

خدمات overmolding هي الحل الأساسي للعملية لحل القوالب المركبة للمواد المتعددة، وتحسين ملمس اليد، وحماية الختم.
يواجه مديرو المنتجات والمهندسون التحدي الأكبر عندما تتطلب المنتجات إغلاقًا متينًا في الظروف القاسية ومعالجة آمنة ودافئة وغير قابلة للانزلاق لأن المواد المفردة لها قيود متأصلة.
إن الجمع بين المواد البلاستيكية الصلبة والمطاط الناعم ينتج نظامين لا تستطيع المكونات اللاصقة الحفاظ عليهما. تتغلب خدمة القولبة المفرطة للمواد المتعددة على هذه المشكلة عن طريق استخدام القولبة بالحقن الثانوية لإنشاء ركيزة صلبة دقيقة ومجموعات من المطاط الصناعي عالية الأداء.
تقدم هذه المقالة المعرفة التقنية الكاملة حول حقن البلاستيك الزائد والذي يمكّنك من تحسين وظائف المنتج ومتانته وقيمة العلامة التجارية مع الحفاظ على التحكم في الميزانية من خلال شركات التشكيل الزائد الاحترافية.
ملخص الإجابة الأساسية
| الأبعاد الأساسية | التقنيات الرئيسية | القيمة للمنتج |
| يشعر والختم | ركيزة صلبة + إلاستومر ناعم | يزيل المفاضلة بين المتانة والراحة، ويحسن الإمساك ومستوى الحماية. |
| الربط الميكانيكي | تصميم مشطوب، معالجة خشنة | يضمن عدم فصل المعدن والبلاستيك تحت درجات الحرارة القصوى . |
| توافق المواد | مطابقة القطبية، معززات الالتصاق | يمنع التصفيح، ويحقق الترابط الكيميائي على المستوى الجزيئي. |
| مراقبة التكاليف | تكامل العمليات والإنتاج الآلي | يقلل من التكلفة الإجمالية على المدى الطويل، ويحل محل عمليات اللصق والتجميع التقليدية. |
الوجبات السريعة الرئيسية
- تخلص من الغراء. يتطلب الترابط الدائم أقفالًا مادية فعلية وروابط كيميائية باعتبارها الطريقة الوحيدة الجديرة بالثقة لتحقيق الروابط الدائمة.
- المواد هي المفتاح. تنتج مجموعة ضغط الختم من اختيار مواد TPE وTPU كعناصر رئيسية لمحلول الختم.
- الدقة تحدد العائد. يعتمد استقرار الإنتاج الضخم على القوالب الدوارة مع التحكم الدقيق في درجة الحرارة كنقطة تحول حرجة.
- وكلما كان التدخل مبكرا، انخفضت التكلفة. أفضل وقت لمنع مخاطر التشوه الحراري هو أثناء مراجعة سوق دبي المالي.
لماذا تثق بهذا الدليل؟ رؤى من تجربة خدمة صب المواد المتعددة لشركة JS Precision
تتمتع JS Precision بأكثر من 15 عامًا من الخبرة في التصنيع الدقيق وقد أنتجت أكثر من 300000 قطعة غيار مخصصة لأكثر من 1000 عميل حول العالم.
يزودك مجال خدمات overmolding ببيانات عملية واسعة النطاق ودراسات حالة ناجحة يمكنك إعادة استخدامها للتخلص من نفقات التجربة والخطأ.
تتبع عملية الاختبار لدينا معيار ASTM D4326 لقياس قوة السندات overmolding. يقوم نظامنا الكامل لمراقبة الجودة باختبار جميع منتجات صب البلاستيك مما يؤدي إلى نجاح التسليم في الوقت المحدد بنسبة 99.2%.
نحن نمتلك ثلاث شهادات رسمية تشمل ISO 9001:2015 وISO 13485 وIATF 16949 . تشمل خدماتنا قطاعات السيارات والآلات الطبية وآلات البناء المتطورة التي تلبي المعايير العالية لصناعاتك.
لقد قمنا بتطوير حلول موحدة ومكتبة معلمات عملية حصرية لنقاط الألم في العمليات مثل حقن البلاستيك الزائد في المعدن وحقن البلاستيك الزائد.
على سبيل المثال، لقد قمنا ذات مرة بحل مشكلة انفصال لاصق البطانة المعدنية لأحد عملاء قطع غيار السيارات.
من خلال تحسين الهيكل المتشابك المادي ومطابقة المواد، تمت زيادة قوة ربط المنتج من 3.2MPa إلى 7.5MPa، وتم زيادة عائد الإنتاج الضخم من 82% إلى 97.8%، وتم تخفيض تكلفة ما بعد البيع السنوية بأكثر من 200000 دولار.
تم تضمين هذه الحالة في مكتبة معلمات العملية الخاصة بنا ويمكن إعادة استخدامها مباشرة.
يقدم فريقنا الهندسي الإنجليزي دعمًا لسوق دبي المالي على مدار 24 ساعة طوال أيام الأسبوع - ويرمز DFM إلى تصميم التصنيع، والذي يمكنه التخفيف من مخاطر الإنتاج بشكل استباقي.
سوف نقوم بالرد على استفساراتك الفنية في غضون 15 دقيقة، دون فقدان أي معلومات طوال العملية بأكملها بدءًا من التصميم وحتى التسليم. من خلال بيانات الإنتاج الحقيقية والشهادات الصارمة، نهدف إلى أن نصبح شريكك الموثوق في تصنيع القوالب.
اتصل بنا الآن لتنزيل المستند التقني الحصري لخدمات overmolding، والحصول على مراجعة أولية مجانية لسوق دبي المالي، وإتقان تقنيات الصناعة الأساسية بسرعة.
لماذا تختار خدمة Overmolding للمواد المتعددة لتعزيز ملمس المنتج وختمه؟
لا يمكن لمادة واحدة أن تلبي احتياجات الدعم الهيكلي والمتطلبات المريحة في نفس الوقت. توفر خدمة overmolding للمواد المتعددة حلاً يعمل على حل هذه المشكلة تمامًا.
تجمع عملية القولبة بالحقن الثانوي بين المواد البلاستيكية الهندسية عالية الصلابة مع اللدائن الناعمة لإنشاء تصميم يحل مشاكل التوسيد المضاد للانزلاق مع تحقيق تصنيف IP67 أو أعلى من الختم من خلال تصميمه السلس الذي يلبي معايير الحماية ISO 20653 وبالتالي خلق ميزة تنافسية للمنتج.
تناقضات المواد المفردة
تحتوي المواد البلاستيكية الصلبة التقليدية على ثلاثة قيود رئيسية لأنها تصبح هشة تحت درجات الحرارة المنخفضة وتحافظ على درجة حرارة السطح الباردة وتفشل في توفير قبضة مريحة وقوة هيكلية كافية.
يؤدي استخدام الغلاف المطاطي إلى مشكلتين تؤثران على تجميع المنتج لأنه يخلق تفاوتات في التجميع كما أن مادة الغلاف تحبس الأوساخ بسهولة مما يقلل من رضا المستخدم ويضر بصورة العلامة التجارية.
قسط صب الثانوية
يتيح الإفراط في صب البلاستيك للمنتجات تحقيق مظهر متميز من خلال قدرتها على إنشاء انتقالات سلسة بين المواد البلاستيكية الناعمة والصلبة.
ستزداد القيمة الجمالية لعلامتك التجارية بنسبة تزيد عن 30% من خلال هذه العملية لأنها تمكن منتجك من تحقيق التميز الفوري عن المنتجات المنافسة.
حل الأساس الفيزيائي لمقاومة الانزلاق والختم
تخلق الطبقة البلاستيكية الناعمة سطحًا يحقق معامل احتكاك عاليًا (μ≥0.6) بينما يعمل التداخل المناسب (الذي يتراوح من 0.2 إلى 0.5 مم ) على إنشاء الختم من خلال الضغط المرن.
يمكن أن يحافظ منتجك على قبضة ثابتة في البيئات الرطبة والدهنية بينما يمنع السوائل والغبار من الدخول إلى مكوناته الداخلية.

الشكل 1: مقبض ذو تصميم ثنائي اللون، يجمع بين قسم أبيض ومقبض أسود من خلال قولبة متعددة المواد.
ما هو الهيكل المتشابك الميكانيكي الأكثر أهمية في عملية صب المعادن البلاستيكية؟
يمثل الهيكل المادي المتشابك لمعدن التشكيل الزائد للبلاستيك العنصر الأكثر أهمية لأن المواد المعدنية والبلاستيكية تظهر فرقًا يتراوح بين 5 إلى 10 مرات في معاملات التمدد الخطية .
تتجاوز صدمة التدوير الحراري من -40 درجة مئوية إلى 120 درجة مئوية قدرة الترابط للمادة. إن التشابك الجسدي الناتج عن الشطب والتخشين هو المفتاح لمنع الانفصال.
المعلمات الهندسية للشطب والأخاديد:
إدراجات معدنية تتطلب أخاديد حلقية مثقوبة مسبقًا أو تخريش على شكل ماسي بعمق 0.3-0.8 مم وزاوية 15 درجة -30 درجة. البلاستيك المنصهر (PPS أو PA6T) الذي يتم حقنه من خلال عملية التشكيل بالحقن يملأ جميع الفجوات لتوليد "تأثير البرشام" بعد انتهاء العملية.
يخلق الهيكل المضاد للالتصاق للرابطة قوة تتراوح بين 5-10 ميجا باسكال والتي تعمل كمشبك غير مرئي يربط المعدن بالبلاستيك مع الحفاظ على الاتصال في ظل الظروف القاسية.
بيانات المعالجة السطحية:
يمكن أن يؤدي السفع الرملي (Ra 2.0-3.5μm) أو الحفر الكيميائي إلى زيادة المسامية الدقيقة للسطح المعدني بنسبة 40%، مما يزيد من عمق اختراق البلاستيك بمقدار 0.02 مم.
تعمل هذه العملية على تعزيز قوة الشد مع تعزيز استقرار الروابط البلاستيكية المعدنية وإيقاف مشكلات الانفصال التي تحدث أثناء العمليات المستقبلية.
التصميم الأمثل للتكلفة:
تمكننا عملية التخريش القياسية من تحويل عمليات الشطب الآلية المعقدة إلى عملية أكثر كفاءة والتي تحافظ على تكلفة الوحدة الأصلية لدينا.
بالنسبة لمشروعك، يمكن أن يضمن ذلك زيادة في التماسك بأكثر من الضعف مع التحكم في تكاليف الإنتاج وزيادة فعالية التكلفة.
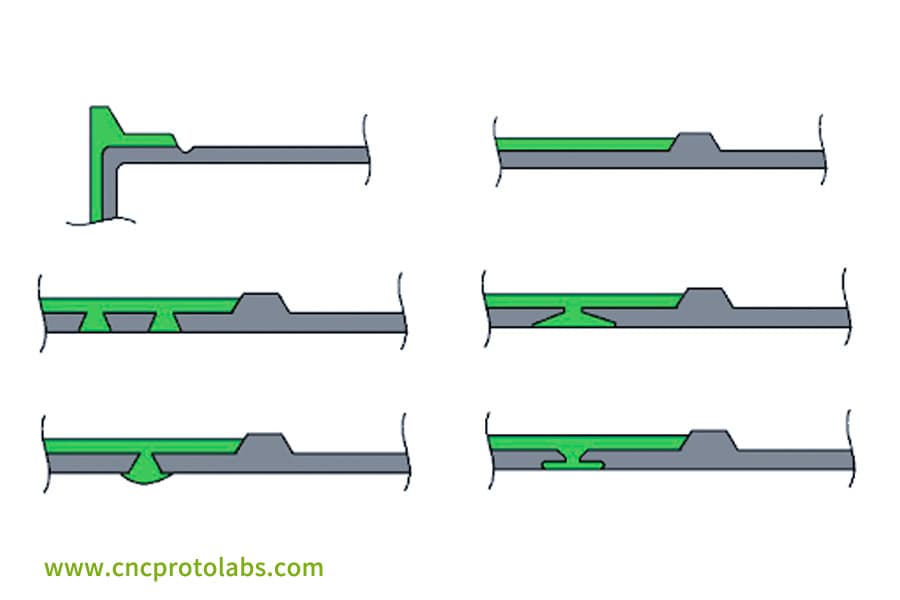
الشكل 2: رسوم بيانية مقطعية توضح الآليات المتشابكة للإفراط في صب البلاستيك على المعدن.
كيفية حل مشكلة توافق المواد في حقن البلاستيك الزائد؟
حل مشكلة توافق المواد في حقن البلاستيك الزائد يعتمد بشكل أساسي على نقطتين رئيسيتين: يجب مطابقة قطبية الركيزة والمواد الزائدة، ويجب التحكم في تدرج درجة حرارة الذوبان.
PC/ABS (مادة قطبية) وTPU (مادة قطبية) قادران على تكوين روابط كيميائية مباشرة، بينما يحتاج PP (مادة غير قطبية) إلى تثبيت مادي أو تمهيدي لجعل الترابط فعالاً.
المبادئ الكيميائية لمطابقة القطبية:
لقد ثبت أن استخدام المواد ذات الاختلاف في معلمة الذوبان (قيمة SP) أقل من 0.5 (كالوري/سم³) ^(1/2) يمكن أن يضمن ترابط الذوبان الساخن بجودة ممتازة - قيمة SP، أو معلمة الذوبان، هي المعيار لقياس مطابقة قطبية المواد.
ببساطة، هذا يعني أن المادتين قادرتان على "الالتصاق ببعضهما البعض"، وبالتالي منع التصفيح والحفاظ على استقرار الهيكل المفرط مع مرور الوقت.
تطبيق مروجي الالتصاق:
في حالة الأنظمة غير المتوافقة مثل PA والسيليكون، يمكن رش مادة تمهيدية بسمك 5-10μm على سطح الجزء المصبوب بالحقن الأول.
سيعمل التمهيدي على زيادة قوة الترابط بين الأسطح من 1 ميجا باسكال إلى أكثر من 3 ميجا باسكال عن طريق تفاعل الارتباط الكيميائي، وبالتالي حل مشكلات الترابط للمواد غير المتوافقة بشكل كامل.
التنظيم الدقيق لدرجة حرارة الذوبان:
يجب أن تتجاوز درجة حرارة الذوبان للحقن الثاني درجة حرارة التشوه الحراري (HDT، درجة الحرارة التي تتعرض فيها المادة لتشوه كبير) لركيزة الحقن الأولى بمقدار 15-30 درجة مئوية.
يؤدي هذا إلى ذوبان دقيق لسطح الركيزة بحيث يمكن للسلاسل الجزيئية أن تنتشر وتتشابك مع بعضها البعض، مما يخلق رابطة أقوى في الإفراط في القولبة.
كيف ينبغي فحص المواد الزائدة بدقة بناءً على مستويات الختم مثل Ip67/Ip68؟
المعيار الرئيسي لاختيار المواد المفرطة هي قيمة مجموعة الضغط (CS). تعني قيمة CS الأصغر أن وظيفة الختم ستكون أكثر استقرارًا بمرور الوقت.
تتوافق تقييمات الختم المختلفة مع اختيارات المواد المختلفة:
عندما يكون IP67 أو أعلى، يجب أن يكون LSR هو الخيار الأول للختم الذي يدوم لفترة طويلة، ويعد TPU بديلاً أقل تكلفة، وغالبًا ما يستخدم TPV للتطبيقات التي تتطلب مقاومة الزيت، وFKM هو الخيار الذي يجب عليك اللجوء إليه عندما تتعامل مع بيئات وسائط خاصة.
مقارنة معلمات الأداء للمواد المختلفة
| نوع المادة | صلابة الشاطئ | مجموعة الضغط (70 درجة مئوية/22 ساعة) | نطاق درجة الحرارة | تصنيف الختم المطبق |
| TPE | 60A-90A | 20%-40% | -30 درجة مئوية ~ 100 درجة مئوية | IP54-IP67 |
| تي بي يو | 60A-90A | 15%-30% | -40 درجة مئوية ~ 120 درجة مئوية | IP65-IP67 |
| LSR | 30A-70A | <10% (150 درجة مئوية/22 ساعة) | -50 درجة مئوية ~ 200 درجة مئوية | IP68 |
| FKM | 70A-90A | <12% | -20 درجة مئوية ~ 250 درجة مئوية | مقاومة الوسائط IP67+ |
| تي بي في | 70A-80A | 18%-25% | -40 درجة مئوية ~ 150 درجة مئوية | مقاومة الزيت IP67 |
صلابة وضغط الختم
يجب أن يكون ضغط الختم وصلابة المواد متطابقين بدقة شديدة. انظر المعايير التالية:
- ضغط الختم 0.2-0.5 ميجا باسكال: 70A-80A TPU هو حل وسط جيد بين أداء الختم والاستقرار الهيكلي.
- مطلوب ملمس ناعم وغير قابل للانزلاق: 50A-60A TPE هي التوصية ولكن يجب إجراء التكيف الوظيفي من خلال تصميم التقسيم الهيكلي.
اختيار المواد البيئية الخاصة:
عندما يتعرض المنتج لبيئات خاصة مثل البنزين أو رذاذ الملح، يجب على المرء اختيار مواد ذات مقاومة كيميائية جيدة جدًا.
من الأفضل استخدام FKM أو TPV المعدل خصيصًا والذي من شأنه أن يبقي معدل انتفاخ الوسائط منخفضًا جدًا بحيث لا يتجاوز 5%، وبعبارة أخرى، لا يسمح بأي فشل في أداء الختم.
استشارة فردية مع مهندس لمطابقة المواد الزائدة المثالية بدقة وفقًا لمتطلبات مستوى الختم الخاص بك، وتجنب مخاطر اختيار المواد.
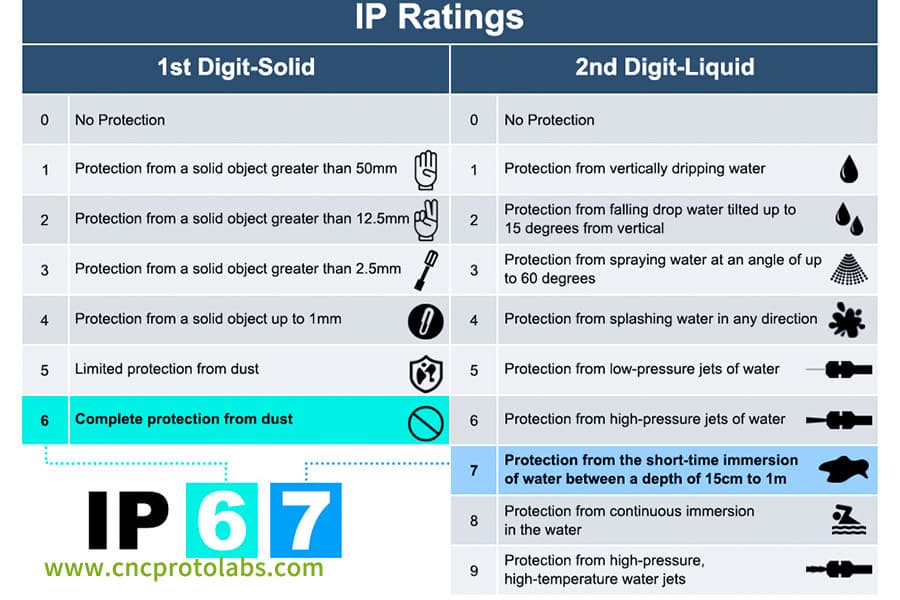
الشكل 3: مخطط معلومات يشرح تصنيفات IP (حماية الدخول) لاختيار المواد في التطبيقات المختومة.
كيف يمكن التحكم بشكل فعال في التشوه الحراري أثناء عملية التشكيل الزائد للبلاستيك عالية الدقة؟
يعد تشوه درجة الحرارة أحد عوامل الخطر الرئيسية في الإفراط في صب البلاستيك عالي الدقة، خاصة عندما يتم إجراء صب الحقن الثانوي.
عندما يتلامس معدن TPU المنصهر بدرجة حرارة 250 درجة مئوية مع أجهزة الكمبيوتر ذات الجدران الرقيقة، والتي تكون حساسة للغاية للحرارة، إذا لم يتم التبريد بشكل متساوٍ ، يمكن أن تصل صفحة الاعوجاج إلى مستوى يتجاوز 0.1 مم / م مما يؤدي إلى فقدان دقة المنتج.
إلى جانب كونها إجراءً يهدف إلى التحكم في التشوه الحراري، يمكن لقنوات التبريد المتوافقة أيضًا أن تعطي مجالًا موحدًا لدرجة الحرارة.
إدارة الحرارة للتدفئة الثانوية:
عن طريق تحليل تدفق القالب، نقوم بتنظيم درجة حرارة الحقن الثانوي للركيزة ونكون قادرين على الحد من قيمة درجة حرارة الركيزة إلى 20 درجة مئوية تحت درجة حرارة التزجج (Tg) بأي حال من الأحوال.
ببساطة، هذه طريقة لمنع تليين الركيزة وتشوهها الناتج عن درجات الحرارة المرتفعة وهي طريقة لضمان دقة أبعاد المنتج المستقرة.
المعلمات الكمية لنظام التبريد
| معلمات العملية | القيم القياسية | أهداف السيطرة | أهداف السيطرة |
| عقد الوقت | 5-10 ثواني | يستقر الأبعاد | يمنع علامات الانكماش والتشوه |
| قطر قناة التبريد | 8-12 ملم | تبديد الحرارة موحدة | تقلبات درجة الحرارة داخل ± 3 درجة مئوية |
| تدفق المياه رقم رينولدز | > 4000 | التدفق المضطرب | تحسين كفاءة التبريد بنسبة 30% |
| درجة حرارة العفن | الركيزة HDT -20 درجة مئوية | التحكم المستمر في درجة الحرارة | يمنع تليين الركيزة |
| فرق درجة حرارة الحقن الثانوي | 15-30 درجة مئوية | واجهة ذوبان الجزئي | يحسن قوة الترابط |
النطاق الذهبي لسماكة الطبقة الزائدة
السُمك الأمثل لطبقة الصب الزائد هو 1.5-3.0 مم وهو المكان المثالي لموازنة تأثير الصب والتكلفة والأداء.
- رقيق جدًا: سيؤدي بسهولة إلى عدم كفاية الغراء والترابط الضعيف، وبالتالي سيتأثر مظهر المنتج وأدائه.
- سميك جدًا: بسبب الانكماش الكبير (1.5%-2.0%)، وتركيز الضغط الداخلي و علامات الانكماش قد تظهر، ولكن سيتم زيادة تكاليف الإنتاج أيضا.
كيفية تقييم قدرات الإنتاج الضخم ومراقبة الجودة لشركات Overmolding؟
تتمثل المعلمات الرئيسية لقياس الشركات المفرطة في مستويات تكامل الأتمتة ومدى مشاركة سوق دبي المالي (التصميم للتصنيع).
يمكن للمصنعين الرائدين الحفاظ على اتساق قالب الحقن في حدود 0.02 مم، مما يوفر معدل إنتاج يبلغ 98% لتنفيذ الإنتاج الضخم لمليون وحدة ، وبالتالي تقليل مخاطر الإنتاج الضخم بشكل كبير.
القوالب الدوارة مقابل القوالب المكوكية:
إن استكشاف النوعين الرائدين من القوالب يعطي فرصة لاختيار نوع الإنتاج الضخم يدويًا:
- القوالب الدوارة: تدوم دورة التشكيل أقل بنسبة 40%، وقد تكون أخطاء تحديد الموضع الثانوية خطأ المشغل، لذا فإن السيناريو مثالي للمشروعات التي تحتوي على أكثر من 500000 وحدة سنويًا.
- قوالب المكوك: العملية مرنة للغاية، ومناسبة للغاية للنماذج الأولية للمنتجات المعقدة ذات الدفعات الصغيرة، وفعالة من حيث التكلفة من حيث النماذج الأولية.
الأتمتة والتفتيش حلقة مغلقة:
بالإضافة إلى ذراع آلية ذات ستة محاور لوضع الإدخال تلقائيًا وفحص رؤية CCD عبر الإنترنت، فإن هذا الإعداد قادر على الإنتاج الآلي بالكامل في دورة مدتها 5 ثوانٍ.
بفضل هذا الإعداد، تم تخفيض معدل الخردة الناتج عن الخطأ البشري من 5% إلى 0.5%، وبالتالي توفير استقرار أعلى في الإنتاج الضخم وخفض تكاليف الإنتاج.
أهمية مراجعة سوق دبي المالي:
يمكن للمصنعين المحترفين تقديم تقرير DFM شامل في مرحلة T0 (قبل القولبة التجريبية)، مما يضمن تحسين البوابة وسطح الفصل وجوانب التصميم الأخرى.
وهذا يعني أن تغييرات القوالب التجريبية قد تتضاءل بنسبة تصل إلى 80%، مما يتيح إطلاق مشروعك بسرعة، مع تقليل الوقت والتكاليف.
احصل على الشركات المفرطة دليل الاختيار، واستشارة مهندس مجانية، والفحص السريع للشركاء ذوي الجودة العالية الذين يستوفون متطلبات الإنتاج الضخم.
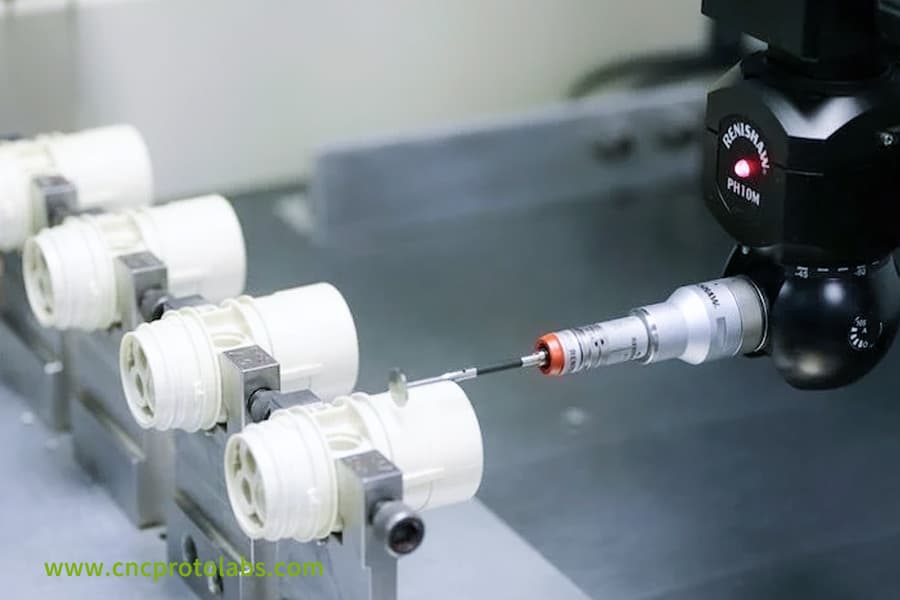
الشكل 4: تقوم آلة قياس الإحداثيات (CMM) بإجراء فحص دقيق للأجزاء البلاستيكية المقولبة بشكل زائد.
ما هي مزايا خدمات Overmolding في تقليل التكاليف الإجمالية على المدى الطويل مقارنة بالتجميع التقليدي؟
على النقيض من التجميع التقليدي، فإن الفائدة الرئيسية لخدمات التشكيل الزائد هي تكامل العملية والوظيفة، مما قد يؤدي إلى خفض إجمالي تكلفة المنتج بنسبة 20%-35%.
فهو يتخلص من العمليات الثانوية مثل التوزيع اليدوي واللحام بالموجات فوق الصوتية، ويسمح بأجزاء متعددة الوظائف ويبسط إدارة سلسلة التوريد الخاصة بك إلى حد كبير.
تكامل العملية:
لا يؤدي التخلص من التوزيع اليدوي إلى توفير تكاليف الغراء فحسب، بل يلغي تمامًا الحاجة إلى وقت معالجة الغراء لمدة 24 ساعة.
ومن المرجح أن يؤدي ذلك إلى خفض التكلفة الإجمالية لوحدة التصنيع بنحو 0.5 إلى 1.5 دولار، وبالتالي زيادة فعالية الإنتاج.
تأثير خفض الوزن من التكامل الوظيفي:
نتيجة لعمليات القولبة الزائدة، يمكن دمج حلقات الختم، والوسادات المضادة للانزلاق، والمبيتات في جزء واحد، مما يقلل عدد المكونات بنسبة 30%.
سيؤدي ذلك إلى تقليل وحدات SKU لإدارة المخزون بنسبة 50%، وتقليل تكاليف المخزون وجهود الإدارة، ويؤدي إلى عمليات سلسلة التوريد أكثر كفاءة.
مزايا الموثوقية على المدى الطويل:
يزيل التصميم الزائد تمامًا المشكلات المرتبطة بشيخوخة الغراء وتصفيته، وبالتالي يزيد من العمر الافتراضي للمنتج.
على مدار 5 سنوات، قد ينخفض معدل إرجاع المنتج بنسبة 60%، مما سيؤدي إلى تقليل تكاليف ما بعد البيع بشكل كبير وتعزيز إدراك المستخدم.
دراسة حالة لدقة JS: ترقية تقنية التغليف لمقبض التحكم عن بعد لآلات البناء الثقيلة
يعد مقبض التحكم عن بعد اللاسلكي لحفارة آلات البناء الثقيلة أحد أكثر التطبيقات شيوعًا البلاستيك الزائد المعادن .
يجب أن يكون هذا المنتج مقاومًا للاهتزازات العالية والبيئات التي تحتوي على نسبة عالية من الزيت مثل مواقع التعدين ومناطق البناء. كان للهيكل المقسم اللاصق الأصلي العديد من العيوب وتم طلب خدمات overmolding الاحترافية لمعالجة هذه المشكلات على وجه السرعة.
التحديات التي واجهتها
كان التصميم الأصلي للعملاء عبارة عن إطار من سبائك الألومنيوم وغطاء خارجي من السيليكون وتثبيت لاصق. وبعد الاختبارات الصعبة والاستخدام الفعلي، تم تحديد ثلاث مشكلات رئيسية تتعلق بالمنتج:
- اختبار الاهتزاز: في اختبار اهتزاز الآلة بالكامل (10-200 هرتز، تسارع 50 جرام، مستمر لمدة 48 ساعة)، انفصل الغلاف الخارجي للسيليكون وتم نقله من الإطار المعدني، مما أدى إلى الانزلاق أثناء التشغيل.
- فشل الختم: أدى تقادم المادة اللاصقة وتشققها إلى فشل ختم IP65، وبالتالي المساس بسلامة المكونات الإلكترونية الداخلية.
- خدمة ما بعد البيع سيئة: بعد 6 أشهر من الاستخدام، وصل معدل الشكوى من انفصال غطاء المقبض إلى 8.7%، مما أثر سلبًا بشكل كبير على سمعة العلامة التجارية.
الحلول:
1. ترقية العملية:
بدلاً من استخدام أسلوب اللصق التقليدي في الإنتاج، اخترنا عملية صب المعادن البلاستيكية المصممة خصيصًا. لقد قدمنا تخريشًا ماسيًا بعمق 0.6 مم وأخدودًا حلقيًا متوافقًا مع إطار المقبض المصنوع من سبائك الألومنيوم، مما أدى إلى هيكل قفل ميكانيكي محيطي بأربعة اتجاهات.
2. اختيار المواد:
تتكون طبقة القوالب الزائدة من TPV المقاوم للزيت ودرجات الحرارة المنخفضة (Santoprene 101-80، Shore A hardness 80A)، مع سمك قولبة زائدة ثابت يبلغ 2.8 مم.
3. التحكم في الإنتاج:
يستخدم الإنتاج خط إنتاج القالب الدوار الآلي بالكامل، مع الحفاظ على درجة حرارة الحقن عند 210-220 درجة مئوية وضغط ثابت عند 80 ميجا باسكال. بعد السفع الرملي للهيكل المعدني (Ra 3.5μm)، يتم تغليفه بمادة تمهيدية لعامل اقتران سيلاني 8m من أجل التصاق أفضل بين الأسطح.
نحن نقدم تحسين سوق دبي المالي وفحص الجودة عبر الإنترنت خلال العملية برمتها لضمان أن كل منتج يلبي المعايير.
النتائج النهائية
لقد خضع هذا المشروع لاختبارات صارمة من قبل طرف ثالث ويلبي جميع معايير الأداء. النتائج المحددة هي كما يلي، والتي يمكن استخدامها مباشرة كمرجع لمشاريعك المماثلة:
- الموثوقية: كانت قوة الترابط للواجهة 6.8 ميجا باسكال. كان حجم تورم TPV 3.2% فقط، وقد نجح في اجتياز اختبارات الاهتزاز والصدمات الحرارية ومقاومة الزيت.
- اللمس والمتانة: حتى بعد مليون قبضة محاكاة، ظل معامل الاحتكاك 0.68، وهو أعلى بكثير من المحلول الأصلي، 0.45.
- الفوائد الاقتصادية: ارتفع عائد الإنتاج الضخم من 78% إلى 96.5%، وانخفضت تكلفة الوحدة بنسبة 22%، وكان معدل الشكاوى بعد البيع 0.3%، وتم زيادة عمر المنتج إلى أكثر من 5 سنوات.
احصل على تقرير الحالة الكامل لهذه الآلة الهندسية التي تتعامل مع صب البلاستيك الزائد، وأرسل متطلبات المنتج الخاص بك، وقم بتخصيص تقرير مخصص الإفراط في صب البلاستيك الحل والحصول على الاقتباس.
الأسئلة الشائعة
س1: ما هي العيوب التي تحدث بشكل متكرر في مكونات التشكيل الزائد للبلاستيك؟
العيوب الأكثر شيوعًا هي التصفيح وعدم كفاية الغراء ، والتي تحدث بسبب عدم توافق المواد وعدم كفاية درجة الحرارة والضغط لقولبة الحقن. يتطلب الحل مطابقة قطبية المواد وتحسين تصميم البوابة.
س2: ما هي المشاكل الأساسية الموجودة في صب البلاستيك المعدني؟
تنشأ المشكلة الأساسية من تناقضات معامل التمدد الحراري بين المعدن والبلاستيك، مما يخلق مخاطر انفصال الإدخال وتكوين الشقوق . هناك حاجة إلى آليات قفل ميكانيكية مثل الشطب والتخريش لتوزيع الضغط.
س 3: ما هي الطريقة التي تمكن من التحقق السريع من توافق المواد من أجل الإفراط في القولبة؟
يجب التحقق من قيم معلمات قابلية ذوبان المواد. يصبح الترابط الكيميائي ممكنًا عندما يظل الفرق أقل من 0.5. يتطلب الاختلاف تثبيتًا ماديًا أو تمهيديًا كحل.
س 4: هل من الأفضل أن يكون لديك طبقة طلاء أكثر سمكًا؟
يتراوح السمك الأمثل من 1.5 إلى 3.0 ملم. يحدث عدم كفاية المادة اللاصقة عندما تصبح الطبقة رقيقة جدًا، بينما تصبح الطبقة سميكة جدًا. تخلق الطبقة السميكة انكماشًا غير متساوٍ وتؤدي إلى ضغوط داخلية مفرطة وإهدار مالي.
س 5: ما هي الطريقة التي تضمن تحديد موضع الإدخال بدقة داخل القالب؟
يستخدم النظام دبابيس تحديد موقع عالية الدقة مع أجهزة استشعار لتحقيق تحديد الموقع المناسب. يحتاج النظام إلى الحفاظ على قابلية التكرار ± 0.02 مم لأن ضغط قولبة الحقن يتسبب في إزاحة الإدخال.
س6: ما هي العوامل التي تخلق علامات التدفق على الأجزاء المقولبة بشكل زائد؟
يحدث هذا بسبب عاملين رئيسيين: التبريد السريع في مقدمة تدفق الذوبان ووضع البوابة غير المناسب. سوف يتحسن النظام عندما ترتفع درجة حرارة القالب ويتم تحسين موقع البوابة ورقمها.
س7: ما هي العوامل التي يجب مراعاتها أثناء مرحلة إنشاء النماذج الأولية؟
ينبغي تكليف المورد بإجراء تحليل تدفق القالب وصياغة أ تقرير سوق دبي المالي بحيث يمكن اكتشاف أي مشاكل مثل علامات الانكماش والهواء المحبوس في وقت مبكر.
س 8: ما الذي تسبب في تشوه الركيزة الخاصة بالمكون المفرط القالب بعد قالب الحقن الثاني؟
السبب الأساسي هو أن درجة حرارة انحراف حرارة الركيزة أقل من درجة حرارة ذوبان قالب الحقن الثاني. إحدى طرق حل هذه المشكلة هي زيادة خصائص مقاومة درجة الحرارة للركيزة. البديل الآخر هو تحسين كفاءة نظام تبريد القالب.
ملخص
خدمة overmolding متعددة المواد يخترق قيود الأداء للمواد الفردية عن طريق ابتكار العمليات.
إنه يغير قوة الختم وتكلفة المنتج من كونه ميزات حصرية متبادلة إلى نقطة التسوية. وبالتالي، فإنه يتيح إنشاء عمليات أبسط ومنتجات أرخص مع زيادة موثوقية المنتجات وقدرتها التنافسية.
يمكن لشركة JS Precision، إحدى شركات تصنيع القوالب الزائدة التي تركز بقوة على التصنيع الدقيق، أن تقدم حلاً شاملاً لتصنيع البلاستيك الزائد، بدءًا من اختيار المواد وتحسين التصميمات للتصنيع وحتى إعداد إنتاج ضخم مؤتمت بالكامل.
هل ترغب في رفع جودة منتجك وتعزيز القدرة التنافسية في السوق؟ اتصل بنا الآن واحصل على تقييم مجاني من سوق دبي المالي وعينة من عروض الأسعار.
سيعمل خبراؤنا في مجال حقن البلاستيك الزائد وخبراء تشكيل المعادن معًا على تقديم ميزة تنافسية لمنتجاتك.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

