

包覆成型服务是解决多材料复合成型、手感优化、密封保护的核心工艺方案。
当产品需要极端条件下的耐用密封和安全温暖防滑处理时,产品经理和工程师面临着最大的挑战,因为单一材料具有固有的局限性。
硬质塑料和软质橡胶的组合产生了粘合剂成分无法维持的两种系统。多材料包覆成型服务通过使用二次注塑成型来创建精确的刚性基材和高性能弹性体组合,从而克服了这一问题。
本文介绍了有关塑料二次注塑的完整技术知识,使您能够增强产品功能、耐用性和品牌价值,同时通过专业二次注塑公司保持预算控制。
核心答案摘要
| 核心尺寸 | 关键技术 | 产品价值 |
| 手感和密封性 | 硬质基材+软质弹性体 | 消除耐用性和舒适性之间的权衡,提高抓地力和保护水平。 |
| 机械接合 | 倒角设计、粗化处理 | 确保金属和塑料在极端温度下不会分离。 |
| 材料兼容性 | 极性匹配、附着力促进剂 | 防止分层,实现分子级化学键合。 |
| 成本控制 | 流程一体化、自动化生产 | 降低长期总成本,取代传统的粘合和组装工艺。 |
要点
- 扔掉胶水。永久粘合需要实际的物理锁定和化学粘合作为实现永久粘合的唯一值得信赖的方法。
- 材料是关键。密封件的压缩永久变形源自选择TPE 和 TPU 材料作为密封解决方案的主要元素。
- 精度决定产量。批量生产的稳定性取决于旋转模具以及作为关键转折点的精确温度控制。
- 越早干预,成本越低。预防热变形风险的最佳时机发生在DFM审核期间。
为什么相信本指南? JS Precision 多材料包覆成型服务经验的见解
JS Precision拥有超过15年的精密制造经验,已为全球超过1000家客户生产了超过300000个定制零件。
包覆成型服务领域为您提供了大量的实用数据和成功的案例研究,您可以重复使用这些数据来消除试错费用。
我们的测试流程遵循ASTM D4326标准用于测量包覆成型粘合强度。我们完整的质量控制系统测试了所有塑料二次成型产品,从而实现了 99.2% 的准时交货成功率。
我们拥有三项官方认证,包括ISO 9001:2015 和 ISO 13485 和 IATF 16949 。我们的服务包括高端汽车、医疗和工程机械领域,可满足您行业的高标准。
我们针对塑料包覆成型金属、塑料包覆成型注射等工艺痛点开发了标准化解决方案和专属工艺参数库。
例如,我们曾经为某汽车零部件客户解决了金属镶嵌胶脱落的问题。
通过优化物理互锁结构和材料匹配,产品结合强度从3.2MPa提高到7.5MPa,量产良率从82%提高到97.8%,年售后成本降低20万美元以上。
本案例已纳入我们的工艺参数库,可以直接复用。
我们的英语工程团队提供 24/7 DFM 支持- DFM 代表制造设计,可以主动降低生产风险。
我们将在15分钟内回复您的技术咨询,从设计到交付的整个过程不会丢失任何信息。凭借真实的生产数据和严格的认证,我们致力于成为您值得信赖的包覆成型合作伙伴。
立即联系我们,下载我们独家的包覆成型服务白皮书,获得免费的初步 DFM 审查,并快速掌握核心行业技术。
为什么选择多材料包覆成型服务来增强产品触感和密封性?
一种材料无法同时满足结构支撑需求和人体工学要求。多材料包覆成型服务提供了彻底解决此问题的解决方案。
二次注塑工艺将高刚性工程塑料与软质弹性体相结合,解决了防滑缓冲问题,同时通过其无缝设计实现了IP67或更高的密封等级,满足ISO 20653 保护标准从而为产品创造竞争优势。
单一材料的矛盾
传统的硬质塑料具有三个主要局限性,因为它们在低温下变脆,并且表面温度较低,并且无法提供舒适的抓握力和足够的结构强度。
使用橡胶套筒会导致两个影响产品装配的问题,因为它会产生装配公差,而且套筒材料容易积垢,从而降低用户满意度并损害品牌形象。
二次成型的优势
塑料包覆成型能够在软塑料和硬塑料材料之间创建无缝过渡,从而使产品具有优质的外观。
通过这个过程,您的品牌审美价值将增加30%以上,因为它使您的产品能够立即实现与竞争产品的差异化。
解决防滑密封的物理基础
软塑料层形成的表面可实现高摩擦系数 (μ≥0.6),同时适当的过盈配合(范围为 0.2 至 0.5 毫米)通过弹性压缩建立密封。
您的产品可以在潮湿和油腻的环境中保持稳定的抓地力,同时防止液体和灰尘进入其内部组件。

图 1:采用双色调设计的手柄,通过多材料包覆成型将白色部分和黑色纹理手柄结合在一起。
塑料包覆成型金属工艺中最关键的机械联锁结构是什么?
塑料包覆成型金属的联锁物理结构代表了其最重要的元素,因为金属和塑料材料的线性膨胀系数存在 5-10 倍的差异。
-40°C 至 120°C 的热循环冲击超出了材料的粘合能力。通过倒角和粗糙化产生的物理互锁是防止脱落的关键。
倒角和凹槽的工程参数:
金属嵌件需要预钻环形凹槽或菱形滚花,深度为0.3-0.8mm,角度为15°-30°。通过注塑工艺注入的熔融塑料(PPS 或 PA6T)填充所有间隙,在工艺结束后产生“铆钉效应” 。
粘合的防粘结构可产生 5-10MPa 的强度,起到隐形夹子的作用,将金属与塑料连接起来,同时在极端条件下保持连接。
表面处理数据:
喷砂(Ra 2.0-3.5μm)或化学蚀刻可使金属表面微孔率增加40%,增加塑料渗透深度0.02mm。
该工艺提高了拉伸强度,同时增强了金属塑料粘合稳定性并阻止了未来操作中出现的分离问题。
成本优化设计:
标准化的滚花工艺使我们能够将复杂的加工倒角操作转化为更高效的工艺,从而保持我们原来的单位成本。
对于您的项目来说,这可以确保凝聚力提高两倍以上,同时控制生产成本并最大限度地提高成本效益。
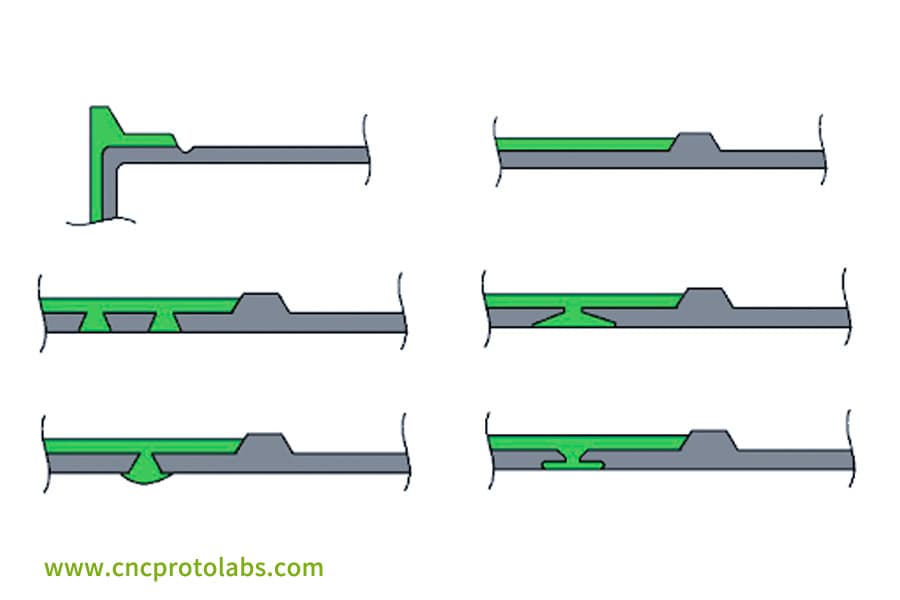
图 2:横截面图,说明塑料包覆成型到金属上的联锁机制。
如何解决塑料包覆注塑中的材料相容性问题?
解决材料相容性问题塑料包覆注塑本质上取决于两个要点:基材和包覆成型材料的极性要匹配,熔体温度梯度必须控制。
PC/ABS(极性材料)和TPU(极性材料)能够直接形成化学键,而PP(非极性材料)需要物理锚固或底漆才能有效粘合。
极性匹配的化学原理:
事实证明,使用溶解度参数(SP值)差值小于0.5(cal/cm3)^(1/2)的材料可以确保优异的热熔粘合质量——SP值或溶解度参数是衡量材料极性匹配的标准。
简而言之,这意味着两种材料能够“粘合在一起”,从而防止分层并保持包覆成型结构随时间的稳定性。
粘合促进剂的应用:
对于PA和硅胶等不相容体系的情况,可以在第一个注塑件的表面喷涂厚度为5-10μm的底漆。
该底漆通过化学交联反应,将界面结合强度从1MPa提高到3MPa以上,从而彻底解决不相容材料的结合问题。
熔体温度的精确调节:
第二次注射的熔体温度应超过第一次注射基材的热变形温度(HDT,材料发生显着变形的温度)15-30℃。
这是为了引起基材表面的微熔化,使分子链可以扩散并相互缠结,从而在包覆成型中形成更牢固的结合。
如何根据Ip67/Ip68等密封等级精准筛选包覆成型材料?
选择的主要标准包覆成型材料是压缩永久变形 (CS) 值。 CS值越小,意味着随着时间的推移,密封功能会更加稳定。
不同的密封等级对应不同的材料选择:
当IP67或更高时,LSR应该是持久密封的首选,TPU是更实惠的替代品,TPV通常用于需要耐油的应用,而FKM是处理特殊介质环境时的选择。
不同材料性能参数比较
| 材料类型 | 肖氏硬度 | 压缩永久变形(70℃/22h) | 温度范围 | 适用密封等级 |
| 热塑性弹性体 | 60A-90A | 20%-40% | -30℃~100℃ | IP54-IP67 |
| 热塑性聚氨酯 | 60A-90A | 15%-30% | -40℃~120℃ | IP65-IP67 |
| 液体硅橡胶 | 30A-70A | <10%(150℃/22h) | -50℃~200℃ | IP68 |
| 氟橡胶 | 70A-90A | <12% | -20℃~250℃ | 介质耐受性IP67+ |
| 冠捷 | 70A-80A | 18%-25% | -40℃~150℃ | 耐油性IP67 |
硬度和密封压力
密封压力和材料硬度必须非常精确地匹配。请参阅以下标准:
- 0.2-0.5 MPa 密封压力: 70A-80A TPU在密封性能和结构稳定性之间取得了很好的折衷。
- 需要柔软、防滑的手感:建议使用 50A-60A TPE,但功能适应必须通过结构分区设计来完成。
特殊环境选材:
如果产品要暴露在汽油或盐雾等特殊环境下,则必须选择耐化学性非常好的材料。
最好使用FKM或经过特殊改性的TPV ,这样可以使介质膨胀率保持在不超过5%的低水平,也就是说,不允许密封性能失效。
与工程师一对一咨询根据您的密封等级要求,精准匹配最佳包覆成型材料,避免选材风险。
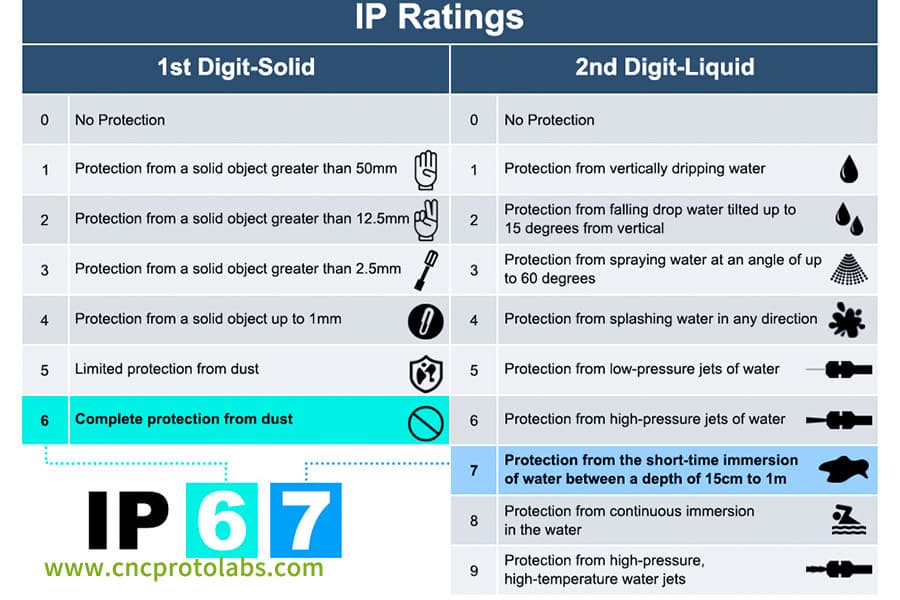
图 3:信息图表解释了在密封应用中选择材料时的 IP(入口保护)等级。
如何有效控制高精度塑料包覆成型过程中的热变形?
温度变形是高精度塑料包覆成型的主要风险因素,特别是在进行二次注塑时。
当250℃的TPU熔融金属与对热非常敏感的薄壁PC接触时,如果冷却不均匀,翘曲可达到超过0.1mm/m的水平,导致产品精度下降。
随形冷却通道除了是一种旨在控制热变形的措施外,还可以提供均匀的温度场。
二次加热的热管理:
通过模流分析,我们调节基材二次注射的温度,在任何情况下都能够将基材的温度值限制在玻璃化转变温度(Tg)以下20℃ 。
简单来说,这是抑制基材因高温而软化变形的一种方法,是保证产品尺寸精度稳定的一种方法。
冷却系统定量参数
| 工艺参数 | 标准值 | 控制目标 | 控制目标 |
| 保持时间 | 5-10秒 | 稳定尺寸 | 防止收缩痕迹和变形 |
| 冷却通道直径 | 8-12毫米 | 散热均匀 | 温度波动±3℃以内 |
| 水流雷诺数 | >4000 | 紊流 | 冷却效率提高30% |
| 模具温度 | 基材热变形温度-20℃ | 恒温控制 | 防止基材软化 |
| 二次注射温差 | 15-30℃ | 微熔界面 | 提高粘合强度 |
包覆成型层厚度的黄金范围
包覆成型层的最佳厚度为1.5-3.0mm,这是平衡成型效果、成本和性能的最佳点。
- 太薄:容易导致胶量不足、粘合力弱,影响产品外观和性能。
- 太厚:由于收缩率大(1.5%-2.0%),内应力集中, 收缩痕迹可能会出现,但生产成本也会增加。
如何评价包覆成型企业的量产和品质控制能力?
衡量二次注塑公司的主要参数是自动化集成水平以及 DFM(制造设计)的参与程度。
领先厂商可将嵌件注塑一致性控制在0.02mm以内,为百万件量产提供98%的良率,大幅降低量产风险。
旋转模具与梭式模具:
探索两种主要类型的模具可以让您有机会选择批量生产类型:
- 旋转模具:成型周期缩短 40%,二次定位误差可能是操作员的错误,因此该场景非常适合每年 500,000 件以上的项目。
- 梭式模具:操作非常灵活,非常适合小批量复杂产品的原型制作,原型制作成本效益高。
自动化和检测闭环:
与用于自动插入刀片放置和在线 CCD 视觉检测的六轴机械臂一起,该装置能够在 5 秒周期内实现全自动生产。
得益于此设置,人为错误导致的废品率从 5% 降至 0.5%,从而为批量生产提供了更高的稳定性并降低了生产成本。
DFM 审核的意义:
专业制造商可以在T0阶段(试模之前)提供全面的DFM报告,确保浇口、分型面和其他设计方面的优化。
这意味着试模变更可减少多达 80%,从而使您的项目能够快速启动,同时减少时间和成本。
获取包覆成型公司选型指南,免费工程师咨询,快速筛选满足量产要求的优质合作伙伴。
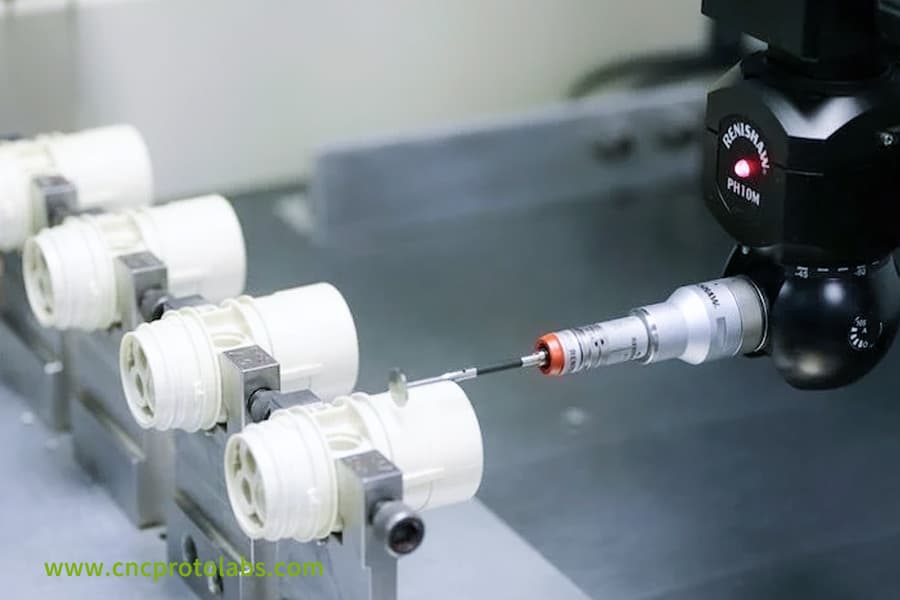
图 4:坐标测量机 (CMM) 对包覆成型塑料部件进行精密检查。
与传统装配相比,包覆成型服务在降低长期总成本方面有何优势?
与传统组装相比,包覆成型服务的主要好处是工艺和功能的集成,可以将产品总成本降低20%-35%。
它摆脱了手动点胶和超声波焊接等二次操作,允许使用多功能零件,并大大简化了您的供应链管理。
流程整合:
摆脱手动点胶不仅可以节省胶水成本,还可以完全消除 24 小时胶水固化时间的需要。
这可能会将总制造单位成本降低约 0.5-1.5 美元,从而提高生产效率。
功能整合的减重效果:
由于采用包覆成型工艺,密封环、防滑垫和外壳可以组合成一个部件,从而将部件数量减少 30%。
这将使库存管理的 SKU 减少 50%,降低库存成本和管理工作量,并提高供应链运营效率。
长期可靠性优势:
包覆成型设计完全消除了与胶水老化和分层相关的问题,从而延长了产品的使用寿命。
5年内,产品退货率可降低60%,将大大降低售后成本,提升用户感知。
JS Precision案例:重型工程机械遥控手柄封装技术升级
重型工程机械挖掘机无线遥控手柄是无线遥控手柄最典型的应用之一。 塑料包覆成型金属。
该产品必须能够耐受高振动和高含油量的环境,例如采矿场所和建筑区域。原有的胶粘分体结构存在诸多缺陷,迫切需要专业的包覆成型服务来解决这些问题。
遇到的挑战
客户最初的设计是铝合金框架,硅胶外壳,粘胶固定。经过严格的测试和实际使用,发现该产品存在三个主要问题:
- 振动测试:整机振动测试(10-200Hz,50g加速度,连续48小时)中,硅胶外壳脱落并与金属框架移位,导致操作过程中打滑。
- 密封失效:粘合剂老化和破裂导致IP65密封失效,从而危及内部电子元件的安全。
- 售后服务差:使用6个月后,手柄盖脱落投诉率达到8.7%,极大影响了品牌声誉。
解决方案:
1.流程升级:
我们在生产中没有使用传统的粘合方法,而是选择了定制的塑料包覆成型金属工艺。我们在铝合金手柄框架上引入了0.6mm深的金刚石滚花和环形燕尾槽,形成了4向圆周机械锁定结构。
2.材料选择:
包胶层由耐油、耐低温的TPV(Santoprene 101-80,肖氏A硬度80A)组成,包胶厚度一致为2. 8mm。
3.生产控制:
生产采用全自动化旋转模具生产线,注射温度保持在210-220℃,保压压力为80MPa。金属骨架喷砂处理后(Ra 3. 5μm),涂8m硅烷偶联剂底漆,以获得更好的界面附着力。
我们提供全程DFM优化和在线质量检测,确保每件产品都符合标准。
最终结果
该项目经过严格的第三方测试,符合所有性能标准。具体结果如下,可以直接作为您类似项目的参考:
- 可靠性:界面结合强度为6.8MPa。 TPV体积膨胀率仅为3.2%,成功通过了振动、热冲击和耐油测试。
- 触感和耐用性:即使经过100万次模拟握持,摩擦系数仍然为0.68,远高于原始解决方案的0.45。
- 经济效益:量产良率由78%提高到96.5%,单位成本降低22%,售后投诉率为0.3%,产品寿命提高到5年以上。
获取该工程机械手柄塑料包覆成型完整案例报告,提交您的产品需求,定制专用塑料包覆成型解决方案,并获取报价。
常见问题解答
问题 1:塑料包覆成型组件中最常出现哪些缺陷?
最常见的缺陷是分层和胶量不足,这是由于材料不相容以及注塑温度和压力不足而发生的。该解决方案需要匹配材料极性并优化栅极设计。
Q2:金属塑料包覆成型主要存在哪些问题?
主要问题源于金属和塑料之间的热膨胀系数差异,这会产生刀片脱落和裂纹形成的风险。需要机械锁定机构(例如倒角和滚花)来分散应力。
Q3:什么方法可以快速验证包覆成型的材料兼容性?
必须检查材料溶解度参数 SP 值。当差异保持在 0.5 以下时,化学键合就成为可能。差异需要物理锚定或底漆作为解决方案。
Q4:涂层越厚越好吗?
最佳厚度范围为 1.5 至 3.0 毫米。当层变得太薄时,就会出现粘合不足,而当层变得太厚时,就会出现粘合不足的情况。厚层会产生不均匀的收缩,并导致过大的内应力和财务浪费。
Q5: 什么方法可以确保镶件在模具内精确定位?
该系统使用高精度定位销和传感器来实现正确定位。由于注塑压力会导致嵌件位移,因此系统需要保持 ±0.02mm 的重复性。
问题 6:哪些因素会在包覆成型零件上产生流痕?
发生这种情况的原因有两个:熔体流动前沿的快速冷却和浇口位置不当。当模具温度升高并且浇口位置和数量优化时,系统将会得到改进。
Q7:原型设计阶段需要考虑哪些因素?
供应商应负责进行模流分析并起草一份DFM报告这样就可以及早发现任何问题,例如收缩痕迹和滞留空气。
问题 8: 是什么导致我的包覆成型组件的基材在第二次注塑后发生翘曲?
根本原因是基材的热变形温度低于第二次注塑的熔体温度。解决这个问题的一种方法是提高基材的耐温性能。另一种选择是提高模具冷却系统的效率。
概括
多材料包覆成型服务通过工艺创新突破单一材料的性能限制。
它改变了产品的感觉密封强度和成本,从相互排斥的特征变成了妥协点。因此,它可以创造更简单的工艺和更便宜的产品,同时提高产品的可靠性和竞争力。
JS Precision 是专注于精密制造的包覆成型公司之一,可以提供全面的塑料包覆成型解决方案,从选择材料和优化制造设计到建立全自动批量生产。
您想提高产品质量、增强市场竞争力吗?立即联系我们,获取免费的 DFM 评估和样品报价。
我们的塑料包覆成型注塑和塑料包覆成型金属专家将共同努力,为您的产品提供竞争优势。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

