
Le moulage par insertion est apparu comme une solution essentielle qui aide les grands fabricants internationaux à résoudre les problèmes associés aux méthodes conventionnelles de travail de post-assemblage.
Êtes-vous confronté à des interruptions de signal parce que l'usure du fretting a endommagé vos inserts de haute précision que vous avez installés après le travail d'assemblage ? Le processus d'assemblage secondaire utilisé par votre entreprise crée des difficultés opérationnelles tout en produisant des taux de rebut élevés qui entraînent des pertes de bénéfices continues.
Les secteurs médical, automobile et aérospatial sont confrontés à leurs plus sérieux défis en matière de fiabilité, car les méthodes traditionnelles de post-assemblage créent des obstacles en termes de performances qui empêchent des tests de produits efficaces.
Cet article explorera les raisons qui ont poussé les principaux fabricants mondiaux à adopter des méthodes de moulage par insert.
Résumé des réponses principales
|
Éléments de comparaison
|
Moulage par insertion (solution de précision JS)
|
Post-moulage (assemblage de poteaux traditionnel)
|
|---|---|---|
|
Écart microscopique
|
Écart nul, la contrainte de compression circonférentielle plastique verrouille physiquement l'insert.
|
Il existe un écart de niveau micrométrique, basé sur l'ajustement serré et le frottement.
|
|
Coût de production de masse
|
Après l'attribution du moule, le coût total par unité est réduit de 30 à 45 %.
|
Les processus ultérieurs demandent beaucoup de main d'œuvre, ce qui entraîne d'importantes pertes de qualité cachées.
|
|
Rétention du couple dans l'environnement vibratoire
|
>Taux de rétention de couple initial de 95 % (après 1 000 cycles thermiques).
|
Se désintègre à <70 %, posant un risque mortel de desserrage.
|
Principales conclusions :
- Le moulage par insert constitue la seule solution technique qui assure une protection complète contre l'usure par contact pour les composants de transmission de signaux.
- Pour une production en série de plus de 50 000 unités, les dépenses totales de moulage par insert deviennent plus économiques que les dépenses post-moulage.
- La température de préchauffage de l'insert doit être maintenue entre 120 et 150 °C, car ce processus permet d'éliminer les lignes de liaison faibles qui apparaissent au niveau des lignes de soudure.
Comment le moulage par insert de JS Precision optimise les coûts et la qualité de vos composants
Le moulage par insert est une méthode essentielle qui aide les fabricants à atteindre à la fois une précision et une fiabilité élevées tout en permettant des économies de coûts et une meilleure commercialisation des produits.
JS Precision vous propose des solutions de processus complètes qui incluent des solutions personnalisées lorsque votre entreprise est confrontée à des problèmes de qualité des composants et à des dépenses opérationnelles élevées.
Notre vaste expérience dans le développement de processus de moulage d'inserts nous a permis d'aider plusieurs entreprises médicales, automobiles et aérospatiales à résoudre leurs problèmes de dépenses et de performances de leurs composants.
Nos solutions complètes répondent aux normes de fabrication de dispositifs médicaux ISO 13485 qui garantissent que votre produit sera conforme à la réglementation.
La solution de moulage d'inserts JS Precision vous permet d'établir vos besoins et notre analyse précise du flux de moule, associée à notre système de contrôle du préchauffage des inserts et de surveillance dans le moule, vous permet de maintenir les taux de rebut des composants en dessous de 0,5 %, ce qui entraîne des économies substantielles grâce à une réduction des rebuts qui dépasse les normes de l'industrie.
L'adoption de notre processus par une entreprise automobile concurrente a entraîné une diminution de ses coûts de production de 50 % pour chaque composant, ce qui lui a permis d'économiser 120 000 $ chaque année.
Le taux de défauts PPM du produit a diminué de 3 200 ppm à moins de 50 ppm , ce qui a amélioré l'image du produit sur le marché tout en réduisant les coûts de réparation après-vente du produit.
Le processus de moulage d'inserts de JS Precision permet d'éliminer complètement les micro-espaces que les méthodes traditionnelles de post-assemblage ne peuvent pas réaliser, stoppant ainsi la perte de signal due à l'usure par frottement. Vos composants essentiels bénéficient d'une assurance de fiabilité grâce à ce système fondamental qui réduit leur probabilité de défaillance.
Notre équipe d'ingénieurs fournit des services professionnels d'optimisation DFM qui créent des solutions sur mesure basées sur vos exigences spécifiques en matière de conception de pièces.
Le processus garantit une synchronisation parfaite du produit avec vos exigences tout en vous permettant de gérer les dépenses, ce qui fait que tous vos engagements financiers produisent des résultats rentables.
Si vous êtes préoccupé par les coûts élevés des composants et une qualité incohérente, contactez les ingénieurs de JS Precision pour une évaluation gratuite de votre solution de moulage d'inserts personnalisée et laissez les données prouver la valeur de notre processus.
Pourquoi choisir le moulage par insert pour les composants critiques de haute précision ?
Le moulage d'inserts consiste à placer des inserts dans un moule avant que le plastique fondu ne soit coulé et à former ensemble les inserts et les composants en plastique. Cette méthode supprime l'étape d'assemblage tout en minimisant également les risques d'erreurs et de défaillances à la source.
Le moulage d'inserts plastiques, qui est une sorte de moulage d'inserts, concerne principalement la modification et la combinaison de matières plastiques et d'inserts. Il est capable de répondre aux exigences de légèreté et de ténacité élevée.
Définition du processus de moulage par insert et son rôle dans les applications critiques
Le moulage d'inserts est un processus qui nécessite de pré-placer l'insert à l'intérieur d'un moule pour créer un produit intégré avec du plastique fondu, éliminant ainsi les besoins d'assemblage post-production tout en diminuant les risques d'erreurs et de défauts dès le départ.
En tant que type de moulage d'inserts par subdivision, le le moulage d'inserts en plastique se concentre davantage sur l'adaptation et l'intégration de matériaux et d'inserts plastiques, en s'adaptant à des scénarios de demande plus légers et à haute ténacité.
Ses applications clés sont nombreuses, notamment :
- Boîtiers de capteurs de qualité implant médical : Le moulage par insert permet d'obtenir une étanchéité sans espace, ce qui empêche toute intrusion de fluide ainsi que toute défaillance de l'équipement qui en résulterait.
- Connecteurs de déclenchement d'airbag automobile : Le système maintient la stabilité opérationnelle tout en protégeant contre le détachement des composants qui entraînerait une perturbation du signal.
- Bases de broches résistantes à la corrosion aérospatiale : Le matériau améliore la force de liaison tout en offrant une protection renforcée contre les conditions environnementales sévères.
Les limites de l'assemblage post-moulage face à des tolérances inférieures à 50 microns
Les processus de post-moulage qui utilisent des méthodes de thermofusible et d'enfoncement deviennent destructeurs pour les piliers en plastique lorsque les opérateurs utilisent des tolérances de ±0,02 mm, car ces méthodes créent des contraintes internes qui conduisent finalement au développement de microfissuresjusqu'à ce qu'une panne complète du module se produise.
Le processus de pressage traditionnel nécessite un CPK de 1,33 ou plus, mais son taux de rendement est inférieur à 85 %, ce qui entraîne des dépenses de production plus élevées. Le taux de rendement du moulage par insert reste élevé car il permet la production de composants précis avec une grande précision de fabrication.
Vous souhaitez en savoir plus rapidement sur les cas d'application du moulage d'inserts dans des modules de haute précision ? Téléchargez le livre blanc sur le processus de moulage d'inserts pour visualiser intuitivement les solutions et les effets pratiques dans différents domaines.
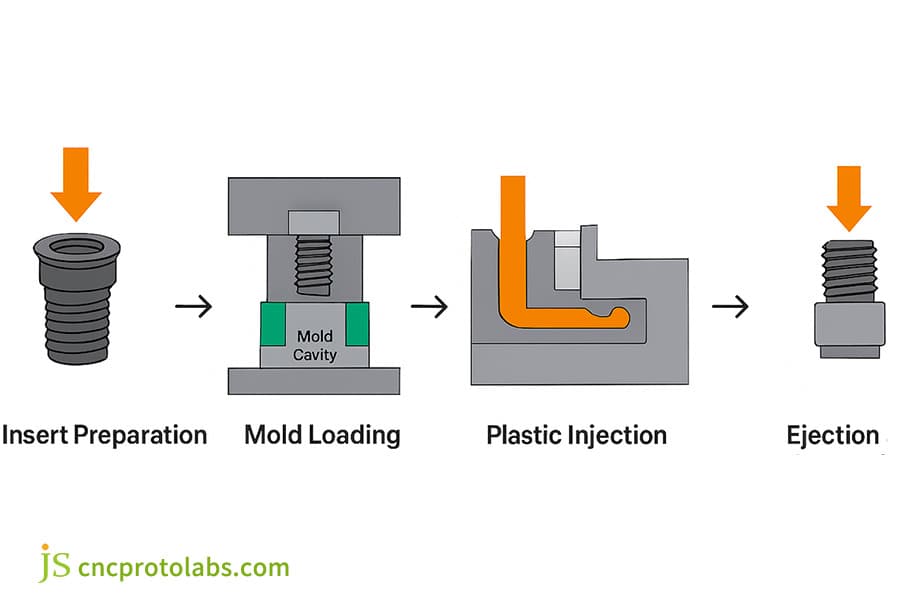
Figure 1 : Un diagramme en quatre étapes illustrant le processus de moulage d'inserts : préparation de l'insert, chargement du moule, injection de plastique et éjection de la pièce.
Comment le processus de moulage par insert réduit-il les points de défaillance par rapport à l'assemblage post-moulage ?
Le moulage d'insert utilise une contrainte de compression circonférentielle créée par le refroidissement du plastique comme mécanisme de verrouillage pour sécuriser l'insert. Le processus crée une étanchéité complète des micro-espaces qui protège contre la corrosion et l’atténuation du signal d’usure par frottement. Ce principe est conforme à la norme de test de couple ISO 16047.
Comprendre la contrainte de compression circonférentielle dans les pièces moulées par insert
Le matériau plastique qui comprend du PBT et 30 % de fibres de verre présente un taux de retrait au refroidissement compris entre 0,4 % et 0,9 % qui génère une contrainte de compression circonférentielle de 20 MPa à 40 MPa sur le métal. insérer. Ce processus aboutit à un ajustement complet et sans espace entre les deux composants.
Le matériau plastique qui subit un refroidissement exerce ainsi une forte force de préhension sur l'insert. Le processus de post-moulage doit établir une liaison permanente entre les composants grâce à un ajustement serré qu'il ne peut pas réaliser.
En termes simples, c'est comme tordre fortement un élastique autour d'une bouteille. Après refroidissement et rétrécissement, l'élastique est toujours fermement pressé contre la bouteille et ne se desserre pratiquement pas. Cependant, un ajustement serré ressemble plus à un bouchon qui a été inséré de force ; après un certain temps, des espaces se formeront.
Atténuation de la corrosion par frottement et de la relaxation des contraintes dans les contacts électriques
Le processus de post-moulage dépend de la contrainte de fluage existante qui reste à l'intérieur du matériau plastique. Le processus de relaxation des contraintes atteint un taux de 40 % à 80 °C, ce qui provoque le relâchement de l'insert et entraîne une usure par fretting.
Les débris d'usure génèrent une augmentation brutale de la résistance de contact qui atteint plus de 100 mΩ à partir de moins de 5 mΩ, ce qui perturbe le flux du signal. Le moulage par insertion empêche complètement ce mode de défaillance particulier.
|
Type de processus
|
Taux de relaxation du stress à haute température de 80°C
|
Résistance de contact initiale
|
Résistance de contact après une utilisation à long terme
|
Risque d'échec
|
|---|---|---|---|---|
|
Moulage par insertion
|
<5%
|
<5mΩ
|
<8mΩ
|
Extrêmement faible
|
|
Post moulage
|
40 %
|
<5mΩ
|
>100 mΩ
|
Extrêmement élevé
|
Vous vous inquiétez du risque d'usure par frottement sur les composants existants ? Contactez nos ingénieurs pour obtenir une estimation gratuite des coûts de mise à niveau de votre processus de moulage d'inserts et déterminez rapidement si cela en vaut la peine.
Quels sont les coûts cachés du moulage de plastique sur mesure : moulage par insertion ou moulage par insertion ? Opérations secondaires ?
Les fabricants ont tendance à ignorer les coûts cachés tels que les taux de rebut des assemblages secondaires, le stockage des produits semi-finis et les pertes dues aux temps d'arrêt des chaînes de production lorsqu'ils comparent ces deux processus. Ce sont ces facteurs qui conduisent à la différence de coût entre deux articles.
Décomposer le coût explicite : investissement dans l'outillage par rapport aux économies de main-d'œuvre unitaires
Le moule de moulage d'insert nécessite un positionnement de curseur/bras robotique, ce qui est 18 à 25 % plus cher que le moulage par injection standard, mais peut économiser le processus d'assemblage secondaire et réduire le coût de main-d'œuvre par pièce de 45 % -60%.
En prenant comme exemple une coque de voiture avec 4 écrous, une seule pièce peut économiser 12 secondes de temps de processus, et la production de 100 000 pièces par an peut économiser des dizaines de milliers de dollars rien qu'en main d'œuvre.
Dévoilement des coûts cachés : taux de rebut et inventaire des produits semi-finis en post-moulage
Le taux de rebut du Post Moulding se situe entre 1,5% et 3,5%. L'entreprise perdra entre 15 000 $ et 35 000 $ chaque année en raison des rebuts de matériaux, qui résultent de leur production de 100 000 unités dont le prix unitaire est de 10 $.
En surveillant le flux du moule pendant le moulage des inserts, le taux de rebut est maintenu à 0, 5 % au maximum. De plus, le besoin d'entreposage de produits semi-finis est complètement supprimé, ce qui entraîne une réduction encore plus importante des coûts de production.
Quand le service de moulage par insert est-il un choix plus rentable que le post-moulage pour les pièces critiques en grand volume ?
L'avantage de prix du service de moulage d'inserts par rapport aux autres types de production est plus évident à mesure que le volume de production augmente.
Par exemple, lorsque la quantité demandée sur une base annuelle est supérieure à 50 000 unités, le paiement initial pour le moule est récupéré au fil du temps par la production automatisée, et le prix unitaire sera considérablement inférieur pour le moulage par insert par rapport à celui du post-assemblage.
Analyse du tableau d'équilibre des coûts de volume pour le moulage par insert
Les différences de coûts entre les deux processus pour différents volumes de production sont indiquées dans le tableau ci-dessous :
|
Demande annuelle
|
Coût unitaire après moulage (USD)
|
Coût unitaire du moulage par insertion (USD)
|
Différence de coût (USD/unité)
|
Avantages du moulage par insertion
|
Processus recommandé
|
|---|---|---|---|---|---|
|
<5 000 unités
|
8.5-10.2
|
8.95-11.0
|
Post moulage 0,45-0,80
|
Aucun
|
Post moulage
|
|
5 000 à 49 999 unités
|
7.2-8.8
|
7.5-9.0
|
Post moulage 0.1-0.3
|
Qualité supérieure
|
Choisissez selon vos besoins
|
|
50 000 à 150 000 unités
|
6.5-7.8
|
6.5-7.8
|
Idem
|
Valeur CPK 30 % plus élevée
|
Moulage par insertion
|
|
150 001 à 200 000 unités
|
6.0-7.2
|
5.5-6.8
|
Coût de moulage d'insert inférieur de 0,3 à 0,5
|
Offrant des avantages à la fois en termes de qualité et de coût
|
Moulage par insertion
|
|
>200 000 pièces
|
5.8-7.0
|
4.7-5.8
|
Coût de moulage d'insert inférieur de 1,1 à 1,2
|
Avantage de coût significatif, PPM<200
|
Moulage par insertion
|
L'impact des systèmes d'alimentation automatisés sur la stabilité des processus
Les systèmes d'alimentation automatisés ont la capacité de réduire la dispersion temporelle du placement des inserts de 2,5 secondes (manuel) à 0,1 seconde, éliminant complètement le risque de compression du moule dû à un mauvais placement ou à une omission, et offrant une garantie d'une production constante à haut volume.

Figure 2 : Une sélection de divers composants en plastique noir, dont une pièce multi-trous et un disque avec un insert doré, placés sur un fond blanc.
Pourquoi les composants moulés par insert maintiennent-ils mieux la rétention du couple dans les environnements à fortes vibrations ?
Dans le cas de composants moulés par insert soumis à des vibrations à haute fréquence, un facteur principal de leur capacité exceptionnelle à conserver le couple est que le mouvement directionnel et le raidissement des chaînes en plastique à travers la surface moletée conduisent à un verrouillage mécanique au niveau moléculaire.
Comment les cycles thermiques provoquent une diminution du couple dans les inserts filetés post-moulés
Les cycles thermiques de chauffage et de refroidissement des écrous post-moulés entre -40°C et 125°C 1 000 fois ont entraîné une modification de leur couple de 4,2 Nm à 2,9 Nm, soit une perte de couple de 31,5 %, mesurée conformément à la norme ISO 16047. standard.
En revanche, le couple de l'écrou surmoulé n'étaitqu'une diminution presque imperceptible à 4,0 Nm, soit une diminution de 4,8%.
De là, on peut conclure que les pièces post-moulées présentent un risque plus élevé de se desserrer et de provoquer des risques pour la sécurité, tandis que les pièces moulées par insert préservent un niveau de couple stable qui rend leurs performances émettrices de fiabilité vers le monde extérieur.
Comment l'orientation du flux de polymère améliore la rétention
Par exemple, pensez à la façon dont le béton est coulé dans des rainures à motifs. Une fois le béton durci, il aura un motif de rainure exact et ne se détachera pas facilement, même s'il est soumis à des vibrations ou à des changements de température, etc.
Dans un assemblage normal, c'est comme assembler deux objets très lisses, qui se sépareront à la moindre force externe.
Le plastique fondu remplit les rainures moletées d'un insert, après quoi il refroidit et forme une forme inversée ou concave au niveau du micron. Ce faisant, il s'adapte non seulement confortablement à la différence de CTE du métal, mais il combat également efficacement le fluage thermique et maintient l'insert fermement maintenu en même temps.
Figure 3 : Gros plan d'un insert métallique fileté noir pressé dans un matériau de substrat blanc, démontrant la précision du processus de liaison mécanique.
Comment sélectionner les bons inserts pour le moulage du plastique afin d'équilibrer le coût et la résistance à l'arrachement ?
Les performances de moulage d'inserts sont largement déterminées par le choix de l'insert, et un équilibre entre la force d'arrachement et la résistance à la torsion doit être trouvé. Dans le même temps, l'effet du préchauffage des inserts sur la résistance de la ligne de liaison ne doit pas être négligé.
Sélection du modèle de moletage : moletage droit ou diamanté pour des performances optimales
Différents types de moletage sont plus ou moins adaptés à certaines situations, ce qui signifie que les performances peuvent varier considérablement. En particulier :
- Moletage droit : La résistance à l'arrachement des matériaux en laiton/PC peut atteindre 250 à 300 N, ce qui est parfait pour les scénarios où les forces de traction axiales sont la principale préoccupation, par exemple, les broches de capteur.
- Moletage diamant : Rétention du couple supérieure à 8 Nm, ce qui est bon si les pièces sont soumises à des démontages et assemblages répétés, par ex. Écrous de fixation de pièces automobiles.
JS Precision suggère une profondeur de moletage comprise entre 0,2 et 0,4 mm pour obtenir un bon compromis entre la force d'adhérence et la contrainte plastique.
Le rôle essentiel du préchauffage des inserts dans l'élimination des lignes de soudure
Des lignes de soudure se forment lorsqu'un insert froid (22°C) provoque un refroidissement brutal du front d'écoulement du matériau (250°C), ce qui correspond à la formation d'une ligne de liaison faible au cours de l'écoulement. Ils entraînent une réduction de la résistance de 20 à 35 %, selon JS Precision, le préchauffage des inserts à 120°C-150°C éliminera complètement ces lignes.
Si vous ne savez pas comment choisir les inserts pour le moulage du plastique, vous pouvez planifier une consultation individuelle avec un ingénieur pour obtenir des conseils de sélection professionnels.
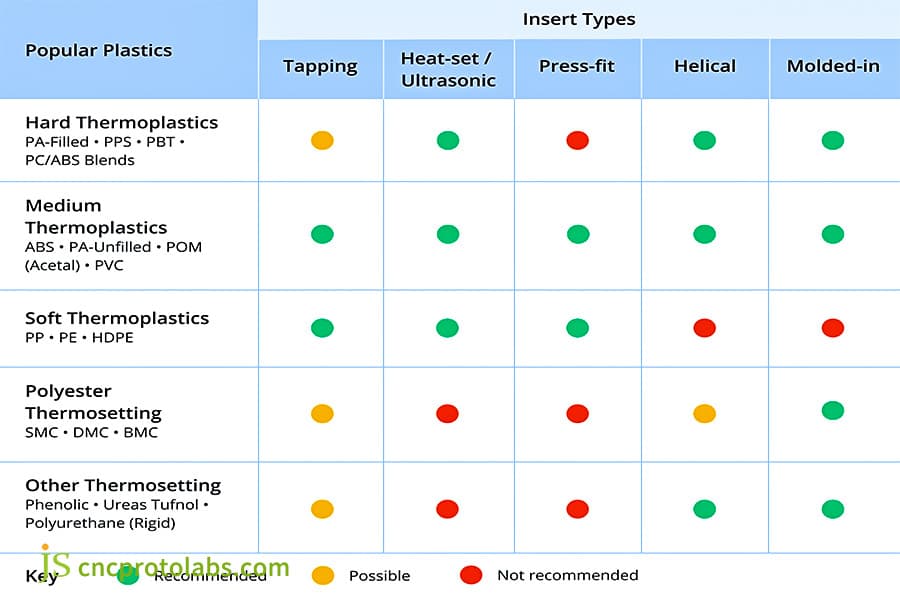
Figure 4 : Un tableau de compatibilité avec des points colorés indiquant les combinaisons recommandées, possibles et non recommandées de divers plastiques et types d'inserts pour le moulage par insert.
Comment le moulage par insert élimine-t-il l'échec du « blanchiment sous contrainte » courant dans les ajustements à la presse après moulage ?
Les ajustements à la presse après moulage provoquent une contrainte résiduelle de traction non réversible sur les parois des trous en plastique, ce qui conduit à un blanchiment sous contrainte. À l'inverse, le moulage de l'insert est le plastique qui fond et se rétrécit pour encapsuler l'insert, ce qui n'est qu'une contrainte de compression sûre.
C'est comme si vous forciez une feuille de plastique et elle devenait blanche et cassante. Si vous enveloppez simplement un objet avec une feuille de plastique, cela reste normal. Le premier se brise facilement tandis que le second est solide et durable.
Contrainte de traction par ajustement serré par rapport à la contrainte de compression moulée
Une expansion de la paroi du trou de plus de 2 % lors du montage à la presse entraînera des stries qui peuvent être sources de fissures de fatigue. D'autre part, le moulage par insert produit un niveau de contrainte uniforme sans aucune concentration et augmente ainsi considérablement la durée de vie en fatigue de 5 à 8 fois.
Pourquoi les boîtiers médicaux transparents nécessitent un moulage par insert
Les coques médicales transparentes sont très sensibles aux changements de propriétés optiques et peuvent facilement se fissurer. Un blanchiment et une fissuration des parties visibles surviennent souvent après le post moulage, ces défauts détruisent également l'étanchéité.
Insert molding can guarantee an impeccable look and an IP67/IP68 sealing level, it can entirely satisfy the demands of the medical field.
Especially, plastic insert molding is more in line with the material properties of transparent medical shells, thus it can effectively prevent the problem of material incompatibility.
Why Do Injection Moulding Quotes Vary Significantly Between Insert And Standard Molding Projects?
The injection molding quotes are higher than standard injection molding, mainly due to the integration cost of automated feeding fixtures, embedded detection sensors, and in mold safety monitoring.
Breaking Down the Statement: Cost of Automation, Fixtures, and Sensors in Engineering
One can say the main components that contribute to the cost of insert molding are the following:
- Fee for designing the precision positioning fixture: $1200-$3500, for ensuring that the insert is accurately positioned
- High sensitivity detection module: $800-$2000, making sure that the insert is the right position and orientation.
- Mold protection logic programming fee: A strategy for avoiding mold damage which may be caused by incorrectly placed inserts.
Significance of Insert Placement Time in Total Cycle Time Computation
Working with a single mold cycle that is only 3-8 seconds longer than the usual injection molding cycle, insert molding is actually capable of reducing the overall process cycle (including post assembly) by 15-25 seconds, thus even leading to a relatively higher efficiency of the whole operation.
Besides that, a clear breakdown of custom plastic molding cost composition can be of great help to work out your investment more accurately and keep away from hidden cost losses.
Case Analysis:JS Precision Solves The Challenge Of Torque Decay In Automotive Ecu Housing Inserts
The automobile ECU housing inserts' torque clamping force determines how stable the vehicle's entire electronic system is. One famous automotive parts manufacturer was struggling with this issue and finally, thanks to JS Precision's insert molding solution, they were able to get rid of it. The following is a full report on the case solution.
Problems faced:
The customer's original post Molding process was such that after a vehicle durability test (150,000 km), the removal torque of the pressed in M4 brass nuts decreased from an initial 3.8 Nm to 2.4 Nm (37% decrease).
This caused ineffective contact at wiring harness terminals, making it possible for electronic system malfunction during vehicle operation. And there is a high recall risk in this case and it will also mean major quality pressure and potential losses of the customer.
On top of this, the post molding processing had a wastage percentage of 3.2%, and due to scrap the customer had to spend more than $80,000 yearly. And since the manual assembly process was slow and inefficient, it was not even able to half the customer's high volume delivery requirements.
Solution:
After receiving the requirement, JS Precision's engineering team first optimized the customer's part drawings with DFM and developed a targeted insert molding solution based on the usage scenario of automotive ECU housings.
1. At first, DFM optimization altered the straight knurled nut design to an insert molded process and knurling was changed from a straight to a 30° staggered diamond knurling, which increased the rotational resistance between the insert and the plastic and enhanced the torque holding force.
2. With the help of Moldflow analysis, the temperature at the plastic filling front was well controlled, and the insert preheating temperature was tightly controlled at 135°C±5°C. This removed the weak weld lines for that cold material at the back of the nut, thus increasing the bond strength.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified. This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts: one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Résumé
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs, it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.

Avis de non-responsabilité
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

