

Proceso de moldeo por inserción Es un proceso central en la fabricación de productos de alta gama, como microequipos médicos y sensores automotrices de precisión. De hecho, para estos productos, incluso una deformación de 0,1 mm puede ser suficiente para inutilizar un componente completo.
Cuando el espesor de la pieza moldeada es superior a 0,5 mm y es necesario incrustar componentes metálicos o de circuito, los procesos tradicionales de moldeo por inserción se enfrentan a tres problemas principales: contracción desigual del moldeo, concentración de tensiones internas y deformación geométrica.
Por supuesto, estos defectos provocan el desperdicio de muchos productos y, al mismo tiempo, se retrasan los ciclos de lanzamiento del producto. ¿Quiere una solución práctica que, utilizando técnicas de ingeniería, pueda predecir y prevenir la deformación de insertos de paredes delgadas?
Resumen de respuestas principales
| Pregunta | Solución principal | Ventajas clave |
| ¿Por qué los insertos de paredes delgadas son propensos a deformarse? | Diferencia entre la tasa de contracción del material y la rigidez de las inserciones metálicas. | Identificar fuentes de tensión y cuantificar tendencias de deformación. |
| ¿Cómo solucionar la deformación asimétrica? | Compensación de gravedad de moldeo por inserción vertical | Utilice la gravedad para contrarrestar el desequilibrio del flujo. |
| ¿Cómo garantizar el saldo de llenado? | Tecnología de equilibrio de presión de canal caliente. | Relleno sincrónico multipunto para reducir el esfuerzo cortante. |
| ¿Cómo lidiar con paredes extremadamente delgadas? | Insertar moldeo por compresión | Moldeo de baja tensión, minimizando la orientación molecular. |
| ¿Cómo mitigar los riesgos por adelantado? | Proceso de moldeo por inserción de prototipos Validación | Análisis de flujo de molde + pruebas físicas, optimización temprana |
| ¿Cómo optimizar las propiedades de los materiales? | Mejorar el control de la orientación de la fibra | Suprimir la contracción, mejorar la estabilidad dimensional |
Conclusiones clave
- La principal dificultad en el moldeado por inserción de paredes delgadas es la disparidad en los coeficientes de expansión térmica entre el plástico y el metal. Por lo tanto, es necesario compensar sus diferencias en la optimización del proceso.
- El moldeado por inserción vertical es la forma más sencilla de manejar la geometría asimétrica porque el proceso utiliza la gravedad para ayudar con el llenado del molde.
- La confirmación temprana con un proceso de moldeo por inserción de prototipo puede reducir la probabilidad de deformación en la producción en masa en más de un 80 %.
- Al optar por servicios profesionales de moldeo por inyección de insertos, puede obtener un paquete completo de soporte de ingeniería, desde materiales y moldes hasta procesos.
¿Por qué confiar en esta guía? La experiencia de JS Precision en procesos de moldeo por inserción
Elegir un guía técnico confiable es cuestión de encontrar un socio que tenga suficiente experiencia y capacidad para cumplir. JS Precision, tras años de moldeado por inserción, ha desarrollado un conocimiento profundo, particularmente en la investigación, el desarrollo y la aplicación de la tecnología de moldeado por inserción de paredes delgadas.
JS Precision, siguiendo estrictamente las Norma ISO 13485:2016 , y utilizando su sistema de procesos bien establecido y soluciones personalizadas, ha abordado los problemas más importantes, como la deformación y el agrietamiento, para más de 5.000 clientes de alto nivel en todo el mundo en diversos sectores de fabricación de precisión, incluidos los de atención médica, automoción y electrónica.
Especialmente, seguimos siendo muy competentes en el moldeado de insertos de paredes ultrafinas con un espesor de pared de 0,3 mm.
Al comunicarse con nosotros, un cliente resolvió un problema importante relacionado con el moldeado de inserciones de sensores de pared delgada de 0,2 mm; el cliente era una famosa empresa de componentes automotrices. Si utilizaran métodos tradicionales de moldeo por inserción, su tasa de rechazo llegaría al 30%.
Optimizamos el proceso a través del proceso de moldeo por inserción de prototipos, reduciendo la tasa de desechos al 1,2 % y ahorrando a los clientes casi $200 000 en costos de materiales al año.
Además de eso, ayudamos a una empresa de dispositivos médicos a resolver su problema de moldeo de insertos de circuito de pared delgada de 0,22 mm, aplanando de 0,12 mm a 0,03 mm y aumentando el rendimiento al 99,1% , lo que a su vez permitió al cliente obtener la certificación médica.
Contamos con un equipo de ingeniería profesional y equipos de producción avanzados. También contamos con software de análisis de flujo de moldes de alta precisión y equipos de inspección por escaneo de luz blanca para garantizar la calidad de la producción.
Dado que también hemos realizado más de 10,000 proyectos de moldeo por inserción, somos capaces de hacer de todo, desde la verificación de prototipos hasta la producción en masa. Los proyectos de inserción de paredes delgadas (espesor de pared de 0,5 mm) representan el 65 % de nuestros proyectos totales y la satisfacción del cliente siempre está por encima del 98 %.
Nuestra principal fortaleza es integrar profundamente la selección de materiales, el diseño de moldes y la optimización de procesos. No esperamos a que aparezcan defectos de moldeo antes de reaccionar, sino que anticipamos y planificamos con anticipación los posibles riesgos y problemas de moldeo. Es por eso que solucionamos los problemas de deformación mediante la fuente, no mediante soluciones de posprocesamiento.
¿Quiere obtener una comprensión preliminar de las aplicaciones prácticas del proceso de moldeo por inserción? Comuníquese con un ingeniero de JS Precision y mencione "consulta de caso" para recibir una colección gratuita de estudios de casos exitosos de la industria y aprender rápidamente de experiencias de proyectos similares.
¿Por qué las piezas de paredes delgadas son propensas a deformarse durante el proceso de moldeo por inserción?
El moldeo por inserción es una técnica crucial en la producción de piezas de precisión de paredes delgadas.
Principalmente, el espesor y la flexibilidad contribuyen a la alta deformación en piezas de paredes delgadas durante el moldeo por inserción. Los principales aspectos que conducen a cambios de deformación en piezas de paredes delgadas son los desajustes en la contracción entre el plástico y el metal, la falta de uniformidad en la orientación molecular y las diferentes velocidades de enfriamiento.
Estudiamos los 3 factores principales que conducen al alabeo basándonos en el diseño internacional de moldes de inyección. norma ISO 294-1:2019 .
Tasa de contracción de diferentes materiales
La falta de coincidencia en el coeficiente de expansión térmica (CTE) de varios materiales es esencialmente la causa de la deformación. La siguiente tabla muestra la comparación del CET de los materiales más utilizados, así como de las inserciones metálicas, lo que explica mucho mejor por qué los riesgos de tensión surgen de estas diferencias.
| Tipo de material | Coeficiente de expansión térmica (CTE) / (10^-6/℃) | Tasa de contracción (%) | Espesor de pared delgada aplicable (mm) | Diferencia de tensión con inserto de acero inoxidable (MPa) |
| PPS (no reforzado) | 80-100 | 1.2-1.8 | 0,4-1,0 | 45-55 |
| 30% PPS reforzado con fibra de vidrio | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| LCP | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Acero inoxidable (304) | 16 | ≈0 | - | 0 |
| Inserto de cobre | 17 | ≈0 | - | 0 |
Anisotropía debida a la orientación del flujo
En el moldeo por inserción, las diferencias en la tasa de contracción entre la dirección del flujo de fusión y la dirección perpendicular pueden llegar al 20-50%. La alta orientación molecular causada por el área de flujo de fusión muy estrecha aumenta la tensión interna y finalmente produce deformación, especialmente en piezas de paredes delgadas con un espesor de pared inferior a 0,5 mm.
Por ejemplo, en el moldeado LCP de paredes delgadas, la tasa de contracción a lo largo del flujo es del 0,1%, pero la tasa de contracción perpendicular al flujo puede llegar al 0,3%, una diferencia lo suficientemente grande como para causar una deformación importante.
Tasa de enfriamiento desigual
Dado que los insertos metálicos poseen una conductividad térmica mucho mayor que los plásticos, pueden considerarse como disipadores de calor locales en las piezas, lo que provoca que el plástico circundante se enfríe a un ritmo muy alto .
Esto conduce a la formación de diferencias de temperatura entre los "puntos calientes" y los "puntos fríos" de la pieza: las áreas de enfriamiento rápido se contraen primero mientras que las áreas de enfriamiento lento se contraen después. Estas variaciones en la contracción son la causa directa de la deformación.
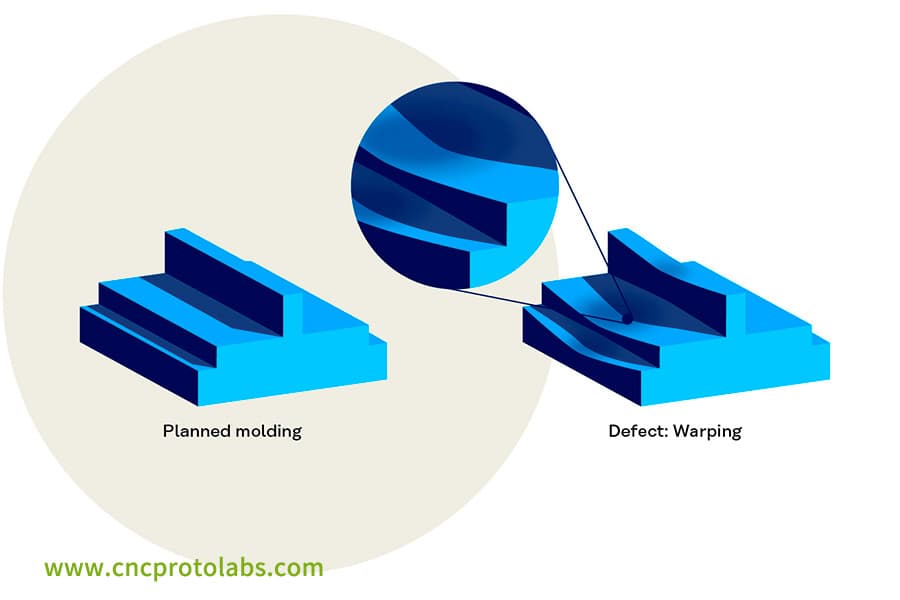
Figura 1: Comparación lado a lado de una pieza de plástico bien estructurada con la etiqueta "Moldeo planificado" y una versión deformada con la etiqueta "Defecto: deformación", con un recuadro que resalta el área deformada.
¿Cómo resolver la deformación asimétrica mediante compensación de gravedad en molduras de inserción vertical?
Las paredes delgadas del inserto de geometría asimétrica tienden a deformarse debido a una distribución desigual del flujo de fusión. Moldura de inserción vertical es una excelente manera de superar este desafío, ya que presenta cierre vertical del molde y llenado asistido por gravedad, que eliminan en gran medida el llenado asimétrico y la tensión retenida.
Llenado asistido por gravedad
La gravedad siempre actúa en la dirección del flujo de fusión en el moldeo por inserción vertical. Como resultado, este cuidadoso diseño minimiza la formación de "zonas de sombra" de flujo que normalmente surgen debido a la geometría del inserto (por ejemplo, pasadores y salientes).
Además, permite que la masa fundida cubra la superficie del inserto de manera uniforme y evita la concentración de tensiones debido a un llenado excesivo o insuficiente.
Posicionamiento y sujeción optimizados del inserto
El paso vertical en la moldura de inserción vertical permite que el inserto (como la rosca y el terminal) se coloque automáticamente por gravedad y se sujete de manera constante.
Este método de posicionamiento disminuye la desigualdad del espesor de la pared causada por la desalineación de la plaquita y mantiene las tolerancias muy ajustadas dentro de 0,02 mm, disminuyendo así significativamente las posibilidades de deformación asimétrica desde el principio.
A continuación se muestra una comparación de rendimiento entre los procesos de moldeo por inserción vertical y los procesos tradicionales de moldeo por inserción horizontal, que muestra sus ventajas de manera más intuitiva:
| Indicadores de desempeño | Moldura de inserción vertical | Proceso tradicional de moldeo por inserción horizontal | Mejora (%) | Tipos de plaquitas aplicables |
| Deformación asimétrica (mm) | ≤0,03 | 0,10-0,15 | 70-80 | Insertos de pasador e hilo |
| Precisión de posicionamiento de inserción (mm) | ±0,02 | ±0,05 | 60 | Insertos electrónicos de precisión |
| Uniformidad de llenado (%) | ≥98 | 85-90 | 8-15 | Inserciones geométricas complejas |
| Tasa de desperdicio (%) | ≤2 | 15-25 | 88-92 | Todas las inserciones asimétricas |
¿Tiene necesidades de molduras de inserción de paredes delgadas asimétricas y desea calcular los costos? Proporcione las dimensiones de su producto y el tipo de inserto para recibir una hoja de cálculo de costos del proceso de moldeo por inserto vertical gratuita y controlar su presupuesto por adelantado.
¿Cuáles son las tecnologías clave para equilibrar la presión del canal caliente en el proceso de moldeo por inyección de insertos?
En insertar proceso de moldeo por inyección , permitir que un canal caliente tenga presión equilibrada implica principalmente el uso de tecnología de canal caliente de válvula secuencial, que cuando se combina con retroalimentación de circuito cerrado de presión, facilita el llenado sincrónico y mantiene la fluctuación de presión de la cavidad en menos del 5%.
Control de canal caliente de válvula secuencial
Los ingenieros de calefacción llevan a cabo un análisis del flujo del molde, que es una forma de simular la ruta del flujo de fusión para determinar cómo se deben abrir las válvulas secuenciales.
Además de prevenir la formación de líneas de soldadura en áreas que probablemente se estresen, este enfoque de control también ayuda a ajustar las tasas de llenado de las regiones más delgadas y más gruesas, lo que lleva a un llenado uniforme de toda la pieza y reduce las tensiones internas.
Retroalimentación de circuito cerrado del sensor de presión
En el moldeo por inyección con insertos, los sensores de presión se colocan en lugares muy importantes de la cavidad (como el extremo del inserto).
Estos sensores detectan inmediatamente cualquier cambio en la presión de la cavidad y envían la información al sistema de control, que ajusta la presión de mantenimiento en tiempo real para que la presión en la cavidad sea siempre la misma y se minimice la deformación.
¿Quiere optimizar el control de la presión del canal caliente en su proceso de moldeo por inyección de insertos? Programe una consulta con uno de nuestros ingenieros profesionales para obtener una solución personalizada de equilibrio de presión.
¿Deberíamos considerar la posibilidad de insertar molduras por compresión ante los requisitos extremos de paredes delgadas?
Sí, es verdad. Si el espesor de la pared es inferior a 0,3 mm o la relación longitud-diámetro excede 150:1, el moldeo por compresión por inserción es la mejor opción. El proceso de llenado a baja velocidad y baja presión ayuda a reducir la tensión de corte en más del 60%, lo que puede evitar grietas y deformaciones.
Menor tensión de corte
El moldeo por inyección normal necesita una presión muy alta y una velocidad rápida para llenar las piezas de paredes delgadas, lo que provoca que las moléculas de plástico se corten mucho y aumenta el nivel de tensión residual incorporada.
Por otro lado, insertar moldeo por compresión Abre el molde inicialmente y luego lo cierra para presionar la masa fundida. Este enfoque llena la cavidad con flujo laminar. Como resultado, las moléculas de plástico casi no están orientadas, lo que reduce sustancialmente las tensiones internas y también previene la deformación.
Relleno exitoso de paredes ultrafinas
El moldeo por compresión por inserción se puede aplicar a las piezas donde se deben incrustar componentes electrónicos sensibles (por ejemplo, placas de circuito flexible FPC). Se diferencia de la técnica convencional por no causar daños al inserto debido al impacto de alta presión y, al mismo tiempo, por proporcionar una excelente precisión dimensional.
El índice CPK puede ser superior a 1,33, lo que indica que se pueden producir componentes de paredes extremadamente delgadas con un nivel de precisión muy alto.
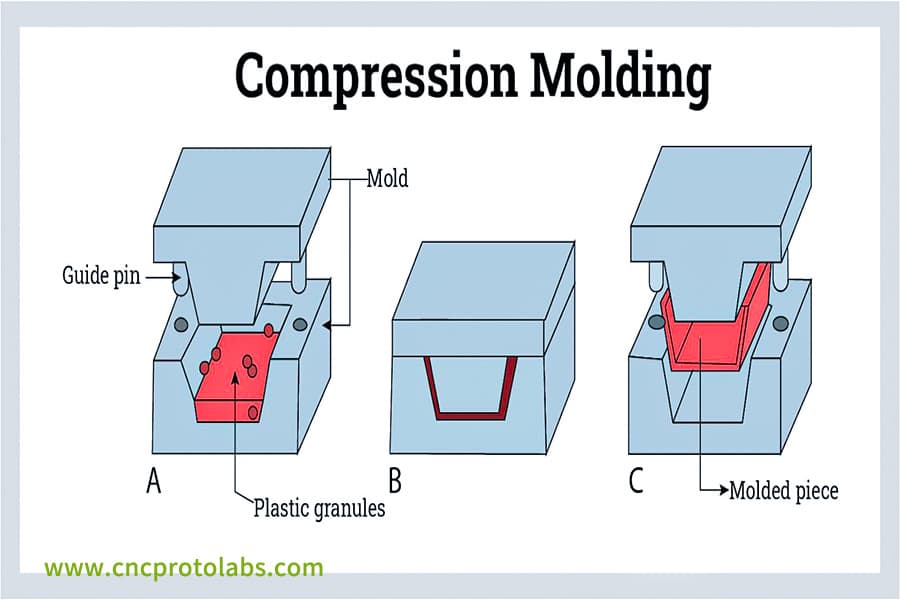
Figura 2: Un diagrama de tres pasos que ilustra el moldeo por compresión por inserción, que muestra los gránulos de plástico en el molde, el proceso de cierre y la pieza moldeada final de paredes delgadas.
¿Cómo predecir y eliminar los riesgos de deformación durante la etapa del proceso de moldeo por inserción de prototipos?
El proceso de moldeo por inserción de prototipos puede predecir los riesgos de deformación y determinar la mejor ventana de proceso antes de la producción en masa simplemente haciendo moldes rápidos y realizando un análisis del molde del producto combinado con el Diseño de Experimentos (DOE), así es como elimina los problemas de deformación directamente desde la fuente.
Verificación de simulación de análisis de flujo de molde
El software de análisis de flujo de molde es la herramienta que utilizan los ingenieros para simular diferentes etapas del proceso de moldeo por inserción, como llenado, mantenimiento de presión y enfriamiento . El software también puede pronosticar con precisión la deformación por alabeo.
Por ejemplo, si el valor previsto es 0,05 mm, modificamos el diseño del molde para que el valor objetivo real pueda controlarse en 0,02 mm; además, también ayuda a identificar las ubicaciones en riesgo de sufrir daños importantes y que se pueden utilizar para optimizar el molde.
Fabricación rápida de moldes y pruebas físicas
Aquí se producen pequeños lotes de 50 a 200 piezas utilizando moldes de aluminio o moldes impresos en 3D , y las desviaciones dimensionales completas se miden utilizando un escáner de luz blanca.
Este método de prueba física corrobora y ajusta los datos del análisis de flujo del molde, es muy útil para brindar datos confiables para la producción en masa de moldes de acero y, por lo tanto, ahorrar pérdidas de producción en masa resultantes de errores de diseño.
Selección de materiales: ¿Cómo contrarrestar la contracción de estructuras de paredes delgadas mediante fibras de refuerzo?
En el moldeado por inserción, los refuerzos de fibra pueden ser una forma muy eficaz de reducir significativamente la contracción. Por lo general, agregar entre un 15 % y un 50 % de fibras de refuerzo y gestionar cuidadosamente la orientación de las fibras puede reducir la contracción total del material del 1,5 % a un mínimo de 0,1 %-0. 3%. Esta es una muy buena manera de abordar los problemas de contracción en secciones muy delgadas de plástico.
Control de orientación y contenido de fibra
La rigidez del material se puede mejorar en gran medida con un alto contenido de fibra. Por ejemplo, el módulo de 30% GF PPS (sulfuro de polifenileno reforzado con fibras de vidrio) se cuadriplica con creces, subiendo a 14 GPa desde los 3 GPa originales.
Sin embargo, se debe tener cuidado con la orientación de las fibras a lo largo de la dirección del flujo a través del diseño de la compuerta, de modo que las diferencias en las tasas de contracción entre las direcciones vertical y horizontal no sean tan grandes que provoquen deformaciones.
Rellenos minerales y grados de baja deformación
Si se exige una alta isotropía en el producto, los minerales preferidos serán los laminares (por ejemplo, talco o mica) o los grados específicos de baja deformación (por ejemplo, LCP). Estos materiales son capaces de reducir el nivel de anisotropía, lo que hace que la planitud se mantenga en alrededor de 0, 1 mm/100 mm, lo cual es un requisito para las piezas de precisión.
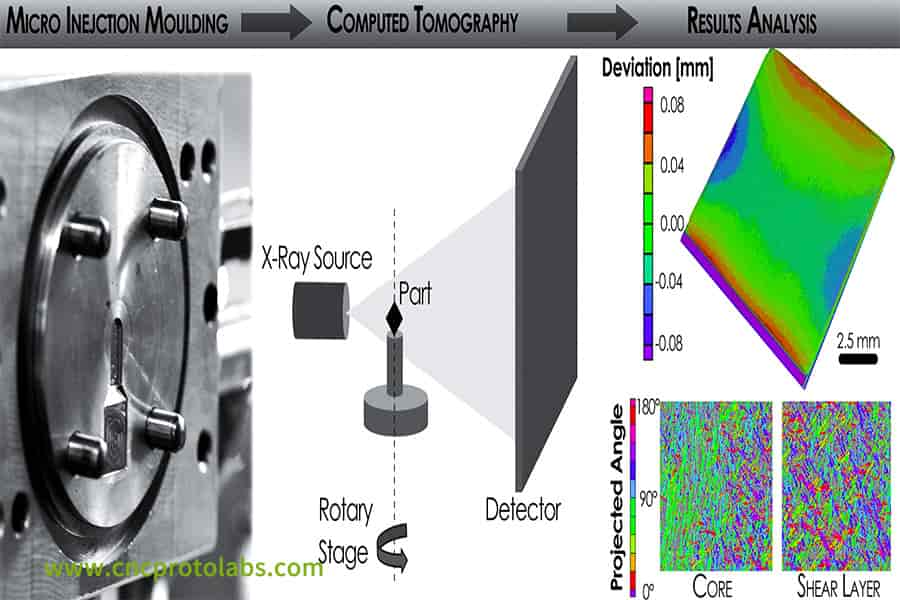
Figura 3: Una ilustración compuesta que muestra el moldeo por microinyección, la exploración por TC de una pieza en una platina giratoria y un mapa de análisis codificado por colores de la desviación de la pieza.
Estudio de caso de JS Precision: La deformación de la moldura de inserción del sensor de pared delgada cumple con los estándares
Ofrecimos insertar servicios de moldeo por inyección a una empresa de piezas de precisión para automóviles, que les ayudó a superar el problema de deformación al moldear insertos de sensores de presión de paredes delgadas. Este caso es un ejemplo perfecto de nuestra excelencia técnica y capacidades de servicio integral.
Desafíos encontrados
El cliente quería componentes de moldeo por inserción para un sensor de presión para automóviles. El grosor del producto es de solo 0, 25 mm y tiene tres inserciones de pasador de acero inoxidable.
El diseño original se basó en un método tradicional de moldeo por inserción horizontal. Desafortunadamente, durante la producción en masa, se produjeron deformaciones severas, con una planitud de 0,15 mm, mucho más que el requisito de 0,05 mm del cliente.
Al mismo tiempo, se desarrollaron grietas alrededor de los insertos, lo que provocó una tasa de desperdicio de hasta el 25%, lo que elevó los costos de producción del cliente y también provocó que los pedidos no se entregaran a tiempo.
Solución
Nuestro equipo de ingeniería primero realizó una verificación preliminar mediante el proceso de moldeo por inserción del prototipo después de que asumieron el control. Lo combinaron con un análisis de flujo del molde, predijeron una deformación de 0,02 mm y luego desarrollaron una solución específica.
1. Cambio de proceso:
Se eligió un proceso de moldeo por inserción vertical, que utilizó compensación de gravedad para optimizar la trayectoria del flujo de fusión, asegurando que los pasadores de inserción de acero inoxidable estuvieran cubiertos uniformemente y se eliminaran las zonas de sombra del flujo.
2. Cambio de Materiales:
El PBT estándar original fue reemplazado por PPS reforzado con un 30% de fibra de vidrio, que tiene un coeficiente de expansión térmica más cercano al del inserto de acero inoxidable y sus características de flujo son más adecuadas para rellenar paredes ultrafinas de 0,25 mm.
3. Cambio de detalles:
Teniendo en cuenta los datos del análisis de flujo del molde, la ubicación de la compuerta se cambió de un solo punto a una válvula secuencial de dos puntos y la presión de mantenimiento se optimizó de 50 MPa a 35 MPa, lo que resultó en una mayor reducción de la tensión interna.
Resultados finales
Una vez fabricado el molde oficial, la planitud de la pieza inicial fabricada oficialmente osciló entre 0,02 mm y 0,035 mm, siendo el valor CPK de 1,33, lo que cumplía totalmente con las especificaciones del cliente.
Además, no se detectaron grietas alrededor del inserto y la tasa de desperdicio de producción en masa se redujo del 25 % esperado a solo el 1,5 %. Dicha optimización ha permitido al cliente ahorrar alrededor de $120 000 en gastos de desechos de material cada año y crear muestras de PPAP con tres semanas de anticipación, lo que obtuvo elogios de los clientes.
¿Quiere lograr una baja deformación y un alto rendimiento en sus proyectos de plaquitas de paredes delgadas? Envíe los requisitos detallados de su proyecto para recibir una solución personalizada y gratuita de servicios de moldeo por inyección de insertos, que le ayudará a reducir costes y aumentar la eficiencia.
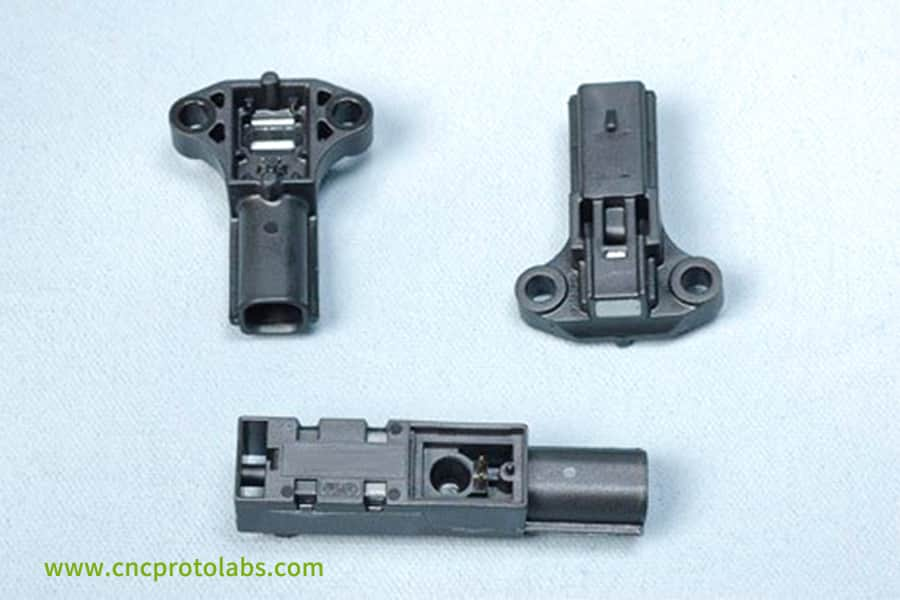
Figura 4: Tres piezas de plástico negro con estructuras complejas de paredes delgadas, dispuestas sobre un fondo azul claro, que muestran los resultados de un proceso de moldeo por inserción.
¿Qué protección de valor agregado pueden brindarle los servicios profesionales de moldeo por inyección de insertos?
Los proveedores profesionales de servicios de moldeo por inyección de insertos garantizan todo el proceso, desde el análisis del flujo del molde hasta la trazabilidad de la calidad y un rendimiento de producción en masa de >98%, lo que reduce completamente los costos y riesgos de nuestros clientes.
Integración automatizada de proceso completo
Nuestra solución de colocación automatizada de insertos combina brazos robóticos, posicionamiento por visión CCD (precisión de 0,01 mm) y servicios de descarga automatizada. Esta integración de la automatización aumenta drásticamente la eficiencia de la producción. Además, elimina los errores resultantes de la operación manual, lo que mejora aún más la consistencia del producto y la seguridad de la producción.
Trazabilidad de datos de calidad estricta
A través de la trazabilidad del ciclo de vida del producto, entregamos a nuestros clientes informes CPK, informes de medición de tamaño completo (incluida la inspección CMM), informes de inspección por rayos X (para detectar porosidad interna o desalineación en insertos) y certificados de materiales.
Estos documentos garantizan la trazabilidad de la calidad del producto y cumplen con los requisitos de calidad de los más altos clientes finales.
Servicios de ingeniería integrales
Garantizamos una comunicación fluida y progresiva con nuestros clientes desde la verificación del prototipo hasta la producción en masa.
Nuestros ingenieros trabajan muy de cerca con los clientes para modificar rápidamente los moldes y también realizar una revisión DFM (Diseño para la Manufacturabilidad) para que el diseño del producto final sea adecuado para los procesos de producción en masa, evitando así de manera efectiva los mayores costos y retrasos que resultan de cambios de diseño posteriores.
¿Tiene necesidades claras de producción en masa y desea una cotización precisa? Comuníquese con JS Precision, proporcione su volumen de producción y los requisitos del producto, y podrá obtener rápidamente una cotización detallada para los servicios de moldeo por inyección de insertos.
Preguntas frecuentes
P1: ¿Cuál es el parámetro más difícil de controlar en el proceso de moldeo por inserción?
Los parámetros más desafiantes en el proceso de moldeo por inserción son la presión de mantenimiento y el tiempo de enfriamiento. Estos parámetros tienen el impacto más directo en el nivel de tensiones residuales en la pieza plástica y por tanto en el alabeo final. Se necesitan múltiples ejecuciones de prueba para lograr un control estricto del proceso.
P2: ¿Cuál es el tamaño máximo de inserción en el proceso de moldeo por inyección de inserción?
El tamaño máximo de plaquita que se puede acomodar está determinado por la fuerza de sujeción de la máquina. Las instalaciones de JS Precision son capaces de manejar insertos de hasta 200 mm x 300 mm, lo que es suficiente para los requisitos de moldeo de insertos de la mayoría de los componentes de precisión.
P3: ¿Qué materiales son adecuados para el moldeo por compresión por inserción?
El moldeo por compresión por inserción es principalmente adecuado para materiales termoplásticos con baja viscosidad y alta fluidez, como LCP, PPS y algunas resinas epoxi. Estos materiales pueden adaptarse mejor a los métodos de llenado por compresión a baja velocidad y baja presión.
P4: ¿Cuál es la vida útil de los moldes de creación rápida de prototipos utilizados en el proceso de moldeo por inserción de prototipos?
Los moldes de aluminio de creación rápida de prototipos utilizados en el proceso de moldeo por inserción de prototipos generalmente son capaces de producir entre 500 y 1000 piezas con un nivel estable de calidad , lo que es más que suficiente para la verificación de prototipos y la producción de prueba en lotes pequeños.
P5: ¿Cómo resolver el problema de la línea de soldadura alrededor de insertos de paredes delgadas?
Una solución sería elevar la temperatura del molde a 130-150 °C o emplear control de válvula de secuencia de canal caliente, tecnología de ventilación al vacío, etc. Por ejemplo, estos enfoques pueden mejorar en gran medida la fusión de la masa fundida y minimizar las líneas de soldadura.
P6: ¿Cómo verificar la precisión de posicionamiento del inserto dentro del molde?
Para ser muy precisos, implementamos un sistema de inspección por visión CCD en el molde que es capaz de verificar exactamente la posición del inserto antes del cierre del molde. De esta manera podemos asegurar que la desviación en la posición del inserto sea inferior a 0,02 mm, por lo que siempre se garantiza la precisión dimensional del producto.
P7: ¿Cómo evitar que el inserto se doble durante el proceso de moldeo del inserto?
La mejor medida para evitar esto es reducir la velocidad de llenado de 100 mm/s a 40 mm/s y la ubicación de la compuerta también debe ajustarse para que la masa fundida no golpee directamente el inserto.
P8: ¿Pueden proporcionar un informe completo sobre moldeo?
¡Ciertamente! JS Precision acompaña cada envío con documentación de calidad exhaustiva, como hojas de parámetros de proceso, informes de medición dimensional (con valores CPK) y certificación de materiales, lo que hace que la calidad del producto sea totalmente trazable.
Resumen
La mayoría de los casos de deformación en molduras de inserción de paredes delgadas son esencialmente una combinación de problemas de material, molde y procesamiento.
El moldeo por inserción vertical, la tecnología de canal caliente, el proceso de moldeo por inserción de prototipos y los servicios profesionales de moldeo por inyección de inserción son formas a través de las cuales se puede controlar la deformación hasta el nivel de micras, permitiendo así la producción en masa de alta precisión.
¿Quiere una empresa de servicios de moldeo por inyección de insertos que pueda brindarle soporte total durante todo el ciclo de producción, desde la verificación del diseño hasta la producción en masa de precisión?
Entonces, deberías póngase en contacto con JS Precisión , quien puede brindarle una revisión DFM gratuita y un informe de análisis de flujo del molde. ¡Le ayudarán a resolver los problemas de molduras de inserción de paredes más delgadas!

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

