

オーバーモールディングサービスは、多材料複合成形、手触りの最適化、シール保護を解決するための中核となるプロセス ソリューションです。
単一の材料には固有の制限があるため、製品マネージャーやエンジニアは、極端な条件下での耐久性のあるシールと安全で暖かく滑りにくい取り扱いの両方を製品に必要とするときに最大の課題に直面します。
硬質プラスチックと軟質ゴムを組み合わせると、粘着コンポーネントでは維持できない 2 つのシステムが生成されます。マルチマテリアル オーバーモールディング サービスは、二次射出成形を使用して正確な剛性基板と高性能エラストマーの組み合わせを作成することで、この問題を解決します。
この記事では、プラスチック オーバーモールディング射出成形に関する完全な技術知識を紹介します。これにより、プロのオーバーモールディング会社を通じて予算管理を維持しながら、製品の機能、耐久性、ブランド価値を向上させることができます。
主要な回答の概要
| コア寸法 | キーテクノロジー | 製品に対する価値 |
| 感触と密閉性 | 硬質基材+軟質エラストマー | 耐久性と快適性の間のトレードオフを解消し、グリップ力と保護レベルを向上させます。 |
| 機械的接合 | 面取りデザイン、粗面化処理 | 極端な温度下でも金属とプラスチックが剥がれないようにします。 |
| 材質の適合性 | 極性整合、接着促進剤 | 分子レベルの化学結合を実現し、剥離を防ぎます。 |
| コスト管理 | プロセス統合、自動生産 | 従来の接着および組み立てプロセスを置き換えることにより、長期的な総コストを削減します。 |
重要なポイント
- 接着剤を捨てます。永久結合には、永久結合を実現する唯一の信頼できる方法として、実際の物理的ロックと化学結合が必要です。
- 素材が鍵です。シールの圧縮永久歪みは、シール ソリューションの主要素としてTPE および TPU 材料を選択することによって決まります。
- 精度が歩留まりを決定します。量産の安定性は、重要な転換点としての正確な温度制御とともに回転金型に依存します。
- 介入が早ければ早いほど、コストは低くなります。熱変形のリスクを防ぐ最適なタイミングは、DFM レビュー中に発生します。
このガイドが信頼できる理由JS Precision のマルチマテリアル オーバーモールディング サービスの経験から得た洞察
JS Precision は 15 年以上の精密製造の経験があり、世界中の 1,000 を超える顧客向けに300,000 個を超えるカスタム パーツを製造してきました。
オーバーモールディング サービスの分野では、試行錯誤の費用を削減するために再利用できる広範な実践データと成功事例が提供されます。
当社のテストプロセスは次のとおりです。 ASTM D4326規格オーバーモールディングの接着強度の測定用。当社の完全な品質管理システムは、すべてのプラスチック オーバーモールディング製品をテストし、99.2% の納期通りの納品を実現します。
当社はISO 9001:2015、ISO 13485、IATF 16949を含む 3 つの公式認証を取得しています。当社のサービスには、業界の高い基準を満たすハイエンドの自動車、医療、建設機械の分野が含まれます。
当社は、プラスチック オーバーモールディング金属やプラスチック オーバーモールディング射出などのプロセスの問題点に対応する、標準化されたソリューションと独自のプロセス パラメーター ライブラリを開発しました。
たとえば、ある自動車部品の顧客向けに、金属インレイの接着剤剥がれの問題を解決したことがあります。
物理的なかみ合い構造と材料のマッチングを最適化することで、製品の接着強度が 3.2MPa から 7.5MPa に向上し、量産歩留まりが82% から 97.8% に向上し、年間のアフターセールスコストが 200,000 ドル以上削減されました。
このケースはプロセス パラメータ ライブラリに含まれており、直接再利用できます。
当社の英国エンジニアリング チームは、24 時間年中無休の DFM サポートを提供します。DFM は製造設計の略で、生産リスクを積極的に軽減できます。
設計から納品までの全プロセスを通じて情報を失うことなく、技術的なお問い合わせに 15 分以内に回答します。実際の生産データと厳格な認証により、当社はお客様の信頼できるオーバーモールディング パートナーになることを目指しています。
今すぐお問い合わせください。当社独自のオーバーモールディング サービス ホワイト ペーパーをダウンロードし、無料の初回 DFM レビューを受けて、業界のコア テクノロジーを迅速に習得してください。
製品の感触と密閉性を向上させるためにマルチマテリアルオーバーモールディングサービスを選択する理由は何ですか?
1 つの素材では、構造的サポートのニーズと人間工学的要件の両方を同時に満たすことはできません。マルチマテリアル オーバーモールディング サービスは、この問題を完全に解決するソリューションを提供します。
高剛性エンジニアリングプラスチックと軟質エラストマーを組み合わせた二次射出成形プロセスにより、滑り止めクッションの問題を解決するとともに、次の条件を満たすシームレスなデザインによりIP67以上の密閉性を実現します。 ISO 20653 保護規格したがって、製品の競争上の優位性が生まれます。
単一物質の矛盾
従来の硬質プラスチックには 3 つの大きな制限があります。その理由は、低温で脆くなり、冷たい表面温度を維持し、快適なグリップと十分な構造強度の両方を提供できないためです。
ゴム製スリーブを使用すると、製品の組み立てに影響を与える 2 つの問題が発生します。これは、組み立て公差が生じることと、スリーブの素材に汚れが溜まりやすく、ユーザーの満足度が低下し、ブランドイメージが損なわれるためです。
二次成形のプレミアム
プラスチックのオーバーモールディングにより、柔らかいプラスチック素材と硬いプラスチック素材の間でシームレスな移行を実現できるため、製品は高級な外観を実現できます。
このプロセスにより、製品が競合製品と即座に差別化できるようになるため、ブランドの美的価値は 30% 以上向上します。
滑り止めとシールの物理的基盤を解決する
柔らかいプラスチック層は、高い摩擦係数 (μ≧0.6) を実現する表面を形成し、適切な締り嵌め ( 0.2 ~ 0.5 mm の範囲) により弾性圧縮によるシールを確立します。
製品は、湿気や油分が多い環境でも安定したグリップを維持しながら、内部コンポーネントに液体や粉塵が侵入するのを防ぎます。

図 1: ツートンカラーのデザインのハンドル。マルチマテリアルのオーバーモールドによって白い部分と黒いテクスチャード グリップが組み合わされています。
プラスチックのオーバーモールド金属プロセスで最も重要な機械的連結構造は何ですか?
金属とプラスチック材料の線膨張係数は 5 ~ 10 倍異なるため、プラスチック オーバーモールディング金属の連動した物理構造は、その最も重要な要素を表します。
-40°C から 120°C までの熱サイクル衝撃は、材料の接着能力を超えます。面取りと粗しによる物理的な噛み合いが剥離防止の鍵となります。
面取りと溝のエンジニアリングパラメータ:
金属インサート深さ0.3~0.8mm、角度15°~30°の事前に穴を開けた環状溝またはダイヤモンド形のローレット加工が必要です。射出成形プロセスを通じて射出された溶融プラスチック (PPS または PA6T) がすべての隙間を埋め、プロセス終了後に「リベット効果」を生成します。
接着剤の抗粘着構造により 5 ~ 10MPa の強度が生まれ、極限の条件下でも接続を維持しながら金属とプラスチックを接続する目に見えないクリップとして機能します。
表面処理データ:
サンドブラスト (Ra 2.0 ~ 3.5 μm) または化学エッチングにより、金属表面の微細孔率が 40% 増加し、プラスチックの浸透深さが 0.02 mm 増加します。
このプロセスにより、引張強度が向上すると同時に、金属とプラスチックの結合安定性が強化され、将来の操作中に発生する剥離の問題が防止されます。
コスト最適化された設計:
標準化されたローレット加工により、複雑な機械加工の面取り作業を、元の単価を維持しながらより効率的なプロセスに変換することができます。
これにより、プロジェクトの結束力が 2 倍以上向上し、同時に制作コストを管理し、費用対効果を最大化することができます。
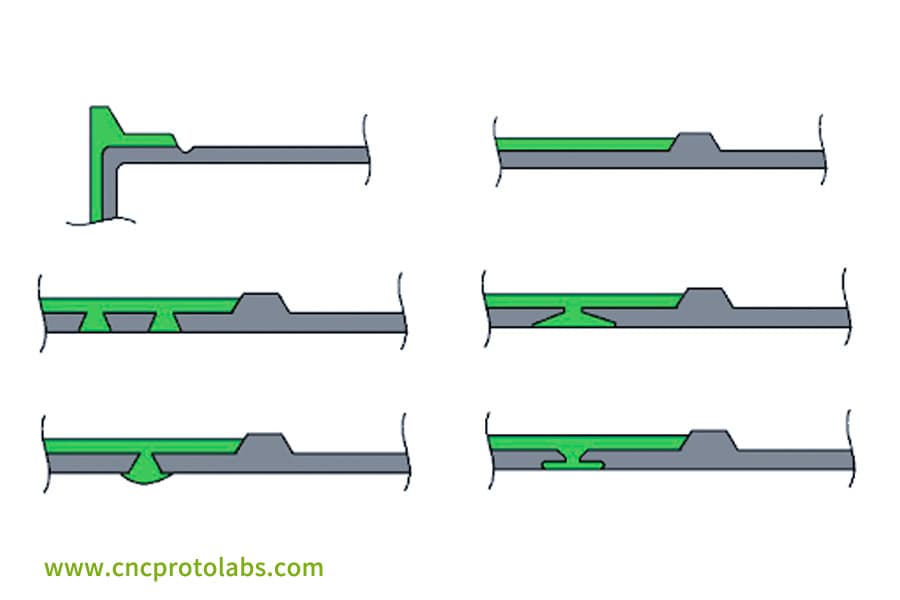
図 2: 金属上にプラスチックをオーバーモールドする際の連動機構を示す断面図。
プラスチックオーバーモールディング射出における材料の互換性問題を解決するには?
材料の互換性の問題を解決するプラスチックオーバーモールディング射出本質的に、基材とオーバーモールド材料の極性を一致させる必要があること、および溶融温度勾配を制御する必要があるという 2 つの主要な点に依存します。
PC/ABS (極性材料) と TPU (極性材料) は直接化学結合を形成できますが、PP (非極性材料) は結合を効率的に行うために物理的な固定またはプライマーを必要とします。
極性整合の化学原理:
溶解度パラメータ (SP 値) の差が 0.5 (cal/cm3) ^(1/2) 未満の材料を使用すると、優れた品質のホットメルト接合が保証できることが実証されています。SP 値、または溶解度パラメータは、材料の極性の一致を測定するための基準です。
簡単に言えば、これは 2 つの材料が「接着」できることを意味し、それによって層間剥離を防ぎ、オーバーモールド構造の安定性を長期にわたって維持できることを意味します。
接着促進剤の適用:
PA とシリコンなどの互換性のないシステムの場合は、最初の射出成形品の表面に 5 ~ 10 μm の厚さのプライマーをスプレーすることができます。
プライマーは化学架橋反応によって界面結合強度を1 MPa から 3 MPa 以上に増加させ、相溶しない材料の結合問題を完全に解決します。
溶融温度の正確な制御:
2 回目の射出の溶融温度は、1 回目の射出基材の熱変形温度 (HDT、材料が著しく変形する温度) を 15 ~ 30℃ 超える必要があります。
これは、基板表面の微細な融解を引き起こし、分子鎖が拡散して互いに絡み合い、オーバーモールド時にさらに強力な結合を生み出すためです。
Ip67/Ip68 などのシール レベルに基づいてオーバーモールディング材料を正確にスクリーニングするにはどうすればよいですか?
を選ぶ主な基準は、 オーバーモールディング材料圧縮永久歪み (CS) 値です。 CS 値が小さいほど、シール機能が長期にわたって安定していることを意味します。
異なるシール定格は、異なる材質の選択に対応します。
IP67 以上の場合、長期間持続するシーリングには LSR が第一の選択肢となり、TPU はより手頃な価格の代替品であり、TPV は耐油性が必要な用途によく使用され、特殊なメディア環境を扱う場合は FKM が最適です。
異なる材料の性能パラメータの比較
| 材質の種類 | ショア硬度 | 圧縮永久歪み(70℃/22h) | 温度範囲 | 適用シール定格 |
| TPE | 60A-90A | 20%-40% | -30℃~100℃ | IP54~IP67 |
| TPU | 60A-90A | 15%-30% | -40℃~120℃ | IP65~IP67 |
| LSR | 30A-70A | <10% (150℃/22h) | -50℃~200℃ | IP68 |
| FKM | 70A-90A | <12% | -20℃~250℃ | 媒体抵抗IP67+ |
| TPV | 70A-80A | 18%-25% | -40℃~150℃ | 耐油性IP67 |
硬度とシール圧力
シール圧力と材料の硬度は非常に正確に一致する必要があります。次の標準を参照してください。
- 0.2 ~ 0.5 MPa のシール圧力: 70A ~ 80A TPU は、シール性能と構造安定性の間の適切な妥協点です。
- 柔らかく、滑りにくい感触が必要: 50A ~ 60A TPE が推奨されますが、構造的な分割設計を通じて機能を適応させる必要があります。
特別な環境材料の選択:
製品がガソリンや塩水噴霧などの特殊な環境にさらされる場合は、非常に優れた耐薬品性の材料を選択する必要があります。
メディアの膨潤率を 5% を超えない程度に抑える、つまりシール性能の低下を許容しないFKM または特別に改良された TPVを使用するのが最善です。
エンジニアとのマンツーマン相談シーリングレベルの要件に応じて最適なオーバーモールディング材料を正確に適合させ、材料選択のリスクを回避します。
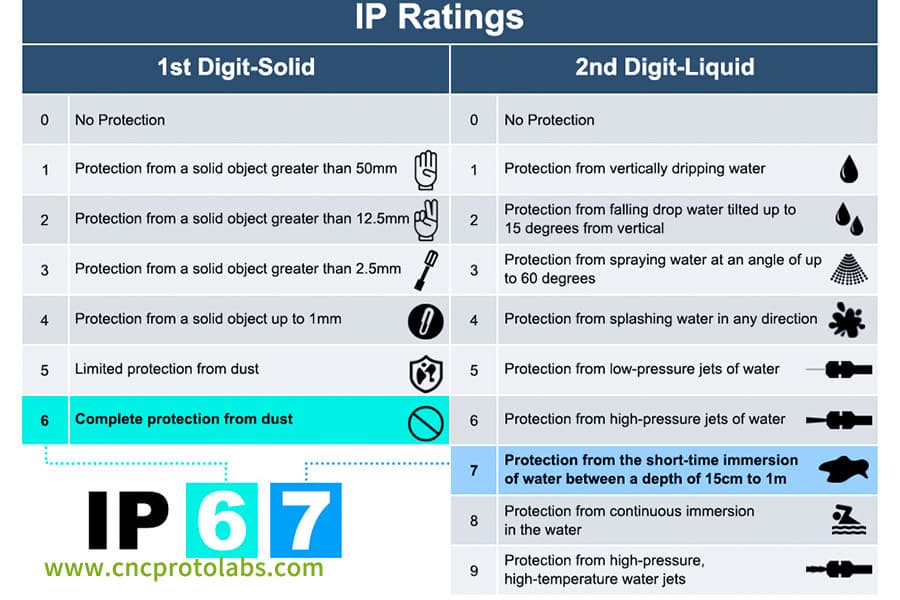
図 3: 密閉用途で材料を選択するための IP (侵入保護) 定格を説明する情報図。
高精度プラスチックオーバーモールドプロセス中の熱変形を効果的に制御するにはどうすればよいですか?
温度変形は、特に二次射出成形が行われる場合、高精度プラスチックのオーバーモールド成形における主要な危険因子です。
250℃のTPU溶融金属が熱に非常に弱い薄肉PCと接触すると、均一な冷却が行われないと反りが0.1mm/mを超えるレベルに達し、製品の精度が低下することがあります。
熱変形制御を目的とした手段であることに加えて、コンフォーマル冷却チャネルは均一な温度場を与えることもできます。
二次加熱の熱管理:
モールドフロー解析により、基材の二次射出温度を制御し、いかなる場合でも基材温度をガラス転移温度(Tg)より20℃低い値に抑えることができます。
簡単に言うと、高温による基材の軟化や変形を抑え、製品の寸法精度を安定させるための方法です。
冷却システムの定量的パラメータ
| プロセスパラメータ | 基準値 | 制御対象 | 制御対象 |
| 開催時間 | 5~10秒 | 寸法を安定させます | 縮み跡や変形を防ぎます |
| 冷却チャンネルの直径 | 8-12mm | 均一な熱放散 | 温度変動±3℃以内 |
| 水の流れのレイノルズ数 | >4000 | 乱流 | 冷却効率が30%向上 |
| 金型温度 | 基板HDT -20℃ | 定温制御 | 基材の軟化を防ぎます |
| 二次射出温度差 | 15~30℃ | マイクロメルティングインターフェイス | 接着強度の向上 |
オーバーモールディング層の厚さの黄金範囲
オーバーモールディング層の最適な厚さは 1.5 ~ 3.0 mm で、これが成形効果、コスト、性能のバランスをとる上で最適です。
- 薄すぎると接着力が不足しやすく、接着力が弱くなり、製品の外観や性能に影響を与えます。
- 厚すぎる:収縮が大きいため(1.5%~2.0%)、内部応力が集中し、 収縮痕が発生する可能性がありますが、製造コストも増加します。
オーバーモールディング会社の量産能力と品質管理能力を評価するにはどうすればよいですか?
オーバーモールディング企業を評価するための主なパラメーターは、自動化統合のレベルと、DFM (製造のための設計) がどの程度関与しているかです。
大手メーカーは、インサート射出成形の一貫性を0.02mm以内に保つことができ、 100万個の量産において98%の歩留まりを実現し、量産のリスクを大幅に最小限に抑えることができます。
ロータリー金型とシャトル金型:
主要な 2 つのタイプの金型を検討すると、量産タイプを実際に選択する機会が得られます。
- ロータリー金型:成形サイクルが 40% 短くなり、二次的な位置決めエラーがオペレーターのミスになる可能性があるため、このシナリオは年間 500,000 個以上のユニットを扱うプロジェクトに最適です。
- Shuttle Molds:操作は非常に柔軟で、小ロットの複雑な製品のプロトタイピングに非常に適しており、プロトタイピングの点でコスト効率が高くなります。
自動化と検査の閉ループ:
自動インサート配置およびオンライン CCD ビジョン検査用の 6 軸ロボット アームと併せて、このセットアップは 5 秒サイクルでの完全自動生産が可能です。
この設定により、人的ミスによる不良率が5% から 0.5% に低下し、量産時の安定性が向上し、生産コストが削減されます。
DFM レビューの重要性:
専門メーカーは、T0 段階 (試作前) で包括的な DFM レポートを提供し、ゲート、パーティング面、その他の設計面の最適化を保証できます。
これは、試作成形の変更が最大 80% 削減される可能性があることを意味し、その結果、時間とコストを削減してプロジェクトを迅速に開始できるようになります。
入手オーバーモールディング会社選択ガイド、無料のエンジニア相談、量産要件を満たす高品質のパートナーの迅速な選別を提供します。
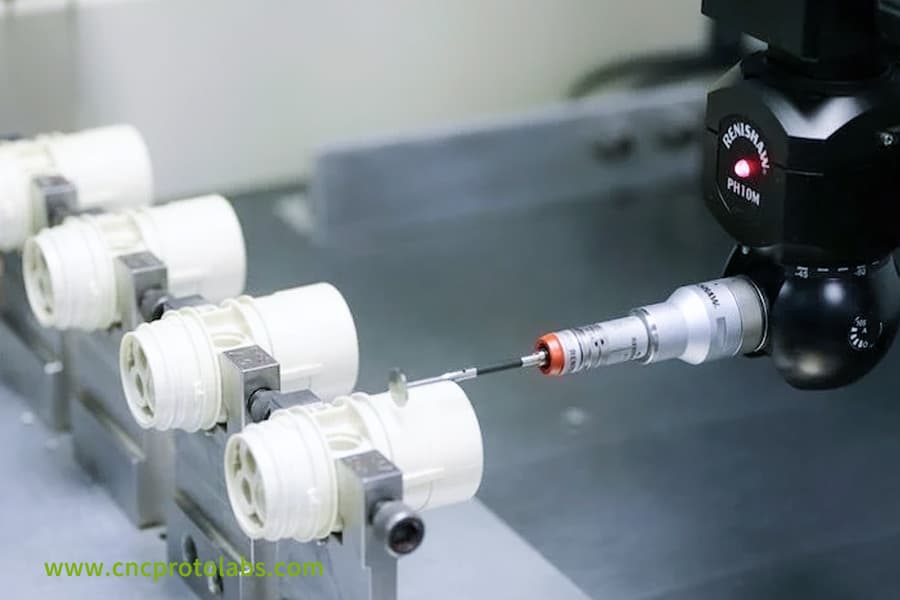
図 4: 三次元測定機 (CMM) は、オーバーモールドされたプラスチック部品の精密検査を実行します。
従来のアセンブリと比較して、長期的な総コストを削減するオーバーモールディング サービスの利点は何ですか?
従来の組み立てとは対照的に、オーバーモールディング サービスの主な利点はプロセスと機能の統合であり、これにより製品の総コストが 20% ~ 35% 削減される可能性があります。
手動塗布や超音波溶接などの二次的な作業が不要になり、部品の多機能化が可能になり、サプライチェーン管理が大幅に簡素化されます。
プロセスの統合:
手動ディスペンスをなくすことは、接着剤コストの節約につながるだけでなく、 24 時間に及ぶ接着剤の硬化時間の必要性を完全に排除します。
これにより、総製造単価が約 0.5 ~ 1.5 ドル低下し、生産効率が向上する可能性があります。
機能一体化による軽量化効果:
オーバーモールドプロセスの結果、シールリング、滑り止めパッド、ハウジングを 1 つの部品に組み合わせることができ、部品点数が 30% 削減されます。
これにより、在庫管理のSKUが50%削減され、在庫コストと管理労力が削減され、サプライチェーン運営の効率化につながります。
長期的な信頼性の利点:
オーバーモールド設計により、接着剤の老化や剥離に伴う問題が完全に排除され、製品の寿命が延びます。
5 年間で製品の返品率が 60% 低下する可能性があり、これにより販売後のコストが大幅に削減され、ユーザーの認識が向上します。
JS Precision のケーススタディ: 建設重機のリモコンハンドルのカプセル化技術のアップグレード
大型建設機械掘削機のワイヤレス リモート コントロール ハンドルは、最も典型的なアプリケーションの 1 つです。 プラスチックオーバーモールディング金属。
この製品は、鉱山現場や建設現場などの高振動や高油分環境に耐える必要があります。オリジナルの接着分割構造には多くの欠点があり、これらの問題に緊急に対処するために専門のオーバーモールディング サービスが発注されました。
直面した課題
クライアントのオリジナル設計は、アルミニウム合金フレーム、シリコン外殻、接着固定でした。厳しいテストと実際の使用の結果、製品の 3 つの主な問題が特定されました。
- 振動試験:機械全体の振動試験(10~200Hz、加速度50g、連続48時間)において、シリコン外殻が剥がれて金属フレームからずれ、動作中に滑りが発生しました。
- シール不良:接着剤の老化と亀裂により IP65 シール不良が発生し、内部の電子部品の安全性が損なわれました。
- 不十分なアフターサービス: 6 か月の使用後、ハンドルカバーの取り外しに関する苦情率は 8.7% に達し、ブランドの評判に大きな悪影響を及ぼしました。
解決策:
1.プロセスのアップグレード:
製造において従来の接着アプローチを使用する代わりに、私たちはオーダーメイドのプラスチック オーバーモールド金属プロセスを選択しました。アルミ合金ハンドルフレームに深さ0.6mmのダイヤモンドローレットと環状アリ溝を導入し、全周4方向のメカニカルロック構造を実現しました。
2.材料の選択:
オーバーモールディング層は、耐油性および耐低温性の TPV (サントプレン 101-80、ショア A 硬度 80A) で構成され、オーバーモールディングの厚さは 2.8 mm です。
3.生産管理:
生産には全自動回転金型生産ラインが使用され、射出温度は210~220℃、保持圧力は80MPaに保たれます。金属骨格(Ra 3.5μm)をサンドブラストした後、界面密着性を高めるために8μmのシランカップリング剤プライマーを塗布します。
当社は、プロセス全体を通じて DFM の最適化とオンライン品質検査を提供し、すべての製品が基準を満たしていることを保証します。
最終結果
このプロジェクトは第三者による厳格なテストを受けており、すべての性能基準を満たしています。具体的な結果は次のとおりで、同様のプロジェクトの参照として直接使用できます。
- 信頼性:界面の接合強度は6.8MPaでした。 TPV の体積膨張率はわずか 3.2% で、振動、熱衝撃、耐油性のテストに合格しました。
- 感触と耐久性: 100 万回のシミュレートされたグリップの後でも、摩擦係数は依然として 0.68 であり、元のソリューションの摩擦係数 0.45 よりもはるかに高かった。
- 経済的効果:量産歩留まりは 78% から 96.5% に向上し、単価は 22% 削減され、販売後のクレーム率は 0.3% になり、製品寿命は 5 年以上に延長されました。
このエンジニアリング機械ハンドルのプラスチック オーバーモールディングに関する完全なケース レポートを入手し、製品要件を提出し、専用のプラスチックオーバーモールディング解決策を提案し、見積もりを取得します。
よくある質問
Q1: プラスチックのオーバーモールディング部品で最も頻繁に発生する欠陥はどれですか?
最も一般的な欠陥は層間剥離と不十分な接着剤で、材料の不適合性と射出成形の温度と圧力が不十分なために発生します。この解決策には、材料の極性を一致させ、ゲート設計を最適化する必要があります。
Q2: 金属プラスチックのオーバーモールドにはどのような主な問題がありますか?
主な問題は、金属とプラスチックの間の熱膨張係数の不一致から生じ、インサートの剥離や亀裂形成のリスクが生じます。応力を分散するには、面取りやローレット加工などの機械的なロック機構が必要です。
Q3: オーバーモールディングの材料適合性を迅速に検証できる方法は何ですか?
材料の溶解度パラメータの SP 値を確認する必要があります。その差が0.5以下であれば化学結合が可能となります。この違いを解決するには、物理的な固定またはプライマーが必要です。
Q4: 塗膜は厚い方が良いのでしょうか?
最適な厚さは1.5 ~ 3.0 ミリメートルの範囲です。層が薄すぎると粘着力が不足し、厚すぎると粘着力が不足します。層が厚いと不均一な収縮が生じ、過度の内部応力と経済的浪費につながります。
Q5: 金型内でインサートを正確に位置決めするにはどのような方法がありますか?
このシステムは、高精度の位置決めピンとセンサーを使用して、適切な位置決めを実現します。射出成形圧力によりインサートの位置ずれが発生するため、システムでは±0.02mmの再現性を維持する必要があります。
Q6: オーバーモールド部品にフロー マークが発生する要因は何ですか?
これは、メルト フロー フロントでの急速な冷却と不適切なゲートの配置という 2 つの主な要因により発生します。金型温度が上昇し、ゲートの位置と数が最適化されると、システムは改善されます。
Q7: プロトタイピング段階ではどのような要素を考慮する必要がありますか?
サプライヤーには、モールドフロー解析を実行し、 DFMレポート収縮マークや空気の滞留などの問題を早期に発見できるようになります。
Q8: 2 回目の射出成形後にオーバーモールド部品の基板が歪む原因は何ですか?
根本的な原因は、基材の熱たわみ温度が 2 回目の射出成形の溶融温度よりも低いことです。この問題を解決する 1 つの方法は、基板の温度耐性特性を高めることです。もう 1 つの選択肢は、金型冷却システムの効率を向上させることです。
まとめ
マルチマテリアルオーバーモールディングサービスプロセス革新により、単一材料の性能限界を打破します。
これにより、フィールシールの強度と製品のコストが、相互に排他的な機能から妥協点に変わります。これにより、製品の信頼性と競争力を高めながら、プロセスを簡素化し、より安価な製品を作成することができます。
JS Precision は、精密製造に重点を置くオーバーモールディング会社の 1 つで、材料の選択、製造設計の最適化から完全自動化された量産の設定に至るまで、包括的なプラスチック オーバーモールディング ソリューションを提供できます。
製品の品質を向上させ、市場競争力を高めたいと思いませんか?今すぐお問い合わせいただき、無料の DFM 評価とサンプル見積もりを入手してください。
当社のプラスチック オーバーモールド射出成形およびプラスチック オーバーモールド金属の専門家は、お客様の製品に競争上の優位性をもたらすために協力して取り組みます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

