

Servicios de sobremoldeo son la solución de proceso principal para resolver el moldeado de compuestos de múltiples materiales, la optimización de la sensación al tacto y la protección del sellado.
Los ingenieros y gerentes de productos enfrentan su mayor desafío cuando los productos requieren un sellado duradero en condiciones extremas y un manejo seguro, cálido y antideslizante, porque los materiales individuales tienen limitaciones inherentes.
La combinación de plásticos rígidos y cauchos blandos produce dos sistemas que los componentes adhesivos no pueden mantener. El servicio de sobremoldeo de múltiples materiales supera este problema mediante el uso de moldeo por inyección secundaria para crear combinaciones precisas de sustrato rígido y elastómero de alto rendimiento.
Este artículo presenta un conocimiento técnico completo sobre la inyección de sobremoldeado de plástico que le permite mejorar la funcionalidad, la durabilidad y el valor de la marca del producto mientras mantiene el control del presupuesto a través de empresas de sobremoldeado profesionales.
Resumen de respuestas principales
| Dimensiones del núcleo | Tecnologías clave | Valor al producto |
| Sentir y sellar | Sustrato rígido + elastómero blando | Elimina el equilibrio entre durabilidad y comodidad, mejorando el agarre y el nivel de protección. |
| Unión mecánica | Diseño biselado, tratamiento rugoso. | Garantiza que el metal y el plástico no se desprendan bajo temperaturas extremas . |
| Compatibilidad de materiales | Coincidencia de polaridad, promotores de adhesión. | Previene la delaminación, logrando enlaces químicos a nivel molecular. |
| Control de costos | Integración de procesos, producción automatizada. | Reduce el costo total a largo plazo, reemplazando los procesos tradicionales de adhesivo y ensamblaje. |
Conclusiones clave
- Deshazte del pegamento. La unión permanente requiere cerraduras físicas reales y unión química como único método confiable para lograr uniones permanentes.
- Los materiales son clave. La deformación por compresión del sello resulta de la selección de materiales TPE y TPU como elementos principales de la solución de sellado.
- La precisión determina el rendimiento. La estabilidad de la producción en masa depende de los moldes giratorios junto con el control exacto de la temperatura como punto de inflexión crítico.
- Cuanto antes sea la intervención, menor será el coste. El mejor momento para prevenir el riesgo de deformación por calor ocurre durante la revisión del DFM.
¿Por qué confiar en esta guía? Información sobre la experiencia del servicio de sobremoldeo de materiales múltiples de JS Precision
JS Precision tiene más de 15 años de experiencia en fabricación precisa y ha producido más de 300.000 piezas personalizadas para más de 1.000 clientes en todo el mundo.
El campo de los servicios de sobremoldeo le proporciona numerosos datos prácticos y estudios de casos exitosos que puede reutilizar para eliminar los gastos de prueba y error.
Nuestro proceso de prueba sigue el Norma ASTM D4326 para medir la fuerza de unión del sobremoldeado. Nuestro completo sistema de control de calidad prueba todos los productos de sobremoldeado de plástico, lo que da como resultado un 99,2 % de éxito en la entrega a tiempo.
Contamos con tres certificaciones oficiales que incluyen ISO 9001:2015 e ISO 13485 e IATF 16949 . Nuestros servicios incluyen sectores de maquinaria de construcción, médica y automotriz de alta gama que cumplen con los altos estándares de sus industrias.
Hemos desarrollado soluciones estandarizadas y una biblioteca exclusiva de parámetros de proceso para puntos débiles del proceso, como el sobremoldeo de plástico, el metal y la inyección de sobremolde de plástico.
Por ejemplo, una vez resolvimos el problema del desprendimiento del adhesivo de incrustaciones metálicas para un determinado cliente de repuestos para automóviles.
Al optimizar la estructura de entrelazado físico y la combinación de materiales, la fuerza de unión del producto aumentó de 3,2 MPa a 7,5 MPa, el rendimiento de la producción en masa aumentó del 82 % al 97,8 % y el costo posventa anual se redujo en más de $200 000.
Este caso se ha incluido en nuestra biblioteca de parámetros de proceso y se puede reutilizar directamente.
Nuestro equipo de ingeniería en inglés brinda soporte DFM las 24 horas, los 7 días de la semana (DFM significa Diseño de fabricación), que puede mitigar de manera proactiva los riesgos de producción.
Responderemos a tus consultas técnicas en 15 minutos, sin pérdida de información durante todo el proceso, desde el diseño hasta la entrega. Con datos de producción reales y una certificación rigurosa, nuestro objetivo es convertirnos en su socio de sobremoldeo de confianza.
Contáctenos ahora para descargar nuestro documento técnico exclusivo sobre servicios de sobremoldeo, recibir una revisión DFM inicial gratuita y dominar rápidamente las tecnologías centrales de la industria.
¿Por qué elegir el servicio de sobremoldeo de múltiples materiales para mejorar la sensación y el sellado del producto?
Un material no puede satisfacer al mismo tiempo las necesidades de soporte estructural y los requisitos ergonómicos. El servicio de sobremoldeo multimaterial proporciona una solución que resuelve completamente este problema.
El proceso de moldeo por inyección secundaria combina plásticos de ingeniería de alta rigidez con elastómeros blandos para crear un diseño que resuelve los problemas de amortiguación antideslizante y al mismo tiempo logra una clasificación de sellado IP67 o superior a través de su diseño sin costuras que cumple con Normas de protección ISO 20653 creando así una ventaja competitiva para el producto.
Las contradicciones de los materiales individuales
Los plásticos rígidos tradicionales tienen tres limitaciones principales: se vuelven quebradizos a bajas temperaturas, mantienen una temperatura superficial fría y no proporcionan un agarre cómodo ni suficiente resistencia estructural.
El uso de una funda de goma genera dos problemas que afectan el ensamblaje del producto porque crea tolerancias de ensamblaje y el material de la funda atrapa fácilmente la suciedad, lo que disminuye la satisfacción del usuario y daña la imagen de la marca.
La prima del moldeado secundario
El sobremoldeado de plástico permite que los productos alcancen una apariencia premium gracias a su capacidad para crear transiciones perfectas entre materiales plásticos blandos y duros.
El valor estético de su marca aumentará en más de un 30% a través de este proceso porque permite que su producto logre una diferenciación inmediata de los productos de la competencia.
Resolviendo la base física del sellado y antideslizante
La capa de plástico blando crea una superficie que logra un alto coeficiente de fricción (μ≥0,6), mientras que un ajuste de interferencia apropiado (que varía de 0,2 a 0,5 mm ) establece el sellado mediante compresión elástica.
Su producto puede mantener un agarre estable en ambientes húmedos y aceitosos mientras evita que líquidos y polvo entren en sus componentes internos.

Figura 1: Un mango con un diseño de dos tonos, que combina una sección blanca y un mango texturizado negro mediante sobremoldeado de múltiples materiales.
¿Cuál es la estructura de enclavamiento mecánico más crítica en el proceso de sobremoldeo de plástico y metal?
La estructura física entrelazada del metal sobremoldeado de plástico representa su elemento más esencial porque el metal y los materiales plásticos exhiben una diferencia de 5 a 10 veces en sus coeficientes de expansión lineal .
El choque cíclico térmico de -40°C a 120°C excede la capacidad de unión del material. El entrelazamiento físico creado por el biselado y el raspado es la clave para evitar el desprendimiento.
Parámetros de ingeniería para biselados y ranuras:
Inserciones metálicas requieren ranuras anulares preperforadas o moleteado en forma de diamante con una profundidad de 0,3-0,8 mm y un ángulo de 15°-30°. El plástico fundido (PPS o PA6T) inyectado mediante un proceso de moldeo por inyección llena todos los huecos para generar un "efecto remache" una vez finalizado el proceso.
La estructura antiadhesiva de la unión crea una resistencia de entre 5 y 10 MPa que funciona como un clip invisible que conecta el metal con el plástico mientras mantiene la conexión en condiciones extremas.
Datos de tratamiento superficial:
El chorro de arena (Ra 2,0-3,5 μm) o el grabado químico pueden aumentar la microporosidad de la superficie del metal en un 40 %, aumentando la profundidad de penetración del plástico en 0,02 mm.
El proceso mejora la resistencia a la tracción al tiempo que fortalece la estabilidad de la unión entre metal y plástico y detiene los problemas de separación que se producirán durante operaciones futuras.
Diseño de costos optimizados:
El proceso de moleteado estandarizado nos permite convertir operaciones complejas de mecanizado y biselado en un proceso más eficiente que mantiene nuestro costo unitario original.
Para su proyecto, esto puede garantizar un aumento de más del doble en la cohesión mientras se controlan los costos de producción y se maximiza la rentabilidad.
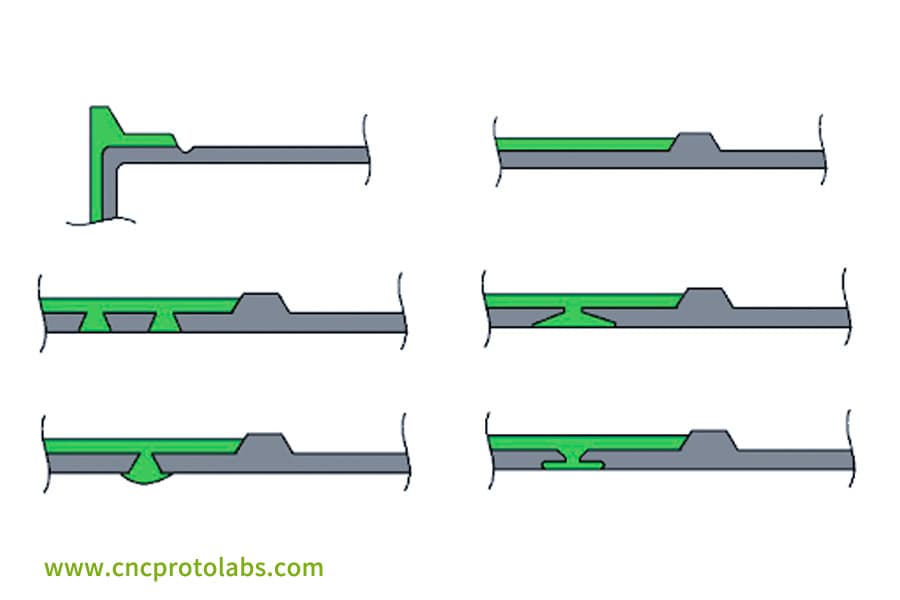
Figura 2: Diagramas transversales que ilustran la mecánica de entrelazado del sobremoldeo de plástico sobre metal.
¿Cómo resolver el problema de compatibilidad de materiales en la inyección de sobremoldeo de plástico?
Resolver el problema de la compatibilidad de materiales en inyección de sobremoldeo de plástico Depende esencialmente de dos puntos principales: la polaridad del sustrato y el material de sobremoldeado deben coincidir, y el gradiente de temperatura de fusión debe controlarse.
PC/ABS (material polar) y TPU (material polar) son capaces de formar enlaces químicos directamente, mientras que PP (material no polar) necesita anclaje físico o imprimación para que la unión sea eficiente.
Principios químicos de coincidencia de polaridad:
Se ha demostrado que el uso de materiales con una diferencia en el parámetro de solubilidad (valor SP) inferior a 0,5 (cal/cm³) ^(1/2) puede garantizar una unión termofusible de excelente calidad: el valor SP, o parámetro de solubilidad, es el estándar para medir la coincidencia de polaridad del material.
En pocas palabras, implica que los dos materiales pueden "adherirse entre sí", evitando así la delaminación y manteniendo la estabilidad de la estructura sobremoldeada a lo largo del tiempo.
Aplicación de Promotores de Adhesión:
En el caso de sistemas incompatibles como PA y silicona, se puede rociar una imprimación con un espesor de 5-10 μm sobre la superficie de la primera pieza moldeada por inyección.
La imprimación aumentará la fuerza de unión interfacial de 1 MPa a más de 3 MPa mediante una reacción química de reticulación, resolviendo así por completo los problemas de unión de materiales incompatibles.
Regulación precisa de la temperatura de fusión:
La temperatura de fusión de la segunda inyección debe exceder la temperatura de distorsión por calor (HDT, la temperatura a la que un material sufre una deformación significativa) del sustrato de la primera inyección en 15-30 ℃.
Esto tiene como objetivo provocar una microfusión de la superficie del sustrato para que las cadenas moleculares puedan difundirse y entrelazarse entre sí, creando un vínculo aún más fuerte en el sobremoldeo.
¿Cómo se deben examinar con precisión los materiales de sobremoldeo en función de niveles de sellado como Ip67/Ip68?
El criterio principal para elegir el materiales de sobremoldeo es el valor del conjunto de compresión (CS). Un valor CS más pequeño significa que la función de sellado será más estable con el tiempo.
Diferentes clasificaciones de sellado corresponden a diferentes selecciones de materiales:
Cuando es IP67 o superior, LSR debería ser la primera opción para un sellado que dure mucho tiempo, TPU es una alternativa más asequible, TPV se utiliza a menudo para aplicaciones que requieren resistencia al aceite y FKM es el indicado cuando se trata de entornos de medios especiales.
Comparación de parámetros de rendimiento de diferentes materiales
| Tipo de material | Dureza Shore | Conjunto de compresión (70 ℃/22 h) | Rango de temperatura | Clasificación de sellado aplicable |
| TPE | 60A-90A | 20%-40% | -30 ℃ ~ 100 ℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40 ℃ ~ 120 ℃ | IP65-IP67 |
| LSR | 30A-70A | <10% (150℃/22h) | -50 ℃ ~ 200 ℃ | IP68 |
| FKM | 70A-90A | <12% | -20 ℃ ~ 250 ℃ | Resistencia a los mediosIP67+ |
| TPV | 70A-80A | 18%-25% | -40 ℃ ~ 150 ℃ | Resistencia al aceite IP67 |
Dureza y presión de sellado
La presión de sellado y la dureza del material deben coincidir con precisión. Consulte las siguientes normas:
- Presión de sellado de 0,2-0,5 MPa: 70A-80A El TPU es un buen compromiso entre el rendimiento del sellado y la estabilidad estructural.
- Se requiere una sensación suave y antideslizante: la recomendación es TPE 50A-60A; sin embargo, la adaptación funcional deberá realizarse mediante el diseño de particiones estructurales.
Selección de materiales para entornos especiales:
Cuando el producto va a estar expuesto a ambientes especiales como gasolina o niebla salina, hay que elegir materiales con muy buena resistencia química.
Lo mejor es usar FKM o TPV especialmente modificado, lo que mantendría la tasa de hinchamiento del medio tan baja que no exceda el 5%; en otras palabras, no permitiría fallas en el rendimiento del sellado.
Consulta personalizada con un ingeniero. para hacer coincidir con precisión los materiales de sobremolde óptimos de acuerdo con sus requisitos de nivel de sellado, evitando riesgos en la selección de materiales.
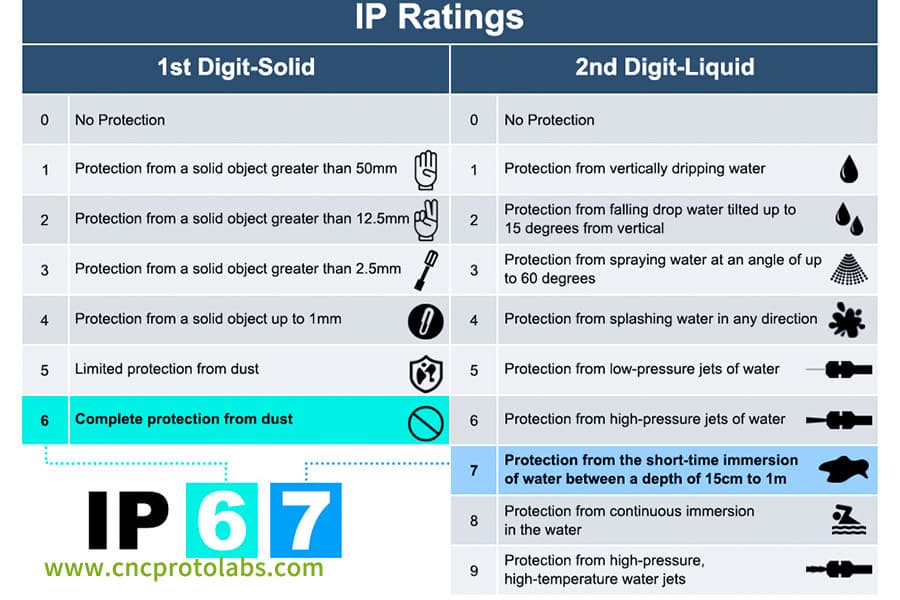
Figura 3: Cuadro informativo que explica las clasificaciones IP (protección de ingreso) para seleccionar materiales en aplicaciones selladas.
¿Cómo controlar eficazmente la deformación térmica durante el proceso de sobremoldeo de plástico de alta precisión?
La deformación por temperatura es un factor de riesgo importante en el sobremoldeo de plástico de alta precisión, particularmente cuando se realiza el moldeo por inyección secundaria.
Cuando el metal fundido de TPU a 250 ℃ entra en contacto con PC de paredes delgadas, que son muy sensibles al calor, si el enfriamiento no se realiza de manera uniforme , la deformación puede alcanzar un nivel que excede los 0,1 mm/m, lo que provoca una pérdida de precisión del producto.
Además de ser una medida destinada al control de la deformación térmica, los canales de enfriamiento conformes también pueden proporcionar un campo de temperatura uniforme.
Gestión del calor para calefacción secundaria:
Mediante el análisis de flujo del molde, regulamos la temperatura de inyección secundaria de un sustrato y en ningún caso podemos limitar el valor de la temperatura del sustrato a 20 ℃ por debajo de la temperatura de transición vítrea (Tg).
En pocas palabras, esta es una forma de inhibir el ablandamiento y la deformación del sustrato resultantes de las altas temperaturas y es una forma de garantizar una precisión dimensional estable del producto.
Parámetros cuantitativos del sistema de refrigeración
| Parámetros del proceso | Valores estándar | Objetivos de control | Objetivos de control |
| Tiempo de espera | 5-10 segundos | Estabiliza las dimensiones | Previene marcas de contracción y deformación. |
| Diámetro del canal de enfriamiento | 8-12 mm | Disipación uniforme del calor | Fluctuación de temperatura dentro de ±3 ℃ |
| Número de Reynolds del flujo de agua | >4000 | flujo turbulento | Mejora la eficiencia de refrigeración en un 30 %. |
| Temperatura del molde | Sustrato HDT -20 ℃ | Control de temperatura constante | Previene el ablandamiento del sustrato |
| Diferencia de temperatura de inyección secundaria | 15-30 ℃ | Interfaz de microfusión | Mejora la fuerza de unión |
La gama dorada para el espesor de la capa de sobremoldeo
El espesor óptimo para la capa de sobremoldeo es de 1,5 a 3,0 mm, que es el punto óptimo para equilibrar el efecto de moldeo, el costo y el rendimiento.
- Demasiado fino: fácilmente provocará una cantidad insuficiente de pegamento y una unión débil, por lo que la apariencia y el rendimiento del producto se verán afectados.
- Demasiado grueso: debido a la gran contracción (1,5% -2,0%), concentración de tensión interna y marcas de contracción puede aparecer, sin embargo, los costos de producción también aumentarán.
¿Cómo evaluar las capacidades de producción en masa y control de calidad de las empresas de sobremoldeo?
Los principales parámetros para medir las empresas de sobremoldeo son los niveles de integración de la automatización y qué tan involucrado está el DFM (Diseño para Manufactura).
Los principales fabricantes pueden mantener la consistencia del moldeo por inyección de insertos dentro de 0,02 mm, lo que proporciona una tasa de rendimiento del 98 % para llevar a cabo una producción en masa de millones de unidades , minimizando así significativamente el riesgo de producción en masa.
Moldes rotativos versus moldes lanzadera:
Explorar los dos tipos principales de moldes le brinda la oportunidad de elegir rápidamente el tipo de producción en masa:
- Moldes rotativos: el ciclo de moldeo dura un 40% menos, los errores de posicionamiento secundarios pueden ser error del operador, por lo que el escenario es perfecto para proyectos con más de 500.000 unidades por año.
- Moldes lanzadera: el funcionamiento es muy flexible, muy adecuado para la creación de prototipos de productos complejos en lotes pequeños y rentable en términos de creación de prototipos.
Circuito Cerrado de Automatización e Inspección:
Junto con un brazo robótico de seis ejes para la colocación automática de insertos y la inspección por visión CCD en línea, esta configuración es capaz de realizar una producción totalmente automatizada en un ciclo de 5 segundos.
Gracias a esta configuración, la tasa de desperdicio debido a errores humanos se reduce del 5% al 0,5%, proporcionando así una mayor estabilidad en la producción en masa y reduciendo los costos de producción.
La importancia de una revisión del DFM:
Los fabricantes profesionales pueden ofrecer un informe DFM completo en la etapa T0 (antes del moldeo de prueba), asegurando la optimización de la puerta, la superficie de separación y otros aspectos del diseño.
Esto significa que los cambios de moldeo de prueba pueden reducirse hasta en un 80 %, lo que permite que su proyecto se lance rápidamente, con tiempo y costos reducidos.
Obtener el empresas de sobremoldeo guía de selección, consulta gratuita con ingenieros y selección rápida de socios de alta calidad que cumplan con los requisitos de producción en masa.
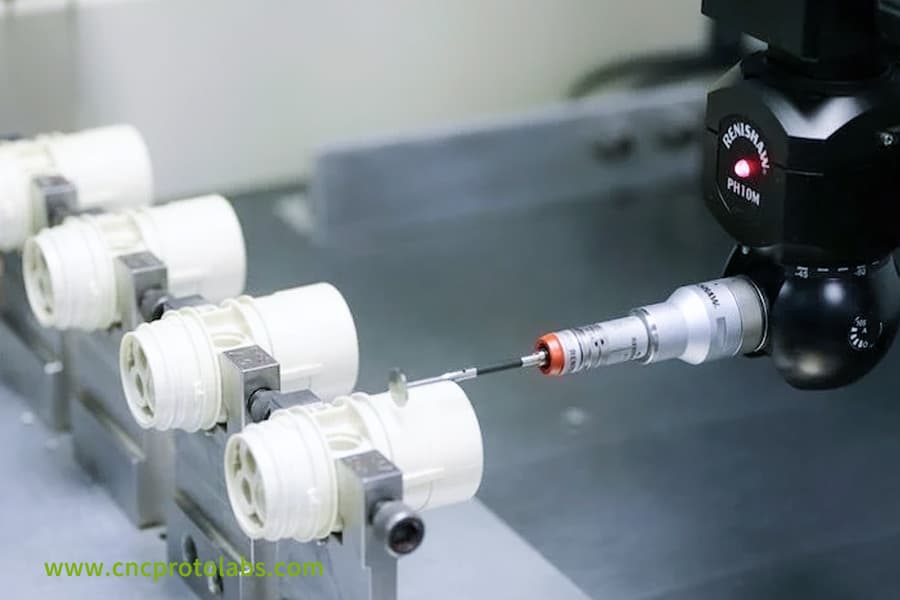
Figura 4: Una máquina de medición de coordenadas (CMM) realiza una inspección de precisión en piezas de plástico sobremoldeadas.
¿Cuáles son las ventajas de los servicios de sobremoldeo para reducir los costos totales a largo plazo en comparación con el ensamblaje tradicional?
A diferencia del ensamblaje tradicional, el principal beneficio de los servicios de sobremoldeo es la integración del proceso y la función, lo que podría reducir el costo total del producto entre un 20% y un 35%.
Elimina operaciones secundarias como la dosificación manual y la soldadura ultrasónica, permite piezas multifuncionales y simplifica enormemente la gestión de la cadena de suministro.
Integración de procesos:
Deshacerse de la dosificación manual no sólo genera ahorros en los costos del pegamento, sino que también elimina por completo la necesidad de un tiempo de curado del pegamento de 24 horas.
Es probable que esto reduzca el coste unitario total de fabricación entre 0,5 y 1,5 dólares, aumentando así la eficacia de la producción.
Efecto de reducción de peso de la integración funcional:
Como resultado de los procesos de sobremoldeo, los anillos de sellado, las almohadillas antideslizantes y las carcasas se pueden combinar en una sola pieza, lo que reduce el número de componentes en un 30 %.
Esto reducirá los SKU para la gestión de inventario en un 50 %, disminuirá los costos de inventario y el esfuerzo de gestión, y conducirá a operaciones de la cadena de suministro más eficientes.
Ventajas de confiabilidad a largo plazo:
El diseño sobremoldeado elimina por completo los problemas asociados con el envejecimiento y la delaminación del pegamento, aumentando así la vida útil del producto.
En el transcurso de 5 años, la tasa de devolución del producto podrá reducirse en un 60%, lo que reducirá en gran medida los costos posventa y mejorará la percepción del usuario.
Estudio de caso de JS Precision: actualización de la tecnología de encapsulación de un mango de control remoto para maquinaria de construcción pesada
Un mango de control remoto inalámbrico para una excavadora de maquinaria de construcción pesada es una de las aplicaciones más típicas de metal sobremoldeado de plástico .
Este producto debe ser resistente a entornos con alta vibración y alto contenido de aceite, como sitios mineros y áreas de construcción. La estructura dividida unida con adhesivo original tenía muchos inconvenientes y se solicitaron servicios de sobremoldeo profesionales para abordar estos problemas con urgencia.
Desafíos encontrados
El diseño original del cliente era un marco de aleación de aluminio, una cubierta exterior de silicona y fijación adhesiva. Después de duras pruebas y uso real, se identificaron tres problemas principales con el producto:
- Prueba de vibración: En la prueba de vibración de toda la máquina (10-200 Hz, aceleración de 50 g, continua durante 48 horas), la cubierta exterior de silicona se desprendió y se desplazó del marco de metal, lo que provocó el deslizamiento durante la operación.
- Fallo de sellado: el envejecimiento y el agrietamiento del adhesivo provocaron un fallo del sello IP65, comprometiendo así la seguridad de los componentes electrónicos internos.
- Mal servicio posventa: después de 6 meses de uso, la tasa de quejas por desprendimiento de la cubierta del mango alcanzó el 8,7%, lo que afectó en gran medida negativamente la reputación de la marca.
Soluciones:
1.Actualización del proceso:
En lugar de utilizar el método adhesivo tradicional en la producción, elegimos un proceso de sobremoldeo de metal hecho a medida. Introdujimos un moleteado de diamante de 0,6 mm de profundidad y una ranura anular en cola de milano en el marco del mango de aleación de aluminio, lo que resultó en una estructura de bloqueo mecánico circunferencial de 4 vías.
2.Selección de materiales:
La capa de sobremoldeo se compone de TPV resistente al aceite y a las bajas temperaturas (Santoprene 101-80, dureza Shore A 80A), con un espesor de sobremolde constante de 2,8 mm.
3.Control de producción:
La producción utiliza una línea de producción de moldes rotativos totalmente automatizada, con una temperatura de inyección mantenida entre 210 y 220 ℃ y una presión de mantenimiento de 80 MPa. Después de pulir con chorro de arena el esqueleto metálico (Ra 3, 5 μm), se recubre con una imprimación de agente de acoplamiento de silano de 8 m para una mejor adhesión interfacial.
Ofrecemos optimización DFM e inspección de calidad en línea durante todo el proceso para garantizar que cada producto cumpla con los estándares.
Resultados finales
Este proyecto ha sido sometido a rigurosas pruebas de terceros y cumple con todos los estándares de rendimiento. Los resultados específicos son los siguientes, que pueden usarse directamente como referencia para sus proyectos similares:
- Fiabilidad: La fuerza de unión de la interfaz fue de 6,8 MPa. El hinchamiento del volumen del TPV fue sólo del 3,2% y pasó con éxito las pruebas de vibración, choque térmico y resistencia al aceite.
- Tacto y durabilidad: incluso después de 1 millón de agarres simulados, el coeficiente de fricción seguía siendo de 0,68, mucho más alto que el de la solución original, 0,45.
- Beneficios económicos: el rendimiento de la producción en masa aumentó del 78 % al 96,5 %, el costo unitario se redujo en un 22 %, la tasa de quejas posventa fue del 0,3 % y la vida útil del producto se incrementó a más de 5 años.
Obtenga el informe de caso completo para esta maquinaria de ingeniería que maneja sobremoldeado de plástico, envíe los requisitos de su producto, personalice un taller dedicado sobremoldeo de plástico solución y obtener una cotización.
Preguntas frecuentes
P1: ¿Qué defectos ocurren con mayor frecuencia en los componentes de sobremolde de plástico?
Los defectos más comunes son la delaminación y la falta de pegamento , que ocurren debido a la incompatibilidad del material y a una temperatura y presión insuficientes en el moldeo por inyección. La solución requiere hacer coincidir la polaridad del material y optimizar el diseño de la puerta.
P2: ¿Qué problemas principales existen con el sobremoldeado de plástico metálico?
El problema principal surge de las discrepancias en el coeficiente de expansión térmica entre el metal y el plástico, que crean riesgos de desprendimiento del inserto y formación de grietas . Se necesitan mecanismos de bloqueo mecánicos, como biselado y moleteado, para distribuir la tensión.
P3: ¿Qué método permite una verificación rápida de la compatibilidad del material para el sobremoldeo?
Se deben verificar los valores de SP de los parámetros de solubilidad del material. El enlace químico se vuelve posible cuando la diferencia permanece por debajo de 0,5. La diferencia requiere anclaje físico o una imprimación como solución.
P4: ¿Es mejor tener una capa de revestimiento más gruesa?
El espesor óptimo oscila entre 1,5 y 3,0 milímetros. Se produce adhesivo insuficiente cuando la capa se vuelve demasiado delgada, mientras que la capa se vuelve demasiado gruesa. La capa gruesa crea una contracción desigual y conduce a un estrés interno excesivo y un desperdicio financiero.
P5: ¿Qué método garantiza un posicionamiento preciso del inserto dentro del molde?
El sistema utiliza pasadores de localización de alta precisión junto con sensores para lograr un posicionamiento adecuado. El sistema necesita mantener una repetibilidad de ±0,02 mm porque la presión del moldeo por inyección provoca el desplazamiento del inserto.
P6: ¿Qué factores crean marcas de flujo en piezas sobremoldeadas?
Esto ocurre debido a dos factores principales: enfriamiento rápido en el frente del flujo de fusión y colocación inadecuada de la compuerta. El sistema mejorará cuando la temperatura del molde aumente y la ubicación y el número de puertas se optimicen.
P7: ¿Qué factores deben considerarse durante la fase de creación de prototipos?
El proveedor debe tener la tarea de realizar un análisis de flujo del molde y redactar un informe DFM para que cualquier problema, como marcas de contracción y aire atrapado, pueda detectarse desde el principio.
P8: ¿Qué causó que el sustrato de mi componente sobremoldeado se deformara después del segundo moldeo por inyección?
La causa subyacente es que la temperatura de deflexión del calor del sustrato es menor que la temperatura de fusión del segundo moldeo por inyección. Una forma de resolver este problema es aumentar las propiedades de resistencia a la temperatura del sustrato. Otra alternativa es mejorar la eficiencia del sistema de enfriamiento del molde.
Resumen
Servicio de sobremoldeo multimaterial supera las limitaciones de rendimiento de los materiales individuales mediante la innovación de procesos.
Cambia la sensación de fuerza del sello y el costo de un producto de ser características mutuamente excluyentes a un punto de compromiso. Por lo tanto, permite crear procesos más simples y productos más baratos, al tiempo que aumenta la confiabilidad y competitividad de los productos.
JS Precision, una de las empresas de sobremoldeado con un fuerte énfasis en la fabricación de precisión, puede ofrecer una solución integral de sobremoldeado de plástico, desde la selección de materiales y la optimización de diseños para la fabricación hasta la configuración de una producción en masa totalmente automatizada.
¿Quiere mejorar la calidad de su producto e impulsar la competitividad en el mercado? Contáctenos ahora y obtenga una evaluación DFM gratuita y una cotización de muestra.
Nuestros expertos en sobremoldeado de plástico, inyección y metal sobremoldeado de plástico trabajarán juntos para ofrecer a sus productos una ventaja competitiva.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

