

Prestations de surmoulage sont la solution de processus de base pour résoudre le moulage composite multi-matériaux, l'optimisation de la sensation au toucher et la protection de l'étanchéité.
Les chefs de produit et les ingénieurs sont confrontés à leur plus grand défi lorsque les produits nécessitent à la fois une étanchéité durable dans des conditions extrêmes et une manipulation sûre et antidérapante à chaud, car les matériaux individuels ont des limites inhérentes.
La combinaison de plastiques rigides et de caoutchoucs souples produit deux systèmes que les composants adhésifs ne peuvent pas maintenir. Le service de surmoulage multi-matériaux surmonte ce problème en utilisant le moulage par injection secondaire pour créer des combinaisons précises de substrat rigide et d'élastomère haute performance.
Cet article présente des connaissances techniques complètes sur l'injection de surmoulage plastique qui vous permettent d'améliorer la fonctionnalité, la durabilité et la valeur de la marque du produit tout en maintenant le contrôle budgétaire grâce aux entreprises de surmoulage professionnelles.
Résumé des réponses de base
| Dimensions principales | Technologies clés | Valeur du produit |
| Sensation et étanchéité | Substrat rigide + élastomère souple | Élimine le compromis entre durabilité et confort, améliorant l'adhérence et le niveau de protection. |
| Liaison mécanique | Conception chanfreinée, traitement de rugosité | Garantit que le métal et le plastique ne se détachent pas sous des températures extrêmes . |
| Compatibilité des matériaux | Correspondance de polarité, promoteurs d'adhérence | Empêche le délaminage, réalisant une liaison chimique au niveau moléculaire. |
| Contrôle des coûts | Intégration des processus, production automatisée | Réduit le coût total à long terme, en remplaçant les processus traditionnels d’adhésif et d’assemblage. |
Points clés à retenir
- Abandonnez la colle. La liaison permanente nécessite de véritables verrous physiques et une liaison chimique comme seule méthode fiable pour obtenir des liaisons permanentes.
- Les matériaux sont essentiels. La déformation rémanente à la compression du joint résulte de la sélection des matériaux TPE et TPU comme éléments principaux de la solution d'étanchéité.
- La précision détermine le rendement. La stabilité de la production de masse dépend des moules rotatifs ainsi que du contrôle précis de la température comme point tournant critique.
- Plus l’intervention est précoce, plus le coût est faible. Le meilleur moment pour prévenir le risque de déformation thermique se produit lors de l’examen DFM.
Pourquoi faire confiance à ce guide ? Aperçu de l'expérience du service de surmoulage multi-matériaux de JS Precision
JS Precision possède plus de 15 ans d'expérience dans la fabrication de précision et a produit plus de 300 000 pièces personnalisées pour plus de 1 000 clients dans le monde.
Le domaine des services de surmoulage vous fournit de nombreuses données pratiques et des études de cas réussies que vous pouvez réutiliser pour éliminer les dépenses d'essais et d'erreurs.
Notre processus de test suit le Norme ASTM D4326 pour mesurer la force d'adhérence du surmoulage. Notre système complet de contrôle de qualité teste tous les produits de surmoulage de plastique, ce qui entraîne un taux de réussite de livraison à temps de 99,2 %.
Nous possédons trois certifications officielles dont ISO 9001:2015 et ISO 13485 et IATF 16949 . Nos services incluent les secteurs de l'automobile, du médical et des machines de construction haut de gamme qui répondent aux normes élevées de votre industrie.
Nous avons développé des solutions standardisées et une bibliothèque exclusive de paramètres de processus pour les problèmes de processus tels que le surmoulage de plastique en métal et l'injection de surmoulage de plastique.
Par exemple, nous avons déjà résolu le problème du détachement de l’adhésif des incrustations métalliques pour un certain client de pièces automobiles.
En optimisant la structure physique de verrouillage et l'appariement des matériaux, la force de liaison du produit a été augmentée de 3,2 MPa à 7,5 MPa, le rendement de la production de masse a augmenté de 82 % à 97,8 % et le coût annuel après-vente a été réduit de plus de 200 000 $.
Ce cas a été inclus dans notre bibliothèque de paramètres de procédé et peut être directement réutilisé.
Notre équipe d'ingénierie anglaise fournit une assistance DFM 24h/24 et 7j/7. DFM signifie Manufacturing Design, qui peut atténuer de manière proactive les risques de production.
Nous répondrons à vos demandes techniques dans un délai de 15 minutes, sans perte d'informations tout au long du processus, de la conception à la livraison. Avec des données de production réelles et une certification rigoureuse, nous visons à devenir votre partenaire de surmoulage de confiance.
Contactez-nous dès maintenant pour télécharger notre livre blanc exclusif sur les services de surmoulage, recevoir un premier examen DFM gratuit et maîtriser rapidement les technologies de base de l'industrie.
Pourquoi choisir un service de surmoulage multi-matériaux pour améliorer la sensation et l’étanchéité du produit ?
Un seul matériau ne peut pas répondre à la fois aux besoins de soutien structurel et aux exigences ergonomiques. Le service de surmoulage multi-matériaux apporte une solution qui résout complètement cette problématique.
Le processus de moulage par injection secondaire combine des plastiques techniques à haute rigidité avec des élastomères souples pour créer une conception qui résout les problèmes d'amortissement antidérapant tout en atteignant un indice d'étanchéité IP67 ou supérieur grâce à sa conception sans couture qui répond aux normes. Normes de protection ISO 20653 créant ainsi un avantage concurrentiel pour le produit.
Les contradictions des matériaux uniques
Les plastiques rigides traditionnels présentent trois limitations majeures : ils deviennent cassants à basse température, maintiennent une température de surface froide et ne parviennent pas à offrir à la fois une prise confortable et une résistance structurelle suffisante.
L'utilisation d'un manchon en caoutchouc entraîne deux problèmes qui affectent l'assemblage du produit car il crée des tolérances d'assemblage et le matériau du manchon retient facilement la saleté, ce qui diminue la satisfaction de l'utilisateur et nuit à l'image de la marque.
La prime du moulage secondaire
Le surmoulage du plastique permet aux produits d'obtenir une apparence haut de gamme grâce à sa capacité à créer des transitions fluides entre les matériaux plastiques souples et durs.
La valeur esthétique de votre marque augmentera de plus de 30 % grâce à ce processus car il permet à votre produit de se différencier immédiatement des produits concurrents.
Résoudre la base physique de l'antidérapant et de l'étanchéité
La couche de plastique souple crée une surface qui atteint un coefficient de frottement élevé (μ≥0,6) tandis qu'un ajustement serré approprié (qui va de 0,2 à 0,5 mm ) établit l'étanchéité par compression élastique.
Votre produit peut maintenir une adhérence stable dans les environnements humides et huileux tout en empêchant les liquides et la poussière de pénétrer dans ses composants internes.

Figure 1 : Une poignée au design bicolore, associant une section blanche et un grip noir texturé via un surmoulage multi-matériaux.
Quelle est la structure de verrouillage mécanique la plus critique dans le processus de surmoulage de plastique en métal ?
La structure physique imbriquée du métal surmoulé en plastique représente son élément le plus essentiel car les matériaux métalliques et plastiques présentent une différence de 5 à 10 fois dans leurs coefficients de dilatation linéaire .
Le choc thermique du cycle de -40°C à 120°C dépasse la capacité de liaison du matériau. L'emboîtement physique créé par le chanfreinage et la rugosité est la clé pour éviter le détachement.
Paramètres d'ingénierie pour le chanfreinage et les rainures :
Inserts métalliques nécessitent des rainures annulaires pré-percées ou un moletage en forme de diamant avec une profondeur de 0,3 à 0,8 mm et un angle de 15° à 30°. Le plastique fondu (PPS ou PA6T) injecté via un processus de moulage par injection comble tous les espaces pour générer un « effet rivet » une fois le processus terminé.
La structure antiadhésive de la liaison crée une résistance comprise entre 5 et 10 MPa qui fonctionne comme un clip invisible qui relie le métal au plastique tout en maintenant la connexion dans des conditions extrêmes.
Données de traitement de surface :
Le sablage (Ra 2,0-3,5 μm) ou la gravure chimique peuvent augmenter la microporosité de la surface métallique de 40 %, augmentant ainsi la profondeur de pénétration du plastique de 0,02 mm.
Le processus améliore la résistance à la traction tout en renforçant la stabilité de la liaison métal-plastique et en éliminant les problèmes de séparation qui surviennent lors des opérations futures.
Conception optimisée en termes de coûts :
Le processus de moletage standardisé nous permet de convertir des opérations d'usinage complexes de chanfreinage en un processus plus efficace qui maintient notre coût unitaire d'origine.
Pour votre projet, cela peut garantir une cohésion plus que doublée tout en contrôlant les coûts de production et en maximisant la rentabilité.
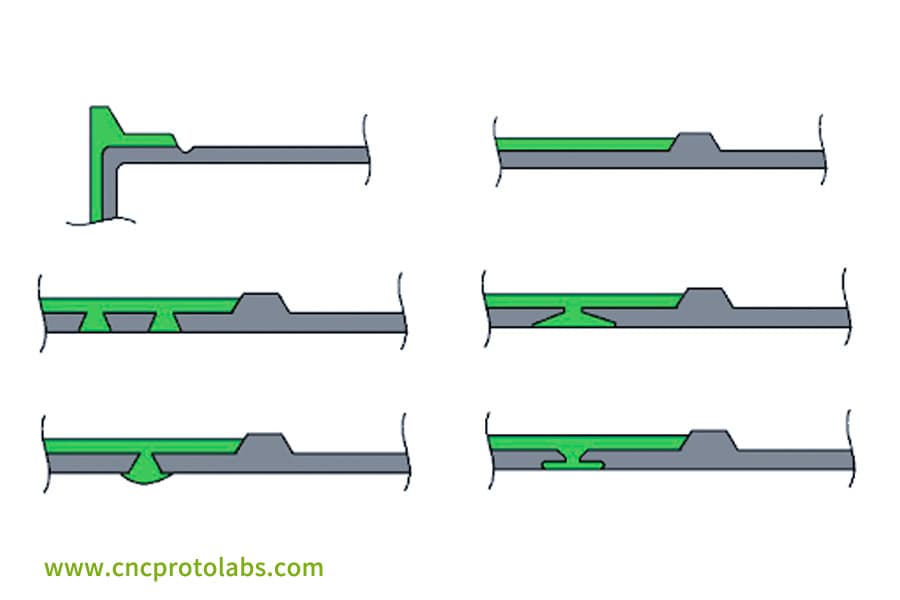
Figure 2 : Diagrammes en coupe illustrant les mécanismes de verrouillage du surmoulage du plastique sur le métal.
Comment résoudre le problème de compatibilité des matériaux lors de l’injection de surmoulage de plastique ?
Résoudre le problème de la compatibilité des matériaux dans injection de surmoulage plastique dépend essentiellement de deux points principaux : la polarité du substrat et du matériau de surmoulage doit être adaptée, et le gradient de température de fusion doit être contrôlé.
Le PC/ABS (matériau polaire) et le TPU (matériau polaire) sont capables de former directement des liaisons chimiques, tandis que le PP (matériau non polaire) a besoin d'un ancrage physique ou d'un apprêt pour rendre la liaison efficace.
Principes chimiques de correspondance de polarité :
Il a été démontré que l'utilisation de matériaux avec une différence de paramètre de solubilité (valeur SP) inférieure à 0,5 (cal/cm³) ^(1/2) peut garantir une liaison thermofusible d'excellente qualité - la valeur SP, ou paramètre de solubilité, est la norme pour mesurer la correspondance de polarité des matériaux.
En termes simples, cela implique que les deux matériaux sont capables de « adhérer ensemble », empêchant ainsi le délaminage et maintenant la stabilité de la structure surmoulée dans le temps.
Application des promoteurs d'adhérence :
Dans le cas de systèmes incompatibles tels que le PA et le silicone, un primaire d'une épaisseur de 5 à 10 μm peut être pulvérisé sur la surface de la première pièce moulée par injection.
L'apprêt augmentera la force de liaison interfaciale de 1 MPa à plus de 3 MPa au moyen d'une réaction de réticulation chimique, résolvant ainsi pleinement les problèmes de liaison des matériaux incompatibles.
Régulation précise de la température de fusion :
La température de fusion de la deuxième injection doit dépasser la température de déformation thermique (HDT, la température à laquelle un matériau subit une déformation significative) du premier substrat d'injection de 15 à 30 ℃.
Cela provoque une microfusion de la surface du substrat afin que les chaînes moléculaires puissent se diffuser et s'emmêler les unes dans les autres, créant ainsi une liaison encore plus forte lors du surmoulage.
Comment les matériaux de surmoulage doivent-ils être examinés avec précision en fonction des niveaux d'étanchéité tels que Ip67/Ip68 ?
Le principal critère pour choisir le matériaux de surmoulage est la valeur du jeu de compression (CS). Une valeur CS plus petite signifie que la fonction d’étanchéité sera plus stable dans le temps.
Différents indices d'étanchéité correspondent à différentes sélections de matériaux :
Lorsqu'il est IP67 ou supérieur, le LSR devrait être le premier choix pour une étanchéité qui dure longtemps, le TPU est une alternative plus abordable, le TPV est souvent utilisé pour les applications nécessitant une résistance à l'huile et le FKM est celui qu'il vous faut lorsque vous avez affaire à des environnements multimédias spéciaux.
Comparaison des paramètres de performance de différents matériaux
| Type de matériau | Dureté Shore | Ensemble de compression (70 ℃/22h) | Plage de température | Indice d'étanchéité applicable |
| TPE | 60A-90A | 20%-40% | -30 ℃ ~ 100 ℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40 ℃ ~ 120 ℃ | IP65-IP67 |
| LSR | 30A-70A | <10% (150℃/22h) | -50 ℃ ~ 200 ℃ | IP68 |
| FKM | 70A-90A | <12% | -20 ℃ ~ 250 ℃ | Résistance aux médiasIP67+ |
| TPV | 70A-80A | 18%-25% | -40 ℃ ~ 150 ℃ | Résistance à l'huileIP67 |
Dureté et pression d'étanchéité
La pression d’étanchéité et la dureté du matériau doivent être parfaitement adaptées. Voir les normes suivantes :
- Pression d'étanchéité de 0,2 à 0,5 MPa : le TPU 70A-80A est un bon compromis entre performances d'étanchéité et stabilité structurelle.
- Sensation douce et antidérapante requise : 50A-60A TPE est la recommandation, mais une adaptation fonctionnelle devra être effectuée via la conception des cloisons structurelles.
Sélection de matériaux pour environnements spéciaux :
Lorsque le produit doit être exposé à des environnements particuliers tels que l'essence ou le brouillard salin, il faut choisir des matériaux présentant une très bonne résistance chimique.
Il est préférable d'utiliser du FKM ou du TPV spécialement modifié qui maintiendrait le taux de gonflement du support si bas qu'il ne dépasserait pas 5 %, en d'autres termes, ne permettant aucune défaillance des performances d'étanchéité.
Consultation individuelle avec un ingénieur pour faire correspondre avec précision les matériaux de surmoulage optimaux en fonction de vos exigences de niveau d'étanchéité, évitant ainsi les risques de sélection des matériaux.
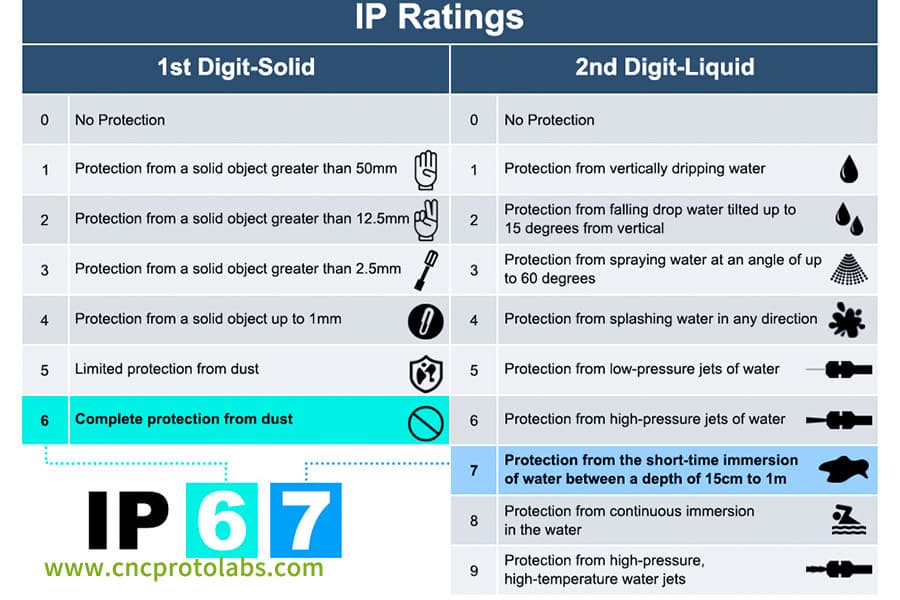
Figure 3 : Un tableau d'informations expliquant les indices IP (Ingress Protection) pour la sélection des matériaux dans les applications scellées.
Comment contrôler efficacement la déformation thermique lors du processus de surmoulage de plastique de haute précision ?
La déformation thermique est un facteur de risque majeur dans le surmoulage plastique de haute précision, en particulier lorsqu'il s'agit du moulage par injection secondaire.
Lorsque le métal fondu du TPU à 250 ℃ entre en contact avec un PC à paroi mince, qui est très sensible à la chaleur, si le refroidissement n'est pas effectué uniformément , la déformation peut atteindre un niveau supérieur à 0,1 mm/m, entraînant une perte de précision du produit.
En plus d'être une mesure visant à contrôler la déformation thermique, les canaux de refroidissement conformes peuvent également donner un champ de température uniforme.
Gestion de la chaleur pour le chauffage secondaire :
Grâce à l'analyse du flux de moule, nous régulons la température d'injection secondaire d'un substrat et ne sommes en aucun cas en mesure de limiter la valeur de la température du substrat à 20 ℃ en dessous de la température de transition vitreuse (Tg).
En termes simples, il s'agit d'un moyen d'empêcher le ramollissement et la déformation du substrat résultant de températures élevées et d'assurer une précision dimensionnelle stable du produit.
Paramètres quantitatifs du système de refroidissement
| Paramètres du processus | Valeurs standards | Cibles de contrôle | Cibles de contrôle |
| Temps de maintien | 5-10 secondes | Stabilise les dimensions | Empêche les marques de retrait et la déformation |
| Diamètre du canal de refroidissement | 8-12mm | Dissipation thermique uniforme | Fluctuation de température dans ± 3 ℃ |
| Nombre de Reynolds du débit d'eau | >4000 | Écoulement turbulent | Améliore l'efficacité du refroidissement de 30 % |
| Température du moule | Substrat HDT -20℃ | Contrôle constant de la température | Empêche le ramollissement du substrat |
| Différence de température d’injection secondaire | 15-30 ℃ | Interface micro-fusion | Améliore la force de liaison |
La gamme dorée pour l'épaisseur de la couche de surmoulage
L'épaisseur optimale de la couche de surmoulage est de 1,5 à 3,0 mm, ce qui constitue le point idéal pour équilibrer l'effet de moulage, le coût et les performances.
- Trop fin : entraînera facilement une colle insuffisante et une liaison faible, ce qui aura un impact sur l'apparence et les performances du produit.
- Trop épais : en raison d'un retrait important (1,5 % à 2,0 %), d'une concentration de contraintes internes et marques de retrait peut apparaître, mais les coûts de production seront également augmentés.
Comment évaluer les capacités de production de masse et de contrôle qualité des entreprises de surmoulage ?
Les principaux paramètres de mesure des entreprises de surmoulage sont les niveaux d'intégration de l'automatisation et l'implication du DFM (Design for Manufacturing).
Les principaux fabricants peuvent maintenir la cohérence du moulage par injection d'inserts à moins de 0,02 mm, offrant un taux de rendement de 98 % pour réaliser une production en série d'un million d'unités , minimisant ainsi considérablement le risque de production en série.
Moules rotatifs et moules à navette :
L'exploration des deux principaux types de moules donne la possibilité de choisir en main le type de production de masse :
- Moules rotatifs : le cycle de moulage dure 40 % de moins, des erreurs de positionnement secondaires peuvent être la faute de l'opérateur, le scénario est donc parfait pour les projets de plus de 500 000 unités par an.
- Moules navette : le fonctionnement est très flexible, parfaitement adapté au prototypage de produits complexes en petits lots, rentable en termes de prototypage.
Boucle fermée d’automatisation et d’inspection :
Associée à un bras robotique à six axes pour le placement automatique des inserts et l'inspection par vision CCD en ligne, cette configuration est capable d'effectuer une production entièrement automatisée en un cycle de 5 secondes.
Grâce à cette configuration, le taux de rebut dû à l'erreur humaine est réduit de 5 % à 0,5 %, offrant ainsi une plus grande stabilité dans la production de masse et réduisant les coûts de production.
L’importance d’un examen DFM :
Les fabricants professionnels peuvent proposer un rapport DFM complet au stade T0 (avant le moulage d'essai), garantissant l'optimisation de la porte, de la surface de joint et d'autres aspects de conception.
Cela signifie que les modifications d'essai de moulage peuvent être réduites jusqu'à 80 %, permettant ainsi à votre projet d'être lancé rapidement, avec une réduction des délais et des coûts.
Obtenez le entreprises de surmoulage guide de sélection, consultation gratuite d'ingénieurs et sélection rapide de partenaires de haute qualité qui répondent aux exigences de production de masse.
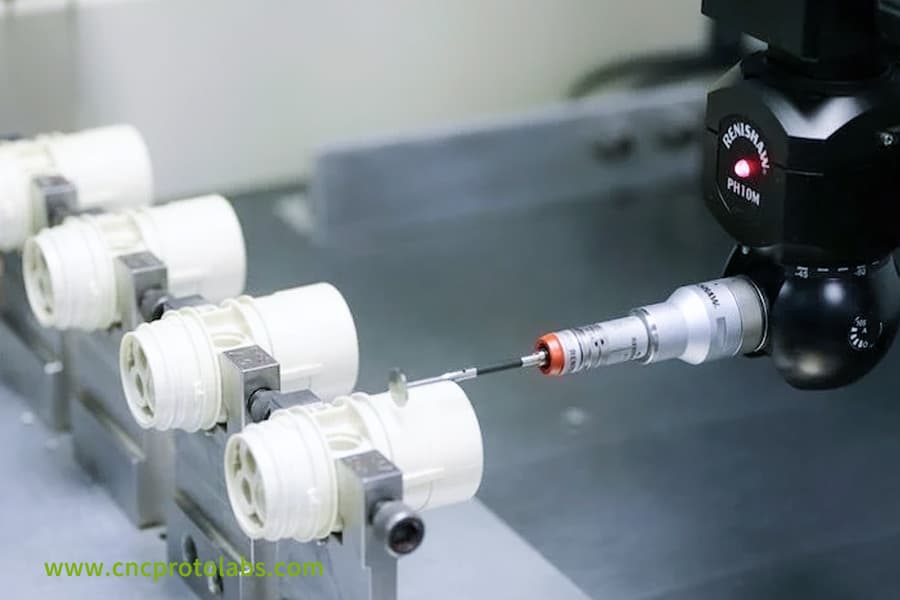
Figure 4 : Une machine à mesurer tridimensionnelle (MMT) effectue une inspection de précision sur des pièces en plastique surmoulées.
Quels sont les avantages des services de surmoulage pour réduire les coûts totaux à long terme par rapport à l’assemblage traditionnel ?
Contrairement à l'assemblage traditionnel, le principal avantage des services de surmoulage est l'intégration du processus et de la fonction, ce qui pourrait réduire le coût total du produit de 20 à 35 %.
Il élimine les opérations secondaires telles que la distribution manuelle et le soudage par ultrasons, permet d'obtenir des pièces multifonctionnelles et simplifie grandement la gestion de votre chaîne d'approvisionnement.
Intégration des processus :
L'élimination de la distribution manuelle entraîne non seulement des économies sur les coûts de colle, mais supprime également complètement le besoin d'un temps de durcissement de la colle de 24 heures.
Cela réduirait probablement le coût unitaire total de fabrication d’environ 0,5 à 1,5 $, augmentant ainsi l’efficacité de la production.
Effet de réduction de poids de l'intégration fonctionnelle :
Grâce aux processus de surmoulage, les bagues d'étanchéité, les patins antidérapants et les boîtiers peuvent être combinés en une seule pièce, ce qui réduit le nombre de composants de 30 %.
Cela réduira de 50 % les SKU pour la gestion des stocks, diminuera les coûts d'inventaire et les efforts de gestion, et conduira à des opérations de chaîne d'approvisionnement plus efficaces.
Avantages de la fiabilité à long terme :
La conception surmoulée élimine complètement les problèmes associés au vieillissement et au délaminage de la colle, augmentant ainsi la durée de vie du produit.
Sur une période de 5 ans, le taux de retour des produits peut être réduit de 60 %, ce qui réduira considérablement les coûts après-vente et améliorera la perception de l'utilisateur.
Étude de cas de JS Precision : mise à niveau de la technologie d'encapsulation d'une poignée de télécommande pour une machine de construction lourde
Une poignée de télécommande sans fil pour une pelle de machinerie de construction lourde est l'une des applications les plus typiques de métal surmoulage plastique .
Ce produit doit être résistant aux vibrations élevées et aux environnements à forte teneur en huile tels que les sites miniers et les zones de construction. La structure divisée originale collée par adhésif présentait de nombreux inconvénients et des services de surmoulage professionnels ont été commandés pour résoudre ces problèmes de toute urgence.
Défis rencontrés
La conception originale du client était un cadre en alliage d'aluminium, une coque extérieure en silicone et une fixation adhésive. Après des tests rigoureux et une utilisation réelle, trois problèmes principaux avec le produit ont été identifiés :
- Test de vibration : lors des tests de vibration de l'ensemble de la machine (10-200 Hz, accélération de 50 g, continue pendant 48 heures), la coque extérieure en silicone s'est détachée et a été décalée du cadre métallique, ce qui a entraîné un glissement pendant l'opération.
- Défaillance de l'étanchéité : le vieillissement et la fissuration de l'adhésif ont entraîné une défaillance du joint IP65, compromettant ainsi la sécurité des composants électroniques internes.
- Mauvais service après-vente : après 6 mois d'utilisation, le taux de plaintes concernant le détachement du couvercle de la poignée a atteint 8,7 %, ce qui a grandement affecté la réputation de la marque.
Solutions :
1. Mise à niveau du processus :
Au lieu d'utiliser l'approche adhésive traditionnelle dans la production, nous avons choisi un procédé de surmoulage de plastique et de métal sur mesure. Nous avons introduit un moletage diamanté de 0,6 mm de profondeur et une rainure annulaire en queue d'aronde sur le cadre de la poignée en alliage d'aluminium, ce qui a permis d'obtenir une structure de verrouillage mécanique circonférentiel à 4 voies.
2. Sélection des matériaux :
La couche de surmoulage est composée de TPV résistant à l'huile et aux basses températures (Santoprène 101-80, dureté Shore A 80A), avec une épaisseur de surmoulage constante de 2, 8 mm.
3.Contrôle de la production :
La production utilise une ligne de production de moules rotatifs entièrement automatisée, avec une température d'injection maintenue à 210-220 ℃ et une pression de maintien à 80 MPa. Après avoir sablé le squelette métallique (Ra 3, 5 μm), il est recouvert d'un apprêt d'agent de couplage silane 8 m pour une meilleure adhérence interfaciale.
Nous proposons une optimisation DFM et une inspection qualité en ligne tout au long du processus pour garantir que chaque produit répond aux normes.
Résultats finaux
Ce projet a subi des tests rigoureux par des tiers et répond à toutes les normes de performance. Les résultats spécifiques sont les suivants, qui peuvent être directement utilisés comme référence pour vos projets similaires :
- Fiabilité : La force de liaison de l’interface était de 6,8 MPa. Le gonflement du volume du TPV n'était que de 3,2 % et il a passé avec succès les tests de vibration, de choc thermique et de résistance à l'huile.
- Toucher et durabilité : même après 1 million de prises simulées, le coefficient de friction était toujours de 0,68, ce qui était bien supérieur à celui de la solution originale, 0,45.
- Avantages économiques : le rendement de la production de masse est passé de 78 % à 96,5 %, le coût unitaire a été réduit de 22 %, le taux de réclamations après-vente a été de 0,3 % et la durée de vie du produit a été augmentée à plus de 5 ans.
Obtenez le rapport de cas complet pour cette machine d'ingénierie manipulant le surmoulage de plastique, soumettez les exigences de votre produit, personnalisez un formulaire dédié. surmoulage plastique solution et obtenez un devis.
FAQ
Q1 : Quels défauts surviennent le plus fréquemment dans les composants de surmoulage en plastique ?
Les défauts les plus courants sont le délaminage et l'insuffisance de colle , qui surviennent en raison d'une incompatibilité des matériaux et d'une température et d'une pression de moulage par injection insuffisantes. La solution nécessite de faire correspondre la polarité des matériaux et d'optimiser la conception de la grille.
Q2 : Quels sont les principaux problèmes liés au surmoulage métal-plastique ?
Le principal problème vient des écarts de coefficient de dilatation thermique entre le métal et le plastique, qui créent des risques de détachement des inserts et de formation de fissures . Des mécanismes de verrouillage mécaniques tels que le chanfreinage et le moletage sont nécessaires pour répartir les contraintes.
Q3 : Quelle méthode permet une vérification rapide de la compatibilité des matériaux pour le surmoulage ?
Les valeurs SP des paramètres de solubilité du matériau doivent être vérifiées. La liaison chimique devient possible lorsque la différence reste inférieure à 0,5. La différence nécessite un ancrage physique ou une amorce comme solution.
Q4 : Est-il préférable d’avoir une couche de revêtement plus épaisse ?
L'épaisseur optimale varie de 1,5 à 3,0 millimètres. Un adhésif insuffisant se produit lorsque la couche devient trop fine, tandis que la couche devient trop épaisse. La couche épaisse crée un retrait inégal et entraîne un stress interne excessif et un gaspillage financier.
Q5 : Quelle méthode garantit un positionnement précis de l’insert à l’intérieur du moule ?
Le système utilise des broches de positionnement de haute précision ainsi que des capteurs pour obtenir un positionnement correct. Le système doit maintenir une répétabilité de ±0,02 mm car la pression de moulage par injection provoque le déplacement de l'insert.
Q6 : Quels facteurs créent des marques d'écoulement sur les pièces surmoulées ?
Cela se produit en raison de deux facteurs principaux : un refroidissement rapide au niveau du front d'écoulement de la matière fondue et un mauvais placement des portes. Le système s'améliorera lorsque la température du moule augmentera et que l'emplacement et le nombre des portes seront optimisés.
Q7 : Quels facteurs doivent être pris en compte pendant la phase de prototypage ?
Le fournisseur doit être chargé d' effectuer une analyse du flux de moule et de rédiger un Rapport DFM afin que les problèmes tels que les marques de retrait et l'air emprisonné puissent être repérés dès le début.
Q8 : Qu'est-ce qui a provoqué la déformation du substrat de mon composant surmoulé après le deuxième moulage par injection ?
La cause sous-jacente est que la température de déformation thermique du substrat est inférieure à la température de fusion du deuxième moulage par injection. Une façon de résoudre ce problème consiste à augmenter les propriétés de résistance à la température du substrat. Une autre alternative consiste à améliorer l’efficacité du système de refroidissement du moule.
Résumé
Prestation de surmoulage multi-matériaux brise les limites de performance des matériaux uniques grâce à l'innovation des processus.
Cela modifie la résistance au toucher et le coût d'un produit, passant de caractéristiques mutuellement exclusives à un point de compromis. Ainsi, cela permet de créer des processus plus simples et des produits moins chers tout en augmentant la fiabilité et la compétitivité des produits.
JS Precision, l'une des sociétés de surmoulage mettant fortement l'accent sur la fabrication de précision, peut proposer une solution complète de surmoulage de plastique, depuis la sélection des matériaux et l'optimisation des conceptions pour la fabrication jusqu'à la mise en place d'une production de masse entièrement automatisée.
Souhaitez-vous améliorer la qualité de vos produits et accroître votre compétitivité sur le marché ? Contactez-nous maintenant et obtenez une évaluation DFM gratuite et un exemple de devis.
Nos experts en injection de surmoulage de plastique et en métal de surmoulage de plastique travailleront ensemble pour offrir à vos produits un avantage concurrentiel.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

