encolhimento entre as direções vertical e horizontal não se tornem tão grandes que resultem em empenamento.
Enchimentos minerais e classes de baixo empenamento
Se for exigida alta isotropia no produto, os minerais preferidos serão os platinados (por exemplo, talco ou mica) ou os graus específicos de baixo empenamento (por exemplo, LCP). Esses materiais são capazes de reduzir o nível de anisotropia, fazendo com que a planicidade permaneça em torno de 0,1 mm/100 mm, o que é um requisito para peças de precisão.
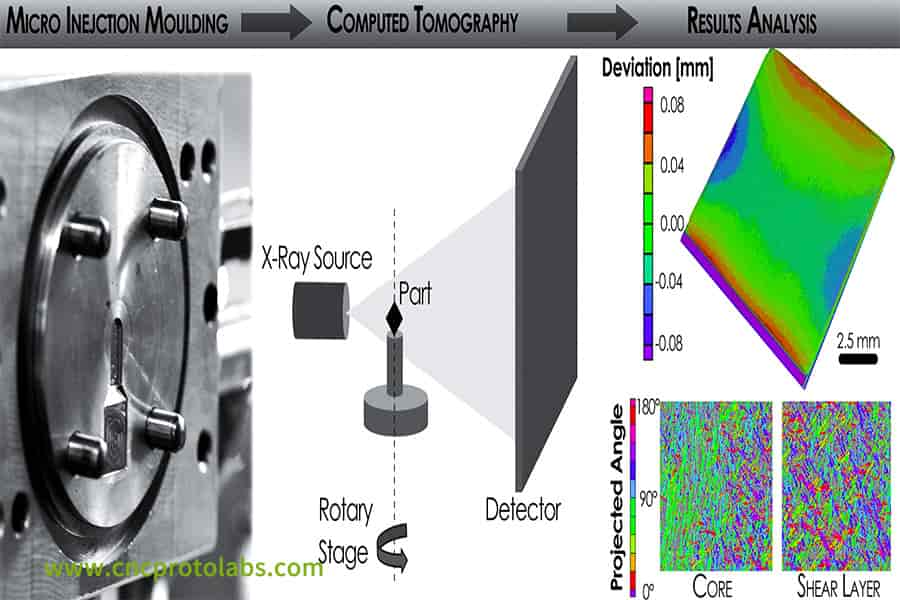
Figura 3: Uma ilustração composta mostrando moldagem por microinjeção, tomografia computadorizada de uma peça em um estágio rotativo e um mapa de análise codificado por cores do desvio da peça.
Estudo de caso de precisão JS: O empenamento da moldagem da inserção do sensor de paredes finas atende aos padrões
Nós oferecemos inserir serviços de moldagem por injeção para uma empresa de peças automotivas de precisão, que os ajudou a superar o problema de empenamento na moldagem de insertos de sensores de pressão de paredes finas. Este caso é um exemplo perfeito de nossa excelência técnica e capacidade de serviço abrangente.
Desafios encontrados
O cliente queria inserir componentes de moldagem para um sensor de pressão automotivo. A espessura do produto é de apenas 0,25 mm e possui três inserções de pinos de aço inoxidável.
O projeto original foi baseado em um método tradicional de moldagem por inserção horizontal. Infelizmente, durante a produção em massa, ocorreram graves empenamentos, com um nivelamento de 0,15 mm, muito superior ao requisito de 0,05 mm do cliente.
Ao mesmo tempo, surgiram fissuras em torno das pastilhas, levando a uma taxa de refugo de até 25%, o que elevou os custos de produção do cliente e também levou à não entrega dos pedidos no prazo.
Solução
Nossa equipe de engenharia primeiro fez a verificação preliminar do processo de moldagem por inserção do protótipo depois que eles assumiram o controle. Eles combinaram isso com a análise de fluxo do molde, previram um empenamento de 0,02 mm e então desenvolveram uma solução direcionada.
1. Mudança de Processo:
Foi escolhido um processo de moldagem de inserção vertical, que utilizou compensação de gravidade para otimizar o caminho do fluxo de fusão, garantindo que os pinos de inserção de aço inoxidável fossem cobertos uniformemente e as zonas de sombra do fluxo fossem eliminadas.
2. Mudança material:
O PBT padrão original foi substituído por PPS reforçado com 30% de fibra de vidro, que possui coeficiente de expansão térmica mais próximo do inserto de aço inoxidável e suas características de fluidez são mais adequadas para preenchimento de paredes ultrafinas de 0,25 mm.
3. Alteração de detalhes:
Considerando os dados de análise do fluxo do molde, a localização da comporta foi alterada de um ponto único para uma válvula sequencial de dois pontos, e a pressão de retenção foi otimizada de 50MPa para 35MPa, resultando em maior redução do estresse interno.
Resultados Finais
Após a fabricação do molde oficial, a planicidade da peça inicial oficialmente fabricada oscilou entre 0,02mm e 0,035mm, sendo o valor CPK de 1,33, o que atendeu totalmente às especificações do cliente.
Além disso, não foram detectadas rachaduras ao redor da pastilha e a taxa de refugo na produção em massa foi reduzida dos 25% esperados para apenas 1,5%. Essa otimização permitiu ao cliente economizar cerca de US$ 120.000 em despesas com sucata de material todos os anos e criar amostras de PPAP com três semanas de antecedência, o que rendeu elogios aos clientes.
Quer obter baixo empenamento e alto rendimento em seus projetos de pastilhas de paredes finas? Envie seus requisitos detalhados do projeto para receber uma solução gratuita de serviços de moldagem por injeção personalizada, ajudando você a reduzir custos e aumentar a eficiência.
Figura 4: Três peças plásticas pretas com estruturas complexas de paredes finas, dispostas sobre um fundo azul claro, mostrando os resultados de um processo de moldagem por inserção.
Que proteção de valor agregado os serviços profissionais de moldagem por injeção de insertos podem fornecer para você?
Fornecedores profissionais de serviços de moldagem por injeção garantem todo o processo, desde a análise do fluxo do molde até a rastreabilidade da qualidade e rendimento de produção em massa de> 98%, o que reduz completamente os custos e riscos de nossos clientes.
Integração automatizada de processos completos
Nossa solução automatizada de colocação de insertos combina braços robóticos, posicionamento de visão CCD (precisão de 0,01 mm) e serviços automatizados de descarga. Tal integração da automação aumenta drasticamente a eficiência da produção. Além disso, elimina erros resultantes da operação manual, levando ainda mais à consistência do produto e à segurança da produção.
Rastreabilidade de dados de qualidade rigorosa
Através da rastreabilidade do ciclo de vida do produto, entregamos aos nossos clientes relatórios CPK, relatórios de medição em tamanho real (incluindo inspeção CMM), relatórios de inspeção por raios X (para detectar porosidade interna ou desalinhamento em pastilhas) e certificados de materiais.
Esses documentos garantem a rastreabilidade da qualidade do produto e atendem aos requisitos de qualidade dos clientes finais mais exigentes.
Serviços de engenharia completos
Garantimos uma comunicação suave e progressiva com nossos clientes, desde a verificação do protótipo até a produção em massa.
Nossos engenheiros trabalham em estreita colaboração com os clientes para modificar rapidamente os moldes e também realizar a revisão DFM (Design for Manufacturability) para tornar o design do produto final adequado para os processos de produção em massa, evitando assim efetivamente os custos mais elevados e os atrasos que resultam de alterações posteriores no design.
Tem necessidades claras de produção em massa e deseja um orçamento preciso? Entre em contato com a JS Precision, forneça seu volume de produção e requisitos de produto, e você poderá obter rapidamente um orçamento detalhado para serviços de moldagem por injeção de insertos.
Perguntas frequentes
Q1: Qual é o parâmetro mais difícil de controlar no processo de moldagem por inserção?
Os parâmetros mais desafiadores no processo de moldagem por inserção são a pressão de retenção e o tempo de resfriamento. Estes parâmetros têm o impacto mais direto no nível de tensão residual na peça plástica e, portanto, no empenamento final. Vários testes são necessários para obter um controle rígido do processo.
Q2: Qual é o tamanho máximo da pastilha no processo de moldagem por injeção de pastilhas?
O tamanho máximo da pastilha que pode ser acomodado é determinado pela força de fixação da máquina. As instalações da JS Precision são capazes de lidar com pastilhas de até 200 mm x 300 mm, o que é suficiente para os requisitos de moldagem de pastilhas da maioria dos componentes de precisão.
Q3: Quais materiais são adequados para moldagem por compressão de inserção?
A moldagem por compressão por inserção é adequada principalmente para materiais termoplásticos com baixa viscosidade e alta fluidez, como LCP, PPS e algumas resinas epóxi. Esses materiais podem se adaptar melhor aos métodos de enchimento por compressão de baixa velocidade e baixa pressão.
Q4: Qual é a vida útil dos moldes de prototipagem rápida usados no processo de moldagem por inserção de protótipo?
Os moldes de alumínio de prototipagem rápida usados no processo de moldagem por inserção de protótipo são geralmente capazes de produzir de 500 a 1000 peças com um nível estável de qualidade , o que é mais do que suficiente para verificação de protótipo e produção experimental de pequenos lotes.
Q5: Como resolver o problema da linha de solda em torno de pastilhas de paredes finas?
Uma solução seria aumentar a temperatura do molde para 130-150°C ou empregar controle de válvula de sequência de câmara quente, tecnologia de ventilação a vácuo, etc. Por exemplo, essas abordagens podem melhorar muito a fusão por fusão e minimizar as linhas de solda.
Q6: Como verificar a precisão do posicionamento da pastilha dentro do molde?
Para ser mais preciso, implementamos um sistema de inspeção visual CCD no molde que é capaz de verificar exatamente o posicionamento da pastilha antes do fechamento do molde. Desta forma podemos garantir que o desvio na posição do inserto seja inferior a 0,02mm, garantindo sempre a precisão dimensional do produto.
Q7: Como evitar a flexão da pastilha durante o processo de moldagem por pastilha?
A melhor medida para evitar isso é diminuir a velocidade de enchimento de 100 mm/s para 40 mm/s e a localização da comporta também deve ser ajustada para que o fundido não atinja diretamente a pastilha.
Q8: Você pode fornecer um relatório completo de moldagem?
Certamente! A JS Precision acompanha cada remessa com minuciosa documentação de qualidade, como fichas de parâmetros de processo, relatórios de medição dimensional (com valores de CPK) e certificação de materiais, tornando a qualidade do produto totalmente rastreável.
Resumo
A maioria dos casos de empenamento em moldagens por pastilhas de paredes finas são essencialmente uma combinação de problemas de material, molde e processamento.
Moldagem por inserção vertical, tecnologia de câmara quente, processo de moldagem por inserção de protótipo e serviços profissionais de moldagem por injeção de inserção são maneiras pelas quais o empenamento pode ser controlado até o nível do mícron, permitindo assim a produção em massa de alta precisão.
Você quer uma empresa de serviços de moldagem por injeção que possa fornecer suporte total durante todo o ciclo de produção, desde a verificação do projeto até a produção em massa de precisão?
Então, você deveria entre em contato com JS Precisão , que pode fornecer uma revisão gratuita do DFM e um relatório de análise do fluxo do molde. Eles ajudarão você a resolver os problemas de moldagem de inserção de parede mais finos!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

