

إدراج عملية صب هي عملية أساسية في تصنيع المنتجات المتطورة مثل المعدات الطبية الدقيقة وأجهزة استشعار السيارات الدقيقة. في الواقع، بالنسبة لهذه المنتجات، قد تكون صفحة التواء بمقدار 0.1 مم كافية لجعل المكون بأكمله غير صالح للاستخدام.
عندما يكون سمك الجزء المصبوب أكثر من 0.5 مم ويكون من الضروري تضمين مكونات معدنية أو دوائر، فإن عمليات التشكيل التقليدية تواجه ثلاث مشاكل رئيسية: انكماش القالب غير المتساوي، وتركيز الضغط الداخلي والتشوه الهندسي.
وبطبيعة الحال، مثل هذه العيوب تسبب هدر العديد من المنتجات وفي نفس الوقت تتأخر دورات إطلاق المنتج. هل تريد حلاً عمليًا يمكن من خلاله استخدام التقنيات الهندسية التنبؤ ومنع تشوه المدخلات ذات الجدران الرقيقة؟
ملخص الإجابة الأساسية
| سؤال | الحل الأساسي | المزايا الرئيسية |
| لماذا تكون المدخلات ذات الجدران الرقيقة عرضة للتزييف؟ | الفرق بين معدل انكماش المادة وصلابة المدخلات المعدنية. | تحديد مصادر التوتر وقياس اتجاهات التشوه. |
| كيفية حل التشوه غير المتماثل؟ | عمودي إدراج صب تعويض الجاذبية | الاستفادة من الجاذبية لمواجهة عدم توازن التدفق. |
| كيفية التأكد من ملء الرصيد؟ | تقنية موازنة ضغط العداء الساخن. | تعبئة متزامنة متعددة النقاط لتقليل إجهاد القص. |
| كيف تتعامل مع الجدران الرقيقة للغاية؟ | إدراج صب الضغط | صب الضغط المنخفض، والتقليل من التوجه الجزيئي. |
| كيفية التخفيف من المخاطر مقدما؟ | عملية إدراج النموذج الأولي تصديق | تحليل تدفق القالب + الاختبار الفيزيائي والتحسين المبكر |
| كيفية تحسين خصائص المواد؟ | تعزيز التحكم في اتجاه الألياف | قمع الانكماش، وتحسين استقرار الأبعاد |
الوجبات السريعة الرئيسية
- تتمثل الصعوبة الرئيسية في القوالب ذات الجدران الرقيقة في التباين في معاملات التمدد الحراري بين البلاستيك والمعدن. وهذا يتطلب بالتالي تعويض اختلافاتهم في تحسين العملية.
- يعد القولبة العمودية أبسط طريقة للتعامل مع الهندسة غير المتماثلة لأن العملية تستخدم الجاذبية للمساعدة في ملء القالب.
- يمكن أن يؤدي التأكيد المبكر من خلال عملية صب إدراج النموذج الأولي إلى تقليل احتمالية حدوث التواء في الإنتاج الضخم بنسبة تزيد عن 80%.
- من خلال اختيار خدمات صب الحقن الاحترافية، يمكنك الحصول على حزمة كاملة من الدعم الهندسي بدءًا من المواد والقوالب وحتى العمليات.
لماذا تثق بهذا الدليل؟ خبرة JS Precision في إدراج عمليات التشكيل
إن اختيار دليل فني يمكن الاعتماد عليه هو مسألة العثور على شريك يتمتع بالخبرة الكافية والقدرة على التنفيذ. لقد طورت شركة JS Precision، عبر سنوات من العمل في قوالب الإدخال، معرفة عميقة، لا سيما في مجال البحث والتطوير وتطبيق تكنولوجيا قوالب الإدخال ذات الجدران الرقيقة.
JS الدقة، من خلال اتباع بدقة معيار الأيزو 13485:2016 ، وباستخدام نظام العمليات الراسخ والحلول المصممة خصيصًا، عالجت أهم المشكلات مثل التزييف والتكسير لأكثر من 5000 عميل متطور في جميع أنحاء العالم في مختلف قطاعات التصنيع الدقيقة بما في ذلك الرعاية الصحية والسيارات والإلكترونيات.
وعلى وجه الخصوص، فإننا لا نزال على درجة عالية من الكفاءة في تشكيل المدخلات ذات الجدران الرقيقة للغاية بسمك جدار يبلغ 0.3 مم.
من خلال التواصل معنا، قام العميل بحل مشكلة رئيسية تتعلق بقولبة إدخالات مستشعر ذات جدران رقيقة بسمك 0.2 مم، حيث أن العميل هو شركة مشهورة لمكونات السيارات. إذا استخدموا طرق التشكيل التقليدية، فإن معدل الرفض سيكون مرتفعًا بنسبة 30%.
لقد قمنا بتحسين العملية من خلال عملية صب إدراج النموذج الأولي، مما أدى إلى تقليل معدل الخردة إلى 1.2% وتوفير ما يقرب من 200000 دولار أمريكي من تكاليف المواد للعملاء سنويًا.
بالإضافة إلى ذلك، قمنا بمساعدة إحدى شركات الأجهزة الطبية في حل مشكلة قولبة حشوات الدوائر ذات الجدران الرقيقة بسمك 0.22 مم، وإجراء التسطيح من 0.12 مم إلى 0.03 مم وزيادة العائد إلى 99.1٪ مما مكن العميل بدوره من الحصول على الشهادة الطبية.
لدينا فريق هندسي محترف ومعدات الإنتاج المتقدمة. لدينا أيضًا برنامج تحليل تدفق القالب عالي الدقة ومعدات فحص مسح الضوء الأبيض لضمان جودة الإنتاج.
نظرًا لأننا قمنا أيضًا بأكثر من 10000 مشروع قولبة إدراج، فنحن قادرون على القيام بكل شيء بدءًا من التحقق من النموذج الأولي وحتى الإنتاج الضخم. تشكل مشاريع إدخال الجدران الرقيقة (سمك الجدار 0.5 مم) 65% من إجمالي مشاريعنا ويكون رضا العملاء دائمًا أعلى من 98%.
قوتنا الرئيسية هي الدمج العميق بين اختيار المواد، وتصميم القالب، وتحسين العملية. نحن لا ننتظر ظهور عيوب القالب قبل أن نتفاعل، بل نتوقع ونخطط مسبقًا لمخاطر وقضايا القالب المحتملة. ولهذا السبب نقوم بإصلاح مشكلات الالتواء من خلال المصدر، وليس من خلال حلول ما بعد المعالجة.
هل ترغب في الحصول على فهم أولي للتطبيقات العملية لعملية صب الإدراج؟ اتصل بمهندس JS Precision واذكر "استشارة الحالة" للحصول على مجموعة مجانية من دراسات الحالة الصناعية الناجحة والتعلم بسرعة من تجارب المشاريع المماثلة.
لماذا تكون الأجزاء ذات الجدران الرقيقة عرضة للتشوه أثناء عملية صب الإدراج؟
يعد صب الإدخال تقنية حاسمة في إنتاج أجزاء دقيقة ذات جدران رقيقة.
بشكل أساسي، تساهم السُمك والمرونة في حدوث اعوجاج عالي في الأجزاء ذات الجدران الرقيقة أثناء عملية التشكيل. الجوانب الرئيسية التي تؤدي إلى تغيرات الاعوجاج في الأجزاء ذات الجدران الرقيقة هي عدم التطابق في الانكماش بين البلاستيك والمعدن، وعدم تجانس التوجه الجزيئي، وتفاوت معدلات التبريد.
نحن ندرس العوامل الثلاثة الرئيسية التي تؤدي إلى صفحة الاعوجاج بناءً على تصميم قالب الحقن الدولي معيار ISO 294-1:2019 .
معدل انكماش المواد المختلفة
إن عدم التطابق في معامل التمدد الحراري (CTE) للمواد المختلفة هو في الأساس سبب الالتواء. يوضح الجدول التالي مقارنة CTE للمواد الأكثر استخدامًا بالإضافة إلى الإدخالات المعدنية، وهو ما يفسر بشكل أفضل سبب نشوء مخاطر الإجهاد من هذه الاختلافات.
| نوع المادة | معامل التمدد الحراري (CTE) / (10^-6/°C) | معدل الانكماش (٪) | سمك الجدار الرقيق المطبق (مم) | فرق الضغط مع إدراج الفولاذ المقاوم للصدأ (MPa) |
| PPS (غير معزز) | 80-100 | 1.2-1.8 | 0.4-1.0 | 45-55 |
| 30% بولي بروبيلين مقوى بالألياف الزجاجية | 25-35 | 0.2-0.5 | 0.2-0.8 | 15-25 |
| LCP | 15-25 | 0.1-0.3 | 0.15-0.6 | 10-20 |
| الفولاذ المقاوم للصدأ (304) | 16 | ≈0 | - | 0 |
| إدراج النحاس | 17 | ≈0 | - | 0 |
تباين الخواص بسبب اتجاه التدفق
في قالب الإدخال، يمكن أن تصل الاختلافات في معدل الانكماش بين اتجاه تدفق الذوبان والاتجاه العمودي إلى 20-50%. يؤدي التوجه الجزيئي العالي الناتج عن منطقة تدفق الذوبان الضيقة جدًا إلى زيادة الضغط الداخلي ويؤدي في النهاية إلى الالتواء، خاصة في الأجزاء ذات الجدران الرقيقة التي يقل سمك جدارها عن 0.5 مم.
على سبيل المثال، في قوالب LCP ذات الجدران الرقيقة، يكون معدل الانكماش على طول التدفق 0.1%، لكن معدل الانكماش المتعامد مع التدفق يمكن أن يصل إلى 0.3%، وهو فرق كبير بما يكفي لإحداث تشوه كبير.
معدل تبريد غير متساوي
وبما أن الإدخالات المعدنية تمتلك موصلية حرارية أعلى بكثير من البلاستيك، فيمكن اعتبارها بمثابة خافضات حرارة محلية في الأجزاء التي تؤدي إلى تبريد البلاستيك المحيط بمعدل مرتفع جدًا .
ويؤدي ذلك إلى تكوين اختلافات في درجات الحرارة بين "البقع الساخنة" و"البقع الباردة" للجزء، حيث تتقلص مناطق التبريد السريع أولاً بينما تتقلص مناطق التبريد البطيئة لاحقاً. مثل هذه الاختلافات في الانكماش هي السبب المباشر للالتواء.
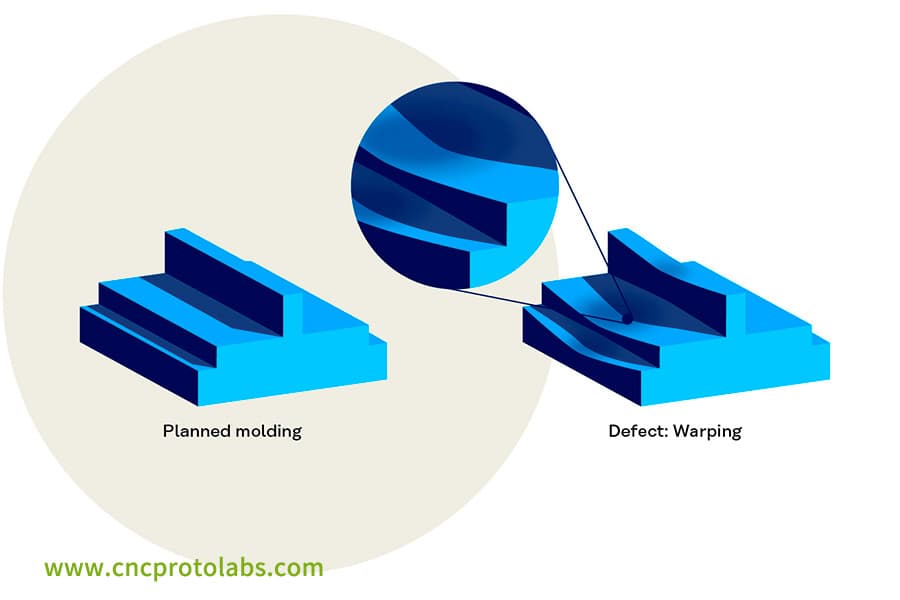
الشكل 1: مقارنة جنبًا إلى جنب لجزء بلاستيكي جيد التنظيم يحمل اسم "القالب المخطط" ونسخة مشوهة تحمل اسم "العيب: الاعوجاج"، مع جزء داخلي يسلط الضوء على المنطقة الملتوية.
كيفية حل التشوه غير المتماثل من خلال تعويض الجاذبية في صب إدراج عمودي؟
تميل الجدران الرفيعة ذات الهندسة غير المتماثلة إلى الالتواء بسبب التوزيع غير المتساوي لتدفق الذوبان. صب إدراج عمودي يعد طريقة رائعة للتغلب على هذا التحدي، حيث أنه يتميز بإغلاق القالب الرأسي والحشو بمساعدة الجاذبية، مما يزيل إلى حد كبير الحشو غير المتماثل والضغط المحتفظ به.
الحشو بمساعدة الجاذبية
تعمل الجاذبية دائمًا في اتجاه تدفق الذوبان في قالب الإدخال الرأسي. ونتيجة لذلك، يقلل هذا التصميم المدروس من تكوين "مناطق الظل" للتدفق والتي تنشأ عادةً بسبب هندسة الإدخال (على سبيل المثال، الدبابيس والرؤوس).
بالإضافة إلى ذلك، فإنه يمكن المصهور من تغطية سطح الإدخال بالتساوي ويمنع تركيز الضغط الناتج عن الحشو الزائد أو السفلي.
تحسين تحديد المواقع وتثبيت الإدخال
تسمح الخطوة الرأسية في قالب الإدخال الرأسي بوضع الإدخال (مثل الخيط والطرف) تلقائيًا عن طريق الجاذبية وتثبيته بثبات.
تعمل طريقة تحديد الموضع هذه على تقليل عدم انتظام سمك الجدار الناتج عن اختلال محاذاة الإدخال وتحافظ على التفاوتات المسموح بها ضيقة جدًا في حدود 0.02 مم، مما يقلل بشكل كبير من فرص التشوه غير المتماثل منذ البداية.
فيما يلي مقارنة أداء بين عمليات قولبة الإدخال العمودي وعمليات قولبة الإدخال الأفقية التقليدية، مع عرض مزاياها بشكل أكثر سهولة:
| مؤشرات الأداء | صب إدراج عمودي | عملية صب إدراج أفقية تقليدية | التحسن (%) | أنواع الإدراج القابلة للتطبيق |
| التشوه غير المتماثل (مم) | .030.03 | 0.10-0.15 | 70-80 | إدراج دبوس وخيط |
| إدراج دقة تحديد المواقع (مم) | ±0.02 | ±0.05 | 60 | إدراجات إلكترونية دقيقة |
| ملء التوحيد (٪) | ≥98 | 85-90 | 8-15 | إدراجات هندسية معقدة |
| معدل الخردة (٪) | ≥2 | 15-25 | 88-92 | جميع الإدخالات غير المتماثلة |
هل لديك احتياجات قولبة ذات جدران رقيقة غير متماثلة وترغب في حساب التكاليف؟ قم بتوفير أبعاد المنتج الخاص بك ونوع الإدخال للحصول على ورقة حساب تكلفة عملية التشكيل العمودي المجانية والتحكم في ميزانيتك مقدمًا.
ما هي التقنيات الأساسية لموازنة ضغط العداء الساخن في عملية التشكيل بالحقن؟
في إدراج عملية صب الحقن ، إن السماح للعداء الساخن بموازنة الضغط يتضمن بشكل أساسي استخدام تقنية العداء الساخن للصمام المتسلسل، والتي عند إقرانها بتغذية راجعة للحلقة المغلقة للضغط، تسهل التعبئة المتزامنة وتحافظ على تقلب ضغط التجويف إلى أقل من 5٪.
التحكم التسلسلي في تشغيل الصمام الساخن
يقوم مهندسو التدفئة بإجراء تحليل تدفق القالب وهو وسيلة لمحاكاة مسار تدفق الذوبان لمعرفة كيفية فتح الصمامات المتسلسلة.
بالإضافة إلى منع تكوين خطوط اللحام في المناطق التي من المحتمل أن تصبح مجهدة، فإن أسلوب التحكم هذا يساعد أيضًا في ضبط معدلات التعبئة للمناطق الرقيقة والأكثر سمكًا، مما يؤدي إلى تعبئة موحدة للجزء بأكمله، وتقليل الضغوط الداخلية.
استشعار الضغط حلقة مغلقة ردود الفعل
في قالب حقن الإدخال، يتم وضع مستشعرات الضغط في مواقع مهمة جدًا في التجويف (مثل نهاية الإدخال).
تكتشف هذه المستشعرات على الفور أي تغيير في ضغط التجويف وترسل المعلومات مرة أخرى إلى نظام التحكم، الذي يقوم بضبط ضغط التثبيت على أساس الوقت الحقيقي بحيث يكون الضغط في التجويف هو نفسه دائمًا ويتم تقليل الالتواء إلى الحد الأدنى.
هل ترغب في تحسين التحكم في ضغط العداء الساخن في عملية التشكيل بالحقن؟ حدد موعدًا للتشاور مع أحد مهندسينا المحترفين للحصول على حل مخصص لموازنة الضغط.
هل ينبغي لنا أن نفكر في إدخال صب الضغط في مواجهة متطلبات الجدران الرقيقة للغاية؟
نعم هذا صحيح. إذا كان سمك الجدار أقل من 0.3 مم أو كانت نسبة الطول إلى القطر تتجاوز 150:1، فإن القالب المضغوط هو الخيار الأفضل. تساعد عملية الملء بسرعة منخفضة وضغط منخفض على تقليل إجهاد القص بنسبة تزيد عن 60%، مما يمكن أن يمنع التشقق والاعوجاج.
انخفاض إجهاد القص
يحتاج صب الحقن العادي إلى ضغط عالي وسرعة عالية جدًا لملء الأجزاء الرقيقة الجدران، مما يؤدي إلى قص جزيئات البلاستيك بشكل كبير وزيادة مستوى الضغط المتبقي المدمج.
على الجانب الآخر، إدراج صب الضغط يفتح القالب في البداية ثم يغلقه ليضغط على المصهور. هذا النهج يملأ التجويف بالتدفق الصفحي. ونتيجة لذلك، تصبح جزيئات البلاستيك غير موجهة تقريبًا، مما يقلل بشكل كبير من الضغوط الداخلية ويمنع أيضًا الالتواء.
حشو جدار رفيع للغاية ناجح
يمكن تطبيق قالب ضغط الإدخال على الأجزاء التي يجب تضمين المكونات الإلكترونية الحساسة فيها (مثل لوحات الدوائر المرنة FPC). وهو يختلف عن التقنية التقليدية من خلال عدم التسبب في تلف الإدخال بسبب تأثير الضغط العالي ، وفي الوقت نفسه، من خلال توفير دقة أبعاد ممتازة.
يمكن أن يكون مؤشر CPK أكثر من 1.33، مما يشير إلى أنه يمكن إنتاج المكونات ذات الجدران الرقيقة للغاية بمستوى عالٍ جدًا من الدقة.
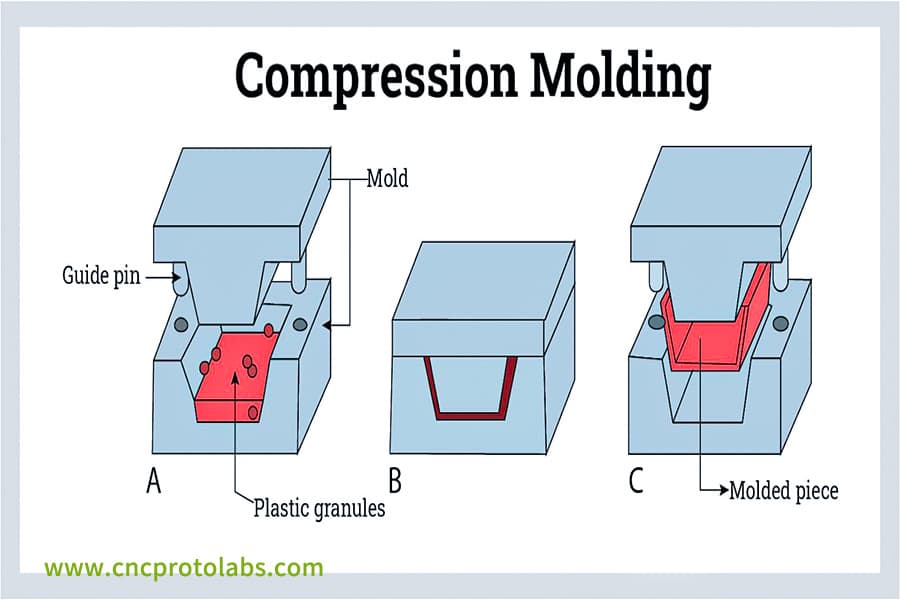
الشكل 2: رسم تخطيطي من ثلاث خطوات يوضح صب ضغط الإدخال، ويظهر حبيبات البلاستيك في القالب، وعملية الإغلاق، والقطعة المصبوبة النهائية ذات الجدران الرقيقة.
كيف يمكن التنبؤ بمخاطر التشوه والقضاء عليها أثناء مرحلة عملية إدراج النموذج الأولي؟
يمكن لعملية تشكيل النموذج الأولي أن تتنبأ بمخاطر التزييف وتحديد أفضل نافذة عملية قبل الإنتاج الضخم فقط عن طريق صنع قوالب سريعة وإجراء تحليل قالب المنتج جنبًا إلى جنب مع تصميم التجارب (DOE)، وهذه هي الطريقة التي تزيل بها مشكلات التشوه مباشرة من المصدر.
التحقق من محاكاة تحليل تدفق القالب
برنامج تحليل تدفق القالب هو الأداة التي يستخدمها المهندسون لمحاكاة المراحل المختلفة من عملية صب الإدراج مثل التعبئة والضغط والتبريد . يمكن للبرنامج أيضًا التنبؤ بدقة بتشوه صفحة الحرب.
على سبيل المثال، إذا كانت القيمة المتوقعة هي 0.05 مم، فإننا نقوم بتعديل تصميم القالب بحيث يمكن التحكم في القيمة المستهدفة الفعلية عند 0.02 مم، بالإضافة إلى ذلك، فإنها تساعد أيضًا في تحديد المواقع المعرضة للخطر بسبب الأضرار الجسيمة والتي يمكن استخدامها لتحسين القالب.
صنع القالب السريع والاختبار البدني
يتم هنا إنتاج دفعة صغيرة من 50-200 قطعة باستخدام قوالب الألومنيوم أو قوالب مطبوعة ثلاثية الأبعاد ، ويتم قياس انحرافات الأبعاد الكاملة باستخدام ماسح الضوء الأبيض.
تعمل طريقة الاختبار الفيزيائي هذه على تأكيد وضبط بيانات تحليل تدفق القالب، وهي مفيدة جدًا في تقديم بيانات موثوقة للإنتاج الضخم لقالب الفولاذ وبالتالي توفير خسائر الإنتاج الضخم الناتجة عن أخطاء التصميم.
اختيار المواد: كيفية مواجهة انكماش الهياكل ذات الجدران الرقيقة من خلال تعزيز الألياف؟
في صب القوالب، يمكن أن تكون تعزيزات الألياف وسيلة فعالة للغاية لتقليل الانكماش بشكل كبير. عادةً، إضافة 15%-50% من ألياف التقوية وإدارة اتجاه الألياف بعناية يمكن أن يؤدي إلى خفض إجمالي انكماش المادة من 1.5% إلى 0.1%-0. 3%. هذه طريقة جيدة جدًا للتعامل مع مشكلات الانكماش في الأجزاء الرقيقة جدًا من البلاستيك.
محتوى الألياف والتحكم في الاتجاه
يمكن تعزيز صلابة المواد إلى حد كبير بمحتوى عالي من الألياف. على سبيل المثال، معامل 30% GF PPS (كبريتيد البوليفينيلين المقوى بالألياف الزجاجية) هو أكثر من أربعة أضعاف، حيث يصل إلى 14 GPa من 3 GPa الأصلي.
ومع ذلك، يجب على المرء أن يكون حذرًا فيما يتعلق بتوجيه الألياف على طول اتجاه التدفق من خلال تصميم البوابة، بحيث لا تصبح الاختلافات في معدلات الانكماش بين الاتجاهين الرأسي والأفقي كبيرة جدًا بحيث ينتج عنها انحراف.
الحشوات المعدنية ودرجات الاعوجاج المنخفضة
إذا كان المنتج مطلوبًا بدرجة عالية من الخواص، فإن المعادن المفضلة ستكون تلك المعدنية (مثل التلك أو الميكا) أو الدرجات المنخفضة الخاصة بصفحة الحربة (مثل LCP). هذه المواد قادرة على تقليل مستوى تباين الخواص، مما يؤدي إلى بقاء التسطيح عند حوالي 0.1 مم/100 مم، وهو أمر ضروري للأجزاء الدقيقة.
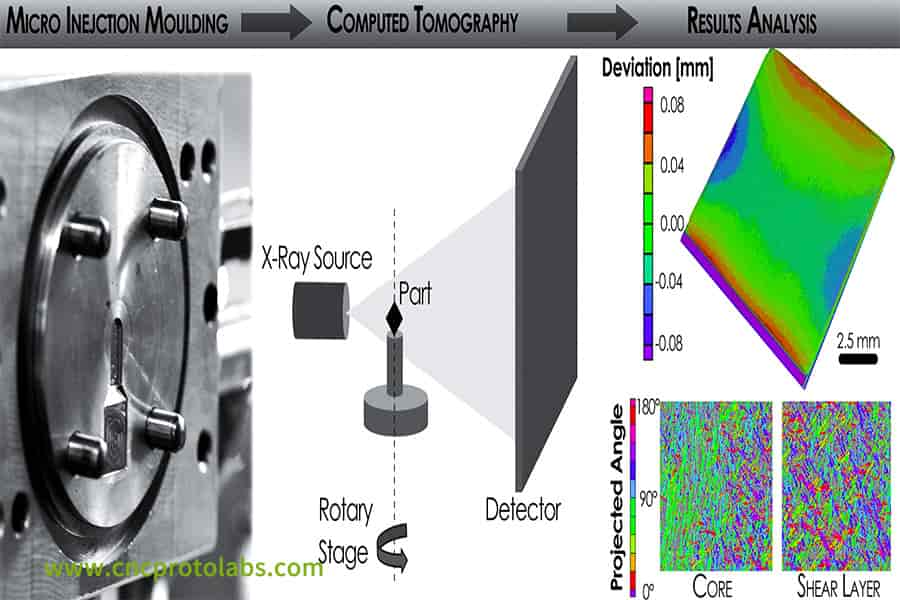
الشكل 3: رسم توضيحي مركب يُظهر صب الحقن الجزئي، والمسح المقطعي المحوسب لجزء على مرحلة دوارة، وخريطة تحليل مرمزة بالألوان لانحراف الجزء.
دراسة حالة JS Precision: صفحة تحريف المستشعر ذات الجدران الرقيقة تفي بالمعايير
عرضنا إدراج خدمات صب الحقن إلى إحدى شركات قطع غيار السيارات الدقيقة، مما ساعدهم في التغلب على مشكلة الالتواء في تشكيل إدخالات مستشعر الضغط ذات الجدران الرقيقة. هذه الحالة هي مثال مثالي لتميزنا التقني وقدرات الخدمة الشاملة.
التحديات التي واجهتها
أراد العميل إدراج مكونات صب لجهاز استشعار ضغط السيارات. سمك المنتج هو 0.25 ملم فقط، ويحتوي على ثلاثة دبابيس من الفولاذ المقاوم للصدأ.
اعتمد التصميم الأصلي على طريقة التشكيل الأفقي التقليدية. لسوء الحظ، أثناء الإنتاج الضخم، حدث انحراف شديد، مع تسطيح يبلغ 0.15 ملم، وهو أعلى بكثير من متطلبات العملاء البالغة 0.05 ملم.
وفي الوقت نفسه، ظهرت تشققات حول الإدخالات، مما أدى إلى معدل خردة يصل إلى 25%، مما أدى إلى ارتفاع تكاليف الإنتاج للعملاء وأدى أيضًا إلى عدم تسليم الطلبات في الوقت المحدد.
حل
قام فريقنا الهندسي أولاً بإجراء التحقق الأولي من خلال عملية صب إدراج النموذج الأولي بعد توليه المسؤولية. لقد قاموا بدمجها مع تحليل تدفق العفن، وتوقعوا حدوث انحراف يبلغ 0.02 ملم ثم طوروا حلاً مستهدفًا.
1. تغيير العملية:
تم اختيار عملية صب إدراج عمودي، والتي تستخدم تعويض الجاذبية لتحسين مسار تدفق الذوبان، مما يضمن تغطية دبابيس الإدخال المصنوعة من الفولاذ المقاوم للصدأ بشكل موحد وإزالة مناطق ظل التدفق.
2. التغيير المادي:
تم استبدال PBT القياسي الأصلي بـ 30% من الألياف الزجاجية المقواة PPS، والتي لديها معامل تمدد حراري أقرب إلى معامل التمدد الحراري من الفولاذ المقاوم للصدأ، وخصائص التدفق الخاصة بها أكثر ملاءمة لملء جدران رقيقة جدًا تبلغ 0.25 مم.
3. تغيير التفاصيل:
بالنظر إلى بيانات تحليل تدفق القالب، تم تغيير موقع البوابة من نقطة واحدة إلى صمام تسلسلي من نقطتين، وتم تحسين ضغط التثبيت من 50 ميجا باسكال إلى 35 ميجا باسكال مما أدى إلى مزيد من تقليل الضغط الداخلي.
النتائج النهائية
بمجرد تصنيع القالب الرسمي، كانت مساحة القطعة الأولية المصنوعة رسميًا تتراوح بين 0.02 مم و0.035 مم، وكانت قيمة CPK هي 1.33، وهو ما يلبي مواصفات العملاء تمامًا.
بالإضافة إلى ذلك، لم يتم رصد أي شقوق حول الملحق، وتم تخفيض معدل خردة الإنتاج الضخم من 25% المتوقعة إلى 1.5% فقط. وقد سمح هذا التحسين للعميل بتوفير حوالي 120.000 دولار أمريكي من نفقات خردة المواد كل عام وإنشاء عينات PPAP قبل ثلاثة أسابيع من الموعد المحدد، الأمر الذي نال استحسان العملاء.
هل ترغب في تحقيق صفحة انفتال منخفضة وإنتاجية عالية لمشاريع الإدخال ذات الجدران الرقيقة الخاصة بك؟ أرسل متطلبات المشروع التفصيلية الخاصة بك للحصول على حل مجاني مخصص لخدمات قولبة الحقن، مما يساعدك على تقليل التكاليف وزيادة الكفاءة.
الشكل 4: ثلاثة أجزاء بلاستيكية سوداء ذات هياكل معقدة ذات جدران رقيقة، مرتبة على خلفية زرقاء فاتحة، تعرض نتائج عملية التشكيل بالإدراج.
ما هي القيمة المضافة للحماية التي يمكن أن توفرها لك خدمات صب الحقن الاحترافية؟
يضمن مقدمو خدمات قولبة الحقن بالإدخال المحترفون العملية برمتها بدءًا من تحليل تدفق القالب وحتى تتبع الجودة، وعائد الإنتاج الضخم الذي يزيد عن 98%، مما يقلل تمامًا من تكاليف ومخاطر عملائنا.
التكامل الآلي للعملية الكاملة
يجمع حل وضع الإدخال الآلي الخاص بنا بين الأذرع الآلية وتحديد المواقع برؤية CCD (دقة 0.01 مم) وخدمات التفريغ الآلية. مثل هذا التكامل للأتمتة يزيد بشكل كبير من كفاءة الإنتاج. علاوة على ذلك، فهو يزيل الأخطاء الناتجة عن التشغيل اليدوي مما يؤدي إلى تعزيز اتساق المنتج وسلامة الإنتاج.
تتبع بيانات الجودة الصارمة
من خلال إمكانية تتبع دورة حياة المنتج، نقدم لعملائنا تقارير CPK، وتقارير قياس الحجم الكامل (بما في ذلك فحص CMM)، وتقارير فحص الأشعة السينية (للكشف عن المسامية الداخلية أو عدم المحاذاة في الإدخالات)، وشهادات المواد.
تضمن هذه المستندات إمكانية تتبع جودة المنتج والامتثال لمتطلبات الجودة الخاصة بالعملاء المتميزين.
وقفة واحدة للخدمات الهندسية
نحن نضمن التواصل السلس والتدريجي مع عملائنا بدءًا من التحقق من النموذج الأولي وحتى الإنتاج الضخم.
يعمل مهندسونا بشكل وثيق جدًا مع العملاء لتعديل القوالب بسرعة وكذلك إجراء مراجعة DFM (التصميم من أجل التصنيع) لجعل تصميم المنتج النهائي مناسبًا لعمليات الإنتاج الضخم، وبالتالي تجنب التكاليف المرتفعة والتأخيرات الناتجة عن تغييرات التصميم اللاحقة بشكل فعال.
هل لديك احتياجات واضحة للإنتاج الضخم وتريد عرض أسعار دقيقًا؟ اتصل بـ JS Precision، وقدم حجم الإنتاج الخاص بك ومتطلبات المنتج، ويمكنك بسرعة الحصول على عرض أسعار تفصيلي لخدمات صب الحقن.
الأسئلة الشائعة
س 1: ما هي المعلمة الأكثر صعوبة في التحكم في عملية صب الإدراج؟
المعلمات الأكثر تحديًا في عملية صب الإدراج هي الضغط ووقت التبريد. هذه المعلمات لها التأثير المباشر الأكبر على مستوى الضغط المتبقي في الجزء البلاستيكي وبالتالي على صفحة الالتواء النهائية. تعد عمليات التشغيل الاختبارية المتعددة ضرورية لتحقيق التحكم الدقيق في العملية.
Q2: ما هو الحد الأقصى لحجم الإدخال في عملية صب حقن الإدخال؟
يتم تحديد الحد الأقصى لحجم الإدخال الذي يمكن استيعابه بواسطة قوة التثبيت في الماكينة. إن مرافق JS Precision قادرة على التعامل مع الإدخالات التي يصل حجمها إلى 200 مم × 300 مم، وهو ما يكفي لمتطلبات صب الإدخال لمعظم المكونات الدقيقة.
س 3: ما هي المواد المناسبة لإدراج صب الضغط؟
يعتبر قالب الضغط المُدرج مناسبًا بشكل أساسي للمواد البلاستيكية الحرارية ذات اللزوجة المنخفضة والسيولة العالية، مثل LCP وPPS وبعض راتنجات الإيبوكسي. يمكن لهذه المواد أن تتكيف بشكل أفضل مع طرق التعبئة ذات الضغط المنخفض والسرعة المنخفضة.
س 4: ما هو العمر الافتراضي لقوالب النماذج الأولية السريعة المستخدمة في عملية صب إدراج النموذج الأولي؟
إن قوالب الألومنيوم للنماذج الأولية السريعة المستخدمة في عملية صب إدراج النموذج الأولي قادرة عمومًا على إنتاج 500-1000 جزء بمستوى ثابت من الجودة ، وهو أكثر من كافٍ للتحقق من النموذج الأولي والإنتاج التجريبي للدفعات الصغيرة.
س 5: كيف يمكن حل مشكلة خط اللحام حول المدخلات ذات الجدران الرقيقة؟
أحد الحلول هو رفع درجة حرارة القالب إلى 130-150 درجة مئوية أو استخدام التحكم في صمام تسلسل العداء الساخن، وتقنية التنفيس الفراغي وما إلى ذلك. على سبيل المثال، يمكن لهذه الأساليب أن تعزز بشكل كبير انصهار الذوبان وتقليل خطوط اللحام.
س 6: كيف يمكن التحقق من دقة تحديد موضع الإدخال داخل القالب؟
لكي نكون دقيقين جدًا، فإننا نطبق نظام فحص الرؤية CCD في القالب والذي يكون قادرًا على التحقق الدقيق من موضع الإدخال قبل إغلاق القالب. بهذه الطريقة يمكننا التأكد من أن الانحراف في موضع الإدخال أقل من 0.02 مم، وبالتالي يتم ضمان دقة أبعاد المنتج دائمًا.
س 7: كيف يمكن منع انحناء الإدخال أثناء عملية صب الإدخال؟
أفضل إجراء لتجنب ذلك هو خفض سرعة الملء من 100 مم/ثانية إلى 40 مم/ثانية ويجب أيضًا ضبط موقع البوابة جيدًا بحيث لا يصطدم المصهور بالمدخل مباشرة.
س 8: هل يمكنك تقديم تقرير صب كامل؟
بالتأكيد! ترافق JS Precision كل شحنة بوثائق الجودة الشاملة، مثل أوراق معلمات العملية وتقارير قياس الأبعاد (مع قيم CPK) وشهادة المواد، مما يجعل جودة المنتج قابلة للتتبع بالكامل.
ملخص
معظم حالات الالتواء في قوالب الإدخال ذات الجدران الرقيقة هي في الأساس مزيج من مشكلات المواد والعفن والمعالجة.
إن قولبة الإدخال العمودي، وتقنية العداء الساخن، وعملية قولبة إدخال النموذج الأولي، وخدمات قولبة حقن الإدخال الاحترافية هي طرق يمكن من خلالها التحكم في صفحة الحرب وصولاً إلى مستوى الميكرون، مما يسمح بإنتاج إنتاج ضخم عالي الدقة.
هل تريد شركة تقدم خدمات قولبة حقن الإدخال والتي يمكنها أن توفر لك الدعم الكامل طوال دورة الإنتاج بأكملها، بدءًا من التحقق من التصميم وحتى الإنتاج الضخم الدقيق؟
ثم، يجب عليك تواصل مع JS Precision ، والذي يمكنه أن يقدم لك مراجعة مجانية لسوق دبي المالي وتقرير تحليل تدفق القالب. سوف يقدمون لك يد العون في حل مشاكل تشكيل أنحف الجدران!

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

