

Insert-Molding-Verfahren ist ein Kernprozess bei der Herstellung von High-End-Produkten wie mikromedizinischen Geräten und Präzisionssensoren für die Automobilindustrie. Tatsächlich kann bei diesen Produkten bereits eine Verformung von 0,1 mm ausreichen, um ein ganzes Bauteil unbrauchbar zu machen.
Wenn die Dicke des Formteils mehr als 0,5 mm beträgt und es notwendig ist, Metall- oder Schaltkreiskomponenten einzubetten, sind die herkömmlichen Umspritzverfahren mit drei großen Problemen konfrontiert: ungleichmäßige Formschrumpfung, innere Spannungskonzentration und geometrische Verformung.
Natürlich führen solche Mängel zur Verschwendung vieler Produkte und verzögern gleichzeitig die Produkteinführungszyklen. Möchten Sie eine praktische Lösung, die mithilfe technischer Techniken die Verformung dünnwandiger Einsätze vorhersagen und verhindern kann?
Zusammenfassung der Kernantwort
| Frage | Kernlösung | Hauptvorteile |
| Warum neigen dünnwandige Einsätze zum Verziehen? | Unterschied zwischen Materialschrumpfungsrate und der Steifigkeit von Metalleinsätzen. | Identifizieren Sie Spannungsquellen und quantifizieren Sie Verformungstrends. |
| Wie löst man eine asymmetrische Verformung? | Kompensation der Schwerkraft des vertikalen Einsatzformteils | Nutzen Sie die Schwerkraft, um Strömungsungleichgewichten entgegenzuwirken. |
| Wie stellt man das Füllgleichgewicht sicher? | Heißkanal-Druckausgleichstechnologie. | Mehrpunkt-Synchronfüllung zur Reduzierung der Scherspannung. |
| Wie gehe ich mit extrem dünnen Wänden um? | Formpressen einsetzen | Spannungsarmes Formen, Minimierung der molekularen Orientierung. |
| Wie können Risiken im Voraus gemindert werden? | Prototyp-Insert-Molding-Prozess Validierung | Formflussanalyse + physikalische Tests, frühzeitige Optimierung |
| Wie lassen sich Materialeigenschaften optimieren? | Verbessern Sie die Kontrolle der Faserausrichtung | Schrumpfung unterdrücken, Dimensionsstabilität verbessern |
Wichtige Erkenntnisse
- Die Hauptschwierigkeit beim dünnwandigen Einsatzformen ist die Ungleichheit der Wärmeausdehnungskoeffizienten zwischen Kunststoff und Metall. Daher ist es erforderlich, ihre Unterschiede in der Prozessoptimierung auszugleichen.
- Das vertikale Einlegegießen ist die einfachste Möglichkeit , asymmetrische Geometrien zu handhaben, da der Prozess die Schwerkraft nutzt, um das Füllen der Form zu unterstützen.
- Eine frühzeitige Bestätigung mit einem Prototyp-Umspritzverfahren kann die Wahrscheinlichkeit eines Verzugs in der Massenproduktion um mehr als 80 % verringern.
- Wenn Sie sich für professionelle Einlegespritzgussdienstleistungen entscheiden, erhalten Sie ein komplettes Paket an technischer Unterstützung von Materialien und Formen bis hin zu Prozessen.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision in Insert-Molding-Prozessen
Bei der Auswahl eines zuverlässigen technischen Leitfadens kommt es darauf an, einen Partner zu finden, der über genügend Erfahrung und die Fähigkeit zur Lieferung verfügt . JS Precision hat sich durch die jahrelange Erfahrung im Umspritzen ein umfassendes Wissen angeeignet, insbesondere in der Forschung, Entwicklung und Anwendung der dünnwandigen Umspritztechnologie.
JS Precision, durch strikte Befolgung der ISO 13485:2016-Standard Mit seinem bewährten Prozesssystem und maßgeschneiderten Lösungen hat das Unternehmen die wichtigsten Probleme wie Verzug und Rissbildung für mehr als 5.000 High-End-Kunden weltweit in verschiedenen Präzisionsfertigungssektoren, darunter Gesundheitswesen, Automobil und Elektronik, gelöst.
Insbesondere sind wir weiterhin äußerst kompetent im Formen von ultradünnwandigen Einsätzen mit einer Wandstärke von 0,3 mm.
Durch die Kommunikation mit uns löste ein Kunde ein großes Problem im Zusammenhang mit dem Formen von 0,2 mm dünnwandigen Sensoreinsätzen. Bei dem Kunden handelte es sich um ein bekanntes Unternehmen für Automobilkomponenten. Würden sie herkömmliche Umspritzverfahren verwenden, läge die Ausschussquote bei bis zu 30 %.
Wir haben den Prozess durch den Prototyp-Insert-Molding-Prozess optimiert, die Ausschussrate auf 1,2 % reduziert und Kunden jährlich fast 200.000 US-Dollar an Materialkosten eingespart.
Darüber hinaus haben wir einem Unternehmen für medizinische Geräte bei der Lösung seines Problems beim Formen von 0,22 mm dünnwandigen Schaltkreiseinsätzen geholfen, indem wir die Dicke von 0,12 mm auf 0,03 mm abgeflacht und die Ausbeute auf 99,1 % erhöht haben , was es dem Kunden wiederum ermöglicht hat, sich die medizinische Zertifizierung zu sichern.
Wir verfügen über ein professionelles Engineering-Team und fortschrittliche Produktionsausrüstung. Wir verfügen außerdem über hochpräzise Software zur Formflussanalyse und Weißlicht-Scanning-Inspektionsgeräte, um die Qualität der Produktion sicherzustellen.
Da wir auch mehr als 10.000 Insert-Molding-Projekte durchgeführt haben, sind wir in der Lage, alles von der Prototypenüberprüfung bis zur Massenproduktion zu erledigen. Projekte mit dünnwandigen Einsätzen (Wandstärke 0,5 mm) machen 65 % unserer Gesamtprojekte aus und die Kundenzufriedenheit liegt stets über 98 %.
Unsere Hauptstärke liegt in der umfassenden Integration von Materialauswahl, Formenbau und Prozessoptimierung. Wir warten nicht darauf, dass Gussfehler auftauchen, bevor wir reagieren, sondern wir antizipieren und planen vorausschauend die möglichen Gussrisiken und -probleme. Aus diesem Grund beheben wir die Verzugsprobleme durch die Quelle und nicht durch die Nachbearbeitungslösungen.
Möchten Sie einen ersten Einblick in die praktischen Anwendungen des Insert-Molding-Verfahrens gewinnen? Kontaktieren Sie einen JS Precision-Ingenieur und erwähnen Sie „Fallberatung“, um eine kostenlose Sammlung erfolgreicher Branchen-Fallstudien zu erhalten und schnell aus ähnlichen Projekterfahrungen zu lernen.
Warum neigen dünnwandige Teile beim Umspritzen zum Verziehen?
Das Umspritzen von Einsätzen ist eine entscheidende Technik bei der Herstellung dünnwandiger Präzisionsteile.
Vor allem die Dicke und Flexibilität tragen zum hohen Verzug in dünnwandigen Teilen beim Umspritzen bei. Die Hauptaspekte, die zu Verzugsänderungen bei dünnwandigen Teilen führen, sind Diskrepanzen in der Schrumpfung zwischen Kunststoff und Metall, ungleichmäßige Molekülorientierung und unterschiedliche Abkühlgeschwindigkeiten.
Wir untersuchen die drei Hauptfaktoren, die zum Verzug führen, basierend auf der internationalen Spritzgussformkonstruktion Norm ISO 294-1:2019 .
Unterschiedliche Materialschrumpfrate
Die Nichtübereinstimmung des Wärmeausdehnungskoeffizienten (CTE) verschiedener Materialien ist im Wesentlichen die Ursache für Verzug. Die folgende Tabelle zeigt den Vergleich des WAK der am häufigsten verwendeten Materialien sowie Metalleinlagen, der deutlich besser erklärt, warum sich aus diesen Unterschieden Spannungsrisiken ergeben.
| Materialtyp | Wärmeausdehnungskoeffizient (CTE) / (10^-6/℃) | Schrumpfungsrate (%) | Anwendbare dünne Wandstärke (mm) | Spannungsunterschied mit Edelstahleinsatz (MPa) |
| PPS (unverstärkt) | 80-100 | 1,2-1,8 | 0,4-1,0 | 45-55 |
| 30 % glasfaserverstärktes PPS | 25-35 | 0,2-0,5 | 0,2-0,8 | 15-25 |
| LCP | 15-25 | 0,1-0,3 | 0,15-0,6 | 10-20 |
| Edelstahl (304) | 16 | ≈0 | - | 0 |
| Kupfereinsatz | 17 | ≈0 | - | 0 |
Anisotropie aufgrund der Strömungsorientierung
Beim Umspritzen können Unterschiede in der Schrumpfrate zwischen der Schmelzflussrichtung und der senkrechten Richtung bis zu 20–50 % betragen. Eine durch den sehr schmalen Schmelzflussbereich verursachte hohe Molekülorientierung erhöht die innere Spannung und führt schließlich zu Verzug, insbesondere bei dünnwandigen Teilen mit einer Wandstärke von weniger als 0,5 mm.
Beispielsweise beträgt beim dünnwandigen LCP-Formteil die Schrumpfungsrate entlang der Strömung 0,1 %, die Schrumpfungsrate senkrecht zur Strömung kann jedoch bis zu 0,3 % betragen, ein Unterschied, der groß genug ist, um eine starke Verformung zu verursachen.
Ungleichmäßige Abkühlrate
Da Metalleinsätze eine deutlich höhere Wärmeleitfähigkeit als Kunststoffe besitzen, können sie als lokale Wärmesenken in den Bauteilen angesehen werden, die zu einer sehr starken Abkühlung des umgebenden Kunststoffs führen.
Dies führt zur Bildung von Temperaturunterschieden zwischen den „Hot Spots“ und „Cold Spots“ des Teils. Die schnell abkühlenden Bereiche schrumpfen zuerst, während die langsam abkühlenden Bereiche später schrumpfen. Solche Schwindungsschwankungen sind die direkte Ursache für Verzug.
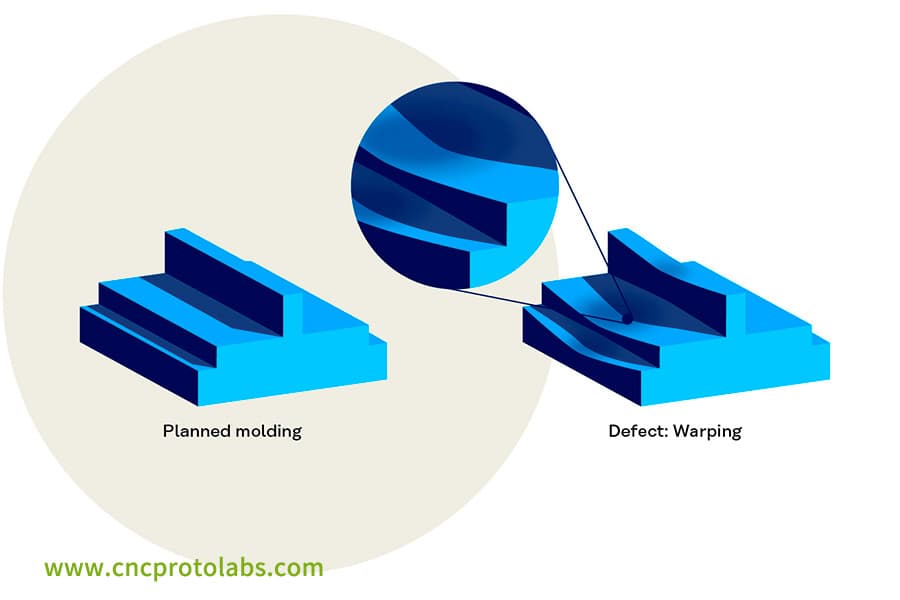
Abbildung 1: Ein direkter Vergleich eines gut strukturierten Kunststoffteils mit der Aufschrift „Geplante Formgebung“ und einer verformten Version mit der Aufschrift „Defekt: Verzug“, wobei ein Einschub den verzogenen Bereich hervorhebt.
Wie kann eine asymmetrische Verformung durch Schwerkraftkompensation beim vertikalen Einlegeformen gelöst werden?
Dünne Einsatzwände mit asymmetrischer Geometrie neigen aufgrund einer ungleichmäßigen Verteilung des Schmelzflusses dazu, sich zu verziehen. Vertikales Einsatzformteil ist eine großartige Möglichkeit, diese Herausforderung zu meistern, da es über vertikales Formschließen und schwerkraftunterstütztes Füllen verfügt, wodurch asymmetrisches Füllen und Restspannungen weitgehend vermieden werden.
Schwerkraftunterstütztes Befüllen
Beim vertikalen Umspritzen wirkt die Schwerkraft immer in Richtung des Schmelzeflusses. Dadurch minimiert dieses durchdachte Design die Bildung von Strömungsschattenzonen , die typischerweise aufgrund der Einsatzgeometrie (z. B. Stifte und Vorsprünge) entstehen.
Darüber hinaus ermöglicht es eine gleichmäßige Bedeckung der Einsatzoberfläche mit der Schmelze und verhindert Spannungskonzentrationen aufgrund von Unter- oder Überfüllung.
Optimierte Positionierung und Klemmung des Einsatzes
Durch die vertikale Stufe beim vertikalen Einsatzformen kann der Einsatz (wie Gewinde und Anschluss) automatisch durch die Schwerkraft positioniert und stabil festgeklemmt werden.
Diese Positionierungsmethode verringert die Unebenheit der Wandstärke, die durch eine Fehlausrichtung des Einsatzes verursacht wird, und hält die Toleranzen sehr eng innerhalb von 0,02 mm, wodurch die Wahrscheinlichkeit einer asymmetrischen Verformung von Anfang an deutlich verringert wird .
Nachfolgend finden Sie einen Leistungsvergleich zwischen vertikalem Einsatzformverfahren und herkömmlichen horizontalen Einsatzformverfahren, der die Vorteile intuitiver darstellt:
| Leistungsindikatoren | Vertikales Einsatzformen | Traditionelles horizontales Insert-Molding-Verfahren | Verbesserung (%) | Anwendbare Einsatztypen |
| Asymmetrische Verformung (mm) | ≤0,03 | 0,10–0,15 | 70-80 | Stift- und Gewindeeinsätze |
| Positionierungsgenauigkeit des Einsatzes (mm) | ±0,02 | ±0,05 | 60 | Präzisions-Elektronikeinsätze |
| Füllgleichmäßigkeit (%) | ≥98 | 85-90 | 8-15 | Komplexe geometrische Einsätze |
| Ausschussrate (%) | ≤2 | 15-25 | 88-92 | Alle asymmetrischen Einsätze |
Haben Sie Bedarf an asymmetrischen dünnwandigen Einlegeteilen und möchten die Kosten kalkulieren? Geben Sie Ihre Produktabmessungen und den Einsatztyp an, um ein kostenloses Kostenberechnungsblatt für den vertikalen Einsatzformprozess zu erhalten und Ihr Budget im Voraus zu kontrollieren.
Was sind die Schlüsseltechnologien zum Ausgleich des Heißkanaldrucks im Einlegespritzgussverfahren?
In Einlegespritzgussverfahren Um einen Druckausgleich bei einem Heißkanal zu ermöglichen, ist vor allem die Verwendung der Heißkanaltechnologie mit sequentiellen Ventilen erforderlich, die in Kombination mit einer Druckrückführung mit geschlossenem Regelkreis eine synchrone Befüllung ermöglicht und die Druckschwankung in der Kavität auf weniger als 5 % hält.
Sequentielle Ventil-Heißkanalsteuerung
Die Heizungsingenieure führen eine Formflussanalyse durch, mit der sie den Schmelzeflussweg simulieren und so ermitteln können, wie die Folgeventile geöffnet werden sollen.
Dieser Kontrollansatz verhindert nicht nur die Bildung von Bindenähten in Bereichen, die wahrscheinlich Spannungen ausgesetzt sind, sondern hilft auch dabei, die Füllraten der dünnsten und dicksten Bereiche anzupassen, was zu einer gleichmäßigen Füllung des gesamten Teils führt und interne Spannungen senkt.
Rückkopplung des Drucksensors mit geschlossenem Regelkreis
Beim Einlegespritzgießen werden Drucksensoren an sehr wichtigen Stellen in der Kavität platziert (z. B. am Ende des Einlegeteils).
Diese Sensoren erkennen jede Änderung des Kavitätsdrucks sofort und senden die Informationen an das Steuerungssystem zurück, das den Nachdruck in Echtzeit anpasst, sodass der Druck in der Kavität immer gleich ist und Verformungen minimiert werden.
Möchten Sie die Heißkanaldruckregelung in Ihrem Einlegespritzgussprozess optimieren? Vereinbaren Sie einen Beratungstermin mit einem unserer professionellen Ingenieure für eine maßgeschneiderte Druckausgleichslösung.
Sollten wir angesichts der extrem dünnen Wandanforderungen über Insert-Pressformen nachdenken?
Ja, es ist wahr. Wenn die Wandstärke unter 0,3 mm liegt oder das Verhältnis von Länge zu Durchmesser 150:1 übersteigt, ist das Umspritzen durch Umspritzen die beste Wahl. Der Füllvorgang bei niedriger Geschwindigkeit und niedrigem Druck trägt dazu bei, die Scherspannung um mehr als 60 % zu reduzieren, wodurch Risse und Verformungen verhindert werden können.
Geringere Scherspannung
Normales Spritzgießen erfordert einen sehr hohen Druck und eine hohe Geschwindigkeit, um die dünnwandigen Teile zu füllen, was zu einer starken Scherung der Kunststoffmoleküle führt und die eingebaute Eigenspannung erhöht.
Auf der anderen Seite, Formpressen einsetzen öffnet zunächst die Form und schließt sie dann, um die Schmelze zu pressen. Dieser Ansatz füllt den Hohlraum mit laminarer Strömung. Dadurch sind die Kunststoffmoleküle nahezu unorientiert, was die inneren Spannungen deutlich verringert und zudem ein Verziehen verhindert.
Erfolgreiche Füllung von ultradünnen Wänden
Das Insert-Pressverfahren kann auf Teile angewendet werden, in denen empfindliche elektronische Komponenten eingebettet werden müssen (z. B. flexible FPC-Leiterplatten). Der Unterschied zur herkömmlichen Technik besteht darin, dass der Einsatz durch den hohen Druck nicht beschädigt wird und gleichzeitig eine hervorragende Maßhaltigkeit gewährleistet ist.
Der CPK-Index kann über 1,33 liegen, was darauf hinweist, dass extrem dünnwandige Bauteile mit sehr hoher Präzision hergestellt werden können.
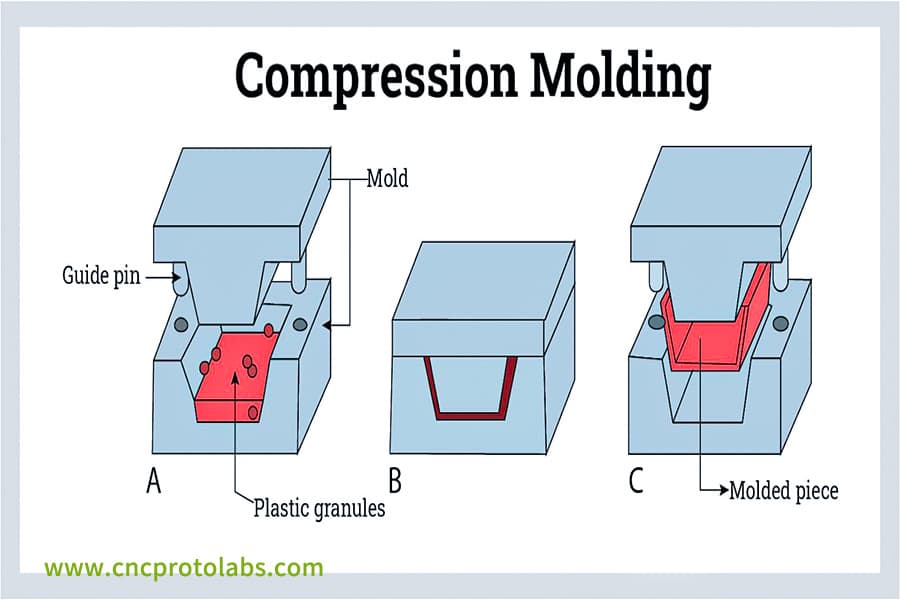
Abbildung 2: Ein dreistufiges Diagramm zur Veranschaulichung des Formpressens mit Kunststoffgranulat in der Form, dem Schließvorgang und dem endgültigen dünnwandigen Formteil.
Wie können Verformungsrisiken während der Phase des Prototypen-Umspritzens vorhergesagt und beseitigt werden?
Der Prototyp-Umspritzprozess kann Verzugsrisiken vorhersagen und das beste Prozessfenster vor der Massenproduktion bestimmen, indem einfach schnelle Formen hergestellt und eine Produktformanalyse in Kombination mit Design of Experiments (DOE) durchgeführt werden. Dadurch werden Verformungsprobleme direkt an der Quelle beseitigt.
Simulationsüberprüfung der Formflussanalyse
Software zur Formflussanalyse ist das Werkzeug, mit dem Ingenieure verschiedene Phasen des Umspritzprozesses simulieren, z. B. Füllen, Nachdruck und Abkühlen . Die Software kann auch Verformungen durch Verzug genau vorhersagen.
Wenn der prognostizierte Wert beispielsweise 0,05 mm beträgt, ändern wir das Formdesign, sodass der tatsächliche Zielwert bei 0,02 mm kontrolliert werden kann. Darüber hinaus hilft es auch bei der Identifizierung der Stellen, an denen ein größeres Schadensrisiko besteht, und kann zur Optimierung der Form verwendet werden.
Schneller Formenbau und physikalische Tests
Die Kleinserienfertigung von 50-200 Teilen erfolgt hier mittels Aluminiumformen bzw 3D-gedruckte Formen , und die vollständigen Maßabweichungen werden mit einem Weißlichtscanner gemessen.
Diese physikalische Testmethode bestätigt und passt die Daten der Formflussanalyse an. Sie ist sehr hilfreich, um zuverlässige Daten für die Massenproduktion von Stahlformen zu liefern und so Massenproduktionsverluste aufgrund von Konstruktionsfehlern zu vermeiden.
Materialauswahl: Wie kann man der Schrumpfung dünnwandiger Strukturen durch Verstärkungsfasern entgegenwirken?
Beim Umspritzen können Faserverstärkungen ein sehr wirksames Mittel sein, um die Schrumpfung deutlich zu reduzieren. Typischerweise kann die Zugabe von 15–50 % Verstärkungsfasern und eine sorgfältige Steuerung der Faserorientierung die Gesamtschrumpfung des Materials von 1,5 % auf nur 0,1–0 % senken. 3%. Dies ist eine sehr gute Möglichkeit, Schrumpfprobleme in sehr dünnen Kunststoffabschnitten zu lösen.
Kontrolle des Fasergehalts und der Orientierung
Die Materialsteifigkeit kann durch einen hohen Faseranteil deutlich erhöht werden. Beispielsweise ist der Modul von 30 % GF PPS (glasfaserverstärktes Polyphenylensulfid) mehr als vervierfacht und steigt von ursprünglich 3 GPa auf 14 GPa.
Dennoch muss man bei der Ausrichtung der Fasern entlang der Fließrichtung durch die Angusskonstruktion vorsichtig sein, damit die Unterschiede in den Schrumpfraten zwischen der vertikalen und horizontalen Richtung nicht so groß werden, dass es zu Verzug kommt.
Mineralische Füllstoffe und Sorten mit geringem Verzug
Wenn für das Produkt eine hohe Isotropie erforderlich ist, sind die bevorzugten Mineralien plättchenförmige (z. B. Talk oder Glimmer) oder die spezifischen Sorten mit geringem Verzug (z. B. LCP). Diese Materialien sind in der Lage, den Anisotropiegrad zu reduzieren, was dazu führt, dass die Ebenheit bei etwa 0,1 mm/100 mm bleibt, was eine Anforderung für Präzisionsteile ist.
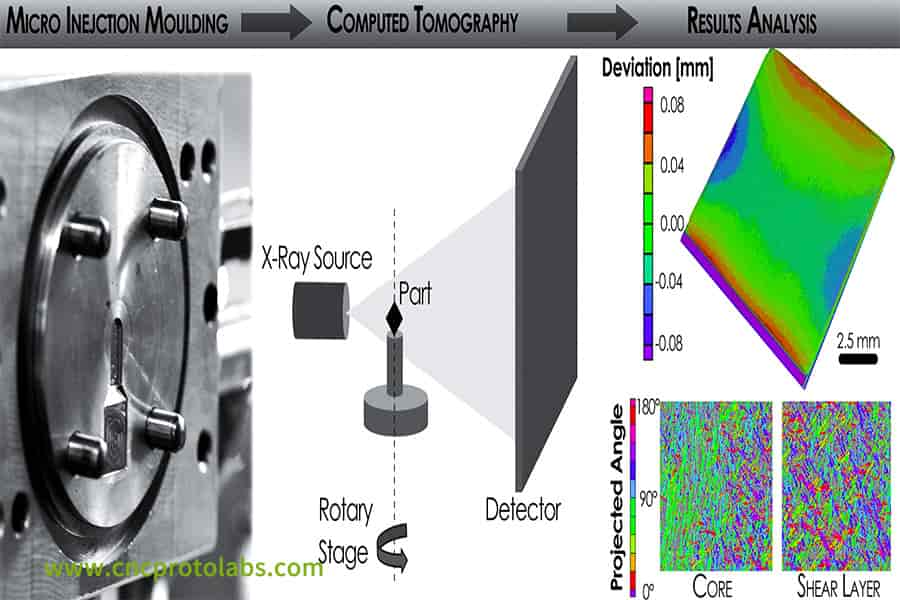
Abbildung 3: Eine zusammengesetzte Abbildung, die Mikrospritzguss, CT-Scannen eines Teils auf einem Drehtisch und eine farbcodierte Analysekarte der Teileabweichung zeigt.
JS Precision-Fallstudie: Verzug des dünnwandigen Sensoreinsatzformteils entspricht den Standards
Wir haben angeboten Einlegespritzgussdienstleistungen an einen Hersteller von Präzisions-Automobilteilen, der ihnen half, das Verzugsproblem beim Formen dünnwandiger Drucksensoreinsätze zu überwinden. Dieser Fall ist ein perfektes Beispiel für unsere technische Exzellenz und unsere umfassenden Servicemöglichkeiten.
Aufgetretene Herausforderungen
Der Kunde wünschte sich Umspritzkomponenten für einen Automobil-Drucksensor. Die Dicke des Produkts beträgt nur 0,25 mm und es verfügt über drei Stifteinsätze aus Edelstahl.
Das ursprüngliche Design basierte auf einem traditionellen horizontalen Umspritzverfahren. Leider kam es während der Massenproduktion zu starken Verwerfungen, wobei die Ebenheit mit 0,15 mm deutlich über der vom Kunden geforderten 0,05 mm lag.
Gleichzeitig entstanden Risse rund um die Einsätze, was zu einer Ausschussrate von bis zu 25 % führte, was die Produktionskosten des Kunden in die Höhe trieb und auch dazu führte, dass die Bestellungen nicht rechtzeitig geliefert wurden.
Lösung
Nach der Übernahme führte unser Ingenieurteam zunächst eine vorläufige Überprüfung durch das Prototyp-Insert-Molding-Verfahren durch. Sie kombinierten es mit einer Formflussanalyse, prognostizierten einen Verzug von 0,02 mm und entwickelten dann eine gezielte Lösung.
1. Prozessänderung:
Es wurde ein vertikales Insert-Molding-Verfahren gewählt, das den Schwerkraftausgleich nutzte, um den Fließweg der Schmelze zu optimieren und sicherzustellen, dass die Edelstahl-Einsatzstifte gleichmäßig bedeckt waren und die Fließschattenzonen beseitigt wurden.
2. Wesentliche Änderung:
Das ursprüngliche Standard-PBT wurde durch 30 % glasfaserverstärktes PPS ersetzt, dessen Wärmeausdehnungskoeffizient näher an dem des Edelstahleinsatzes liegt und dessen Fließeigenschaften besser zum Füllen ultradünner Wände von 0,25 mm geeignet sind.
3. Detailänderung:
Unter Berücksichtigung der Daten der Formflussanalyse wurde die Angussposition von einem Einzelpunktventil auf ein sequentielles Zweipunktventil geändert und der Haltedruck von 50 MPa auf 35 MPa optimiert, was zu einer weiteren Reduzierung der inneren Spannung führte.
Endgültige Ergebnisse
Nachdem die offizielle Form hergestellt wurde, lag die Ebenheit des ursprünglich offiziell hergestellten Teils zwischen 0,02 mm und 0,035 mm, wobei der CPK-Wert 1,33 betrug, was den Kundenspezifikationen vollständig entsprach.
Außerdem wurden keine Risse rund um den Einsatz festgestellt und die Ausschussrate bei der Massenproduktion konnte von den erwarteten 25 % auf nur 1,5 % gesenkt werden. Durch diese Optimierung konnte der Kunde jedes Jahr rund 120.000 US-Dollar an Materialausschusskosten einsparen und PPAP-Muster drei Wochen im Voraus erstellen, was dem Kunden große Anerkennung einbrachte.
Möchten Sie bei Ihren Projekten mit dünnwandigen Einsätzen einen geringen Verzug und eine hohe Ausbeute erzielen? Reichen Sie Ihre detaillierten Projektanforderungen ein um eine kostenlose, maßgeschneiderte Lösung für den Spritzguss von Einsätzen zu erhalten, die Ihnen hilft, Kosten zu senken und die Effizienz zu steigern.
Abbildung 4: Drei schwarze Kunststoffteile mit komplexen dünnwandigen Strukturen, angeordnet auf einem hellblauen Hintergrund, zeigen die Ergebnisse eines Umspritzverfahrens.
Welchen zusätzlichen Schutz können professionelle Einlegespritzguss-Dienstleistungen für Sie bieten?
Professionelle Anbieter von Einlegespritzguss-Dienstleistungen garantieren den gesamten Prozess von der Formflussanalyse bis zur Rückverfolgbarkeit der Qualität und eine Massenproduktionsausbeute von >98 %, was die Kosten und Risiken unserer Kunden erheblich reduziert.
Vollständig automatisierte Prozessintegration
Unsere automatisierte Beilagenplatzierungslösung kombiniert Roboterarme, CCD-Vision-Positionierung (Genauigkeit 0,01 mm) und automatisierte Entladedienste. Eine solche Integration der Automatisierung steigert die Produktionseffizienz drastisch. Darüber hinaus werden Fehler aufgrund manueller Bedienung vermieden, was zu einer verbesserten Produktkonsistenz und Produktionssicherheit führt.
Strikte Rückverfolgbarkeit der Qualitätsdaten
Durch die Rückverfolgbarkeit des Produktlebenszyklus liefern wir unseren Kunden CPK-Berichte, vollständige Messberichte (einschließlich CMM-Inspektion), Röntgeninspektionsberichte (zur Erkennung interner Porosität oder Fehlausrichtung in Einsätzen) und Materialzertifikate.
Diese Dokumente garantieren die Rückverfolgbarkeit der Produktqualität und entsprechen den Qualitätsanforderungen der höchsten Endkunden.
One-Stop-Engineering-Dienstleistungen
Wir sorgen für eine reibungslose und fortschrittliche Kommunikation mit unseren Kunden von der Prototypenüberprüfung bis zur Massenproduktion.
Unsere Ingenieure arbeiten sehr eng mit den Kunden zusammen, um die Formen schnell zu modifizieren und auch eine DFM-Prüfung (Design for Manufacturability) durchzuführen , um das endgültige Produktdesign für die Massenproduktionsprozesse geeignet zu machen und so die höheren Kosten und Verzögerungen, die sich aus späteren Designänderungen ergeben, wirksam zu vermeiden.
Haben Sie klare Anforderungen an die Massenproduktion und wünschen Sie ein genaues Angebot? Kontaktieren Sie JS Precision, geben Sie Ihr Produktionsvolumen und Ihre Produktanforderungen an und Sie können schnell ein detailliertes Angebot für Einlegespritzguss-Dienstleistungen erhalten.
FAQs
F1: Welcher Parameter ist beim Umspritzen am schwierigsten zu kontrollieren?
Die anspruchsvollsten Parameter im Insert-Molding-Prozess sind Nachdruck und Abkühlzeit. Diese Parameter haben den direktesten Einfluss auf die Höhe der Eigenspannung im Kunststoffteil und damit auf den endgültigen Verzug. Um eine genaue Kontrolle des Prozesses zu erreichen, sind mehrere Testläufe erforderlich.
F2: Was ist die maximale Einsatzgröße beim Einsatzspritzgussverfahren?
Die maximal aufnehmbare Wendeplattengröße wird durch die Spannkraft der Maschine bestimmt. Die Anlagen von JS Precision sind in der Lage, Einsätze mit einer Größe von bis zu 200 mm x 300 mm zu verarbeiten, was für die Einsatzformanforderungen der meisten Präzisionskomponenten ausreichend ist.
F3: Welche Materialien eignen sich für das Insert-Compression-Molding?
Das Formpressen von Einsätzen eignet sich hauptsächlich für thermoplastische Materialien mit niedriger Viskosität und hoher Fließfähigkeit, wie z. B. LCP, PPS und einige Epoxidharze. Diese Materialien können sich besser an Kompressionsfüllmethoden mit niedriger Geschwindigkeit und niedrigem Druck anpassen.
F4: Wie hoch ist die Lebensdauer der Rapid-Prototyping-Formen, die im Prototype-Insert-Molding-Prozess verwendet werden?
Die im Prototype Insert Moulding-Prozess verwendeten Rapid-Prototyping-Aluminiumformen sind im Allgemeinen in der Lage , 500–1000 Teile mit einem stabilen Qualitätsniveau herzustellen , was für die Prototypenüberprüfung und die Versuchsproduktion kleiner Serien mehr als ausreichend ist.
F5: Wie lässt sich das Bindenahtproblem bei dünnwandigen Einsätzen lösen?
Eine Lösung wäre, die Formtemperatur auf 130–150 °C zu erhöhen oder eine Heißkanal-Sequenzventilsteuerung, Vakuumentlüftungstechnologie usw. einzusetzen. Diese Ansätze können beispielsweise die Schmelzschmelze erheblich verbessern und Bindenähte minimieren.
F6: Wie kann die Positionierungsgenauigkeit des Einsatzes innerhalb der Form überprüft werden?
Genauer gesagt implementieren wir ein CCD-Vision-Inspektionssystem im Werkzeug, das in der Lage ist, die Positionierung des Einsatzes vor dem Schließen der Form genau zu überprüfen. Auf diese Weise können wir sicherstellen, dass die Abweichung in der Einlegeposition weniger als 0,02 mm beträgt, wodurch die Maßhaltigkeit des Produkts stets gewährleistet ist.
F7: Wie kann ein Verbiegen des Einsatzes während des Umspritzvorgangs verhindert werden?
Die beste Maßnahme, dies zu vermeiden, besteht darin, die Füllgeschwindigkeit von 100 mm/s auf 40 mm/s zu senken und auch die Anschnittposition so einzustellen, dass die Schmelze nicht direkt auf den Einsatz trifft.
F8: Können Sie einen vollständigen Formbericht vorlegen?
Sicherlich! JS Precision begleitet jede Lieferung mit einer gründlichen Qualitätsdokumentation, wie z. B. Prozessparameterblättern, Dimensionsmessberichten (mit CPK-Werten) und Materialzertifizierung, und macht so die Produktqualität vollständig rückverfolgbar.
Zusammenfassung
Die meisten Fälle von Verzug beim dünnwandigen Einsatzformen sind im Wesentlichen eine Kombination aus Material-, Form- und Verarbeitungsproblemen.
Vertikales Einlegespritzen, Heißkanaltechnik, Prototypen-Einlegespritzverfahren und professionelle Einlegespritzguss-Dienstleistungen sind Möglichkeiten, den Verzug bis auf den Mikrometerbereich zu kontrollieren und so die Herstellung einer hochpräzisen Massenproduktion zu ermöglichen.
Wünschen Sie sich ein Unternehmen für Einlegespritzguss-Dienstleistungen, das Sie während des gesamten Produktionszyklus umfassend unterstützen kann, angefangen von der Designüberprüfung bis hin zur präzisen Massenproduktion?
Dann sollten Sie es tun Nehmen Sie Kontakt mit JS Precision auf , der Ihnen eine kostenlose DFM-Bewertung und einen Bericht zur Formflussanalyse geben kann. Sie helfen Ihnen bei der Lösung der Probleme mit der dünnsten Wandeinlage!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

