
Insert Moulding hat sich zu einer wesentlichen Lösung entwickelt, die große internationale Hersteller bei der Lösung der Probleme unterstützt, die mit herkömmlichen Methoden der Nachmontagearbeit verbunden sind.
Sind Sie mit Signalunterbrechungen konfrontiert, weil Ihre hochpräzisen Einsätze, die Sie nach der Montage installiert haben, durch Reibverschleiß beschädigt wurden? Der sekundäre Montageprozess, den Ihr Unternehmen nutzt, führt zu betrieblichen Schwierigkeiten und erzeugt gleichzeitig hohe Ausschussquoten, die zu kontinuierlichen Gewinnverlusten führen
Die Medizin-, Automobil- und Luft- und Raumfahrtindustrie steht vor ihren größten Zuverlässigkeitsherausforderungen, da herkömmliche Nachmontagemethoden Leistungshindernisse schaffen, die effektive Produkttests verhindern.
In diesem Artikel werden die Gründe untersucht, die führende globale Hersteller dazu veranlasst haben, Umspritzverfahren einzusetzen.
Zusammenfassung der Kernantwort
|
Vergleichselemente
|
Insert Molding (JS Precision Solution)
|
Post Moulding (traditionelle Postmontage)
|
|---|---|---|
|
Mikroskopische Lücke
|
Keine Lücke, plastische Umfangsdruckspannung verriegelt den Einsatz physisch.
|
Es besteht ein Spalt auf Mikrometerebene, der auf Presspassung und Reibung beruht.
|
|
Massenproduktionskosten
|
Nach der Formzuteilung werden die Gesamtkosten pro Einheit um 30–45 % reduziert.
|
Nachträgliche Prozesse sind arbeitsintensiv, was zu hohen versteckten Qualitätseinbußen führt.
|
|
Vibrationsumgebung, Drehmomenterhaltung
|
>95 % anfängliche Drehmomentbeibehaltungsrate (nach 1000 thermischen Zyklen).
|
Verringert sich auf <70 %, was ein fatales Risiko einer Lockerung darstellt.
|
Wichtige Schlussfolgerungen:
- Insert-Molding bietet die einzige technische Lösung, die einen vollständigen Schutz vor Reibverschleiß für Signalübertragungskomponenten bietet.
- Bei einer Massenproduktion von mehr als 50.000 Einheiten sind die Gesamtkosten des Umspritzens wirtschaftlicher als die Kosten nach dem Umspritzen.
- Die Vorwärmtemperatur des Einsatzes muss im Bereich von 120–150 °C gehalten werden, da dieser Prozess dazu beiträgt, schwache Verbindungslinien zu entfernen, die an Schweißnähten auftreten.
Wie das Insert Molding von JS Precision Ihre Bauteilkosten und -qualität optimiert
Insert-Molding ist eine wichtige Methode, die Hersteller dabei unterstützt, sowohl hohe Präzision als auch Zuverlässigkeit zu erreichen und gleichzeitig Kosteneinsparungen und eine verbesserte Marktfähigkeit der Produkte zu ermöglichen.
JS Precision bietet Ihnen komplette Prozesslösungen, die maßgeschneiderte Lösungen umfassen, wenn Ihr Unternehmen Probleme mit der Komponentenqualität und hohen Betriebskosten hat.
Unsere umfangreiche Erfahrung in der Entwicklung von Einlegeformverfahren hat es uns ermöglicht, mehrere Unternehmen aus den Bereichen Medizin, Automobil und Luft- und Raumfahrt bei der Lösung ihrer Kosten- und Komponentenleistungsprobleme zu unterstützen.
Unsere Komplettlösungen erfüllen die ISO 13485-Herstellungsstandards für medizinische Geräte, die garantieren, dass Ihr Produkt die gesetzlichen Vorschriften erfüllt.
Mit der JS Precision-Insert-Molding-Lösung können Sie Ihre Anforderungen ermitteln. Dank unserer genauen Formflussanalyse können Sie zusammen mit unserer Steuerung der Vorwärmung des Einsatzes und unserem In-Mold-Überwachungssystem die Ausschussrate der Komponenten unter 0,5 % halten, was zu erheblichen Kosteneinsparungen führt durch Ausschussreduzierung, die über die Industriestandards hinausgeht.
Die Einführung unseres Prozesses durch ein konkurrierendes Automobilunternehmen führte dazu, dass die Produktionskosten für jede Komponente um 50 % sanken, wodurch jedes Jahr 120.000 US-Dollar eingespart wurden.
Die PPM-Fehlerrate des Produkts sank von 3200 ppm auf unter 50 ppm, was das Image des Produkts auf dem Markt verbesserte und gleichzeitig die Kosten für Produktreparaturen nach dem Verkauf senkte.
Mit dem Insert-Molding-Verfahren von JS Precision werden Mikrospalte vollständig entfernt, die mit herkömmlichen Nachmontagemethoden nicht erreicht werden können, wodurch Signalverluste durch Reibverschleiß verhindert werden. Durch dieses grundlegende System erhalten Ihre wesentlichen Komponenten eine Zuverlässigkeitsgarantie, die ihre Ausfallwahrscheinlichkeit verringert.
Unser Engineering-Team bietet professionelle DFM-Optimierungsdienste, die maßgeschneiderte Lösungen basierend auf Ihren spezifischen Anforderungen an das Teiledesign erstellen.
Der Prozess garantiert eine perfekte Produktsynchronisierung mit Ihren Anforderungen und ermöglicht Ihnen gleichzeitig die Verwaltung Ihrer Ausgaben, was dazu führt, dass alle Ihre finanziellen Verpflichtungen zu profitablen Ergebnissen führen.
Wenn Sie Probleme mit hohen Komponentenkosten und inkonsistenter Qualität haben, wenden Sie sich an die Ingenieure von JS Precision für eine kostenlose Bewertung Ihrer maßgeschneiderten Einlegeformlösung und lassen Sie die Daten den Wert unseres Prozesses belegen.
Warum sollten Sie sich für das Umspritzen von hochpräzisen kritischen Komponenten entscheiden?
Einlegeformen bezeichnet das Einlegen von Einsätzen in eine Form, bevor der geschmolzene Kunststoff gegossen wird, und das Zusammenformen der Einsätze und der Kunststoffkomponenten. Durch diese Methode entfällt der Montageschritt undminimiert gleichzeitig das Risiko von Fehlern und Ausfällen an der Quelle.
Beim Kunststoffeinsatzformen, bei dem es sich um eine Art Einsatzformen handelt, geht es hauptsächlich um die Modifikation und Kombination von Kunststoffmaterialien und Einsätzen. Es ist in der Lage, Anforderungen an geringeres Gewicht und hohe Zähigkeit zu erfüllen.
Definition des Insert-Molding-Prozesses und seiner Rolle in kritischen Anwendungen
Insert-Molding ist ein Prozess, bei dem der Einsatz vorab in eine Form eingelegt werden muss, um ein integriertes Produkt mit geschmolzenem Kunststoff zu erzeugen. Dadurch entfällt die Notwendigkeit einer Nachmontage, während die Fehler- und Fehlermöglichkeiten von Anfang an verringert werden.
Als Unterteilungstyp des Einsatzformens konzentriert sich Kunststoffeinsatzformen mehr auf die Anpassung und Integration von Kunststoffmaterialien und -einsätzen und passt sich an leichtere und höhere Zähigkeitsanforderungen an.
Die wichtigsten Anwendungen sind umfangreich, darunter:
- Sensorgehäuse für medizinische Implantate: Durch das Einsatzformen wird eine spaltfreie Abdichtung erreicht, die jegliches Eindringen von Flüssigkeit und daraus resultierende Geräteausfälle verhindert.
- Kfz-Airbag-Auslöseanschlüsse:Das System gewährleistet die Betriebsstabilität und schützt gleichzeitig vor dem Ablösen von Komponenten, was zu Signalstörungen führen würde.
- Korrosionsbeständige Stiftsockel für die Luft- und Raumfahrt: Das Material verbessert die Haftfestigkeit und bietet gleichzeitig einen verbesserten Schutz gegen raue Umweltbedingungen.
Die Einschränkungen der Post-Mold-Montage bei Toleranzen von unter 50 Mikrometern
Die Nachformprozesse, bei denen Heißschmelz- und Einpressmethoden zum Einsatz kommen, wirken sich schädlich auf die Kunststoffsäulen aus, wenn die Bediener Toleranzen von ±0,02 mm verwenden, da diese Methoden interne Spannungen erzeugen, die schließlich zur Entwicklung von Mikrorissen führenbis zum vollständigen Ausfall des Moduls.
Das herkömmliche Einpressverfahren erfordert einen CPK von 1,33 oder höher, seine Ausbeute liegt jedoch unter 85 %, was zu höheren Produktionskosten führt. Die Ausbeute beim Umspritzen bleibt hoch, da es die Herstellung präziser Komponenten mit hoher Fertigungsgenauigkeit ermöglicht.
Möchten Sie schnell mehr über Anwendungsfälle des Umspritzens in hochpräzisen Modulen erfahren? Laden Sie das Whitepaper zum Insert-Molding-Prozess herunter, um intuitiv praktische Lösungen und Auswirkungen in verschiedenen Bereichen zu sehen.
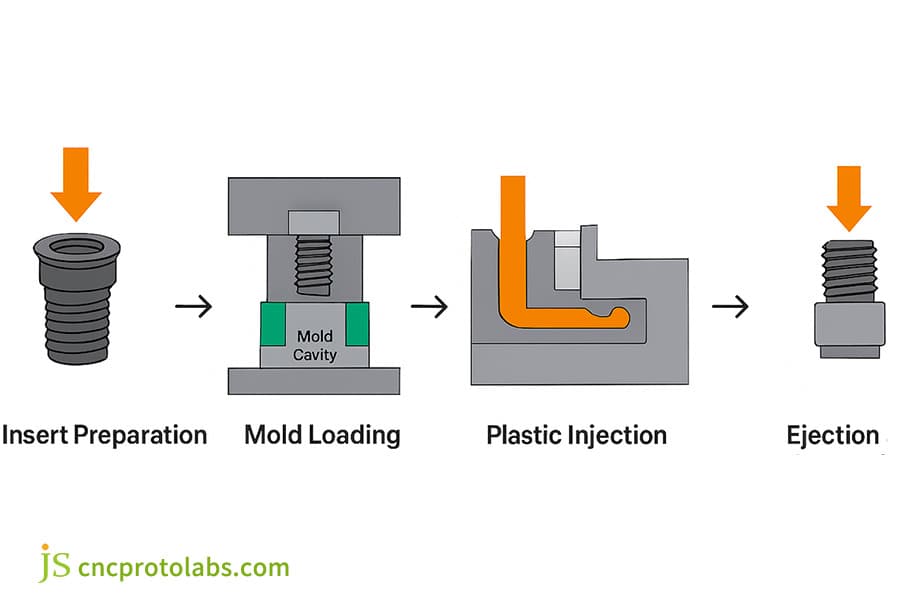
Abbildung 1: Ein vierstufiges Diagramm zur Veranschaulichung des Insert-Molding-Prozesses: Insert-Vorbereitung, Formbestückung, Kunststoffeinspritzung und Teileauswurf.
Wie reduziert der Insert-Molding-Prozess Fehlerstellen im Vergleich zur Post-Molding-Montage?
Bei der Einlegeformung wird die durch die Kunststoffkühlung erzeugte Druckspannung in Umfangsrichtung als Verriegelungsmechanismus zur Sicherung des Einlegeteils genutzt. Der Prozess erzeugt eine vollständige Mikrospaltabdichtung, die vor Korrosion und einer Signaldämpfung durch Reibverschleiß schützt. Dieses Prinzip entspricht der Drehmomentprüfnorm ISO 16047.
Umfangsdruckspannung in umspritzten Teilen verstehen
Das Kunststoffmaterial, das PBT und 30 % Glasfasern enthält, weist eine Kühlschrumpfungsrate zwischen 0,4 % und 0,9 % auf, die eine Umfangsdruckspannung von 20 MPa bis 40 MPa auf dem Metalleinsatz erzeugt. Dieser Prozess führt zu einer völlig lückenlosen Passung zwischen den beiden Komponenten.
Der Kunststoff übt beim Abkühlen eine starke Haltekraft auf den Einsatz aus. Beim Post-Molding-Prozess muss eine dauerhafte Verbindung zwischen den Komponenten durch eine Presspassung hergestellt werden, die nicht erreicht werden kann.
Einfach ausgedrückt ist es so, als würde man ein Gummiband kräftig um eine Flasche drehen. Nach dem Abkühlen und Schrumpfen liegt das Gummiband immer noch fest an der Flasche an und löst sich kaum. Eine Presspassung ähnelt jedoch eher einem gewaltsam eingeführten Korken, bei dem sich nach einiger Zeit Lücken bilden.
Verringerung von Passungsrost und Spannungsrelaxation in elektrischen Kontakten
Der Nachformprozess hängt von der vorhandenen Kriechspannung ab, die im Kunststoffmaterial verbleibt. Der Spannungsrelaxationsprozess erreicht bei 80 °C eine Rate von 40 %, was dazu führt, dass sich der Einsatz lockert und zu Reibverschleiß führt.
Abnutzungsrückstände erzeugen einen abrupten Anstieg des Kontaktwiderstands, der von weniger als 5 mΩ auf mehr als 100 mΩ reicht, was den Signalfluss stört. Durch das Einsatzformen wird dieser spezielle Fehlermodus vollständig verhindert.
|
Prozesstyp
|
80°C Hochtemperatur-Spannungsrelaxationsrate
|
Anfänglicher Kontaktwiderstand
|
Kontaktwiderstand nach Langzeitgebrauch
|
Ausfallrisiko
|
|---|---|---|---|---|
|
Insert Moulding
|
<5%
|
<5mΩ
|
<8mΩ
|
Extrem niedrig
|
|
Post Moulding
|
40 %
|
<5mΩ
|
>100mΩ
|
Extrem hoch
|
Sind Sie besorgt über das Risiko von Reibverschleiß an vorhandenen Komponenten? Kontaktieren Sie unsere Ingenieure für einen kostenlosen Kostenvoranschlag für die Modernisierung Ihres Insert-Molding-Prozesses und ermitteln Sie schnell, ob es sich lohnt.
Was sind die versteckten Kosten beim kundenspezifischen Kunststoffformen: Einlegeformen vs. Sekundäroperationen?
Hersteller ignorieren beim Vergleich dieser beiden Prozesse häufig die versteckten Kosten, wie z. B. die Ausschussquote bei sekundären Baugruppen, die Lagerung von Halbfertigprodukten und Verluste durch Ausfallzeiten der Produktionslinie. Es sind diese Faktoren, die zum Kostenunterschied zwischen zwei Artikeln führen.
Aufschlüsselung der expliziten Kosten: Werkzeuginvestitionen vs. Arbeitseinsparungen pro Einheit
Die Einsatzformform erfordert die Positionierung eines Schiebers/Roboterarms, was 18–25 % teurer als das Standardspritzgießen ist, aber den sekundären Montageprozess einsparen und die Arbeitskosten pro Stück um 45 % senken kann -60 %.
Am Beispiel eines Autorohbaus mit 4 Muttern kann ein einzelnes Teil 12 Sekunden Prozesszeit einsparen, und die Produktion von 100.000 Teilen pro Jahr kann allein durch die Arbeit Zehntausende Dollar einsparen.
Enthüllung der versteckten Kosten: Ausschussrate und Lagerbestand an Halbfertigteilen beim Post-Molding
Die Ausschussquote beim Post Moulding liegt zwischen 1,5 % und 3,5 %. Das Unternehmen wird jedes Jahr zwischen 15.000 und 35.000 US-Dollar durch Ausschussmaterial verlieren, das aus der Produktion von 100.000 Einheiten mit einem Stückpreis von 10 US-Dollar resultiert.
Durch die Überwachung des Formflusses während des Umspritzens wird die Ausschussrate auf maximal 0,5 % gesenkt. Darüber hinaus entfällt die Notwendigkeit der Lagerung von Halbfertigprodukten vollständig, was zu einer noch größeren Reduzierung der Produktionskosten führt.
Wann ist der Insert-Molding-Service für kritische Großserienteile eine kostengünstigere Wahl als das Post-Molding?
Der Preisvorteil, den der Insert-Moulding-Service gegenüber anderen Produktionsarten hat, wird mit zunehmendem Produktionsvolumen deutlicher.
Wenn beispielsweise die jährlich nachgefragte Menge mehr als 50.000 Einheiten beträgt, wird die Anfangszahlung für die Form im Laufe der Zeit durch die automatisierte Produktion amortisiert, undder Stückpreis wird beim Umspritzen deutlich niedriger sein als bei der Nachmontage.
Analyse des Volumenkosten-Break-Even-Diagramms für das Einsatzspritzen
Die Kostenunterschiede zwischen den beiden Prozessen bei unterschiedlichen Produktionsmengen sind in der folgenden Tabelle aufgeführt:
|
Jahresbedarf
|
Stückkosten nach dem Formen (USD)
|
Einsatzformstückkosten (USD)
|
Kostendifferenz (USD/Einheit)
|
Vorteile des Einsatzformens
|
Empfohlener Prozess
|
|---|---|---|---|---|---|
|
<5.000 Einheiten
|
8,5-10,2
|
8,95-11,0
|
Post Molding 0,45–0,80
|
Keine
|
Post Moulding
|
|
5.000-49.999 Einheiten
|
7,2-8,8
|
7,5-9,0
|
Post Molding 0,1-0,3
|
Überragende Qualität
|
Nach Bedarf auswählen
|
|
50.000-150.000 Einheiten
|
6,5-7,8
|
6,5-7,8
|
Gleiches
|
CPK-Wert 30 % höher
|
Einsatzformen
|
|
150.001-200.000 Einheiten
|
6.0-7.2
|
5.5-6.8
|
Kosten für Einsatzformen 0,3–0,5 niedriger
|
Bietet sowohl Qualitäts- als auch Kostenvorteile
|
Einsatzformen
|
|
>200.000 Stück
|
5.8-7.0
|
4,7-5,8
|
Insert Molding-Kosten um 1,1–1,2 niedriger
|
Erheblicher Kostenvorteil, PPM<200
|
Insert Moulding
|
Der Einfluss automatisierter Zuführsysteme auf die Prozessstabilität
Automatisierte Zuführsysteme sind in der Lage, die Zeitstreuung bei der Einlageplatzierung von 2,5 Sekunden (manuell) auf 0,1 Sekunden zu verkürzen, wodurch die Gefahr einer Formkompression aufgrund von Fehlplatzierung oder Auslassungen vollständig beseitigt wird und eine gleichbleibende Produktion hoher Stückzahlen gewährleistet wird.

Abbildung 2: Eine Auswahl verschiedener schwarzer Kunststoffkomponenten, darunter ein Teil mit mehreren Löchern und eine Scheibe mit goldenem Einsatz, platziert auf einem weißen Hintergrund.
Warum halten einsatzgeformte Komponenten das Drehmoment in Umgebungen mit hohen Vibrationen besser aufrecht?
Bei umspritzten Bauteilen, die hochfrequenten Vibrationen ausgesetzt sind, ist ein wesentlicher Faktor für ihre herausragende Fähigkeit, Drehmomente zu halten, dass die gerichtete Bewegung und Versteifung der Kunststoffketten durch die gerändelte Oberfläche zu einer mechanischen Verzahnung auf molekularer Ebene führt.
Wie thermische Wechselwirkungen zum Drehmomentabfall in nach dem Formen geformten Gewindeeinsätzen führen
Thermische Zyklen des Erhitzens und Abkühlens von nachgeformten Muttern zwischen -40 °C und 125 °C über 1000 Mal führten dazu, dass sich ihr Drehmoment von 4,2 Nm auf 2,9 Nm änderte, d. h. ein Drehmomentverlust von 31,5 %, der gemäß der ISO 16047-Norm gemessen wurde.
Andererseits sank das Drehmoment der umspritzten Mutter nur fast unmerklich auf 4,0 Nm, also um 4,8 %.
Daraus kann man schließen, dass bei nachgeformten Teilen ein höheres Risiko besteht, dass sie sich lösen und ein Sicherheitsrisiko darstellen, während bei umspritzten Teilenein konstantes Drehmomentniveau erhalten bleibt, was ihre Leistung nach außen hin als zuverlässig erscheinen lässt.
Wie die Ausrichtung des Polymerflusses die Retention verbessert
Denken Sie zum Beispiel daran, wie Beton in gemusterte Rillen gegossen wird. Nach dem Aushärten weist der Beton ein exaktes Rillenmuster auf und löst sich nicht so leicht, selbst wenn er Vibrationen, Temperaturschwankungen usw. ausgesetzt wird.
Bei der normalen Montage ist es so, als würde man zwei sehr glatte Objekte zusammenfügen, die sich bei der geringsten äußeren Kraft trennen.
Geschmolzener Kunststoff füllt die gerändelten Rillen eines Einsatzes, kühlt anschließend ab und bildet eine umgekehrte oder konkave Form im Mikrometerbereich. Auf diese Weise passt es sich nicht nur bequem an die WAK-Unterschiede des Metalls an, sondern bekämpft auch wirksam thermisches Kriechen und hält gleichzeitig den Einsatz fest.
Abbildung 3: Eine Nahaufnahme eines schwarzen Metalleinsatzes mit Gewinde, der in ein weißes Substratmaterial gepresst wird, um die Präzision des mechanischen Verbindungsprozesses zu demonstrieren.
Wie wählt man die richtigen Einsätze für das Kunststoffformen aus, um Kosten und Auszugsfestigkeit in Einklang zu bringen?
Die Leistung des Einsatzformteils wird größtenteils durch die Wahl des Einsatzes bestimmt, und es muss ein Ausgleich zwischen Auszugskraft und Torsionsfestigkeit hergestellt werden. Gleichzeitig darf der Einfluss der Vorwärmung des Einsatzes auf die Festigkeit der Verbindungslinie nicht übersehen werden.
Auswahl des Rändeldesigns: Gerade vs. Diamanträndelung für optimale Leistung
Verschiedene Arten der Rändelung sind für bestimmte Situationen mehr oder weniger geeignet, was bedeutet, dass die Leistung erheblich variieren kann. Insbesondere:
- Gerade Rändelung: Die Auszugsfestigkeit von Messing-/PC-Materialien erreicht bis zu 250–300 N, was perfekt für Szenarien ist, in denen axiale Zugkräfte das Hauptproblem darstellen, zum Beispiel bei Sensorstiften.
- Diamant-Rändeln: Drehmomenterhaltung über 8 Nm, was gut ist, wenn die Teile wiederholt demontiert und montiert werden müssen, z. B. Befestigungsmuttern für Automobilteile.
JS Precision empfiehlt eine Rändeltiefe zwischen 0,2 und 0,4 mm, um einen guten Kompromiss zwischen Haftfestigkeit und plastischer Spannung zu erreichen.
Die entscheidende Rolle der Vorwärmung des Einsatzes bei der Beseitigung von Schweißnähten
Schweißnähte entstehen, wenn ein kalter Einsatz (22 °C) eine starke Abkühlung der Materialfließfront (250 °C) verursacht, was zur Bildung einer schwachen Verbindungslinie im Verlauf des Flusses führt. Sie führen laut JS Precision zu einer Verringerung der Festigkeit um 20–35 %. Durch Vorwärmen des Einsatzes auf 120–150 °C werden diese Linien vollständig verschwinden.
Wenn Sie sich nicht sicher sind, wie Sie Einsätze für das Kunststoffspritzen auswählen sollen, können Sie eine persönliche Ingenieurberatung für eine professionelle Auswahlberatung vereinbaren.
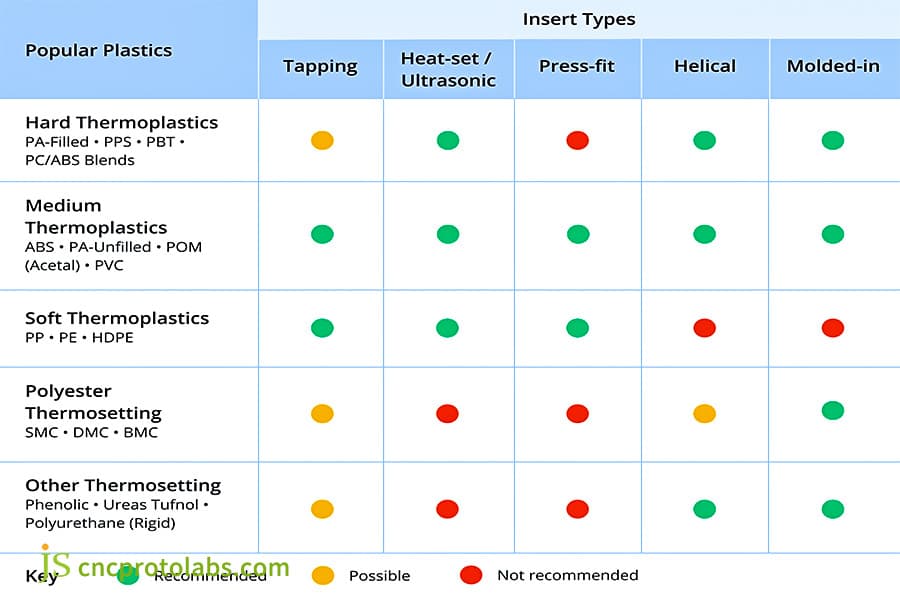
Abbildung 4: Eine Kompatibilitätstabelle mit farbigen Punkten, die empfohlene, mögliche und nicht empfohlene Kombinationen verschiedener Kunststoffe und Einsatztypen für das Umspritzen angeben.
Wie verhindert das Umspritzen den Fehler „Stress Whitening“, der bei Pressverbindungen nach dem Formen häufig auftritt?
Presssitze nach dem Formen verursachen irreversible Zugeigenspannungen an den Wänden des Kunststofflochs, die zu Weißbruch führen. Beim Umspritzen hingegen schmilzt und schrumpft der Kunststoff, um den Einsatz einzukapseln, was nur eine sichere Druckspannung darstellt.
Es ist, als würde man eine Plastikfolie mit Gewalt bearbeiten und sie wird weiß und spröde. Wenn Sie einen Gegenstand einfach mit einer Plastikfolie umwickeln, bleibt es normal. Der erste ist leicht kaputt, während der zweite stark und langlebig ist.
Zugspannung beim Presssitz im Vergleich zur Druckspannung beim Formen
Eine Ausdehnung der Lochwand um mehr als 2 % beim Einpressen führt zu Streifen, die Ursachen für Ermüdungsrisse sein können. Andererseits erzeugt das Umspritzen ein gleichmäßiges Spannungsniveau ohne jegliche Konzentration und erhöht somit die Ermüdungslebensdauer deutlich um das 5- bis 8-fache.
Warum transparente medizinische Gehäuse ein Umspritzen erfordern
Transparente medizinische Hüllen reagieren sehr empfindlich auf Veränderungen der optischen Eigenschaften und können leicht reißen. Nach dem Nachformen treten häufig Weißfärbungen und Risse an den sichtbaren Teilen auf, diese Mängel zerstören auch die Versiegelung.
Insert-Molding kann ein tadelloses Aussehen und eine IP67/IP68-Dichtungsstufe garantieren und die Anforderungen im medizinischen Bereich vollständig erfüllen.
Insbesondere das Umspritzen von Kunststoffeinsätzen entspricht eher den Materialeigenschaften transparenter medizinischer Hüllen und kann so dem Problem der Materialunverträglichkeit wirksam vorbeugen.
Warum variieren die Spritzguss-Angebote zwischen Einsätzen und Standard-Spritzgussprojekten erheblich?
Die Spritzgussangebote sind höher als beim Standardspritzguss, was hauptsächlich auf die Integrationskosten von automatischen Zuführvorrichtungen, eingebetteten Erkennungssensoren und Sicherheitsüberwachung in der Form zurückzuführen ist.
Aufschlüsselung der Aussage: Kosten für Automatisierung, Vorrichtungen und Sensoren im Ingenieurwesen
Man kann sagen, dass die Hauptkomponenten, die zu den Kosten des Umspritzens beitragen, die folgenden sind:
- Gebühr für die Entwicklung der Präzisionspositioniervorrichtung: 1.200–3.500 US-Dollar, um sicherzustellen, dass der Einsatz genau positioniert ist
- Hochempfindliches Erkennungsmodul: 800–2.000 $, um sicherzustellen, dass der Einsatz die richtige Position und Ausrichtung hat.
- Programmiergebühr für Formschutzlogik: Eine Strategie zur Vermeidung von Formschäden, die durch falsch platzierte Einsätze verursacht werden können.
Bedeutung der Insert-Platzierungszeit bei der Berechnung der Gesamtzykluszeit
Durch die Arbeit mit einem einzigen Formzyklus, der nur 3–8 Sekunden länger ist als der übliche Spritzgusszyklus, ist das Umspritzen tatsächlich in der Lage, den gesamten Prozesszyklus (einschließlich Nachmontage) um 15–25 Sekunden zu verkürzen, was sogar zu einer relativ höheren Effizienz des gesamten Vorgangs führt.
Darüber hinaus kann eine klare Aufschlüsselung der Zusammensetzung der kundenspezifischen Kunststoffspritzgusskosten eine große Hilfe sein, um Ihre Investition genauer zu ermitteln und versteckte Kostenverluste zu vermeiden.
Fallanalyse: JS Precision löst das Problem des Drehmomentabfalls in Kfz-Steuergehäuseeinsätzen
Die Drehmomentklemmkraft der Kfz-ECU-Gehäuseeinsätze bestimmt, wie stabil das gesamte elektronische System des Fahrzeugs ist. Ein berühmter Automobilteilehersteller hatte mit diesem Problem zu kämpfen und konnte es schließlich dank der Einlegeformlösung von JS Precision beseitigen. Im Folgenden finden Sie einen vollständigen Bericht über die Gehäuselösung.
Probleme:
Der ursprüngliche Post-Molding-Prozess des Kunden verlief so, dass nach einem Fahrzeughaltbarkeitstest (150.000 km) das Abdrehmoment der eingepressten M4-Messingmuttern von anfänglich 3,8 Nm auf 2,4 Nm sank (37 % Rückgang).
Dies führte zu einem ineffektiven Kontakt an den Kabelbaumklemmen, was zu Fehlfunktionen des elektronischen Systems während des Fahrzeugbetriebs führen konnte. Und in diesem Fall besteht ein hohes Rückrufrisiko und es bedeutet auch großen Qualitätsdruck und mögliche Verluste für den Kunden.
Darüber hinaus kam es bei der Nachbearbeitung zu einem Abfallanteil von 3,2 %, und aufgrund des Ausschusses musste der Kunde jährlich mehr als 80.000 US-Dollar ausgeben. Und da der manuelle Montageprozess langsam und ineffizient war, konnte der hohe Lieferbedarf des Kunden nicht einmal halbiert werden.
Lösung:
Nach Erhalt der Anforderung optimierte das Ingenieurteam von JS Precision zunächst die Teilezeichnungen des Kunden mit DFM und entwickelte eine gezielte Umspritzungslösung basierend auf dem Einsatzszenario von Automobil-ECU-Gehäusen.
1. Zunächst wurde durch die DFM-Optimierung das Design der geraden Rändelmutter in ein einsatzgeformtes-Verfahren geändert und die Rändelung von einer geraden in eine um 30° versetzte Diamanträndelung geändert, was den Rotationswiderstand zwischen dem Einsatz und dem Kunststoff erhöhte und das Drehmoment erhöhte Haltekraft.
2. Mit Hilfe der Moldflow-Analyse konnte die Temperatur an der Kunststofffüllfront gut kontrolliert werden, und die Vorwärmtemperatur des Einsatzes wurde genau auf 135 °C ± 5 °C kontrolliert. Dadurch wurden die schwachen Schweißnähte für das kalte Material auf der Rückseite der Mutter entfernt und so die Verbindungsfestigkeit erhöht.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified. This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts: one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Zusammenfassung
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs, it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.

Haftungsausschluss
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Ressource

