

Услуги по формованию являются основным технологическим решением для решения задач формования композитных материалов из нескольких материалов, оптимизации ощущения рук и защиты уплотнений.
Менеджеры по продуктам и инженеры сталкиваются с самой большой проблемой, когда продукты требуют как надежного уплотнения в экстремальных условиях, так и безопасного обращения с теплыми материалами, не допускающего скольжения, поскольку отдельные материалы имеют свои ограничения.
Комбинация жесткого пластика и мягкой резины дает две системы, которые не могут выдерживать клеевые компоненты. Служба литья под давлением из нескольких материалов решает эту проблему, используя вторичное литье под давлением для создания точной жесткой основы и комбинаций высокоэффективных эластомеров.
В этой статье представлены полные технические знания о литье пластика под давлением, которые позволяют вам повысить функциональность и долговечность продукта, а также ценность бренда, сохраняя при этом контроль бюджета с помощью профессиональных компаний, занимающихся формованием.
Основная сводка ответов
| Основные размеры | Ключевые технологии | Ценность продукта |
| Ощущение и уплотнение | Жесткая основа + мягкий эластомер | Устраняет компромисс между долговечностью и комфортом, улучшая сцепление и уровень защиты. |
| Механическое соединение | Скошенная конструкция, обработка шероховатости | Гарантирует, что металл и пластик не отсоединятся при экстремальных температурах . |
| Совместимость материалов | Согласование полярности, промоторы адгезии | Предотвращает расслоение, обеспечивая химическое соединение на молекулярном уровне. |
| Контроль затрат | Интеграция процессов, автоматизированное производство | Снижает долгосрочную общую стоимость, заменяя традиционные процессы склеивания и сборки. |
Ключевые выводы
- Откажитесь от клея. Постоянное соединение требует реальных физических замков и химического соединения как единственного надежного метода достижения постоянного соединения.
- Материалы имеют решающее значение. Остаточная деформация уплотнения при сжатии является результатом выбора материалов ТПЭ и ТПУ в качестве основных элементов уплотнительного решения.
- Точность определяет урожайность. Стабильность массового производства зависит от ротационных форм и точного контроля температуры как критического поворотного момента.
- Чем раньше вмешательство, тем ниже стоимость. Лучшее время для предотвращения риска тепловой деформации — во время проверки DFM.
Почему стоит доверять этому руководству? Выводы из опыта JS Precision в сфере услуг по формованию нескольких материалов
Компания JS Precision имеет более чем 15-летний опыт точного производства и произвела более 300 000 нестандартных деталей для более чем 1000 клиентов по всему миру.
Область услуг по формованию предоставляет вам обширные практические данные и успешные примеры из практики, которые вы можете повторно использовать, чтобы избежать затрат на метод проб и ошибок.
Наш процесс тестирования соответствует Стандарт ASTM D4326 для измерения прочности соединения при формовании. Наша полная система контроля качества тестирует все изделия для формования пластмасс, что обеспечивает своевременную доставку на 99,2%.
Мы обладаем тремя официальными сертификатами, включая ISO 9001:2015, ISO 13485 и IATF 16949 . Наши услуги включают в себя высокотехнологичную автомобильную, медицинскую и строительную технику, соответствующую высоким стандартам вашей отрасли.
Мы разработали стандартизированные решения и эксклюзивную библиотеку параметров процесса для таких проблемных мест процесса, как литье пластмассы под давлением и литье пластмассы под давлением.
Например, однажды мы решили проблему отслоения клея металлической накладки для одного заказчика автомобильных запчастей.
За счет оптимизации структуры физического соединения и подбора материалов прочность сцепления продукта была увеличена с 3,2 МПа до 7,5 МПа, выход продукции массового производства увеличился с 82% до 97,8%, а ежегодные затраты на послепродажное обслуживание были снижены более чем на 200 000 долларов США.
Этот случай включен в нашу библиотеку параметров процесса и может быть напрямую использован повторно.
Наша английская команда инженеров обеспечивает круглосуточную поддержку DFM — DFM означает «Производственное проектирование», которое может активно снижать производственные риски.
Мы ответим на ваши технические запросы в течение 15 минут, без потери информации на протяжении всего процесса от проектирования до поставки. Обладая реальными производственными данными и строгой сертификацией, мы стремимся стать вашим надежным партнером в области формования.
Свяжитесь с нами сейчас, чтобы загрузить технический документ по нашим эксклюзивным услугам по формованию, получить бесплатный первоначальный обзор DFM и быстро освоить основные отраслевые технологии.
Почему стоит выбрать услугу по формованию нескольких материалов, чтобы улучшить ощущение и герметизацию продукта?
Один материал не может одновременно удовлетворить потребности в структурной поддержке и эргономические требования. Услуга наложения нескольких материалов обеспечивает решение, которое полностью решает эту проблему.
В процессе вторичного литья под давлением конструкционные пластмассы высокой жесткости сочетаются с мягкими эластомерами, что позволяет создать конструкцию, которая решает проблемы амортизации скольжения и одновременно обеспечивает степень герметизации IP67 или выше благодаря бесшовной конструкции, соответствующей требованиям Стандарты защиты ISO 20653 тем самым создавая конкурентное преимущество для продукта.
Противоречия отдельных материалов
Традиционные жесткие пластмассы имеют три основных ограничения: они становятся хрупкими при низких температурах, сохраняют низкую температуру поверхности и не могут обеспечить как удобный захват, так и достаточную структурную прочность.
Использование резиновой втулки приводит к двум проблемам , которые влияют на сборку продукта, поскольку она создает допуски при сборке, а материал втулки легко улавливает грязь, что снижает удовлетворенность пользователей и наносит ущерб имиджу бренда.
Премиум вторичного формования
Формование пластика позволяет изделиям приобретать превосходный внешний вид благодаря способности создавать плавные переходы между мягкими и твердыми пластиковыми материалами.
Благодаря этому процессу эстетическая ценность вашего бренда увеличится более чем на 30%, поскольку он позволяет вашему продукту немедленно отличиться от конкурирующих продуктов.
Решение физической основы противоскольжения и герметизации
Мягкий пластиковый слой создает поверхность, которая обеспечивает высокий коэффициент трения (μ≥0,6), а соответствующая посадка с натягом (в диапазоне от 0,2 до 0,5 мм ) обеспечивает герметизацию за счет упругого сжатия.
Ваш продукт может сохранять стабильное сцепление во влажной и маслянистой среде, предотвращая попадание жидкостей и пыли во внутренние компоненты.

Рис. 1. Ручка с двухцветным дизайном, сочетающая белую часть и черную текстурированную рукоятку посредством литья из нескольких материалов.
Какая механическая блокирующая конструкция является наиболее важной в процессе формования металла пластиком?
Взаимосвязанная физическая структура пластикового формованного металла представляет собой его наиболее важный элемент, поскольку металлические и пластиковые материалы имеют разницу в коэффициентах линейного расширения в 5-10 раз .
Термический циклический шок от -40°C до 120°C превышает склеивающую способность материала. Физическая блокировка, создаваемая за счет снятия фасок и придания шероховатости, является ключом к предотвращению отсоединения.
Технические параметры снятия фасок и канавок:
Металлические вставки требуют предварительно просверленных кольцевых канавок или ромбовидной накатки глубиной 0,3-0,8 мм и углом 15°-30°. Расплавленный пластик (PPS или PA6T), впрыскиваемый в процессе литья под давлением, заполняет все зазоры, создавая «эффект заклепки» после завершения процесса.
Антиадгезионная структура соединения создает прочность в пределах 5–10 МПа, которая действует как невидимый зажим , соединяющий металл с пластиком, сохраняя соединение в экстремальных условиях.
Данные обработки поверхности:
Пескоструйная обработка (Ra 2,0-3,5 мкм) или химическое травление позволяют увеличить микропористость поверхности металла на 40 %, увеличив глубину проникновения пластика на 0,02 мм.
Этот процесс повышает прочность на разрыв, одновременно усиливая стабильность металлопластиковых связей и предотвращая проблемы разделения, которые могут возникнуть во время будущих операций.
Оптимизированная по стоимости конструкция:
Стандартизированный процесс накатки позволяет нам преобразовать сложные операции по снятию фасок в более эффективный процесс, сохраняющий первоначальную стоимость единицы продукции.
Для вашего проекта это может обеспечить более чем двукратное увеличение сплоченности при одновременном контроле производственных затрат и максимизации экономической эффективности.
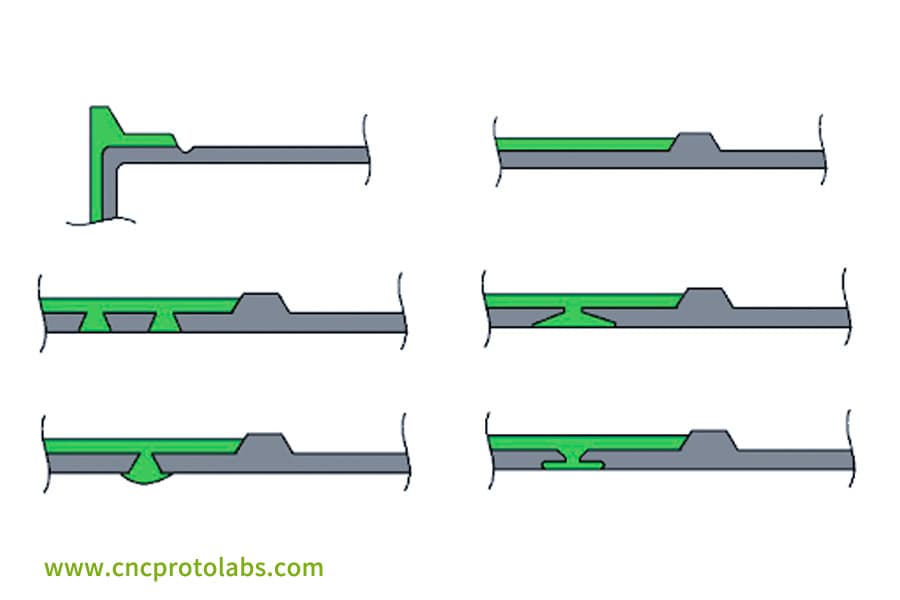
Рисунок 2: Диаграммы поперечного сечения, иллюстрирующие механику соединения пластика с металлом.
Как решить проблему совместимости материалов при литье пластмасс под давлением?
Решение вопроса совместимости материалов в литье пластика под давлением существенно зависит от двух основных моментов: полярность подложки и формовочного материала должна быть согласована, а также необходимо контролировать градиент температуры расплава.
ПК/АБС (полярный материал) и ТПУ (полярный материал) способны напрямую образовывать химические связи, в то время как ПП (неполярный материал) требует физического закрепления или грунтовки, чтобы сделать соединение эффективным.
Химические принципы согласования полярностей:
Было продемонстрировано, что использование материалов с разницей в параметре растворимости (значении SP) менее 0,5 (кал/см³)^(1/2) позволяет обеспечить термоплавкое соединение превосходного качества - значение SP, или параметр растворимости, является стандартом для измерения соответствия полярности материалов.
Проще говоря, это означает, что два материала способны «склеиваться друг с другом», тем самым предотвращая расслоение и сохраняя стабильность формованной конструкции с течением времени.
Применение усилителей адгезии:
В случае несовместимых систем, таких как полиамид и силикон, на поверхность первой детали, отлитой под давлением, можно распылить грунтовку толщиной 5–10 мкм.
Грунтовка увеличит прочность межфазного соединения с 1 МПа до более 3 МПа посредством химической реакции сшивания, тем самым полностью решая проблемы сцепления несовместимых материалов.
Точная регулировка температуры плавления:
Температура расплава второй инъекции должна превышать температуру тепловой деформации (HDT, температура, при которой материал подвергается значительной деформации) первой подложки для инъекции на 15-30 ℃.
Это должно вызвать микроплавление поверхности подложки, чтобы молекулярные цепи могли диффундировать и спутываться друг с другом, создавая еще более прочную связь при формовании.
Как следует точно проверять материалы для формования на основе уровней герметичности, таких как IP67/Ip68?
Главный критерий выбора формовочные материалы — значение набора сжатия (CS). Меньшее значение CS означает, что функция уплотнения будет более стабильной с течением времени.
Различные степени уплотнения соответствуют разным вариантам выбора материала:
Если IP67 или выше, LSR должен быть первым выбором для герметизации, которая прослужит долгое время, TPU — более доступная альтернатива, TPV часто используется для приложений, требующих маслостойкости, а FKM — это тот вариант, который следует использовать, когда вы имеете дело со специальными средами.
Сравнение эксплуатационных параметров различных материалов
| Тип материала | Твердость по Шору | Компрессионный комплект (70 ℃/22 часа) | Температурный диапазон | Применимый класс уплотнения |
| ТПЭ | 60А-90А | 20%-40% | -30℃~100℃ | IP54-IP67 |
| ТПУ | 60А-90А | 15%-30% | -40℃~120℃ | IP65-IP67 |
| ЛСР | 30А-70А | <10% (150℃/22 часа) | -50℃~200℃ | IP68 |
| ФКМ | 70А-90А | <12% | -20℃~250℃ | Сопротивление средыIP67+ |
| ТПВ | 70А-80А | 18%-25% | -40℃~150℃ | МаслостойкостьIP67 |
Твердость и давление уплотнения
Давление уплотнения и твердость материала должны быть очень точно согласованы. См. следующие стандарты:
- 0,2–0,5 МПа. Давление уплотнения: 70–80 А. ТПУ представляет собой хороший компромисс между герметизирующими характеристиками и структурной стабильностью.
- Требуется мягкий, нескользящий материал: рекомендуется TPE 50–60 А, однако функциональная адаптация должна быть выполнена посредством проектирования структурных перегородок.
Специальный выбор материала окружающей среды:
Если изделие будет подвергаться воздействию особых сред, таких как бензин или солевой туман, необходимо выбирать материалы с очень хорошей химической стойкостью.
Лучше всего использовать FKM или специально модифицированный TPV , который будет поддерживать степень набухания среды настолько низкой, чтобы не превышать 5%, иными словами, не допуская нарушений герметичности.
Индивидуальная консультация с инженером точно подобрать оптимальные материалы для формования в соответствии с вашими требованиями к уровню уплотнения, избегая рисков при выборе материала.
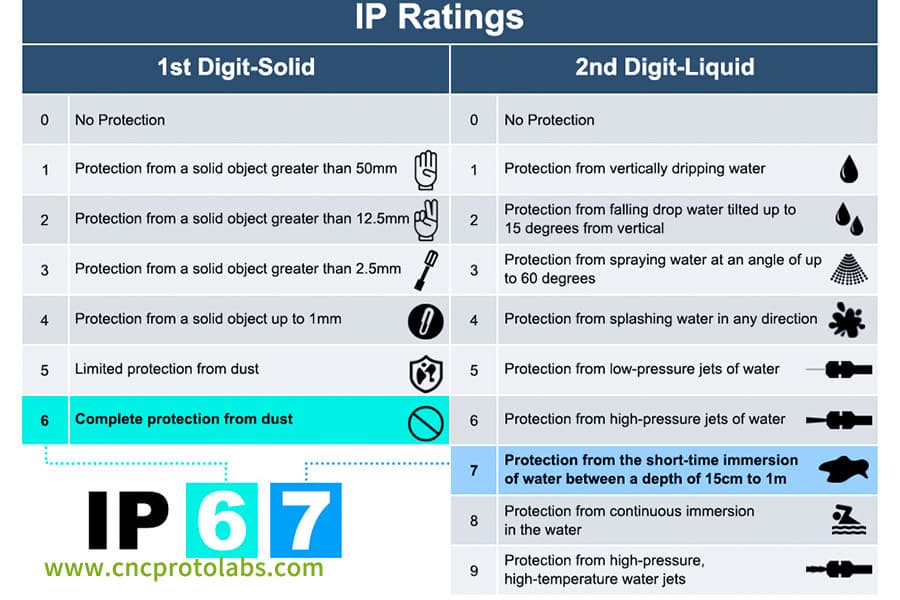
Рис. 3. Информационная таблица, объясняющая классы IP (защита от проникновения) для выбора материалов в герметичных приложениях.
Как эффективно контролировать тепловую деформацию во время высокоточного процесса формования пластика?
Температурная деформация является основным фактором риска при высокоточном литье пластика, особенно когда выполняется вторичное литье под давлением.
Когда расплавленный металл ТПУ с температурой 250 ℃ вступает в контакт с тонкостенным ПК, который очень чувствителен к нагреву, если охлаждение не производится равномерно , деформация может достичь уровня, превышающего 0,1 мм/м, что приводит к потере точности изделия.
Помимо того, что конформные каналы охлаждения являются мерой, направленной на контроль термической деформации, они также могут создавать однородное температурное поле.
Управление теплом для вторичного отопления:
С помощью анализа текучести пресс-формы мы регулируем температуру вторичного впрыска подложки и ни в коем случае не можем ограничить значение температуры подложки на 20 ℃ ниже температуры стеклования (Tg).
Проще говоря, это способ предотвратить размягчение и деформацию подложки, вызванную высокими температурами, а также способ обеспечить стабильную точность размеров продукта.
Количественные параметры системы охлаждения
| Параметры процесса | Стандартные значения | Контрольные цели | Контрольные цели |
| Время выдержки | 5-10 секунд | Стабилизирует размеры | Предотвращает появление усадочных следов и деформаций. |
| Диаметр канала охлаждения | 8-12 мм | Равномерное рассеивание тепла | Колебания температуры в пределах ±3℃ |
| Число Рейнольдса расхода воды | >4000 | Турбулентный поток | Повышает эффективность охлаждения на 30 %. |
| Температура пресс-формы | Субстрат HDT -20℃ | Постоянный контроль температуры | Предотвращает размягчение основания |
| Разница температур вторичного впрыска | 15-30℃ | Интерфейс микроплавления | Улучшает прочность соединения |
Золотой диапазон толщины слоя наплавки
Оптимальная толщина формовочного слоя составляет 1,5-3,0 мм, что является идеальным балансом между эффектом формования, стоимостью и производительностью.
- Слишком тонкий: легко приведет к недостаточному количеству клея и слабому склеиванию, что повлияет на внешний вид и характеристики продукта.
- Слишком толстая: из-за большой усадки (1,5–2,0%), концентрации внутренних напряжений и следы усадки могут появиться, однако затраты на производство также возрастут.
Как оценить возможности массового производства и контроля качества компаний, занимающихся формованием?
Основными параметрами для оценки компаний, занимающихся формовкой, являются уровни интеграции автоматизации и степень участия DFM (Проектирование для производства).
Ведущие производители могут поддерживать консистенцию вставки при литье под давлением в пределах 0,02 мм, обеспечивая процент выхода продукции 98% при массовом производстве миллионов единиц , тем самым значительно сводя к минимуму риск массового производства.
Ротационные формы и челночные формы:
Изучение двух ведущих типов пресс-форм дает возможность выбрать тип массового производства:
- Ротационные формы: цикл формования длится на 40% меньше, вторичные ошибки позиционирования могут быть ошибкой оператора, поэтому этот сценарий идеально подходит для проектов с объемом производства более 500 000 единиц в год.
- Челночные формы: работа очень гибкая, хорошо подходит для мелкосерийного прототипирования сложных изделий, экономически эффективна с точки зрения прототипирования.
Замкнутый контур автоматизации и контроля:
Наряду с шестиосным роботизированным манипулятором для автоматического размещения пластин и онлайн-визуального контроля CCD, эта установка способна полностью автоматизировать производство за 5-секундный цикл.
Благодаря этой установке процент брака из-за человеческой ошибки снижается с 5% до 0,5%, что обеспечивает более высокую стабильность массового производства и снижает производственные затраты.
Значение обзора DFM:
Профессиональные производители могут предложить подробный отчет DFM на этапе T0 (до пробного формования), гарантируя оптимизацию литника, разделяющей поверхности и других аспектов проектирования.
Это означает, что количество изменений пробного формования может быть уменьшено на целых 80 %, что позволяет быстро запустить ваш проект, с меньшими затратами времени и средств.
Получите компании по формованию руководство по выбору, бесплатная консультация инженера и быстрый поиск высококачественных партнеров, отвечающих требованиям массового производства.
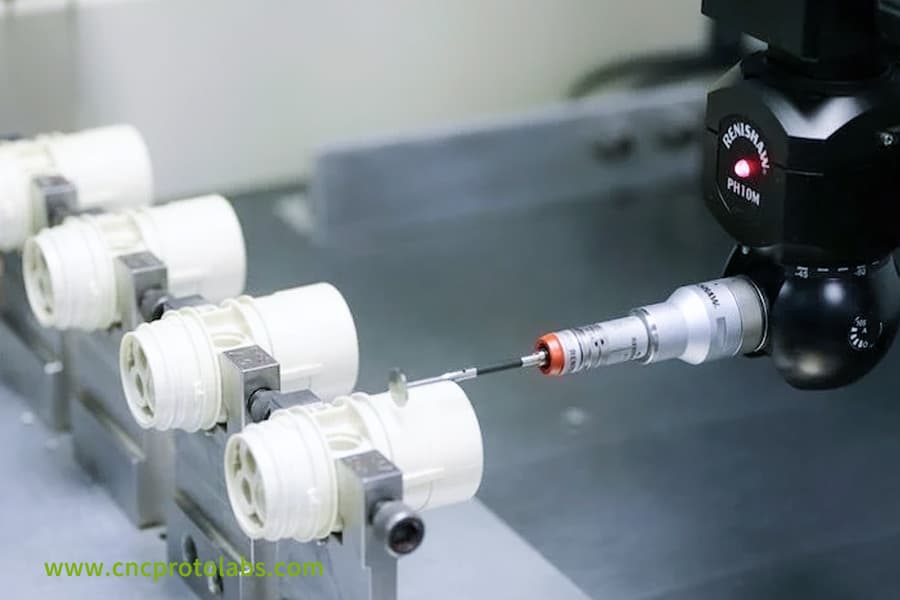
Рисунок 4. Координатно-измерительная машина (КИМ) выполняет прецизионный контроль формованных пластиковых деталей.
Каковы преимущества услуг по формованию в плане сокращения долгосрочных общих затрат по сравнению с традиционной сборкой?
В отличие от традиционной сборки, основным преимуществом услуг по формованию является интеграция процесса и функций, что может снизить общую стоимость продукта на 20–35%.
Он избавляет от второстепенных операций, таких как ручное дозирование и ультразвуковая сварка, позволяет создавать многофункциональные детали и значительно упрощает управление цепочкой поставок.
Интеграция процессов:
Отказ от ручного дозирования не только приводит к экономии затрат на клей, но и полностью устраняет необходимость 24-часового отверждения клея.
Это, вероятно, снизит общую себестоимость единицы продукции примерно на 0,5-1,5 доллара США, тем самым повысив эффективность производства.
Эффект снижения веса за счет функциональной интеграции:
В результате процессов формования уплотнительные кольца, противоскользящие подушки и корпуса могут быть объединены в одну деталь, что сокращает количество компонентов на 30%.
Это позволит сократить количество SKU для управления запасами на 50 %, снизить затраты на запасы и усилия по управлению, а также приведет к более эффективной работе цепочки поставок.
Преимущества долгосрочной надежности:
Литая конструкция полностью устраняет проблемы, связанные со старением и расслоением клея, тем самым увеличивая срок службы изделия.
В течение 5 лет процент возврата продукта может быть снижен на 60%, что значительно снизит послепродажные расходы и улучшит восприятие продукта пользователем.
Пример использования JS Precision: модернизация технологии инкапсуляции рукоятки дистанционного управления для тяжелой строительной техники
Беспроводная рукоятка дистанционного управления для экскаватора тяжелой строительной техники является одним из наиболее типичных применений. пластиковый формовочный металл .
Этот продукт должен быть устойчив к высокой вибрации и средам с высоким содержанием масла, например, на горнодобывающих и строительных площадках. Первоначальная разделенная конструкция с клеевым соединением имела множество недостатков, и для срочного решения этих проблем были заказаны профессиональные услуги по формованию.
Возникшие проблемы
Первоначальный дизайн клиента представлял собой раму из алюминиевого сплава, внешнюю оболочку из силикона и клейкую фиксацию. После жестких испытаний и фактического использования были выявлены три основные проблемы с продуктом:
- Испытание на вибрацию: при испытании на вибрацию всей машины (10–200 Гц, ускорение 50 g, непрерывно в течение 48 часов) силиконовая внешняя оболочка оторвалась и сместилась с металлического каркаса, что привело к проскальзыванию во время работы.
- Нарушение герметизации: старение и растрескивание клея привели к нарушению герметичности IP65, что поставило под угрозу безопасность внутренних электронных компонентов.
- Плохое послепродажное обслуживание: после 6 месяцев использования количество жалоб на отслоение крышки ручки достигло 8,7%, что сильно отрицательно повлияло на репутацию бренда.
Решения:
1. Обновление процесса:
Вместо использования традиционного клеевого подхода в производстве мы выбрали индивидуальный процесс формования пластика и металла. Мы внедрили на корпус ручки из алюминиевого сплава алмазную накатку глубиной 0,6 мм и кольцевую канавку «ласточкин хвост» , в результате чего получилась четырехсторонняя механическая запирающая конструкция.
2. Выбор материала:
Накладной слой состоит из маслостойкого и устойчивого к низким температурам ТПВ (Santoprene 101-80, твердость по Шору А 80А) с постоянной толщиной наплавки 2,8 мм.
3. Контроль производства:
В производстве используется полностью автоматизированная линия по производству вращающихся пресс-форм, температура впрыска которой поддерживается на уровне 210-220 ℃, а давление выдержки — 80 МПа. После пескоструйной обработки металлического каркаса (Ra 3,5 мкм) на него наносится 8-метровая силановая связующая грунтовка для лучшей межфазной адгезии.
Мы предлагаем оптимизацию DFM и онлайн-проверку качества на протяжении всего процесса, чтобы гарантировать соответствие каждого продукта стандартам.
Окончательные результаты
Этот проект прошел тщательное стороннее тестирование и соответствует всем стандартам производительности. Ниже приведены конкретные результаты, которые можно напрямую использовать в качестве справочного материала для ваших аналогичных проектов:
- Надежность: Прочность сцепления интерфейса составила 6,8 МПа. Объемное набухание ТПВ составило всего 3,2%, он успешно выдержал испытания на вибрацию, термоудар и маслостойкость.
- Прикосновение и долговечность: даже после 1 миллиона смоделированных захватов коэффициент трения все еще оставался 0,68, что намного выше, чем у исходного решения — 0,45.
- Экономические преимущества: выход продукции массового производства увеличился с 78% до 96,5%, себестоимость единицы продукции снизилась на 22%, уровень рекламаций после продажи составил 0,3%, а срок службы продукта увеличился до более чем 5 лет.
Получите полный отчет по этому машинному оборудованию, обрабатывающему пластиковую наплавку, отправьте свои требования к продукту, настройте специальный пластиковое формование решение и получить ценовое предложение.
Часто задаваемые вопросы
Вопрос 1: Какие дефекты чаще всего возникают в пластиковых компонентах, наплавленных под давлением?
Наиболее распространенными дефектами являются расслоение и недостаточное количество клея , которые возникают из-за несовместимости материалов и недостаточной температуры и давления литья под давлением. Решение требует подбора полярности материала и оптимизации конструкции затвора.
Вопрос 2: Какие основные проблемы существуют при литье металлопластика?
Основная проблема возникает из-за несоответствия коэффициентов теплового расширения металла и пластика, что создает риск отслоения вставки и образования трещин . Для распределения напряжения необходимы механические запорные механизмы, такие как снятие фаски и накатка.
Вопрос 3: Какой метод позволяет быстро проверить совместимость материалов при формовке?
Необходимо проверить параметры растворимости материала. Значения SP. Химическая связь становится возможной, когда разница остается ниже 0,5. Разница требует физического закрепления или использования праймера в качестве решения.
В4: Лучше ли иметь более толстый слой покрытия?
Оптимальная толщина колеблется от 1,5 до 3,0 миллиметров. Недостаточный клей возникает, когда слой становится слишком тонким, а слой становится слишком толстым. Толстый слой создает неравномерную усадку и приводит к чрезмерному внутреннему напряжению и финансовым растратам.
Вопрос 5: Какой метод обеспечивает точное позиционирование вставки внутри формы?
В системе используются высокоточные установочные штифты вместе с датчиками для достижения правильного позиционирования. Система должна поддерживать повторяемость ±0,02 мм, поскольку давление при литье под давлением вызывает смещение вставки.
Вопрос 6. Какие факторы создают следы течения на формованных деталях?
Это происходит из-за двух основных факторов: быстрого охлаждения фронта течения расплава и неправильного размещения литника. Система улучшится, когда температура формы увеличится, а расположение и количество литников оптимизируются.
Вопрос 7: Какие факторы необходимо учитывать на этапе прототипирования?
Поставщику должно быть поручено провести анализ текучести пресс-формы и составить проект отчет ДФМ так что любые проблемы, такие как следы усадки и захваченный воздух, можно обнаружить на ранней стадии.
Вопрос 8. Что привело к деформации подложки моего отлитого компонента после второго литья под давлением?
Основная причина заключается в том, что температура теплового отклонения подложки ниже, чем температура расплава второго литья под давлением. Одним из способов решения этой проблемы является повышение термостойкости подложки. Другой альтернативой является повышение эффективности системы охлаждения пресс-формы.
Краткое содержание
Услуги по формованию нескольких материалов преодолевает ограничения производительности отдельных материалов посредством инновационных процессов.
Это меняет прочность уплотнения на ощупь и стоимость продукта, превращая его из взаимоисключающих характеристик в точку компромисса. Таким образом, это позволяет создавать более простые процессы и более дешевую продукцию, одновременно повышая надежность и конкурентоспособность продукции.
JS Precision, одна из компаний по формованию, уделяющая большое внимание точному производству, может предложить комплексное решение по формованию пластмасс, от выбора материалов и оптимизации конструкции для производства до настройки полностью автоматизированного массового производства.
Хотите повысить качество своей продукции и повысить конкурентоспособность на рынке? Свяжитесь с нами сейчас и получите бесплатную оценку DFM и образец предложения.
Наши специалисты по литью пластика и металлу по формованию пластика вместе будут работать над тем, чтобы обеспечить конкурентное преимущество вашей продукции.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

