

Servizi di sovrastampaggio sono la soluzione di processo principale per la soluzione dello stampaggio di compositi multimateriale, l'ottimizzazione della sensazione al tatto e la protezione della tenuta.
I product manager e gli ingegneri si trovano ad affrontare la sfida più grande quando i prodotti richiedono sia una tenuta duratura in condizioni estreme sia una gestione sicura, calda e antiscivolo, perché i singoli materiali hanno limitazioni intrinseche.
La combinazione di plastica rigida e gomma morbida produce due sistemi che i componenti adesivi non possono mantenere. Il servizio di sovrastampaggio multi-materiale risolve questo problema utilizzando lo stampaggio a iniezione secondaria per creare precise combinazioni di substrati rigidi e elastomeri ad alte prestazioni.
Questo articolo presenta una conoscenza tecnica completa sull'iniezione di sovrastampaggio di plastica che consente di migliorare la funzionalità, la durata e il valore del marchio del prodotto mantenendo il controllo del budget attraverso aziende di sovrastampaggio professionali.
Riepilogo delle risposte principali
| Dimensioni fondamentali | Tecnologie chiave | Valore al prodotto |
| Sentire e sigillare | Substrato rigido + elastomero morbido | Elimina il compromesso tra durata e comfort, migliorando la presa e il livello di protezione. |
| Incollaggio meccanico | Design smussato, trattamento irruvidito | Garantisce che metallo e plastica non si stacchino a temperature estreme . |
| Compatibilità dei materiali | Adattamento di polarità, promotori di adesione | Previene la delaminazione, ottenendo un legame chimico a livello molecolare. |
| Controllo dei costi | Integrazione dei processi, produzione automatizzata | Riduce i costi totali a lungo termine, sostituendo i tradizionali processi di adesivo e assemblaggio. |
Punti chiave
- Via la colla. L'incollaggio permanente richiede effettivi blocchi fisici e legami chimici come unico metodo affidabile per ottenere legami permanenti.
- I materiali sono fondamentali. Il compression set della guarnizione risulta dalla selezione dei materiali TPE e TPU come elementi principali della soluzione di tenuta.
- La precisione determina la resa. La stabilità della produzione di massa dipende dagli stampi rotanti insieme all'esatto controllo della temperatura come punto di svolta critico.
- Quanto prima si interviene tanto minore sarà il costo. Il momento migliore per prevenire il rischio di deformazione termica è durante la revisione del DFM.
Perché fidarsi di questa guida? Approfondimenti dall'esperienza nel servizio di sovrastampaggio multimateriale di JS Precision
JS Precision ha più di 15 anni di esperienza nella produzione precisa e ha prodotto più di 300.000 parti personalizzate per oltre 1.000 clienti in tutto il mondo.
Il campo dei servizi di sovrastampaggio fornisce dati pratici estesi e casi di studio di successo che è possibile riutilizzare per eliminare le spese per tentativi ed errori.
Il nostro processo di test segue il Norma ASTM D4326 per misurare la forza di adesione del sovrastampaggio. Il nostro sistema completo di controllo qualità testa tutti i prodotti di sovrastampaggio in plastica, garantendo una puntualità di consegna del 99,2%.
Possediamo tre certificazioni ufficiali che includono ISO 9001:2015 e ISO 13485 e IATF 16949 . I nostri servizi comprendono i settori automobilistico di fascia alta, macchinari medicali e da costruzione che soddisfano gli elevati standard del vostro settore.
Abbiamo sviluppato soluzioni standardizzate e un'esclusiva libreria di parametri di processo per i punti critici del processo come il sovrastampaggio di plastica in metallo e l'iniezione di sovrastampaggio di plastica.
Ad esempio, una volta abbiamo risolto il problema del distacco dell'adesivo dell'inserto metallico per un determinato cliente di componenti automobilistici.
Ottimizzando la struttura fisica di incastro e l'abbinamento dei materiali, la forza di adesione del prodotto è stata aumentata da 3,2 MPa a 7,5 MPa, la resa della produzione di massa è stata aumentata dall'82% al 97,8% e il costo annuale post-vendita è stato ridotto di oltre $ 200.000.
Questo caso è stato incluso nella nostra libreria di parametri di processo e può essere riutilizzato direttamente.
Il nostro team di ingegneri inglese fornisce supporto DFM 24 ore su 24, 7 giorni su 7 : DFM sta per Manufacturing Design, che può mitigare in modo proattivo i rischi di produzione.
Risponderemo alle vostre richieste tecniche entro 15 minuti, senza perdita di informazioni durante l'intero processo, dalla progettazione alla consegna. Con dati di produzione reali e certificazioni rigorose, miriamo a diventare il tuo partner di fiducia per il sovrastampaggio.
Contattaci subito per scaricare il nostro esclusivo white paper sui servizi di sovrastampaggio, ricevere una revisione DFM iniziale gratuita e padroneggiare rapidamente le principali tecnologie del settore.
Perché scegliere il servizio di sovrastampaggio multimateriale per migliorare la sensazione al tatto e la tenuta del prodotto?
Un materiale non può soddisfare contemporaneamente le esigenze di supporto strutturale e i requisiti ergonomici. Il servizio di sovrastampaggio multimateriale fornisce una soluzione che risolve completamente questo problema.
Il processo di stampaggio a iniezione secondaria combina tecnopolimeri ad alta rigidità con elastomeri morbidi per creare un design che risolve i problemi di ammortizzazione antiscivolo ottenendo al contempo un grado di tenuta IP67 o superiore grazie al design senza giunzioni che soddisfa Norme di protezione ISO 20653 creando così un vantaggio competitivo per il prodotto.
Le contraddizioni dei singoli materiali
Le plastiche rigide tradizionali presentano tre limitazioni principali perché diventano fragili alle basse temperature e mantengono una temperatura superficiale fredda e non riescono a fornire né una presa comoda né una resistenza strutturale sufficiente.
L'uso di un manicotto in gomma porta a due problemi che influiscono sull'assemblaggio del prodotto perché crea tolleranze di assemblaggio e il materiale del manicotto intrappola facilmente lo sporco, il che diminuisce la soddisfazione dell'utente e danneggia l'immagine del marchio.
Il premio dello stampaggio secondario
Il sovrastampaggio della plastica consente ai prodotti di ottenere un aspetto eccezionale grazie alla sua capacità di creare transizioni senza soluzione di continuità tra materiali plastici morbidi e duri.
Il valore estetico del tuo marchio aumenterà di oltre il 30% attraverso questo processo perché consente al tuo prodotto di ottenere un'immediata differenziazione dai prodotti concorrenti.
Risolvere le basi fisiche dell'antiscivolo e della sigillatura
Lo strato di plastica morbida crea una superficie che raggiunge un elevato coefficiente di attrito (μ≥0,6) mentre un'adeguata interferenza di accoppiamento (che varia da 0,2 a 0,5 mm ) stabilisce la tenuta mediante compressione elastica.
Il tuo prodotto può mantenere una presa stabile in ambienti umidi e oleosi mentre impedisce a liquidi e polvere di penetrare nei suoi componenti interni.

Figura 1: Una maniglia dal design bicolore, che combina una sezione bianca e un'impugnatura testurizzata nera tramite sovrastampaggio multimateriale.
Qual è la struttura di incastro meccanico più critica nel processo di sovrastampaggio di plastica e metallo?
La struttura fisica ad incastro del metallo sovrastampato in plastica rappresenta il suo elemento più essenziale poiché il metallo e i materiali plastici presentano una differenza di 5-10 volte nei loro coefficienti di espansione lineare .
Lo shock del ciclo termico da -40°C a 120°C supera la capacità adesiva del materiale. L'incastro fisico creato dalla smussatura e dall'irruvidimento è la chiave per prevenire il distacco.
Parametri tecnici per smussatura e scanalature:
Inserti metallici richiedono scanalature anulari preforate o godronature a forma di diamante con una profondità di 0,3-0,8 mm e un angolo di 15°-30°. La plastica fusa (PPS o PA6T) iniettata attraverso un processo di stampaggio a iniezione riempie tutti gli spazi vuoti per generare un "effetto rivetto" al termine del processo.
La struttura antiadesiva del legame crea una forza compresa tra 5 e 10 MPa che funziona come una clip invisibile che collega il metallo alla plastica mantenendo la connessione in condizioni estreme.
Dati sul trattamento superficiale:
La sabbiatura (Ra 2,0-3,5μm) o l'attacco chimico possono aumentare la microporosità della superficie metallica del 40%, aumentando la profondità di penetrazione della plastica di 0,02 mm.
Il processo migliora la resistenza alla trazione rafforzando al tempo stesso la stabilità dei legami metallo-plastica e bloccando i problemi di separazione che si verificano durante le operazioni future.
Progettazione ottimizzata in termini di costi:
Il processo di godronatura standardizzato ci consente di convertire operazioni di smussatura complesse in un processo più efficiente che mantiene il nostro costo unitario originale.
Per il tuo progetto, ciò può garantire un aumento più che doppio della coesione , controllando al tempo stesso i costi di produzione e massimizzando il rapporto costo-efficacia.
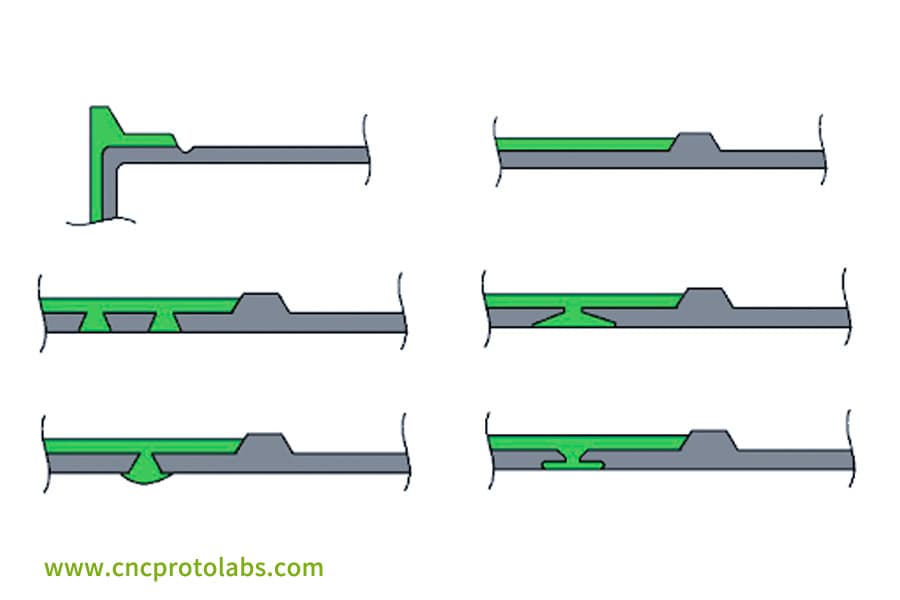
Figura 2: diagrammi in sezione trasversale che illustrano i meccanismi di incastro del sovrastampaggio di plastica su metallo.
Come risolvere il problema della compatibilità dei materiali nell'iniezione di sovrastampaggio di plastica?
Risolvere il problema della compatibilità dei materiali in iniezione di sovrastampaggio plastica dipende essenzialmente da due punti principali: la polarità del substrato e del materiale di sovrastampaggio deve corrispondere e il gradiente della temperatura di fusione deve essere controllato.
PC/ABS (materiale polare) e TPU (materiale polare) sono in grado di formare direttamente legami chimici, mentre il PP (materiale non polare) necessita di un ancoraggio fisico o di un primer per rendere efficiente il legame.
Principi chimici dell'adattamento della polarità:
È stato dimostrato che l'utilizzo di materiali con una differenza nel parametro di solubilità (valore SP) inferiore a 0,5 (cal/cm³) ^(1/2) può garantire un'adesione hot melt di eccellente qualità: il valore SP, o parametro di solubilità, è lo standard per misurare la corrispondenza della polarità del materiale.
In poche parole, ciò implica che i due materiali siano in grado di "aderire insieme", prevenendo così la delaminazione e mantenendo la stabilità della struttura sovrastampata nel tempo.
Applicazione dei promotori di adesione:
Nel caso di sistemi incompatibili come PA e silicone, è possibile spruzzare un primer con uno spessore di 5-10μm sulla superficie del primo pezzo stampato ad iniezione.
Il primer aumenterà la forza di adesione interfacciale da 1 MPa a oltre 3 MPa mediante una reazione di reticolazione chimica, risolvendo così completamente i problemi di adesione di materiali incompatibili.
Regolazione accurata della temperatura di fusione:
La temperatura di fusione della seconda iniezione dovrebbe superare la temperatura di distorsione termica (HDT, la temperatura alla quale un materiale subisce una deformazione significativa) del primo substrato di iniezione di 15-30 ℃.
Ciò provoca la microfusione della superficie del substrato in modo che le catene molecolari possano diffondersi e intrecciarsi tra loro, creando un legame ancora più forte nel sovrastampaggio.
In che modo i materiali di sovrastampaggio dovrebbero essere accuratamente selezionati in base a livelli di tenuta come Ip67/Ip68?
Il criterio principale per scegliere il materiali per sovrastampaggio è il valore del set di compressione (CS). Un valore CS più piccolo significa che la funzione di tenuta sarà più stabile nel tempo.
Differenti gradi di tenuta corrispondono a diverse selezioni di materiali:
Quando è IP67 o superiore, l'LSR dovrebbe essere la prima scelta per una sigillatura che duri a lungo, il TPU è un'alternativa più conveniente, il TPV è spesso utilizzato per applicazioni che richiedono resistenza all'olio e l'FKM è quello a cui rivolgersi quando si ha a che fare con ambienti con fluidi speciali.
Confronto dei parametri prestazionali di diversi materiali
| Tipo materiale | Durezza Shore | Set di compressione (70 ℃/22 ore) | Intervallo di temperatura | Grado di tenuta applicabile |
| TPE | 60A-90A | 20%-40% | -30℃~100℃ | IP54-IP67 |
| TPU | 60A-90A | 15%-30% | -40℃~120℃ | IP65-IP67 |
| LSR | 30A-70A | <10% (150 ℃/22 ore) | -50℃~200℃ | IP68 |
| FKM | 70A-90A | <12% | -20℃~250℃ | Resistenza ai mediaIP67+ |
| TPV | 70A-80A | 18%-25% | -40℃~150℃ | Resistenza all'olioIP67 |
Durezza e pressione di tenuta
La pressione di tenuta e la durezza del materiale devono essere abbinate in modo molto accurato. Consulta i seguenti standard:
- Pressione di tenuta 0,2-0,5 MPa: il TPU 70A-80A è un buon compromesso tra prestazioni di tenuta e stabilità strutturale.
- È richiesta una sensazione morbida e antiscivolo: la raccomandazione è TPE 50A-60A, tuttavia l'adattamento funzionale dovrà essere effettuato attraverso la progettazione della partizione strutturale.
Selezione dei materiali per ambienti speciali:
Se il prodotto deve essere esposto ad ambienti speciali come benzina o nebbia salina, è necessario scegliere materiali con un'ottima resistenza chimica.
È meglio utilizzare FKM o TPV appositamente modificato che manterrebbe il tasso di rigonfiamento del mezzo così basso da non superare il 5%, in altre parole, senza consentire alcun calo delle prestazioni di tenuta.
Consulenza individuale con un ingegnere per abbinare con precisione i materiali di sovrastampaggio ottimali in base ai requisiti del livello di tenuta, evitando rischi di selezione dei materiali.
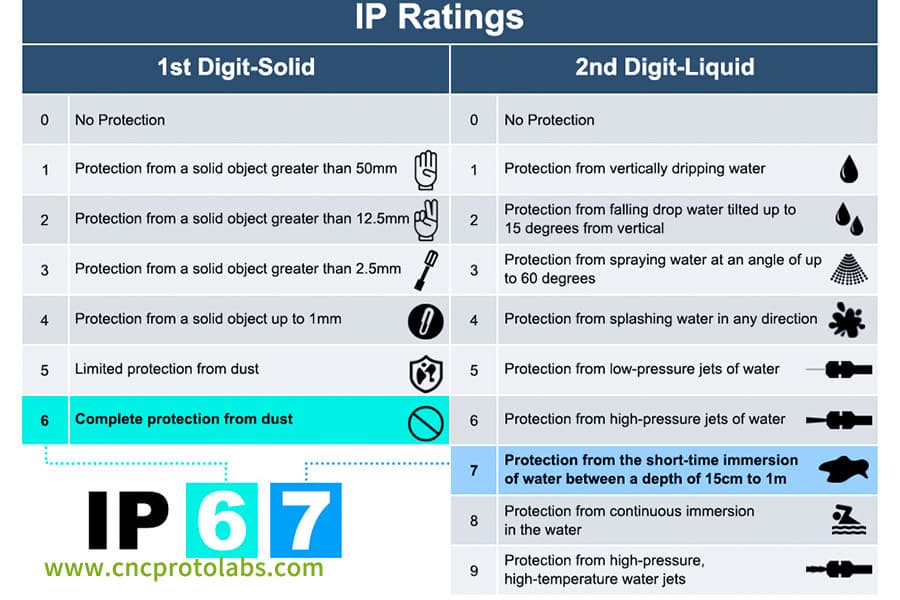
Figura 3: Una tabella informativa che spiega le classificazioni IP (protezione ingresso) per la selezione dei materiali nelle applicazioni sigillate.
Come controllare efficacemente la deformazione termica durante il processo di sovrastampaggio di plastica ad alta precisione?
La deformazione termica è un importante fattore di rischio nel sovrastampaggio di plastica ad alta precisione, in particolare quando si tratta dello stampaggio a iniezione secondaria.
Quando il metallo fuso TPU a 250 ℃ entra in contatto con PC a pareti sottili, che sono molto sensibili al calore, se il raffreddamento non viene eseguito in modo uniforme , la deformazione può raggiungere un livello superiore a 0,1 mm/m con conseguente perdita di precisione del prodotto.
Oltre ad essere una misura finalizzata al controllo della deformazione termica, i canali di raffreddamento conformati possono anche fornire un campo di temperatura uniforme.
Gestione del calore per il riscaldamento secondario:
Mediante l'analisi del flusso dello stampo, regoliamo la temperatura dell'iniezione secondaria di un substrato e non siamo in grado di limitare in nessun caso il valore della temperatura del substrato a 20 ℃ al di sotto della temperatura di transizione vetrosa (Tg).
In poche parole, questo è un modo per inibire l'ammorbidimento e la deformazione del substrato derivanti dalle alte temperature ed è un modo per garantire una precisione dimensionale stabile del prodotto.
Parametri quantitativi del sistema di raffreddamento
| Parametri di processo | Valori standard | Obiettivi di controllo | Obiettivi di controllo |
| Tempo di attesa | 5-10 secondi | Stabilizza le dimensioni | Previene segni di ritiro e deformazioni |
| Diametro del canale di raffreddamento | 8-12 mm | Dissipazione uniforme del calore | Fluttuazione della temperatura entro ± 3 ℃ |
| Numero di Reynolds del flusso d'acqua | >4000 | Flusso turbolento | Migliora l'efficienza del raffreddamento del 30% |
| Temperatura dello stampo | Substrato HDT -20℃ | Controllo costante della temperatura | Previene l'ammorbidimento del substrato |
| Differenza di temperatura dell'iniezione secondaria | 15-30 ℃ | Interfaccia di microfusione | Migliora la forza di adesione |
La gamma d'oro per lo spessore dello strato di sovrastampaggio
Lo spessore ottimale per lo strato di sovrastampaggio è 1,5-3,0 mm, che rappresenta il punto ideale per bilanciare effetto di stampaggio, costi e prestazioni.
- Troppo sottile: porterà facilmente ad una colla insufficiente e ad un legame debole, quindi l'aspetto e le prestazioni del prodotto ne risentiranno.
- Troppo spesso: a causa del forte restringimento (1,5%-2,0%), concentrazione dello stress interno e segni di restringimento potrebbe apparire, tuttavia aumenteranno anche i costi di produzione.
Come valutare le capacità di produzione di massa e di controllo qualità delle aziende di sovrastampaggio?
I parametri principali per misurare le aziende di sovrastampaggio sono i livelli di integrazione dell'automazione e quanto è coinvolto il DFM (Design for Manufacturing).
I principali produttori possono mantenere la consistenza dello stampaggio a iniezione dell'inserto entro 0,02 mm, fornendo un tasso di rendimento del 98% per l'esecuzione di una produzione di massa di milioni di unità , riducendo così significativamente al minimo il rischio di produzione di massa.
Stampi rotanti e stampi a navetta:
L'esplorazione dei due principali tipi di stampi dà la possibilità di scegliere in un attimo il tipo di produzione di massa:
- Stampi rotanti: il ciclo di stampaggio dura il 40% in meno, gli errori di posizionamento secondari possono essere dovuti all'errore dell'operatore, quindi lo scenario è perfetto per progetti con oltre 500.000 unità all'anno.
- Stampi navetta: il funzionamento è molto flessibile, altamente adatto alla prototipazione di prodotti complessi in piccoli lotti, conveniente in termini di prototipazione.
Automazione e ispezione a circuito chiuso:
Insieme a un braccio robotico a sei assi per il posizionamento automatico degli inserti e l'ispezione visiva CCD online, questa configurazione è in grado di eseguire una produzione completamente automatizzata in un ciclo di 5 secondi.
Grazie a questa configurazione, il tasso di scarto dovuto all’errore umano viene ridotto dal 5% allo 0,5%, garantendo così una maggiore stabilità nella produzione di massa e riducendo i costi di produzione.
Il significato di una revisione DFM:
I produttori professionisti possono offrire un report DFM completo nella fase T0 (prima dello stampaggio di prova), garantendo l'ottimizzazione del punto di accesso, della superficie di divisione e di altri aspetti della progettazione.
Ciò significa che le modifiche allo stampaggio di prova possono essere ridotte fino all'80%, consentendo così di avviare rapidamente il progetto, con tempi e costi ridotti.
Ottieni il aziende di sovrastampaggio guida alla selezione, consulenza gratuita ai tecnici e selezione rapida di partner di alta qualità che soddisfano i requisiti di produzione di massa.
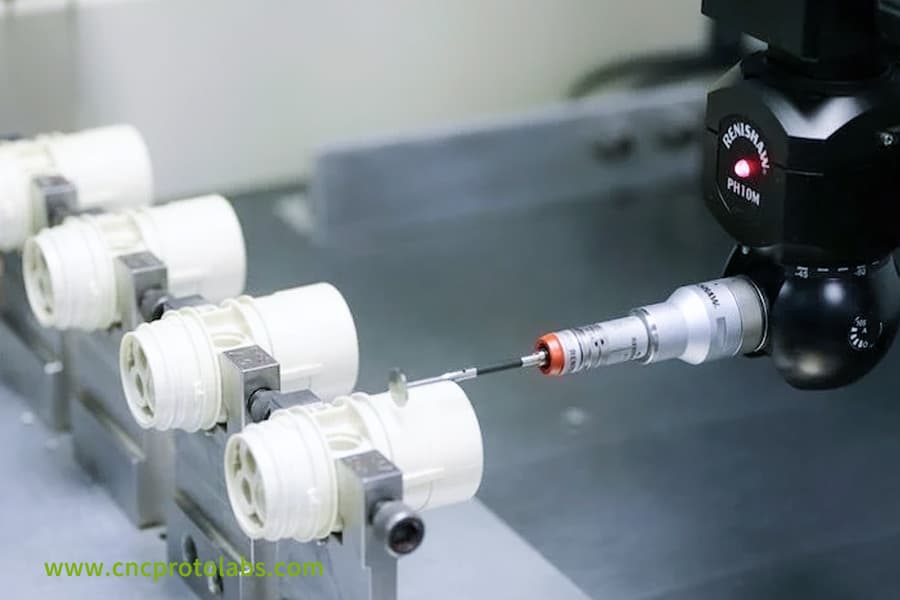
Figura 4: Una macchina di misura a coordinate (CMM) esegue un'ispezione di precisione su parti in plastica sovrastampate.
Quali sono i vantaggi dei servizi di sovrastampaggio nella riduzione dei costi totali a lungo termine rispetto all'assemblaggio tradizionale?
A differenza dell'assemblaggio tradizionale, il vantaggio principale dei servizi di sovrastampaggio è l'integrazione di processo e funzione, che potrebbe ridurre il costo totale del prodotto del 20%-35%.
Elimina le operazioni secondarie come l'erogazione manuale e la saldatura a ultrasuoni, consente parti multifunzionali e semplifica notevolmente la gestione della catena di fornitura.
Integrazione del processo:
L'eliminazione dell'erogazione manuale non solo porta a un risparmio sui costi della colla, ma elimina anche completamente la necessità di un tempo di asciugatura della colla di 24 ore.
Ciò ridurrà probabilmente il costo unitario di produzione totale di circa 0,5-1,5 dollari, aumentando così l’efficacia della produzione.
Effetto di riduzione del peso dell'integrazione funzionale:
Grazie ai processi di sovrastampaggio, anelli di tenuta, cuscinetti antiscivolo e alloggiamenti possono essere combinati in un unico pezzo, riducendo così il numero di componenti del 30%.
Ciò ridurrà gli SKU per la gestione dell'inventario del 50%, diminuirà i costi di inventario e gli sforzi di gestione e porterà a operazioni della catena di fornitura più efficienti.
Vantaggi dell'affidabilità a lungo termine:
Il design sovrastampato elimina completamente i problemi associati all'invecchiamento della colla e alla delaminazione, aumentando così la durata del prodotto.
Nel corso di 5 anni, il tasso di restituzione del prodotto può essere ridotto del 60%, riducendo notevolmente i costi post-vendita e migliorando la percezione dell'utente.
Caso di studio di JS Precision: aggiornamento della tecnologia di incapsulamento di una maniglia di controllo remoto per un macchinario da costruzione pesante
Una maniglia di controllo remoto wireless per un escavatore per macchine edili pesanti è una delle applicazioni più tipiche di metallo sovrastampato in plastica .
Questo prodotto deve essere resistente alle vibrazioni elevate e agli ambienti ad alto contenuto di olio come siti minerari e aree di costruzione. La struttura divisa originale incollata con adesivo presentava molti inconvenienti e sono stati richiesti servizi di sovrastampaggio professionali per risolvere questi problemi con urgenza.
Sfide incontrate
Il design originale del cliente prevedeva un telaio in lega di alluminio, un guscio esterno in silicone e un fissaggio adesivo. Dopo test rigorosi e utilizzo effettivo, sono stati identificati tre problemi principali del prodotto:
- Test di vibrazione: nel test di vibrazione dell'intera macchina (10-200 Hz, accelerazione di 50 g, continuo per 48 ore), il guscio esterno in silicone si è staccato e si è spostato dal telaio in metallo, provocando lo slittamento durante l'operazione.
- Guasto della tenuta: l'invecchiamento e la rottura dell'adesivo hanno portato al guasto della tenuta IP65, compromettendo così la sicurezza dei componenti elettronici interni.
- Servizio post-vendita scadente: dopo 6 mesi di utilizzo, il tasso di reclamo relativo al distacco della copertura della maniglia ha raggiunto l'8,7%, il che ha influito notevolmente negativamente sulla reputazione del marchio.
Soluzioni:
1.Aggiornamento del processo:
Invece di utilizzare il tradizionale approccio adesivo nella produzione, abbiamo scelto un processo di sovrastampaggio di plastica su misura in metallo. Abbiamo introdotto una zigrinatura a diamante profonda 0,6 mm e una scanalatura anulare a coda di rondine sul telaio della maniglia in lega di alluminio, ottenendo una struttura di bloccaggio meccanico circonferenziale a 4 vie.
2.Selezione del materiale:
Lo strato di sovrastampaggio è costituito da TPV resistente all'olio e alle basse temperature (Santoprene 101-80, durezza Shore A 80A), con uno spessore di sovrastampaggio costante di 2,8 mm.
3. Controllo della produzione:
La produzione utilizza una linea di produzione con stampo rotativo completamente automatizzata, con temperatura di iniezione mantenuta a 210-220 ℃ e pressione di mantenimento a 80 MPa. Dopo aver sabbiato lo scheletro metallico (Ra 3,5 μm), questo viene rivestito con un primer agente di accoppiamento silanico da 8 m per una migliore adesione interfacciale.
Offriamo l'ottimizzazione DFM e l'ispezione di qualità online durante l'intero processo per garantire che ogni prodotto soddisfi gli standard.
Risultati finali
Questo progetto è stato sottoposto a rigorosi test di terze parti e soddisfa tutti gli standard prestazionali. I risultati specifici sono i seguenti, che possono essere utilizzati direttamente come riferimento per progetti simili:
- Affidabilità: la forza di adesione dell'interfaccia era di 6,8 MPa. Il rigonfiamento del volume del TPV è stato solo del 3,2%, ha superato con successo i test di vibrazione, shock termico e resistenza all'olio.
- Tocco e resistenza: anche dopo 1 milione di prese simulate, il coefficiente di attrito era ancora 0,68, ovvero molto superiore a quello della soluzione originale, 0,45.
- Vantaggi economici: il rendimento della produzione di massa è aumentato dal 78% al 96,5%, il costo unitario è stato ridotto del 22%, il tasso di reclami post-vendita è stato dello 0,3% e la durata del prodotto è stata aumentata a oltre 5 anni.
Ottieni il case report completo per questo macchinario di ingegneria che gestisce il sovrastampaggio di plastica, invia i requisiti del tuo prodotto, personalizza un dedicato sovrastampaggio plastica soluzione e ottenere un preventivo.
Domande frequenti
D1: Quali difetti si verificano più frequentemente nei componenti di sovrastampaggio in plastica?
I difetti più comuni sono la delaminazione e la colla insufficiente , che si verificano a causa dell'incompatibilità dei materiali e della temperatura e della pressione di stampaggio a iniezione insufficienti. La soluzione richiede la corrispondenza della polarità dei materiali e l'ottimizzazione del design del cancello.
Q2: Quali problemi principali esistono con il sovrastampaggio di metallo e plastica?
Il problema principale deriva dalle discrepanze del coefficiente di dilatazione termica tra metallo e plastica, che creano rischi di distacco dell'inserto e formazione di crepe . Per distribuire lo stress sono necessari meccanismi di bloccaggio meccanico come smussatura e zigrinatura.
D3: Quale metodo consente una rapida verifica della compatibilità dei materiali per il sovrastampaggio?
È necessario verificare i valori SP dei parametri di solubilità del materiale. Il legame chimico diventa possibile quando la differenza rimane inferiore a 0,5. La differenza richiede un ancoraggio fisico o un primer come soluzione.
Q4: È meglio avere uno strato di rivestimento più spesso?
Lo spessore ottimale varia da 1,5 a 3,0 millimetri. L'adesivo insufficiente si verifica quando lo strato diventa troppo sottile, mentre lo strato diventa troppo spesso. Lo strato spesso crea un restringimento irregolare e porta a un eccessivo stress interno e sprechi finanziari.
Q5: Quale metodo garantisce il posizionamento preciso dell'inserto all'interno dello stampo?
Il sistema utilizza perni di posizionamento ad alta precisione insieme a sensori per ottenere il posizionamento corretto. Il sistema deve mantenere una ripetibilità di ±0,02 mm poiché la pressione dello stampaggio a iniezione provoca lo spostamento dell'inserto.
Q6: Quali fattori creano segni di flusso sulle parti sovrastampate?
Ciò si verifica a causa di due fattori principali: il rapido raffreddamento sul fronte del flusso di materiale fuso e il posizionamento errato del punto di iniezione. Il sistema migliorerà quando la temperatura dello stampo aumenta e la posizione e il numero dei cancelli vengono ottimizzati.
Q7: Quali fattori devono essere considerati durante la fase di prototipazione?
Il fornitore dovrebbe essere incaricato di effettuare un'analisi del flusso dello stampo e di redigere un Rapporto DFM in modo che eventuali problemi come segni di ritiro e aria intrappolata possano essere individuati tempestivamente.
D8: Cosa ha causato la deformazione del substrato del mio componente sovrastampato dopo il secondo stampaggio a iniezione?
La causa di fondo è che la temperatura di deviazione termica del substrato è inferiore alla temperatura di fusione del secondo stampaggio a iniezione. Un modo per risolvere questo problema è aumentare le proprietà di resistenza alla temperatura del substrato. Un'altra alternativa è migliorare l'efficienza del sistema di raffreddamento dello stampo.
Riepilogo
Servizio di sovrastampaggio multimateriale supera i limiti prestazionali dei singoli materiali attraverso l’innovazione dei processi.
Cambia la forza della tenuta al tatto e il costo di un prodotto da caratteristiche reciprocamente esclusive a punto di compromesso. Pertanto, consente di creare processi più semplici e prodotti più economici , aumentando al contempo l’affidabilità e la competitività dei prodotti.
JS Precision, una delle aziende di sovrastampaggio con una forte enfasi sulla produzione di precisione, può offrire una soluzione completa di sovrastampaggio di plastica, dalla selezione dei materiali e l'ottimizzazione dei progetti per la produzione alla creazione di una produzione di massa completamente automatizzata.
Vuoi aumentare la qualità dei tuoi prodotti e aumentare la competitività sul mercato? Contattaci ora e ottieni una valutazione DFM gratuita e un preventivo di esempio.
I nostri esperti di sovrastampaggio ad iniezione di plastica e di sovrastampaggio di metalli lavoreranno insieme per offrire ai vostri prodotti un vantaggio competitivo.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

