

Serviços de sobremoldagem são a principal solução de processo para resolver moldagem de compostos multimateriais, otimização da sensação manual e proteção de vedação.
Os gerentes de produto e engenheiros enfrentam seu maior desafio quando os produtos exigem vedação durável em condições extremas e manuseio seguro, quente e antiderrapante, porque os materiais individuais têm limitações inerentes.
A combinação de plásticos rígidos e borrachas macias produz dois sistemas que os componentes adesivos não conseguem manter. O serviço de sobremoldagem multimateriais supera esse problema usando moldagem por injeção secundária para criar substrato rígido preciso e combinações de elastômeros de alto desempenho.
Este artigo apresenta conhecimento técnico completo sobre injeção de sobremoldagem de plástico, o que permite aprimorar a funcionalidade e durabilidade do produto e o valor da marca, mantendo o controle do orçamento por meio de empresas profissionais de sobremoldagem.
Resumo da resposta principal
| Dimensões principais | Principais tecnologias | Valor para Produto |
| Sentir e Selar | Substrato rígido + elastômero macio | Elimina o compromisso entre durabilidade e conforto, melhorando a aderência e o nível de proteção. |
| Colagem Mecânica | Design chanfrado, tratamento de rugosidade | Garante que metal e plástico não se soltem sob temperaturas extremas . |
| Compatibilidade de materiais | Correspondência de polaridade, promotores de adesão | Previne a delaminação, conseguindo ligações químicas a nível molecular. |
| Controle de custos | Integração de processos, produção automatizada | Reduz o custo total a longo prazo, substituindo os processos tradicionais de colagem e montagem. |
Principais conclusões
- Livre-se da cola. A ligação permanente requer bloqueios físicos reais e ligação química como o único método confiável para obter ligações permanentes.
- Os materiais são fundamentais. O conjunto de compressão da vedação resulta da seleção de materiais TPE e TPU como elementos principais da solução de vedação.
- A precisão determina o rendimento. A estabilidade da produção em massa depende de moldes rotativos juntamente com o controle exato da temperatura como ponto de viragem crítico.
- Quanto mais precoce for a intervenção, menor será o custo. O melhor momento para prevenir o risco de deformação por calor ocorre durante a revisão do DFM.
Por que confiar neste guia? Insights da experiência de serviço de sobremoldagem multimateriais da JS Precision
A JS Precision tem mais de 15 anos de experiência em fabricação precisa e já produziu mais de 300.000 peças personalizadas para mais de 1.000 clientes em todo o mundo.
A área de serviços de sobremoldagem fornece dados práticos abrangentes e estudos de caso de sucesso que você pode reutilizar para eliminar despesas de tentativa e erro.
Nosso processo de teste segue o Padrão ASTM D4326 para medir a resistência de união da sobremoldagem. Nosso sistema completo de controle de qualidade testa todos os produtos de sobremoldagem de plástico, o que resulta em 99,2% de sucesso na entrega no prazo.
Possuímos três certificações oficiais que incluem ISO 9001:2015 e ISO 13485 e IATF 16949 . Nossos serviços incluem os setores automotivo, médico e de máquinas de construção de alta qualidade que atendem aos altos padrões de suas indústrias.
Desenvolvemos soluções padronizadas e uma biblioteca exclusiva de parâmetros de processo para pontos problemáticos do processo, como sobremoldagem de plástico e injeção de sobremoldagem de plástico.
Por exemplo, certa vez resolvemos o problema de desprendimento do adesivo de incrustação de metal para um determinado cliente de peças automotivas.
Ao otimizar a estrutura física de intertravamento e a correspondência de materiais, a resistência de ligação do produto foi aumentada de 3,2 MPa para 7,5 MPa, o rendimento da produção em massa foi aumentado de 82% para 97,8% e o custo anual de pós-venda foi reduzido em mais de US$ 200.000.
Este caso foi incluído em nossa biblioteca de parâmetros de processo e pode ser reutilizado diretamente.
Nossa equipe de engenharia inglesa fornece suporte DFM 24 horas por dia, 7 dias por semana - DFM significa Manufacturing Design, que pode mitigar proativamente os riscos de produção.
Responderemos às suas dúvidas técnicas em até 15 minutos, sem perda de informações durante todo o processo, desde o projeto até a entrega. Com dados reais de produção e certificação rigorosa, pretendemos nos tornar seu parceiro de sobremoldagem de confiança.
Entre em contato conosco agora para baixar nosso white paper exclusivo sobre serviços de sobremoldagem, receber uma análise inicial gratuita do DFM e dominar rapidamente as principais tecnologias do setor.
Por que escolher o serviço de sobremoldagem de múltiplos materiais para melhorar a sensação e a vedação do produto?
Um material não pode satisfazer as necessidades de suporte estrutural e os requisitos ergonômicos ao mesmo tempo. O serviço de sobremoldagem multimateriais oferece uma solução que resolve completamente este problema.
O processo de moldagem por injeção secundária combina plásticos de engenharia de alta rigidez com elastômeros macios para criar um design que resolve problemas de amortecimento antiderrapante e, ao mesmo tempo, atinge uma classificação de vedação IP67 ou superior através de seu design contínuo que atende Padrões de proteção ISO 20653 criando assim uma vantagem competitiva para o produto.
As contradições dos materiais únicos
Os plásticos rígidos tradicionais têm três limitações principais: tornam-se frágeis sob baixas temperaturas e mantêm uma temperatura de superfície fria e não proporcionam aderência confortável e resistência estrutural suficiente.
A utilização de uma manga de borracha acarreta dois problemas que afetam a montagem do produto, pois cria tolerâncias de montagem e o material da manga retém facilmente a sujidade, o que diminui a satisfação do utilizador e prejudica a imagem da marca.
O Prêmio da Moldagem Secundária
A sobremoldagem de plástico permite que os produtos obtenham uma aparência premium através de sua capacidade de criar transições perfeitas entre materiais plásticos macios e duros.
O valor estético da sua marca aumentará em mais de 30% através deste processo, pois permite que o seu produto alcance diferenciação imediata dos produtos concorrentes.
Resolvendo a base física do antiderrapante e da vedação
A camada de plástico macio cria uma superfície que atinge um alto coeficiente de atrito (μ≥0,6), enquanto um ajuste de interferência apropriado (que varia de 0,2 a 0,5 mm ) estabelece a vedação por meio de compressão elástica.
Seu produto pode manter uma aderência estável em ambientes úmidos e oleosos, ao mesmo tempo que evita a entrada de líquidos e poeira em seus componentes internos.

Figura 1: Cabo com design bicolor, combinando uma seção branca e um cabo texturizado preto por meio de sobremoldagem multimaterial.
Qual é a estrutura de intertravamento mecânico mais crítica no processo de sobremoldagem de metal plástico?
A estrutura física interligada do metal moldado de plástico representa seu elemento mais essencial porque os materiais metálicos e plásticos apresentam uma diferença de 5 a 10 vezes em seus coeficientes de expansão linear .
O choque térmico do ciclo de -40°C a 120°C excede a capacidade de ligação do material. O entrelaçamento físico criado pelo chanframento e pelo desbaste é a chave para evitar o desprendimento.
Parâmetros de engenharia para chanfros e ranhuras:
Inserções metálicas requerem ranhuras anulares pré-perfuradas ou serrilhados em forma de diamante com uma profundidade de 0,3-0,8 mm e um ângulo de 15°-30°. O plástico fundido (PPS ou PA6T) injetado através de um processo de moldagem por injeção preenche todas as lacunas para gerar um “efeito rebite” após o término do processo.
A estrutura antiadesiva da ligação cria uma resistência entre 5-10MPa que funciona como um clipe invisível que conecta o metal ao plástico enquanto mantém a conexão sob condições extremas.
Dados de tratamento de superfície:
Jateamento de areia (Ra 2,0-3,5 μm) ou ataque químico podem aumentar a microporosidade da superfície do metal em 40%, aumentando a profundidade de penetração do plástico em 0,02 mm.
O processo aumenta a resistência à tração, ao mesmo tempo que fortalece a estabilidade da ligação metal-plástico e evita problemas de separação que ocorrem durante operações futuras.
Design com custo otimizado:
O processo de serrilhado padronizado nos permite converter operações complexas de chanframento de usinagem em um processo mais eficiente que mantém nosso custo unitário original.
Para o seu projeto, isso pode garantir um aumento de mais de duas vezes na coesão, ao mesmo tempo que controla os custos de produção e maximiza a relação custo-benefício.
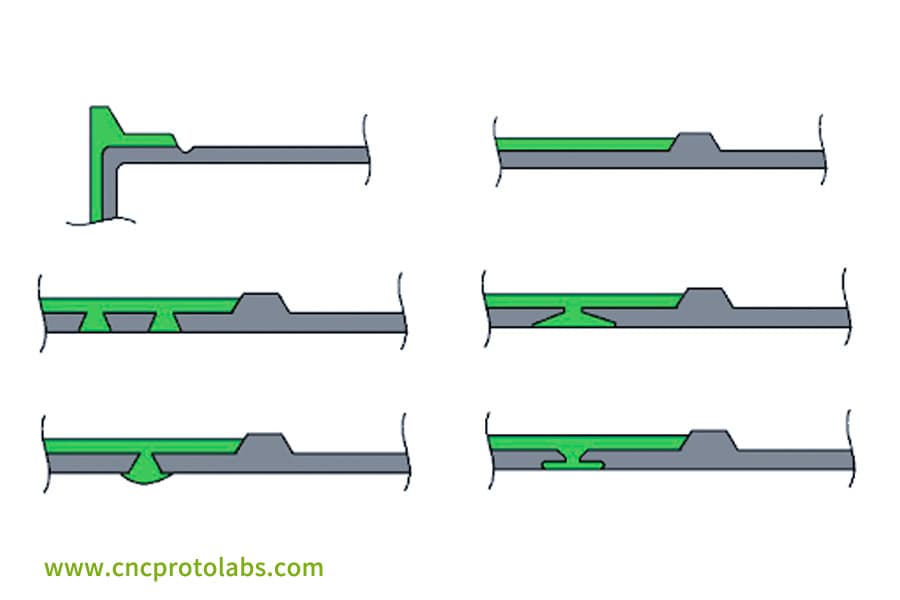
Figura 2: Diagramas transversais ilustrando a mecânica interligada da sobremoldagem de plástico sobre metal.
Como resolver o problema de compatibilidade de materiais na injeção de sobremoldagem de plástico?
Resolvendo a questão da compatibilidade de materiais em injeção de sobremoldagem de plástico depende essencialmente de dois pontos principais: a polaridade do substrato e do material de sobremoldagem deve ser combinada, e o gradiente de temperatura de fusão deve ser controlado.
PC/ABS (material polar) e TPU (material polar) são capazes de formar ligações químicas diretamente, enquanto PP (material não polar) precisa de ancoragem física ou primer para tornar a ligação eficiente.
Princípios Químicos de Correspondência de Polaridade:
Foi demonstrado que o uso de materiais com uma diferença no parâmetro de solubilidade (valor SP) inferior a 0,5 (cal/cm³) ^(1/2) pode garantir uma ligação hot melt de excelente qualidade - o valor SP, ou parâmetro de solubilidade, é o padrão para medir a correspondência de polaridade do material.
Simplificando, isso implica que os dois materiais são capazes de “aderir uns aos outros”, evitando assim a delaminação e mantendo a estabilidade da estrutura sobremoldada ao longo do tempo.
Aplicação de Promotores de Adesão:
No caso de sistemas incompatíveis como PA e silicone, um primer com espessura de 5-10μm pode ser pulverizado na superfície da primeira peça moldada por injeção.
O primer aumentará a resistência de ligação interfacial de 1 MPa para mais de 3 MPa por meio de uma reação química de reticulação, resolvendo assim totalmente os problemas de ligação de materiais incompatíveis.
Regulação precisa da temperatura de fusão:
A temperatura de fusão da segunda injeção deve exceder a temperatura de distorção térmica (HDT, a temperatura na qual um material sofre deformação significativa) do primeiro substrato de injeção em 15-30°C.
Isso causa a microfusão da superfície do substrato para que as cadeias moleculares possam se difundir e se emaranhar, criando uma ligação ainda mais forte na sobremoldagem.
Como os materiais de sobremoldagem devem ser selecionados com precisão com base em níveis de vedação como Ip67/Ip68?
O principal critério para escolher o materiais de sobremoldagem é o valor do conjunto de compactação (CS). Um valor CS menor significa que a função de vedação será mais estável ao longo do tempo.
Diferentes classificações de vedação correspondem a diferentes seleções de materiais:
Quando é IP67 ou superior, o LSR deve ser a primeira escolha para vedação que dure muito tempo, o TPU é uma alternativa mais acessível, o TPV é frequentemente usado para aplicações que exigem resistência ao óleo e o FKM é a opção certa quando você está lidando com ambientes de meios especiais.
Comparação de parâmetros de desempenho de diferentes materiais
| Tipo de material | Dureza Shore | Conjunto de compressão (70℃/22h) | Faixa de temperatura | Classificação de vedação aplicável |
| TPE | 60A-90A | 20%-40% | -30℃~100℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40℃~120℃ | IP65-IP67 |
| LSR | 30A-70A | <10% (150℃/22h) | -50℃~200℃ | IP68 |
| FKM | 70A-90A | <12% | -20℃~250℃ | Resistência de mídiaIP67+ |
| TVP | 70A-80A | 18%-25% | -40℃~150℃ | Resistência ao óleoIP67 |
Dureza e pressão de vedação
A pressão de vedação e a dureza do material devem ser combinadas com muita precisão. Veja as seguintes normas:
- Pressão de vedação de 0,2-0,5 MPa: 70A-80A TPU é um bom compromisso entre desempenho de vedação e estabilidade estrutural.
- É necessária uma sensação suave e antiderrapante: 50A-60A TPE é a recomendação, no entanto, a adaptação funcional terá que ser feita através do projeto de particionamento estrutural.
Seleção de materiais para ambientes especiais:
Quando o produto for exposto a ambientes especiais, como gasolina ou névoa salina, deve-se escolher materiais com muito boa resistência química.
É melhor usar FKM ou TPV especialmente modificado que mantenha a taxa de expansão do meio tão baixa que não exceda 5%, em outras palavras, não permitindo nenhuma falha no desempenho da vedação.
Consulta individual com um engenheiro para combinar com precisão os materiais de sobremoldagem ideais de acordo com seus requisitos de nível de vedação, evitando riscos de seleção de material.
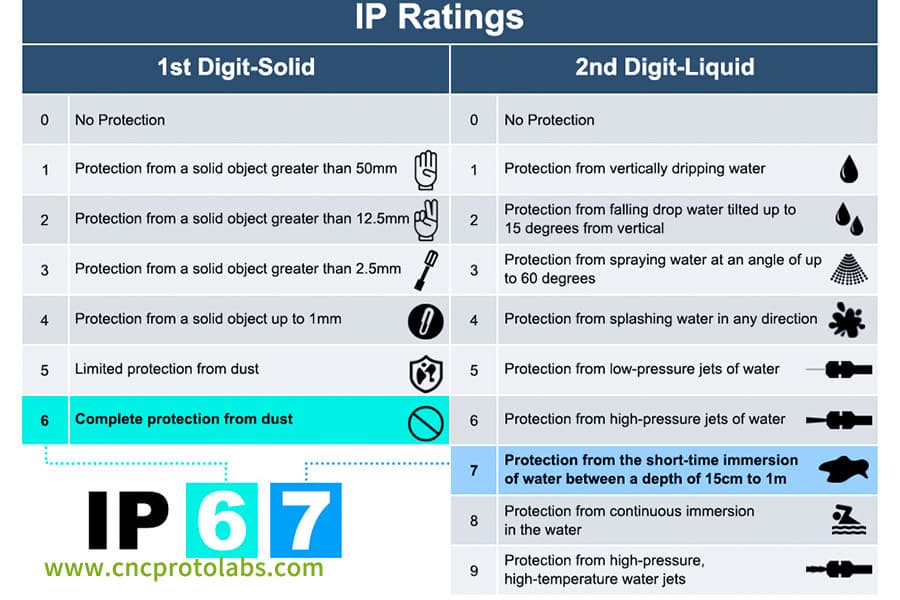
Figura 3: Um gráfico de informações explicando as classificações IP (Ingress Protection) para seleção de materiais em aplicações seladas.
Como controlar efetivamente a deformação térmica durante o processo de sobremoldagem de plástico de alta precisão?
A deformação térmica é um importante fator de risco na sobremoldagem de plástico de alta precisão, principalmente quando é feita a moldagem por injeção secundária.
Quando o metal fundido TPU 250 ℃ entra em contato com PC de paredes finas, que são muito sensíveis ao calor, se o resfriamento não for feito uniformemente , o empenamento pode atingir um nível que excede 0,1 mm/m, levando à perda de precisão do produto.
Além de ser uma medida que visa o controle da deformação térmica, os canais de resfriamento conformados também podem fornecer um campo de temperatura uniforme.
Gestão de calor para aquecimento secundário:
Por meio da análise do fluxo do molde, regulamos a temperatura de injeção secundária de um substrato e não somos capazes de limitar o valor da temperatura do substrato a 20 ℃ abaixo da temperatura de transição vítrea (Tg) em nenhum caso.
Simplificando, esta é uma forma de inibir o amolecimento e a deformação do substrato resultantes de altas temperaturas e é uma forma de garantir a precisão dimensional do produto estável.
Parâmetros Quantitativos do Sistema de Resfriamento
| Parâmetros de Processo | Valores padrão | Alvos de controle | Alvos de controle |
| Tempo de espera | 5-10 segundos | Estabiliza dimensões | Evita marcas de encolhimento e deformação |
| Diâmetro do canal de resfriamento | 8-12 mm | Dissipação de calor uniforme | Flutuação de temperatura dentro de ±3℃ |
| Número de Reynolds do fluxo de água | >4000 | Fluxo turbulento | Melhora a eficiência do resfriamento em 30% |
| Temperatura do Molde | Substrato HDT -20℃ | Controle constante de temperatura | Evita o amolecimento do substrato |
| Diferença de temperatura de injeção secundária | 15-30℃ | Interface de microfusão | Melhora a força de colagem |
A faixa dourada para espessura de camada de sobremoldagem
A espessura ideal para a camada de sobremoldagem é de 1,5 a 3,0 mm, que é o ponto ideal para equilibrar efeito de moldagem, custo e desempenho.
- Muito fino: Facilmente causará cola insuficiente e fraca ligação, portanto a aparência e o desempenho do produto serão afetados.
- Muito grosso: Devido ao grande encolhimento (1,5%-2,0%), concentração de tensão interna e marcas de encolhimento podem aparecer, mas os custos de produção também aumentarão.
Como avaliar as capacidades de produção em massa e controle de qualidade das empresas de sobremoldagem?
Os principais parâmetros para medir empresas de sobremoldagem são os níveis de integração da automação e o grau de envolvimento do DFM (Design for Manufacturing).
Os principais fabricantes podem manter a consistência da moldagem por injeção de pastilhas dentro de 0,02 mm, proporcionando uma taxa de rendimento de 98% para realizar a produção em massa de milhões de unidades , minimizando significativamente o risco de produção em massa.
Moldes Rotativos vs. Moldes Shuttle:
Explorar os dois principais tipos de moldes dá a oportunidade de escolher o tipo de produção em massa:
- Moldes Rotativos: O ciclo de moldagem dura 40% menos, erros de posicionamento secundário podem ser erro do operador, portanto o cenário é perfeito para projetos com mais de 500.000 unidades por ano.
- Moldes de transporte: A operação é muito flexível, altamente adequada para prototipagem de produtos complexos em pequenos lotes e econômica em termos de prototipagem.
Loop Fechado de Automação e Inspeção:
Juntamente com um braço robótico de seis eixos para colocação automática de insertos e inspeção visual CCD on-line, esta configuração é capaz de produção totalmente automatizada em um ciclo de 5 segundos.
Graças a esta configuração, a taxa de refugo devido a erro humano é reduzida de 5% para 0,5%, proporcionando assim maior estabilidade na produção em massa e reduzindo os custos de produção.
A importância de uma revisão do DFM:
Os fabricantes profissionais podem oferecer um relatório DFM abrangente no estágio T0 (antes da moldagem experimental), garantindo a otimização da porta, da superfície de partição e de outros aspectos do projeto.
Isto significa que as alterações de moldagem experimental podem ser diminuídas em até 80%, permitindo assim que seu projeto seja lançado rapidamente, com tempo e custos reduzidos.
Obtenha o empresas de sobremoldagem guia de seleção, consulta gratuita de engenheiros e seleção rápida de parceiros de alta qualidade que atendam aos requisitos de produção em massa.
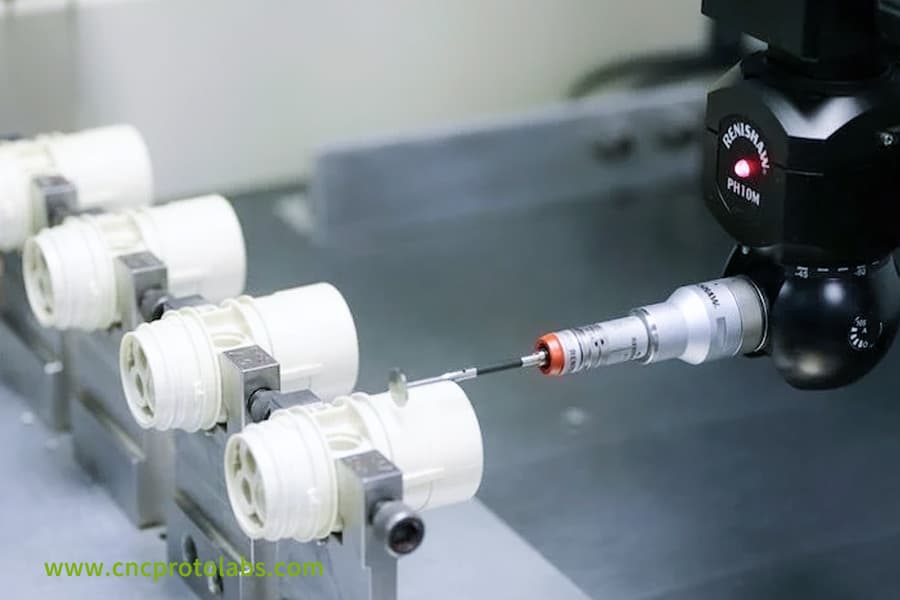
Figura 4: Uma máquina de medição por coordenadas (CMM) realiza inspeção de precisão em peças plásticas sobremoldadas.
Quais são as vantagens dos serviços de sobremoldagem na redução dos custos totais de longo prazo em comparação com a montagem tradicional?
Em contraste com a montagem tradicional, o principal benefício dos serviços de sobremoldagem é a integração de processos e funções, o que poderia reduzir o custo total do produto em 20% a 35%.
Ele elimina operações secundárias, como distribuição manual e soldagem ultrassônica, permite peças multifuncionais e simplifica muito o gerenciamento da cadeia de suprimentos.
Integração de processos:
Eliminar a dosagem manual não só leva à economia nos custos da cola, mas também elimina completamente a necessidade de um tempo de cura da cola de 24 horas.
É provável que isto reduza o custo unitário total de produção em cerca de 0,5-1,5 dólares, aumentando assim a eficácia da produção.
Efeito de redução de peso da integração funcional:
Como resultado dos processos de sobremoldagem, anéis de vedação, almofadas antiderrapantes e carcaças podem ser combinados em uma única peça, o que reduz o número de componentes em 30%.
Isto reduzirá os SKUs para gestão de inventário em 50%, diminuirá os custos de inventário e o esforço de gestão e conduzirá a operações mais eficientes da cadeia de abastecimento.
Vantagens de confiabilidade a longo prazo:
O design sobremoldado elimina completamente os problemas associados ao envelhecimento e à delaminação da cola, aumentando assim a vida útil do produto.
Ao longo de 5 anos, a taxa de devolução do produto pode ser reduzida em 60%, o que reduzirá bastante os custos pós-venda e melhorará a percepção do usuário.
Estudo de caso de JS Precision: Atualizando a tecnologia de encapsulamento de uma alça de controle remoto para máquinas de construção pesada
Uma alavanca de controle remoto sem fio para uma escavadeira de máquinas de construção pesada é uma das aplicações mais típicas de sobremoldagem de plástico metal .
Este produto deve ser resistente a ambientes com alta vibração e alto teor de óleo, como locais de mineração e áreas de construção. A estrutura dividida adesiva original tinha muitas desvantagens e serviços profissionais de sobremoldagem foram solicitados para resolver esses problemas com urgência.
Desafios encontrados
O projeto original do cliente era uma moldura de liga de alumínio, um revestimento externo de silicone e fixação adesiva. Após testes rigorosos e uso real, foram identificados três problemas principais com o produto:
- Teste de vibração: No teste de vibração de toda a máquina (10-200Hz, aceleração de 50g, contínuo por 48 horas), o revestimento externo de silicone se soltou e foi deslocado da estrutura metálica, o que levou ao deslizamento durante a operação.
- Falha na vedação: O envelhecimento do adesivo e as rachaduras levaram à falha da vedação IP65, comprometendo assim a segurança dos componentes eletrônicos internos.
- Mau serviço pós-venda: Após 6 meses de uso, a taxa de reclamação de desprendimento da tampa da alça atingiu 8,7%, o que afetou negativamente a reputação da marca.
Soluções:
1. Atualização do processo:
Em vez de usar a abordagem adesiva tradicional na produção, escolhemos um processo de sobremoldagem de plástico feito sob medida. Introduzimos um serrilhado de diamante com 0,6 mm de profundidade e uma ranhura em cauda de andorinha anular na estrutura do cabo em liga de alumínio, resultando em uma estrutura de travamento mecânico circunferencial de 4 vias.
2. Seleção de materiais:
A camada de sobremoldagem é composta por TPV resistente a óleo e a baixas temperaturas (Santoprene 101-80, dureza Shore A 80A), com uma espessura de sobremoldagem consistente de 2,8 mm.
3.Controle de produção:
A produção utiliza uma linha de produção de moldes rotativos totalmente automatizada, com temperatura de injeção mantida em 210-220°C e pressão de retenção em 80 MPa. Depois de jatear o esqueleto metálico (Ra 3,5μm), ele é revestido com primer de agente de acoplamento de silano de 8m para melhor adesão interfacial.
Oferecemos otimização DFM e inspeção de qualidade online durante todo o processo para garantir que cada produto atenda aos padrões.
Resultados Finais
Este projeto foi submetido a rigorosos testes de terceiros e atende a todos os padrões de desempenho. Os resultados específicos são os seguintes, que podem ser usados diretamente como referência para seus projetos semelhantes:
- Confiabilidade: A resistência de ligação da interface foi de 6,8 MPa. O inchaço do volume do TPV foi de apenas 3,2% e passou com sucesso nos testes de vibração, choque térmico e resistência ao óleo.
- Toque e durabilidade: Mesmo após 1 milhão de garras simuladas, o coeficiente de atrito ainda era de 0,68, muito superior ao da solução original, 0,45.
- Benefícios económicos: O rendimento da produção em massa aumentou de 78% para 96,5%, o custo unitário foi reduzido em 22%, a taxa de reclamações pós-venda foi de 0,3% e a vida útil do produto foi aumentada para mais de 5 anos.
Obtenha o relatório de caso completo para esta maquinaria de engenharia que lida com sobremoldagem de plástico, envie os requisitos do seu produto, personalize um serviço dedicado sobremoldagem de plástico solução e obtenha um orçamento.
Perguntas frequentes
Q1: Quais defeitos ocorrem com mais frequência em componentes de sobremoldagem de plástico?
Os defeitos mais comuns são delaminação e cola insuficiente , que ocorrem devido à incompatibilidade do material e à temperatura e pressão insuficientes da moldagem por injeção. A solução requer a correspondência da polaridade do material e a otimização do design do portão.
Q2: Quais são os principais problemas existentes com a sobremoldagem de metal-plástico?
O principal problema surge das discrepâncias no coeficiente de expansão térmica entre o metal e o plástico, que criam riscos de desprendimento da pastilha e formação de fissuras . Mecanismos de travamento mecânico, como chanframento e serrilhado, são necessários para distribuir a tensão.
Q3: Qual método permite a verificação rápida da compatibilidade do material para sobremoldagem?
Os valores SP dos parâmetros de solubilidade do material devem ser verificados. A ligação química torna-se possível quando a diferença permanece abaixo de 0,5. A diferença requer ancoragem física ou um primer como solução.
Q4: É melhor ter uma camada de revestimento mais espessa?
A espessura ideal varia de 1,5 a 3,0 milímetros. A adesão insuficiente ocorre quando a camada fica muito fina, enquanto a camada fica muito espessa. A camada espessa cria um encolhimento irregular e leva a estresse interno excessivo e desperdício financeiro.
Q5: Qual método garante o posicionamento preciso da pastilha dentro do molde?
O sistema utiliza pinos de localização de alta precisão juntamente com sensores para obter o posicionamento adequado. O sistema precisa manter a repetibilidade de ±0,02 mm porque a pressão da moldagem por injeção causa deslocamento da pastilha.
Q6: Quais fatores criam marcas de fluxo em peças sobremoldadas?
Isto ocorre devido a dois fatores principais: resfriamento rápido na frente do fluxo de fusão e posicionamento inadequado da comporta. O sistema melhorará quando a temperatura do molde aumentar e a localização e o número da porta forem otimizados.
Q7: Quais fatores precisam ser considerados durante a fase de prototipagem?
O fornecedor deve ser encarregado de realizar uma análise do fluxo do molde e elaborar um Relatório DFM para que quaisquer problemas como marcas de encolhimento e ar preso possam ser detectados precocemente.
Q8: O que fez com que o substrato do meu componente sobremoldado se deformasse após a segunda moldagem por injeção?
A causa subjacente é que a temperatura de deflexão térmica do substrato é inferior à temperatura de fusão da segunda moldagem por injeção. Uma maneira de resolver este problema é aumentar as propriedades de resistência à temperatura do substrato. Outra alternativa é melhorar a eficiência do sistema de resfriamento do molde.
Resumo
Serviço de sobremoldagem multimateriais rompe as limitações de desempenho de materiais únicos por meio da inovação de processos.
Ele altera a resistência da vedação e o custo de um produto, deixando de ser recursos mutuamente exclusivos para chegar a um ponto de compromisso. Assim, permite criar processos mais simples e produtos mais baratos, ao mesmo tempo que aumenta a confiabilidade e a competitividade dos produtos.
A JS Precision, uma das empresas de sobremoldagem com forte ênfase na fabricação de precisão, pode oferecer uma solução abrangente de sobremoldagem de plástico, desde a seleção de materiais e otimização de projetos para fabricação até a configuração de produção em massa totalmente automatizada.
Quer aumentar a qualidade do seu produto e aumentar a competitividade no mercado? Contate-nos agora e obtenha uma avaliação DFM gratuita e uma cotação de amostra.
Nossos especialistas em injeção de sobremoldagem de plástico e metal de sobremoldagem de plástico trabalharão juntos para oferecer vantagem competitiva aos seus produtos.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

