

Umspritzungsdienste sind die Kernprozesslösung für die Lösung von Verbundformteilen aus mehreren Materialien, die Optimierung des Handgefühls und den Dichtungsschutz.
Produktmanager und Ingenieure stehen vor ihrer größten Herausforderung, wenn Produkte sowohl eine dauerhafte Abdichtung unter extremen Bedingungen als auch eine sichere, warme und rutschfeste Handhabung erfordern, da einzelne Materialien inhärente Einschränkungen haben.
Durch die Kombination von starrem Kunststoff und weichem Gummi entstehen zwei Systeme, die Klebekomponenten nicht aufrechterhalten können. Der Multimaterial-Umspritzservice überwindet dieses Problem, indem er sekundäres Spritzgießen verwendet, um präzise Kombinationen aus starrem Substrat und Hochleistungselastomer zu schaffen.
In diesem Artikel werden umfassende technische Kenntnisse über das Umspritzen von Kunststoffen vermittelt , die es Ihnen ermöglichen, die Produktfunktionalität, die Haltbarkeit und den Markenwert zu verbessern und gleichzeitig die Budgetkontrolle durch professionelle Umspritzunternehmen zu behalten.
Zusammenfassung der Kernantwort
| Kernabmessungen | Schlüsseltechnologien | Wert für das Produkt |
| Fühlen und Versiegeln | Starres Substrat + weiches Elastomer | Beseitigt den Kompromiss zwischen Haltbarkeit und Komfort und verbessert den Grip und das Schutzniveau. |
| Mechanische Verklebung | Abgeschrägtes Design, Aufraubehandlung | Stellt sicher, dass sich Metall und Kunststoff bei extremen Temperaturen nicht lösen. |
| Materialkompatibilität | Polaritätsanpassung, Haftvermittler | Verhindert Delamination und erreicht eine chemische Bindung auf molekularer Ebene. |
| Kostenkontrolle | Prozessintegration, automatisierte Produktion | Reduziert langfristig die Gesamtkosten und ersetzt herkömmliche Klebe- und Montageprozesse. |
Wichtige Erkenntnisse
- Lassen Sie den Kleber weg. Eine dauerhafte Bindung erfordert tatsächliche physikalische Verschlüsse und eine chemische Bindung als einzige vertrauenswürdige Methode zur Erzielung dauerhafter Bindungen.
- Materialien sind der Schlüssel. Der Druckverformungsrest der Dichtung ergibt sich aus der Auswahl von TPE- und TPU-Materialien als Hauptelemente der Dichtungslösung.
- Präzision entscheidet über den Ertrag. Die Stabilität der Massenproduktion hängt von Rotationsformen zusammen mit einer genauen Temperaturkontrolle als kritischem Wendepunkt ab.
- Je früher der Eingriff erfolgt, desto geringer sind die Kosten. Der beste Zeitpunkt, um das Risiko einer Wärmeverformung zu verhindern, ist während der DFM-Überprüfung.
Warum diesem Leitfaden vertrauen? Einblicke aus der Multi-Material-Umspritzservice-Erfahrung von JS Precision
JS Precision verfügt über mehr als 15 Jahre Erfahrung in der Präzisionsfertigung und hat mehr als 300.000 kundenspezifische Teile für über 1.000 Kunden weltweit hergestellt.
Der Bereich Overmolding-Services stellt Ihnen umfangreiche praktische Daten und erfolgreiche Fallstudien zur Verfügung, die Sie wiederverwenden können, um den Trial-and-Error-Aufwand zu vermeiden.
Unser Testprozess folgt dem ASTM D4326-Standard zur Messung der Haftfestigkeit beim Überspritzen. Unser umfassendes Qualitätskontrollsystem testet alle mit Kunststoff umspritzten Produkte, was zu einer termingerechten Lieferung von 99,2 % führt.
Wir verfügen über drei offizielle Zertifizierungen, darunter ISO 9001:2015 und ISO 13485 sowie IATF 16949 . Unsere Dienstleistungen umfassen hochwertige Automobil-, Medizin- und Baumaschinenbereiche, die den hohen Standards Ihrer Branche gerecht werden.
Wir haben standardisierte Lösungen und eine exklusive Prozessparameterbibliothek für Prozessproblempunkte wie Kunststoffumspritzung von Metall und Kunststoffumspritzung entwickelt.
Beispielsweise haben wir einmal für einen bestimmten Automobilteilekunden das Problem der Ablösung von Metalleinlagenklebern gelöst.
Durch die Optimierung der physikalischen Verriegelungsstruktur und der Materialabstimmung wurde die Produktbindungsfestigkeit von 3,2 MPa auf 7,5 MPa erhöht, die Massenproduktionsausbeute von 82 % auf 97,8 % gesteigert und die jährlichen After-Sales-Kosten um mehr als 200.000 US-Dollar gesenkt.
Dieser Fall wurde in unsere Prozessparameterbibliothek aufgenommen und kann direkt wiederverwendet werden.
Unser englisches Ingenieursteam bietet rund um die Uhr DFM-Support – DFM steht für Manufacturing Design, das Produktionsrisiken proaktiv mindern kann.
Wir beantworten Ihre technischen Anfragen innerhalb von 15 Minuten, ohne dass während des gesamten Prozesses vom Entwurf bis zur Lieferung Informationen verloren gehen. Mit echten Produktionsdaten und strenger Zertifizierung wollen wir Ihr vertrauenswürdiger Umspritzungspartner werden.
Kontaktieren Sie uns jetzt, um unser exklusives Whitepaper zu Overmolding-Services herunterzuladen, eine kostenlose erste DFM-Bewertung zu erhalten und sich schnell mit den Kerntechnologien der Branche vertraut zu machen.
Warum sollten Sie sich für einen Multimaterial-Umspritzservice entscheiden, um das Produktgefühl und die Abdichtung zu verbessern?
Ein Material kann nicht gleichzeitig strukturelle Unterstützungsbedürfnisse und ergonomische Anforderungen erfüllen. Der Multimaterial-Umspritzservice bietet eine Lösung, die dieses Problem vollständig löst.
Beim sekundären Spritzgussverfahren werden hochsteife technische Kunststoffe mit weichen Elastomeren kombiniert, um ein Design zu schaffen, das Probleme mit der rutschfesten Polsterung löst und gleichzeitig durch sein nahtloses Design eine Dichtigkeitsklasse von IP67 oder höher erreicht ISO 20653-Schutzstandards Dadurch entsteht ein Wettbewerbsvorteil für das Produkt.
Die Widersprüche einzelner Materialien
Herkömmliche starre Kunststoffe weisen drei wesentliche Einschränkungen auf, da sie bei niedrigen Temperaturen spröde werden, eine kalte Oberflächentemperatur aufrechterhalten und weder einen angenehmen Halt noch eine ausreichende strukturelle Festigkeit bieten.
Die Verwendung einer Gummihülse führt zu zwei Problemen , die sich auf die Produktmontage auswirken, da dadurch Montagetoleranzen entstehen und das Hülsenmaterial leicht Schmutz einfängt, was die Benutzerzufriedenheit verringert und dem Markenimage schadet.
Die Premium-Qualität des Sekundärformens
Durch die Fähigkeit, nahtlose Übergänge zwischen weichen und harten Kunststoffmaterialien zu schaffen, können Produkte durch das Umspritzen von Kunststoffen ein hochwertiges Erscheinungsbild erhalten.
Der ästhetische Wert Ihrer Marke wird durch diesen Prozess um mehr als 30 % gesteigert, da sich Ihr Produkt sofort von Konkurrenzprodukten abhebt.
Lösung der physikalischen Grundlagen von Rutschfestigkeit und Abdichtung
Die weiche Kunststoffschicht schafft eine Oberfläche, die einen hohen Reibungskoeffizienten (μ≥0,6) erreicht, während eine entsprechende Presspassung (im Bereich von 0,2 bis 0,5 mm ) durch elastische Kompression für die Abdichtung sorgt.
Ihr Produkt behält in feuchten und öligen Umgebungen einen stabilen Halt und verhindert gleichzeitig, dass Flüssigkeiten und Staub in die internen Komponenten eindringen.

Abbildung 1: Ein Griff mit zweifarbigem Design, der durch Multimaterial-Umspritzung einen weißen Abschnitt und einen schwarzen strukturierten Griff kombiniert.
Was ist die kritischste mechanische Verriegelungsstruktur im Kunststoffumspritzungsprozess mit Metall?
Die ineinandergreifende physikalische Struktur der Kunststoffumspritzung von Metall stellt ihr wichtigstes Element dar, da Metall- und Kunststoffmaterialien einen 5- bis 10-fachen Unterschied in ihren linearen Ausdehnungskoeffizienten aufweisen.
Der Temperaturwechselschock von -40 °C bis 120 °C übersteigt die Bindungsfähigkeit des Materials. Die physikalische Verzahnung durch Anfasen und Aufrauen ist der Schlüssel zur Vermeidung von Ablösungen.
Technische Parameter für Fasen und Nuten:
Metalleinsätze erfordern vorgebohrte Ringnuten oder rautenförmige Rändelungen mit einer Tiefe von 0,3–0,8 mm und einem Winkel von 15°–30°. Der im Spritzgussverfahren eingespritzte geschmolzene Kunststoff (PPS oder PA6T) füllt alle Lücken und erzeugt nach Prozessende einen „Nieteffekt“ .
Die antiadhäsive Struktur der Verbindung erzeugt eine Festigkeit zwischen 5 und 10 MPa und fungiert als unsichtbarer Clip , der Metall mit Kunststoff verbindet und die Verbindung auch unter extremen Bedingungen aufrechterhält.
Daten zur Oberflächenbehandlung:
Durch Sandstrahlen (Ra 2,0–3,5 μm) oder chemisches Ätzen kann die Mikroporosität der Metalloberfläche um 40 % erhöht und die Eindringtiefe des Kunststoffs um 0,02 mm erhöht werden.
Der Prozess erhöht die Zugfestigkeit, stärkt gleichzeitig die Stabilität der Metall-Kunststoff-Verbindung und verhindert Trennungsprobleme, die bei zukünftigen Vorgängen auftreten.
Kostenoptimiertes Design:
Der standardisierte Rändelprozess ermöglicht es uns, komplexe Bearbeitungs-Anfasvorgänge in einen effizienteren Prozess umzuwandeln, der unsere ursprünglichen Stückkosten beibehält.
Dies kann für Ihr Projekt eine mehr als zweifache Steigerung der Kohäsion bei gleichzeitiger Kontrolle der Produktionskosten und Maximierung der Wirtschaftlichkeit gewährleisten.
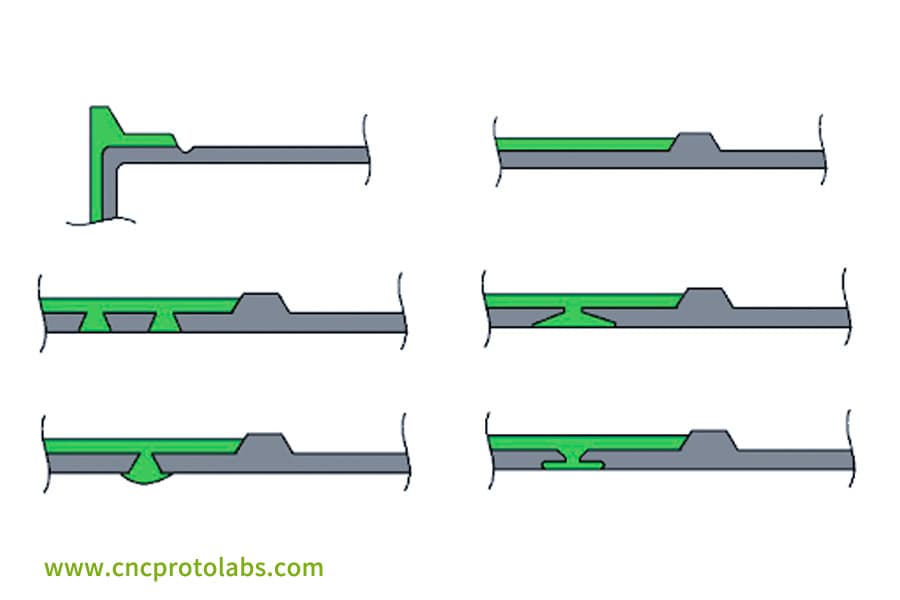
Abbildung 2: Querschnittsdiagramme, die die ineinandergreifenden Mechanismen der Kunststoffumspritzung auf Metall veranschaulichen.
Wie kann das Materialkompatibilitätsproblem beim Kunststoff-Umspritzen gelöst werden?
Lösung des Problems der Materialkompatibilität in Kunststoff-Umspritzung hängt im Wesentlichen von zwei Hauptpunkten ab: Die Polarität des Substrats und des Überformungsmaterials sollte aufeinander abgestimmt sein und der Temperaturgradient der Schmelze muss kontrolliert werden.
PC/ABS (polares Material) und TPU (polares Material) sind in der Lage, direkt chemische Bindungen einzugehen, während PP (unpolares Material) eine physikalische Verankerung oder Grundierung benötigt, um eine effiziente Bindung zu gewährleisten.
Chemische Prinzipien der Polaritätsanpassung:
Es hat sich gezeigt, dass die Verwendung von Materialien mit einem Unterschied im Löslichkeitsparameter (SP-Wert) von weniger als 0,5 (cal/cm³) ^(1/2) eine Schmelzklebung von ausgezeichneter Qualität gewährleisten kann – der SP-Wert oder Löslichkeitsparameter ist der Standard zur Messung der Materialpolaritätsanpassung.
Einfach ausgedrückt bedeutet dies, dass die beiden Materialien in der Lage sind, „aneinander zu haften“, wodurch eine Delamination verhindert wird und die Stabilität der übergossenen Struktur im Laufe der Zeit erhalten bleibt.
Anwendung von Haftvermittlern:
Bei unverträglichen Systemen wie PA und Silikon kann ein Primer mit einer Schichtdicke von 5-10μm auf die Oberfläche des ersten Spritzgussteils aufgesprüht werden.
Durch eine chemische Vernetzungsreaktion erhöht der Primer die Grenzflächenbindungsfestigkeit von 1 MPa auf über 3 MPa und löst so die Bindungsprobleme inkompatibler Materialien vollständig.
Genaue Regulierung der Schmelzetemperatur:
Die Schmelztemperatur der zweiten Injektion sollte die Wärmeverformungstemperatur (HDT, die Temperatur, bei der ein Material eine erhebliche Verformung erfährt) des ersten Injektionssubstrats um 15–30 °C übersteigen .
Dies soll ein Mikroschmelzen der Substratoberfläche bewirken, so dass Molekülketten diffundieren und sich miteinander verschränken können, wodurch beim Überformen eine noch stärkere Bindung entsteht.
Wie sollten Umspritzmaterialien anhand von Versiegelungsstufen wie IP67/IP68 genau geprüft werden?
Das Hauptkriterium für die Auswahl Überspritzmaterialien ist der Kompressionsrestwert (CS). Ein kleinerer CS-Wert bedeutet, dass die Dichtfunktion über die Zeit stabiler ist.
Unterschiedliche Dichtungsgrade entsprechen unterschiedlichen Materialauswahlen:
Wenn es IP67 oder höher ist, sollte LSR die erste Wahl für eine langlebige Abdichtung sein, TPU ist eine kostengünstigere Alternative, TPV wird häufig für Anwendungen verwendet, die Ölbeständigkeit erfordern, und FKM ist die erste Wahl, wenn es um spezielle Medienumgebungen geht.
Vergleich der Leistungsparameter verschiedener Materialien
| Materialtyp | Shore-Härte | Druckverformungsrest (70℃/22h) | Temperaturbereich | Anwendbare Dichtigkeitsklasse |
| TPE | 60A-90A | 20 %–40 % | -30℃~100℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40℃~120℃ | IP65-IP67 |
| LSR | 30A-70A | <10 % (150℃/22h) | -50℃~200℃ | IP68 |
| FKM | 70A-90A | <12 % | -20℃~250℃ | MedienbeständigkeitIP67+ |
| TPV | 70A-80A | 18 %–25 % | -40℃~150℃ | ÖlbeständigkeitIP67 |
Härte und Siegeldruck
Dichtdruck und Materialhärte müssen sehr genau aufeinander abgestimmt sein. Siehe folgende Standards:
- 0,2-0,5 MPa Dichtungsdruck: 70A-80A TPU ist ein guter Kompromiss zwischen Dichtungsleistung und struktureller Stabilität.
- Weiches, rutschfestes Gefühl erforderlich: 50A-60A TPE ist die Empfehlung, jedoch muss eine funktionale Anpassung durch strukturelles Trenndesign erfolgen.
Auswahl spezieller Umgebungsmaterialien:
Wenn das Produkt besonderen Umgebungen wie Benzin oder Salznebel ausgesetzt werden soll, müssen Materialien mit sehr guter chemischer Beständigkeit gewählt werden.
Es ist am besten , FKM oder speziell modifiziertes TPV zu verwenden, das die Medienquellrate so niedrig hält, dass sie 5 % nicht überschreitet, d.
Persönliche Beratung mit einem Ingenieur um die optimalen Umspritzungsmaterialien genau auf Ihre Anforderungen an den Dichtungsgrad abzustimmen und so Risiken bei der Materialauswahl zu vermeiden.
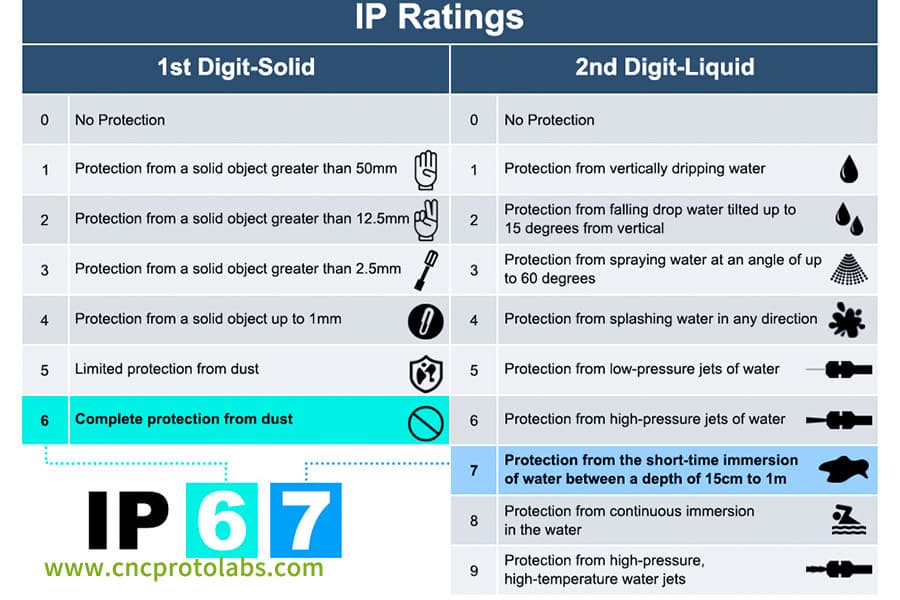
Abbildung 3: Eine Informationstabelle mit Erläuterungen zu IP-Schutzarten (Ingress Protection) für die Auswahl von Materialien in abgedichteten Anwendungen.
Wie kann die thermische Verformung während des hochpräzisen Kunststoffumspritzprozesses effektiv kontrolliert werden?
Temperaturverformung ist ein wesentlicher Risikofaktor beim hochpräzisen Umspritzen von Kunststoffen, insbesondere wenn es um das sekundäre Spritzgießen geht.
Wenn bei 250 °C geschmolzenes TPU-Metall mit dünnwandigem PC in Kontakt kommt, das sehr hitzeempfindlich ist, kann es bei ungleichmäßiger Kühlung zu Verformungen von mehr als 0,1 mm/m kommen, was zu einem Verlust an Genauigkeit des Produkts führt.
Neben einer Maßnahme zur thermischen Verformungskontrolle können konforme Kühlkanäle auch ein gleichmäßiges Temperaturfeld erzeugen.
Wärmemanagement für die Sekundärheizung:
Mithilfe der Mold-Flow-Analyse regulieren wir die Temperatur der Sekundäreinspritzung eines Substrats und sind in der Lage , den Temperaturwert des Substrats auf keinen Fall auf 20 °C unter der Glasübergangstemperatur (Tg) zu begrenzen .
Einfach ausgedrückt ist dies eine Möglichkeit, die Erweichung und Verformung des Substrats aufgrund hoher Temperaturen zu verhindern und eine stabile Maßhaltigkeit des Produkts sicherzustellen.
Quantitative Parameter des Kühlsystems
| Prozessparameter | Standardwerte | Kontrollziele | Kontrollziele |
| Haltezeit | 5-10 Sekunden | Stabilisiert die Dimensionen | Verhindert Schrumpfstellen und Verformungen |
| Kühlkanaldurchmesser | 8-12mm | Gleichmäßige Wärmeableitung | Temperaturschwankung innerhalb von ±3℃ |
| Reynolds-Zahl des Wasserdurchflusses | >4000 | Turbulente Strömung | Verbessert die Kühleffizienz um 30 % |
| Formtemperatur | Substrat HDT -20℃ | Konstante Temperaturregelung | Verhindert das Aufweichen des Untergrundes |
| Temperaturunterschied der sekundären Einspritzung | 15-30℃ | Mikroschmelzschnittstelle | Verbessert die Haftfestigkeit |
Der goldene Bereich für die Schichtdicke beim Überspritzen
Die optimale Dicke für die Überformungsschicht beträgt 1,5–3,0 mm, was den idealen Punkt für die Ausgewogenheit von Formeffekt, Kosten und Leistung darstellt.
- Zu dünn: Führt leicht zu unzureichendem Kleber und schwacher Bindung, wodurch das Aussehen und die Leistung des Produkts beeinträchtigt werden.
- Zu dick: Aufgrund großer Schrumpfung (1,5 %–2,0 %), innerer Spannungskonzentration usw Schrumpfspuren auftreten, allerdings steigen auch die Produktionskosten.
Wie lassen sich die Massenproduktions- und Qualitätskontrollfähigkeiten von Umspritzungsunternehmen bewerten?
Die wichtigsten Parameter zur Messung von Overmolding-Unternehmen sind der Grad der Automatisierungsintegration und die Einbindung des DFM (Design for Manufacturing).
Führende Hersteller können die Spritzgusskonsistenz von Einsätzen innerhalb von 0,02 mm halten, was eine Ausbeute von 98 % für die Durchführung einer Massenproduktion von Millionen Einheiten bietet und so das Risiko einer Massenproduktion erheblich minimiert.
Rotationsformen vs. Shuttleformen:
Die Erkundung der beiden führenden Arten von Formen bietet die Möglichkeit, direkt die Art der Massenproduktion auszuwählen:
- Rotationsformen: Der Formzyklus dauert 40 % weniger, sekundäre Positionierungsfehler können auf Fehler des Bedieners zurückzuführen sein, daher ist das Szenario perfekt für Projekte mit mehr als 500.000 Einheiten pro Jahr.
- Shuttle-Formen: Der Betrieb ist sehr flexibel, eignet sich hervorragend für die Prototypenerstellung komplexer Produkte in Kleinserien und ist im Hinblick auf die Prototypenerstellung kostengünstig.
Automatisierung und Inspektion im geschlossenen Regelkreis:
Zusammen mit einem sechsachsigen Roboterarm für die automatische Einlageplatzierung und Online-CCD-Vision-Inspektion ist dieser Aufbau in der Lage, die Produktion in einem 5-Sekunden-Zyklus vollautomatisch durchzuführen.
Dank dieses Aufbaus wird die Ausschussrate aufgrund menschlicher Fehler von 5 % auf 0,5 % gesenkt, was zu einer höheren Stabilität in der Massenproduktion und niedrigeren Produktionskosten führt.
Die Bedeutung einer DFM-Bewertung:
Professionelle Hersteller können im T0-Stadium (vor dem Probeformen) einen umfassenden DFM-Bericht anbieten, der die Optimierung des Angusses, der Trennfläche und anderer Designaspekte gewährleistet.
Dies bedeutet, dass die Zahl der Änderungen an Probeformteilen um bis zu 80 % reduziert werden kann, sodass Ihr Projekt schnell und mit geringerem Zeit- und Kostenaufwand umgesetzt werden kann.
Holen Sie sich das Umspritzunternehmen Auswahlhilfe, kostenlose Ingenieurberatung und schnelle Auswahl hochwertiger Partner, die die Anforderungen der Massenproduktion erfüllen.
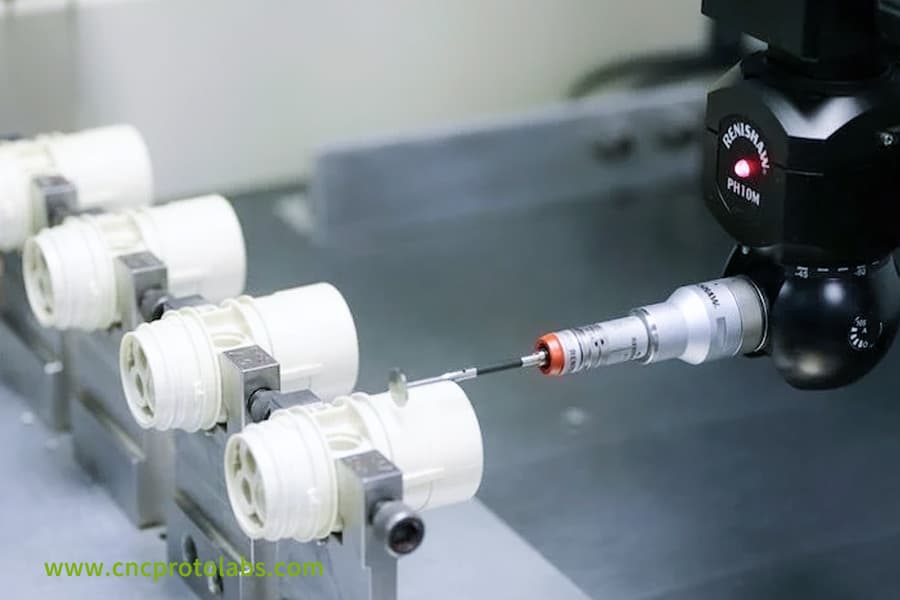
Abbildung 4: Eine Koordinatenmessmaschine (KMG) führt eine Präzisionsprüfung an umspritzten Kunststoffteilen durch.
Was sind die Vorteile von Overmolding-Services bei der Reduzierung der langfristigen Gesamtkosten im Vergleich zur herkömmlichen Montage?
Im Gegensatz zur herkömmlichen Montage besteht der Hauptvorteil von Umspritzungsdiensten in der Integration von Prozess und Funktion, wodurch die Gesamtproduktkosten um 20 bis 35 % gesenkt werden könnten.
Es macht sekundäre Vorgänge wie manuelles Dosieren und Ultraschallschweißen überflüssig , ermöglicht die Herstellung multifunktionaler Teile und vereinfacht Ihr Lieferkettenmanagement erheblich.
Prozessintegration:
Der Wegfall der manuellen Dosierung führt nicht nur zu Einsparungen bei den Leimkosten, sondern macht auch eine 24-stündige Aushärtungszeit des Leims völlig überflüssig.
Dies dürfte die Gesamtkosten der Fertigungseinheit um etwa 0,5 bis 1,5 US-Dollar senken und dadurch die Produktionseffektivität steigern.
Gewichtsreduktionseffekt der Funktionsintegration:
Durch das Overmolding-Verfahren können Dichtringe, Anti-Rutsch-Pads und Gehäuse in einem Teil vereint werden, was die Anzahl der Bauteile um 30 % reduziert.
Dadurch werden die SKUs für die Bestandsverwaltung um 50 % reduziert, die Bestandskosten und der Verwaltungsaufwand sinken und zu effizienteren Lieferkettenabläufen führen.
Langfristige Zuverlässigkeitsvorteile:
Durch das umspritzte Design werden Probleme, die mit der Alterung und Delaminierung des Klebers einhergehen, vollständig beseitigt, wodurch die Produktlebensdauer verlängert wird.
Im Laufe von 5 Jahren kann die Produktretourenquote um 60 % gesenkt werden, was die After-Sales-Kosten erheblich senkt und die Wahrnehmung des Benutzers verbessert.
Fallstudie von JS Precision: Verbesserung der Kapselungstechnologie eines Fernbedienungsgriffs für eine schwere Baumaschine
Ein kabelloser Fernbedienungsgriff für einen schweren Baumaschinenbagger ist eine der typischsten Anwendungen von Kunststoff umspritztes Metall .
Dieses Produkt muss gegen starke Vibrationen und Umgebungen mit hohem Ölgehalt wie Bergbaustandorten und Baugebieten beständig sein. Die ursprüngliche, mit Klebstoff verbundene geteilte Struktur hatte viele Nachteile und es wurden professionelle Umspritzungsdienste in Auftrag gegeben, um diese Probleme dringend zu beheben.
Aufgetretene Herausforderungen
Das ursprüngliche Design des Kunden bestand aus einem Rahmen aus Aluminiumlegierung, einer Außenschale aus Silikon und einer Klebebefestigung. Nach harten Tests und der tatsächlichen Nutzung wurden drei Hauptprobleme mit dem Produkt identifiziert:
- Vibrationstest: Beim Vibrationstest der gesamten Maschine (10–200 Hz, 50 g Beschleunigung, kontinuierlich über 48 Stunden) löste sich die Silikonaußenhülle und wurde vom Metallrahmen verschoben, was zu einem Verrutschen während des Betriebs führte.
- Versagen der Dichtung: Alterung und Rissbildung des Klebstoffs führten zum Versagen der IP65-Dichtung und beeinträchtigten dadurch die Sicherheit interner elektronischer Komponenten.
- Schlechter After-Sales-Service: Nach 6-monatiger Nutzung erreichte die Reklamationsrate der Ablösung der Griffabdeckung 8,7 %, was sich stark negativ auf den Ruf der Marke auswirkte.
Lösungen:
1.Prozess-Upgrade:
Anstatt den traditionellen Klebeansatz bei der Produktion zu verwenden, haben wir uns für ein maßgeschneidertes Verfahren zum Umspritzen von Kunststoff mit Metall entschieden. Wir haben eine 0,6 mm tiefe Diamanträndelung und eine ringförmige Schwalbenschwanznut in den Griffrahmen aus Aluminiumlegierung eingeführt, was zu einer 4-Wege-umlaufenden mechanischen Verriegelungsstruktur führt.
2.Materialauswahl:
Die Überformungsschicht besteht aus ölbeständigem und kältebeständigem TPV (Santoprene 101-80, Shore-A-Härte 80A) mit einer konstanten Überformungsdicke von 2,8 mm.
3. Produktionskontrolle:
Die Produktion nutzt eine vollautomatische Produktionslinie für rotierende Formen, wobei die Einspritztemperatur bei 210–220 °C und der Haltedruck bei 80 MPa gehalten wird. Nach dem Sandstrahlen des Metallskeletts (Ra 3,5 μm) wird es für eine bessere Grenzflächenhaftung mit 8 m Silan-Haftvermittler-Grundierung beschichtet.
Wir bieten DFM-Optimierung und Online-Qualitätsprüfung während des gesamten Prozesses an, um sicherzustellen, dass jedes Produkt den Standards entspricht.
Endgültige Ergebnisse
Dieses Projekt wurde strengen Tests durch Dritte unterzogen und erfüllt alle Leistungsstandards. Die spezifischen Ergebnisse lauten wie folgt und können direkt als Referenz für Ihre ähnlichen Projekte verwendet werden:
- Zuverlässigkeit: Die Haftfestigkeit der Schnittstelle betrug 6,8 MPa. Die Volumenquellung des TPV betrug nur 3,2 % und bestand die Vibrations-, Thermoschock- und Ölbeständigkeitstests erfolgreich.
- Haptik und Haltbarkeit: Auch nach 1 Million simulierter Griffe betrug der Reibungskoeffizient immer noch 0,68, was viel höher war als der der ursprünglichen Lösung, 0,45.
- Wirtschaftliche Vorteile: Die Massenproduktionsausbeute stieg von 78 % auf 96,5 %, die Stückkosten wurden um 22 % gesenkt, die Reklamationsrate nach dem Verkauf lag bei 0,3 % und die Produktlebensdauer wurde auf über 5 Jahre erhöht.
Besorgen Sie sich den vollständigen Fallbericht für diesen technischen Maschinengriff zum Umspritzen von Kunststoff, übermitteln Sie Ihre Produktanforderungen und passen Sie ein spezielles an Kunststoffumspritzung Lösung und holen Sie sich ein Angebot ein.
FAQs
F1: Welche Fehler treten am häufigsten bei umspritzten Kunststoffbauteilen auf?
Die häufigsten Fehler sind Delaminierung und unzureichender Kleber , die aufgrund von Materialunverträglichkeiten und unzureichender Spritzgusstemperatur und -druck auftreten. Die Lösung erfordert die Anpassung der Materialpolarität und die Optimierung des Gate-Designs.
F2: Welche Hauptprobleme gibt es beim Umspritzen von Metall und Kunststoff?
Das Hauptproblem ergibt sich aus den unterschiedlichen Wärmeausdehnungskoeffizienten zwischen Metall und Kunststoff, die das Risiko einer Ablösung des Einsatzes und der Rissbildung mit sich bringen. Zur Spannungsverteilung sind mechanische Verriegelungsmechanismen wie Anfasen und Rändeln erforderlich.
F3: Welche Methode ermöglicht eine schnelle Überprüfung der Materialkompatibilität beim Umspritzen?
Die SP-Werte der Materiallöslichkeitsparameter müssen überprüft werden. Eine chemische Bindung wird möglich, wenn die Differenz unter 0,5 bleibt. Der Unterschied erfordert eine physische Verankerung oder einen Primer als Lösung.
F4: Ist es besser, eine dickere Beschichtungsschicht zu haben?
Die optimale Dicke liegt zwischen 1,5 und 3,0 Millimetern. Eine unzureichende Haftung entsteht, wenn die Schicht zu dünn wird, während die Schicht zu dick wird. Die dicke Schicht führt zu ungleichmäßiger Schrumpfung und führt zu übermäßiger innerer Spannung und finanzieller Verschwendung.
F5: Welche Methode gewährleistet die präzise Positionierung des Einsatzes innerhalb der Form?
Das System verwendet hochpräzise Positionierungsstifte zusammen mit Sensoren , um eine korrekte Positionierung zu erreichen. Das System muss eine Wiederholgenauigkeit von ±0,02 mm aufrechterhalten, da der Spritzgussdruck zu einer Verschiebung des Einsatzes führt.
F6: Welche Faktoren verursachen Fließspuren auf umspritzten Teilen?
Dies ist auf zwei Hauptfaktoren zurückzuführen: schnelle Abkühlung an der Schmelzflussfront und falsche Angussplatzierung. Das System verbessert sich, wenn die Formtemperatur steigt und Angussposition und -anzahl optimiert werden.
F7: Welche Faktoren müssen während der Prototyping-Phase berücksichtigt werden?
Der Lieferant sollte damit beauftragt werden , eine Moldflow-Analyse durchzuführen und einen Entwurf zu erstellen DFM-Bericht So können etwaige Probleme wie Schrumpfspuren und Lufteinschlüsse frühzeitig erkannt werden.
F8: Was führte dazu, dass sich das Substrat meiner umspritzten Komponente nach dem zweiten Spritzguss verzog?
Die zugrunde liegende Ursache liegt darin, dass die Wärmeformbeständigkeitstemperatur des Substrats niedriger ist als die Schmelzetemperatur des zweiten Spritzgusses. Eine Möglichkeit, dieses Problem zu lösen, besteht darin, die Temperaturbeständigkeitseigenschaften des Substrats zu erhöhen. Eine weitere Alternative besteht darin, die Effizienz des Formkühlsystems zu verbessern.
Zusammenfassung
Umspritzservice für mehrere Materialien durchbricht die Leistungsgrenzen einzelner Materialien durch Prozessinnovationen.
Es verändert die Haptik der Siegelfestigkeit und die Kosten eines Produkts von sich gegenseitig ausschließenden Merkmalen hin zu Kompromissen. Dadurch können einfachere Prozesse und günstigere Produkte geschaffen und gleichzeitig die Zuverlässigkeit und Wettbewerbsfähigkeit der Produkte erhöht werden.
JS Precision, eines der Umspritzungsunternehmen mit einem starken Schwerpunkt auf Präzisionsfertigung, kann eine umfassende Lösung für das Umspritzen von Kunststoffen anbieten, von der Materialauswahl über die Optimierung von Designs für die Fertigung bis hin zur Einrichtung einer vollautomatischen Massenproduktion.
Sie wollen Ihre Produktqualität steigern und die Wettbewerbsfähigkeit am Markt steigern? Kontaktieren Sie uns jetzt und erhalten Sie eine kostenlose DFM-Bewertung und ein Musterangebot.
Unsere Experten für Kunststoffumspritzung und Kunststoffumspritzung von Metall arbeiten gemeinsam daran, Ihren Produkten einen Wettbewerbsvorteil zu verschaffen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

