Литье со вставкой или пост-формование: стоимость и надежность критически важных компонентов
Написал
JS Точность
Опубликовано
Apr 10 2026
Литье вкладышей
Следуйте за нами
Литье стало важным решением, которое помогает крупным международным производителям решать проблемы, связанные с традиционными методами постмонтажных работ.
Сталкиваетесь ли вы с перебоями сигнала из-за фрикционного износа ваших высокоточных вставок, которые вы установили после сборочных работ, были повреждены? Процесс вторичной сборки, который использует ваша компания, создает операционные трудности, а производит высокий уровень брака, что приводит к постоянным потерям прибыли.
Медицинская, автомобильная и аэрокосмическая отрасли сталкиваются с наиболее серьезными проблемами надежности, поскольку традиционные методы последующей сборки создают препятствия для производительности, которые мешают эффективному тестированию продукции.
В этой статье будут рассмотрены причины, побудившие ведущих мировых производителей использовать методы формования вставками.
Существует зазор в уровне микрометра, зависящий от натяга и трения.
<тр>
Стоимость массового производства
После распределения формы общая стоимость единицы снижается на 30–45%.
Последующие процессы являются трудоемкими и приводят к большим скрытым потерям качества.
<тр>
Сохранение крутящего момента в условиях вибрации
>95 % Начальный коэффициент сохранения крутящего момента (после 1000 термических циклов).
Снижается до <70 %, что создает фатальный риск ослабления.
Основные выводы:
<ул>
Литье со вставками представляет собой единственное инженерное решение, обеспечивающее полную защиту компонентов передачи сигналов от фрикционного износа.
При массовом производстве более 50 000 единиц общие затраты на формование вставок становятся более экономичными, чем затраты на постформование.
Температуру предварительного нагрева пластины необходимо поддерживать в диапазоне 120–150°C, поскольку этот процесс помогает удалить слабые линии соединения, возникающие в местах сварки.
Как пресс-формы JS Precision оптимизируют затраты и качество компонентов
Литье со вставками является жизненно важным методом, который помогает производителям достичь высокой точности и надежности, одновременно обеспечивая экономию средств и повышение конкурентоспособности продукции.
JS Precision предлагает вам комплексные технологические решения, включая индивидуальные решения, когда ваш бизнес сталкивается с проблемами с качеством компонентов и высокими эксплуатационными расходами.
Наш обширный опыт в разработке процессов формования вставок позволил нам помочь множеству медицинских, автомобильных и аэрокосмических компаний в решении их расходов и проблем с производительностью компонентов.
Решение JS Precision для формования вставок позволяет вам определить ваши требования, а наш точный анализ потока формы вместе с нашим контролем предварительного нагрева вставок и системой мониторинга в форме позволяет вам поддерживать процент брака компонентов ниже 0,5 %, что приводит к существенной экономии затрат за счет сокращения брака, превышающего отраслевые стандарты.
Внедрение нашего процесса конкурирующей автомобильной фирмой привело к снижению производственных затрат на 50 % для каждого компонента, что позволило им сэкономить 120 000 долларов США в год.
Процент дефектов продукта в PPM уменьшился с 3200 страниц в минуту до менее 50 страниц в минуту , что улучшило имидж продукта на рынке и одновременно снизило затраты на послепродажный ремонт продукта.
Процесс формования вставок JS Precision обеспечивает полное удаление микрозазоров, чего не могут достичь традиционные методы последующей сборки, что предотвращает потерю сигнала из-за фреттинг-изнашивания. Ваши основные компоненты получают гарантию надежности благодаря этой фундаментальной системе, которая снижает вероятность их отказа.
Наша команда инженеров предоставляет профессиональные услуги по оптимизации DFM, которые создают индивидуальные решения на основе ваших конкретных требований к конструкции детали.
Этот процесс гарантирует идеальную синхронизацию продукта с вашими требованиями, а также позволяет вам управлять расходами, в результате чего все ваши финансовые обязательства приносят прибыльные результаты.
<блок-цитата>
Если вас беспокоят высокие затраты на компоненты и нестабильное качество, свяжитесь с инженерами JS Precision, чтобы получить бесплатную оценку вашего индивидуального решения для формования вставками и позволить данным доказать ценность нашего процесса.
Почему следует выбирать вставки для высокоточных критически важных компонентов?
Формование вставок подразумевает размещение вставок в форме перед заливкой расплавленного пластика и формирование вставок и пластиковых компонентов вместе. Этот метод удаляет этап сборки, а также минимизирует вероятность ошибок и сбоев в исходном коде.
Пластиковые вставки, представляющие собой разновидность вставок, в основном касаются модификации и комбинирования пластиковых материалов и вставок. Он способен удовлетворить требования к меньшему весу и высокой прочности.
Определение процесса формования вставкой и его роли в критически важных приложениях
Лимовка со вставкой — это процесс, который требует предварительного размещения вставки внутри формы для создания цельного изделия из расплавленного пластика, что устраняет необходимость сборки после производства и уменьшает вероятность ошибок и дефектов с самого начала.
Являясь подразделением формования вставок, формование пластиковых вставок больше фокусируется на адаптации и интеграции пластиковых материалов и вставок, адаптируясь к сценариям, требующим более легкого веса и высокой прочности.
Его ключевые области применения обширны, в том числе:
<ул>
Корпуса датчиков, предназначенные для медицинских имплантатов. Литая вставка обеспечивает герметичность с нулевым зазором, что предотвращает проникновение любых жидкостей и возможный выход из строя оборудования.
Разъемы триггера автомобильной подушки безопасности: система сохраняет стабильность работы, одновременно защищая от отсоединения компонентов, которое может привести к нарушению сигнала.
Основания штифтов, устойчивые к коррозии в аэрокосмической отрасли: Материал улучшает прочность соединения, обеспечивая при этом повышенную защиту от суровых условий окружающей среды.
Ограничения сборки постформованного изделия при допусках менее 50 микрон
Процессы постформования, в которых используются методы горячего расплава и запрессовки, становятся разрушительными для пластиковых опор, когда операторы используют допуски ±0,02 мм, поскольку эти методы создают внутреннее напряжение, которое в конечном итоге приводит к развитию микротрещин до тех пор, пока не произойдет полная поломка модуля.
Традиционный процесс запрессовки требует CPK 1,33 или выше, однако его доходность не достигает 85% , что приводит к более высоким производственным затратам. Выход продукции при формовании вставок остается высоким, поскольку это позволяет производить точные компоненты с высокой точностью изготовления.
<блок-цитата>
Хотите быстро узнать о случаях применения вставного формования в высокоточных модулях? Загрузите официальный документ о процессе формования вставок, чтобы интуитивно увидеть практические решения и эффекты в различных областях.
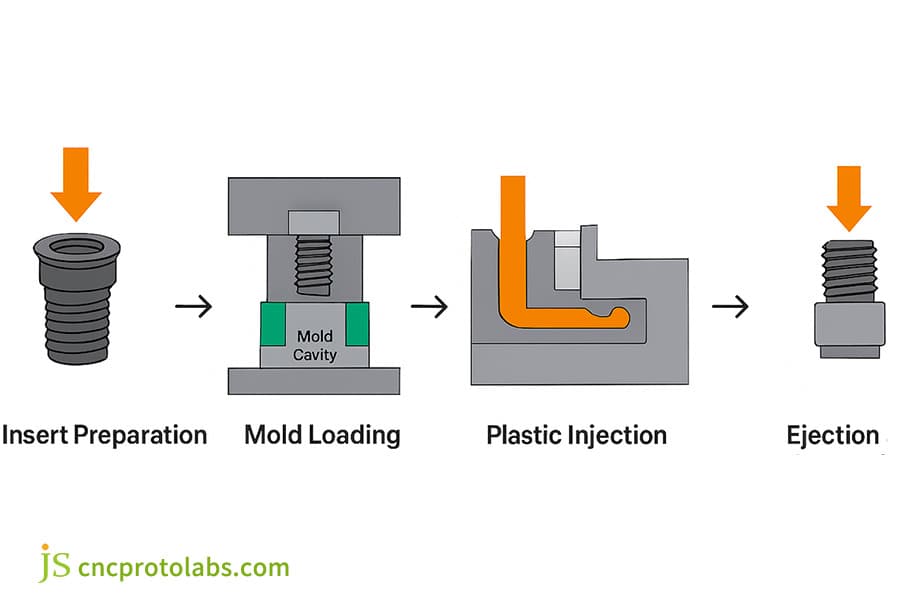
Рис. 1. Четырехэтапная диаграмма, иллюстрирующая процесс формования вставки: подготовка вставки, загрузка формы, впрыск пластика и извлечение детали.
Как процесс формования со вставкой снижает количество отказов по сравнению с сборкой после формования?
В формованной вставке используется окружное сжимающее напряжение, которое создает охлаждение пластика, в качестве запирающего механизма для фиксации вставки. В результате этого процесса создается полное уплотнение микрозазоров, которое защищает от коррозии и ослабления сигнала фреттинг-износа. Этот принцип соответствует стандарту испытания крутящего момента ISO 16047.
Понимание окружного напряжения сжатия в формованных деталях со вставками
Пластмассовый материал, включающий ПБТ и 30% стекловолокна, демонстрирует степень усадки при охлаждении от 0,4% до 0,9%, что создает окружное сжимающее напряжение от 20 до 40 МПа на металле. вставить. Этот процесс приводит к полному прилеганию двух компонентов без зазоров.
Пластиковый материал, который подвергается охлаждению, таким образом оказывает сильное сжимающее усилие на вставку. В процессе постформования необходимо обеспечить постоянное соединение между компонентами за счет посадки с натягом, чего добиться невозможно.
Проще говоря, это как сильно закрутить резинку вокруг бутылки. После охлаждения и усадки резинка по-прежнему плотно прижата к бутылке и практически не ослабляется. Однако посадка с натягом больше похожа на пробку, которую насильно вставили, через некоторое время образуются зазоры.
Снижение фреттинг-коррозии и релаксации напряжений в электрических контактах
Процесс постформования зависит от существующего напряжения ползучести, которое остается внутри пластикового материала. Процесс релаксации напряжений достигает 40% при температуре 80°C, что приводит к ослаблению вставки и фреттинг-износу.
Износ приводит к резкому увеличению сопротивления контакта, которое достигает более 100 мОм при сопротивлении менее 5 мОм, что нарушает поток сигнала. Вставной молдинг полностью предотвращает этот конкретный вид отказа.
<дел>
<голова>
<тр>
Тип процесса
Скорость релаксации стресса при высокой температуре 80°C
Начальное контактное сопротивление
Сопротивление контакта после длительного использования
Риск сбоя
<тело>
<тр>
Вставной молдинг
<5%
<5мОм
<8мОм
Очень низкий
<тр>
Постформование
40%
<5мОм
>100 мОм
Очень высокий
<блок-цитата>
Обеспокоены риском фрикционного износа существующих компонентов? Свяжитесь с нашими инженерами, чтобы бесплатно оценить стоимость модернизации вашего процесса формования вставок и быстро определить, целесообразно ли это.
Каковы скрытые затраты на изготовление пластиковых форм на заказ: вставки и формовочные изделия. Второстепенные операции?
Производители склонны игнорировать скрытые затраты , такие как процент брака при вторичной сборке, хранение полуфабрикатов и потери из-за простоя производственной линии, сравнивая эти два процесса. Именно эти факторы приводят к разнице в стоимости двух товаров.
Разбивка явных затрат: инвестиции в оснастку и экономия труда на единицу продукции
Для вставной формовочной формы требуется позиционирование ползунка/роботизированной руки, что на 18–25 % дороже, чем стандартное литье под давлением, но позволяет сэкономить процесс вторичной сборки и снизить трудозатраты на единицу продукции на 45%-60%.
На примере кузова автомобиля с 4 гайками одна деталь может сэкономить 12 секунд рабочего времени, а производство 100 000 деталей в год может сэкономить десятки тысяч долларов только за счет труда.
Выявление скрытых затрат: процент брака и запасы полуфабрикатов при постформовании
Процент брака после формования составляет от 1,5% до 3,5%. Компания будет терять от 15 000 до 35 000 долларов США каждый год из-за отходов материалов, которые возникают в результате производства 100 000 единиц продукции по цене 10 долларов США за единицу.
Благодаря мониторингу течения формы во время формования вставок процент брака снижается максимум до 0,5 %. Кроме того, полностью отпадает необходимость в складировании полуфабрикатов, что приводит к еще большему снижению себестоимости производства.
Когда для крупных объемов критически важных деталей услуга формования со вставками является более экономичным выбором, чем пост-формование?
Ценовое преимущество услуги по формованию вставок перед другими видами производства становится более очевидным по мере увеличения объема производства.
Например, если годовой спрос превышает 50 000 единиц, первоначальный платеж за форму со временем окупается за счет автоматизированного производства, и цена за единицу будет значительно ниже для вставного формования по сравнению с ценой после сборки.
Анализ диаграммы безубыточности объемных затрат для вставной формованной детали
Разница в затратах между двумя процессами при разных объемах производства показана в таблице ниже:
<дел>
<голова>
<тр>
Годовой спрос
Стоимость единицы постформования (долл. США)
Стоимость единицы формовочной вставки (долл. США)
Разница в стоимости (долл. США/единица)
Преимущества вставки
Рекомендуемый процесс
<тело>
<тр>
<5000 единиц
8,5-10,2
8,95-11,0
Постформование 0,45-0,80
Нет
Постобковое формование
<тр>
5 000–49 999 единиц
7.2-8.8
7.5-9.0
После формования 0,1–0,3
Превосходное качество
Выберите по необходимости
<тр>
50 000–150 000 единиц
6.5-7.8
6,5-7,8
То же
Значение CPK на 30 % выше
Вставной молдинг
<тр>
150 001–200 000 единиц
6.0-7.2
5.5-6.8
Стоимость вставки на литье на 0,3–0,5 ниже
Преимущество как в качестве, так и в стоимости
Вставной молдинг
<тр>
>200 000 штук
5.8-7.0
4.7-5.8
Вставка Стоимость формования на 1,1–1,2 ниже
Значительное преимущество в стоимости, PPM<200
Вставной молдинг
Влияние автоматизированных систем подачи на стабильность процесса
Автоматические системы подачи способны сократить разброс времени установки вставки с 2,5 секунды (вручную) до 0,1 секунды, полностью устраняя опасность сжатия формы из-за неправильного размещения или упущения, а также обеспечивая гарантию стабильного производства в больших объемах.
Рис. 2. Набор различных черных пластиковых компонентов, включая деталь с множеством отверстий и диск с золотой вставкой, на белом фоне.
Почему литые детали со вставками лучше сохраняют крутящий момент в условиях высокой вибрации?
В случае формованных компонентов со вставками, которые подвергаются высокочастотным вибрациям, основным фактором их выдающейся способности сохранять крутящий момент является то, что направленное движение и усиление пластиковых цепей через рифленую поверхность приводят к механическому взаимодействию на молекулярном уровне.
Как термоциклирование приводит к снижению крутящего момента в резьбовых вставках, отформованных после формования
Термическое циклирование нагрева и охлаждения отформованных гаек от -40°C до 125°C в течение 1000 раз привело к изменению их крутящего момента с 4,2 Нм до 2,9 Нм, т.е. к потере крутящего момента на 31,5 %, что было измерено в соответствии с ISO 16047. стандарт.
С другой стороны, крутящий момент вставной литой гайки почти незаметно уменьшился до 4,0 Нм, т.е. уменьшился на 4,8%.
Из этого можно сделать вывод, что формованные детали подвержены более высокому риску ослабления и создания угроз безопасности, в то время как вставные формованные детали сохраняют постоянный уровень крутящего момента , что делает их работу ненадежной для внешнего мира.
Как ориентация потока полимера улучшает удерживание
Например, представьте, как бетон заливается в узорчатые канавки. После застывания бетона он будет иметь точный рисунок канавок и не будет легко отрываться, даже если он будет подвергаться вибрации, изменениям температуры и т. д.
При обычной сборке это похоже на соединение двух очень гладких объектов, которые разъединяются при малейшей внешней силе.
Расплавленный пластик заполняет накатанные канавки вставки, после чего остывает и образует перевернутую или вогнутую форму микронного уровня. Таким образом, он не только легко приспосабливается к разнице КТР металла, но также эффективно борется с температурной ползучестью и в то же время надежно удерживает вставку.
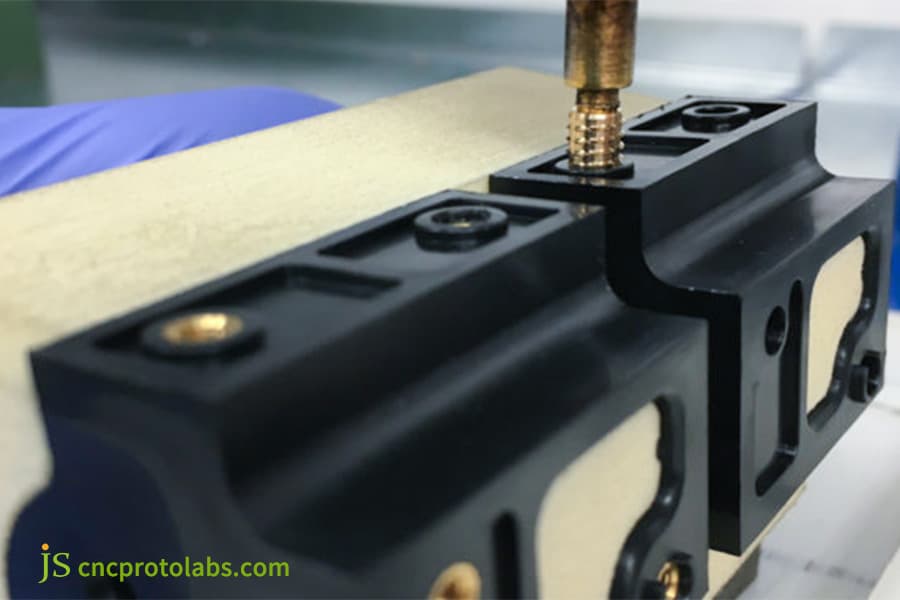
Рис. 3. Крупный план металлической вставки с черной резьбой, вдавливаемой в белый материал подложки, демонстрирующий точность процесса механического соединения.
Как выбрать правильные вставки для формования пластика, чтобы сбалансировать стоимость и прочность на выдергивание?
Эффективность формования вставки во многом определяется выбором вставки, и необходимо обеспечить баланс между усилием выдергивания и прочностью на скручивание . В то же время нельзя упускать из виду влияние предварительного нагрева пластины на прочность линии соединения.
Выбор конструкции накатки: прямая или ромбовидная для оптимальной производительности
Различные типы накатки более или менее подходят для определенных ситуаций, а это значит, что производительность может существенно различаться. В частности:
<ул>
Прямая накатка:. Прочность латуни/ПК на выдергивание достигает 250–300 Н, что идеально подходит для случаев, когда осевые растягивающие усилия являются основной проблемой, например, для штырей датчиков.
Алмазная накатка: Сохранение крутящего момента выше 8 Нм, что хорошо, если детали подлежат многократной разборке и сборке, например. гайки крепления автомобильных деталей.
JS Precision предлагает глубину накатки от 0,2 до 0,4 мм для достижения хорошего компромисса между прочностью сцепления и пластическим напряжением.
Важная роль предварительного нагрева пластины в устранении сварных швов
Линии сварного шва образуются, когда холодная вставка (22°С) вызывает резкое охлаждение фронта потока материала (250°С), то есть образование слабой линии соединения по ходу течения. По данным JS Precision, из-за них прочность снижается на 20–35 %. Предварительный нагрев пластины до 120–150 °C полностью устранит эти линии.
Если вы не знаете, как выбрать вставки для литья пластмасс, вы можете записаться на индивидуальную консультацию инженера для получения профессиональных рекомендаций по выбору.
Рис. 4. Таблица совместимости с цветными точками, обозначающими рекомендуемые, возможные и нерекомендуемые комбинации различных пластиков и типов вставок для формования вставок.
Как формование вставкой устраняет проблему «беления под напряжением», характерную для запрессовки после формования?
Посадка при прессовании после формования вызывает необратимое остаточное растягивающее напряжение на стенках пластиковых отверстий, что приводит к побелению под напряжением, и наоборот, формование вставки представляет собой расплавление и усадку пластика с инкапсуляцией вставки, что является только безопасным сжимающим напряжением.
Это похоже на то, как будто вы нажимаете на пластиковый лист, и он становится белым и хрупким. Если просто обернуть предмет полиэтиленовым листом, он останется нормальным. Первый легко сломать, а второй прочный и долговечный.
Растягивающее напряжение при прессовой посадке и сжимающее напряжение при формовании
Расширение стенки отверстия более чем на 2% при запрессовке приведет к появлению полос, которые могут быть источниками усталостных трещин. С другой стороны, формование со вставками создает равномерный уровень напряжений без какой-либо концентрации и, таким образом, значительно увеличивает усталостную долговечность в 5-8 раз.
Почему прозрачные медицинские корпуса требуют формования вставок
Прозрачные медицинские оболочки очень чувствительны к изменению оптических свойств и легко трескаются. После постформования часто возникают побеление и растрескивание видимых частей, эти дефекты также разрушают герметизацию.
Профилированная вставка гарантирует безупречный внешний вид и уровень герметичности IP67/IP68, что полностью удовлетворяет требованиям медицинской сферы.
В частности, формование пластиковых вставок больше соответствует свойствам материала прозрачных медицинских корпусов, таким образом, оно может эффективно предотвратить проблему несовместимости материалов.
Почему расценки на литье под давлением значительно различаются между вставками и стандартными проектами литья?
расценки на литье под давлением выше, чем на стандартное литье под давлением, в основном из-за стоимости интеграции автоматических устройств подачи, встроенных датчиков обнаружения и контроля безопасности в пресс-форме.
Подробнее: стоимость автоматизации, приспособлений и датчиков в инженерном деле
Можно сказать, что основными компонентами, влияющими на стоимость формования вставок, являются следующие:
<ул>
Плата за разработку приспособления для точного позиционирования: 1200–3500 долларов США за обеспечение точного позиционирования пластины.
Модуль обнаружения высокой чувствительности: 800–2000 долларов США, проверка правильного положения и ориентации вставки.
Плата за программирование логики защиты пресс-формы: Стратегия, позволяющая избежать повреждения пресс-формы, которое может быть вызвано неправильно установленными вставками.
Значение времени размещения вставки при расчете общего времени цикла
Работая с одним циклом пресс-формы, который всего на 3–8 секунд длиннее обычного цикла литья под давлением, формование со вставками фактически способно сократить общий технологический цикл (включая последующую сборку) на 15–25 секунд, что даже приводит к относительно более высокой эффективности всей операции.
Анализ примера: JS Precision решает проблему снижения крутящего момента во вставках корпуса автомобильного блока управления
Усилие зажима вставок корпуса ЭБУ автомобиля определяет, насколько стабильна вся электронная система автомобиля. Один известный производитель автомобильных запчастей боролся с этой проблемой и, наконец, благодаря решению JS Precision для формования вставок, они смогли избавиться от нее. Ниже приводится полный отчет о решении корпуса.
Возникшие проблемы:
Первоначальный процесс формовки, предложенный клиентом, был таков, что после испытания на долговечность автомобиля (150 000 км) крутящий момент снятия запрессованных латунных гаек M4 снизился с первоначальных 3,8 Нм до 2,4 Нм (снижение на 37%).
Это приводило к неэффективному контакту клемм жгута проводов, что делало возможным сбой в работе электронной системы во время эксплуатации автомобиля. И в этом случае существует высокий риск отзыва, а это также будет означать серьезное давление на качество и потенциальные потери клиента.
Кроме того, процент потерь при постформовочной обработке составил 3,2 %, а из-за брака заказчику приходилось тратить более 80 000 долларов США в год. А поскольку процесс ручной сборки был медленным и неэффективным, он не смог даже наполовину удовлетворить потребности клиента в больших объемах поставки.
Решение:
После получения требования команда инженеров JS Precision сначала оптимизировала чертежи деталей клиента с помощью DFM и разработала целевое решение для формования вставок, основанное на сценарии использования корпусов автомобильных ЭБУ.
<р>1. Сначала оптимизация DFM изменила конструкцию гайки с прямой накаткой на процесс формования вставок, а накатка была изменена с прямой на ромбовидную накатку с шахматным расположением 30°, что увеличило сопротивление вращению между вставками. и пластик и увеличили удерживающую силу крутящего момента.
<р>2. С помощью анализа Moldflow температура на фронте заливки пластика хорошо контролировалась, а температура предварительного нагрева вставки строго контролировалась на уровне 135°C±5°C. Это устранило слабые линии сварки холодного материала на задней части гайки, тем самым увеличив прочность соединения.
<р>3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
<блок-цитата>
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Summary
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.