Moldagem por inserção vs. pós-moldagem: custo e confiabilidade para componentes críticos
Escrito por
Precisão JS
Publicado
Apr 10 2026
Moldagem por inserção
Siga-nos
A moldagem por inserção surgiu como uma solução essencial que auxilia os principais fabricantes internacionais na solução dos problemas associados aos métodos convencionais de trabalho pós-montagem.
Você está enfrentando interrupções de sinal porque o desgaste por atrito danificou suas pastilhas de alta precisão que você instalou após o trabalho de montagem? O processo de montagem secundária que sua empresa utiliza cria dificuldades operacionais enquanto produz altas taxas de sucata que levam a perdas contínuas de lucro.
As indústrias médica, automotiva e aeroespacial enfrentam seus mais sérios desafios de confiabilidade porque os métodos tradicionais de pós-montagem criam obstáculos de desempenho que impedem testes eficazes de produtos.
Este artigo explorará os motivos que levaram os principais fabricantes globais a adotar métodos de moldagem por inserção.
Resumo da resposta principal
Itens de comparação
Moldagem por inserção (solução de precisão JS)
Pós-moldagem (Pós-montagem tradicional)
Lacuna microscópica
Abertura zero, tensão de compressão circunferencial plástica trava fisicamente a pastilha.
Existe uma lacuna no nível do micrômetro, dependendo do ajuste de interferência e do atrito.
Custo de produção em massa
Após a alocação do molde, o custo total por unidade é reduzido em 30-45%.
Os processos subsequentes exigem muita mão-de-obra, resultando em altas perdas ocultas de qualidade.
Retenção de torque do ambiente de vibração
>Taxa de retenção de torque inicial de 95% (após 1000 ciclos térmicos).
Decai para <70%, representando um risco fatal de afrouxamento.
Principais conclusões:
A moldagem por inserção fornece a única solução de engenharia que estabelece proteção completa contra desgaste por atrito para componentes de transmissão de sinal.
Para produção em massa de mais de 50.000 unidades as despesas totais de moldagem por inserção tornam-se mais econômicas do que as despesas de pós-moldagem.
A temperatura de pré-aquecimento da pastilha precisa ser mantida dentro da faixa de 120-150°C porque esse processo ajuda a remover linhas de ligação fracas que ocorrem nas linhas de solda.
Como a moldagem por inserção da JS Precision otimiza os custos e a qualidade dos seus componentes
A moldagem por inserção serve como um método vital que ajuda os fabricantes a alcançar alta precisão e confiabilidade, ao mesmo tempo que proporciona economia de custos e melhor comercialização do produto.
JS Precision oferece soluções completas de processos que incluem soluções personalizadas quando sua empresa enfrenta problemas com qualidade de componentes e altas despesas operacionais.
Nossa ampla experiência no desenvolvimento de processos de moldagem por inserção nos permitiu ajudar diversas empresas médicas, automotivas e aeroespaciais na resolução de suas despesas e problemas de desempenho de componentes.
A solução de moldagem por pastilha JS Precision permite que você estabeleça seus requisitos e nossa análise precisa do fluxo do molde, juntamente com nosso controle de pré-aquecimento da pastilha e sistema de monitoramento no molde, permite que você mantenha as taxas de refugo de componentes abaixo de 0,5%, o que leva a economias substanciais de custos por meio da redução de refugo que excede os padrões da indústria.
A adoção do nosso processo por uma empresa automotiva concorrente resultou na redução de 50% nos custos de produção para cada componente, o que economizou US$ 120.000 por ano.
A taxa de defeitos PPM do produto diminuiu de 3.200 ppm para menos de 50 ppm , o que melhorou a imagem do produto no mercado e, ao mesmo tempo, diminuiu os custos de reparos pós-venda do produto.
O processo de moldagem por inserção da JS Precision consegue a remoção completa de micro lacunas que os métodos tradicionais de pós-montagem não conseguem alcançar, evitando assim a perda de sinal devido ao desgaste por atrito. Seus componentes essenciais recebem garantia de confiabilidade por meio deste sistema fundamental que diminui a probabilidade de falha.
Nossa equipe de engenharia fornece serviços profissionais de otimização de DFM que criam soluções personalizadas com base em seus requisitos específicos de projeto de peças.
O processo garante a perfeita sincronização do produto com suas necessidades, ao mesmo tempo que permite gerenciar despesas, o que faz com que todos os seus compromissos financeiros produzam resultados lucrativos.
Se você estiver preocupado com os altos custos dos componentes e a qualidade inconsistente, entre em contato com os engenheiros da JS Precision para uma avaliação gratuita de sua solução personalizada de moldagem por inserção e deixe que os dados comprovem o valor do nosso processo.
Por que escolher a moldagem por inserção para componentes críticos de alta precisão?
Moldagem por inserção refere-se à colocação de inserções em um molde antes do plástico fundido ser derramado e formar as inserções e os componentes plásticos juntos. Esse método remove a etapa de montagem e, ao mesmo tempo, minimiza a chance de erros e falhas na origem.
A moldagem por inserção de plástico, que é um tipo de moldagem por inserção, diz respeito principalmente à modificação e combinação de materiais plásticos e inserções. É capaz de atender aos requisitos de menor peso e alta resistência.
Definindo o processo de moldagem por inserção e seu papel em aplicações críticas
A moldagem por inserção é um processo que requer a pré-colocação da inserção dentro de um molde para criar um produto integrado com plástico fundido, eliminando assim as necessidades de montagem pós-produção e diminuindo as possibilidades de erros e defeitos desde o início.
Como um tipo de subdivisão de moldagem por inserção, moldagem por inserção de plástico concentra-se mais na adaptação e integração de materiais e inserções plásticas, adaptando-se a cenários de demanda mais leves e de alta tenacidade.
Suas principais aplicações são extensas, incluindo:
Invólucros de sensores para implantes médicos: A moldagem por inserção atinge vedação zero de folga, o que evita a intrusão de fluidos juntamente com qualquer falha resultante no equipamento.
Conectores de acionamento do airbag automotivo: O sistema mantém a estabilidade operacional enquanto protege contra o desprendimento de componentes, o que resultaria em interrupção do sinal.
Bases de pinos resistentes à corrosão aeroespacial: O material melhora a resistência da colagem e fornece proteção aprimorada contra condições ambientais severas.
As limitações da montagem pós-moldagem ao enfrentar tolerâncias abaixo de 50 mícrons
Os processos de pós-moldagem que usam métodos de fusão a quente e prensagem tornam-se destrutivos para os pilares de plástico quando os operadores usam tolerâncias de ±0,02 mm porque esses métodos criam tensão interna que eventualmente leva ao desenvolvimento de microfissuras até que ocorra a quebra completa do módulo.
O processo de prensagem tradicional exige um CPK de 1,33 ou superior, mas sua taxa de rendimento fica abaixo de 85% , o que leva a maiores despesas de produção. A taxa de rendimento para moldagem por inserção permanece alta porque permite a produção de componentes precisos com alta precisão de fabricação.
Quer aprender rapidamente sobre casos de aplicação de moldagem por inserção em módulos de alta precisão? Baixe o white paper sobre o processo de moldagem por inserção para visualizar intuitivamente soluções e efeitos práticos em diferentes campos.
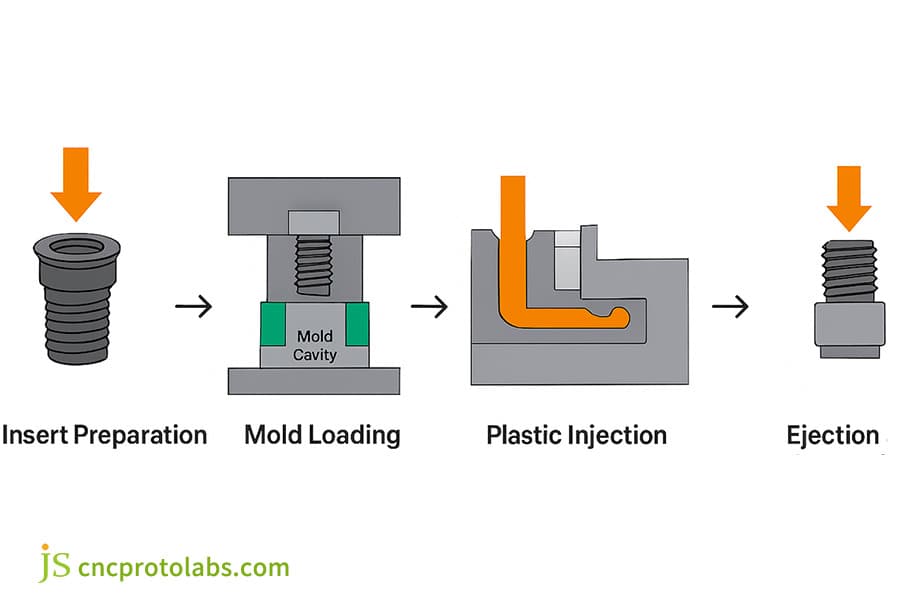
Figura 1: diagrama de quatro etapas que ilustra o processo de moldagem por pastilha: preparação da pastilha, carregamento do molde, injeção de plástico e ejeção da peça.
Como o processo de moldagem por inserção reduz os pontos de falha em comparação com a montagem pós-moldagem?
A moldagem da pastilha utiliza tensão compressiva circunferencial que o resfriamento do plástico cria como um mecanismo de travamento para fixar a pastilha. O processo cria micro vedação completa que protege contra corrosão e atenuação do sinal de desgaste por atrito. Este princípio está em conformidadecom o padrão de teste de torque ISO 16047.
Compreendendo a tensão compressiva circunferencial em peças moldadas por inserção
O material plástico que inclui PBT e 30% de fibras de vidro apresenta uma taxa de contração por resfriamento entre 0,4% e 0,9%, o que gera tensão de compressão circunferencial de 20 MPa a 40 MPa no metal inserir. Este processo resulta em um ajuste completo e sem lacunas entre os dois componentes.
O material plástico que sofre resfriamento exerce uma forte força de agarramento na pastilha dessa forma. O processo de pós-moldagem precisa estabelecer uma ligação permanente entre os componentes através de um ajuste de interferência que não consegue alcançar.
Simplificando, é como torcer fortemente um elástico em volta de uma garrafa. Depois de esfriar e encolher, o elástico ainda fica firmemente pressionado contra a garrafa e quase não se solta. Um ajuste de interferência, entretanto, é mais parecido com uma rolha que foi inserida à força; depois de um tempo, lacunas serão formadas.
Mitigação de corrosão por atrito e relaxamento de tensão em contatos elétricos
O processo de pós-moldagem depende da tensão de fluência existente que permanece dentro do material plástico. O processo de relaxamento de tensão atinge uma taxa de 40% a 80°C, o que faz com que a pastilha se solte e cause desgaste por fricção.
Os detritos de desgaste geram um aumento abrupto na resistência de contato que atinge mais de 100mΩ em vez de menos de 5mΩ, o que interrompe o fluxo do sinal. A moldagem por inserção evita completamente esse modo de falha específico.
Tipo de processo
Taxa de relaxamento de estresse em alta temperatura de 80°C
Resistência de contato inicial
Resistência ao contato após uso prolongado
Risco de falha
Inserir moldagem
<5%
<5mΩ
<8mΩ
Extremamente baixo
Pós-moldagem
40%
<5mΩ
>100mΩ
Extremamente alto
Preocupado com o risco de desgaste por atrito nos componentes existentes? Entre em contato com nossos engenheiros para obter uma estimativa de custo gratuita para atualizar seu processo de moldagem por inserção e determinar rapidamente se vale a pena.
Quais são os custos ocultos na moldagem de plástico personalizada: moldagem por inserção vs. Secondary Operations?
Os fabricantes tendem a ignorar os custos ocultos , como taxas de refugo de montagem secundária, armazenamento de produtos semiacabados e perdas por tempo de inatividade da linha de produção, ao comparar esses dois processos. São esses fatores que levam à diferença de custo entre dois itens.
Decompondo o custo explícito: investimento em ferramentas versus economia de mão de obra unitária
O molde de moldagem por inserção requer posicionamento de braço deslizante/robótico, que é 18% -25% mais caro que a moldagem por injeção padrão, mas pode economizar o processo de montagem secundária e reduzir o custo de mão de obra por peça em 45% -60%.
Tomando como exemplo uma carcaça de carro com 4 porcas, uma única peça pode economizar 12 segundos de tempo de processo, e produzir 100.000 peças anualmente pode economizar dezenas de milhares de dólares apenas com mão de obra.
Revelando os custos ocultos: taxa de sucata e estoque de semiacabados na pós-moldagem
A taxa de sucata da Post Molding fica entre 1,5% e 3,5%. A empresa perderá entre US$ 15.000 e US$ 35.000 a cada ano devido à sucata, que resulta da produção de 100.000 unidades com preço unitário de US$ 10.
Ao monitorar o fluxo do molde durante a moldagem por inserção, a taxa de refugo é mantida em no máximo 0,5%. Além disso, a necessidade de armazenamento de produtos semiacabados é completamente eliminada, o que leva a uma redução ainda maior nos custos de produção.
Quando o serviço de moldagem por inserção é uma escolha mais econômica do que a pós-moldagem para peças críticas de alto volume?
A vantagem de preço que o serviço de moldagem por inserção tem sobre outros tipos de produção é mais evidente à medida que o volume de produção aumenta.
Por exemplo, quando a quantidade demandada anualmente é superior a 50.000 unidades, o pagamento inicial pelo molde é recuperado ao longo do tempo pela produção automatizada, e o preço unitário será drasticamente mais baixo para moldagem por inserção em comparação com o da pós-montagem.
Analisando o gráfico de equilíbrio de custos de volume para moldagem por inserção
As diferenças de custo entre os dois processos em diferentes volumes de produção são mostradas na tabela abaixo:
Demanda Anual
Custo unitário pós-moldagem (USD)
Inserir custo unitário de moldagem (USD)
Diferença de custo (USD/unidade)
Vantagens da moldagem de inserção
Processo recomendado
<5.000 unidades
8,5-10,2
8,95-11,0
Pós-moldagem 0,45-0,80
Nenhum
Pós-moldagem
5.000-49.999 unidades
7,2-8,8
7,5-9,0
Pós-moldagem 0,1-0,3
Qualidade superior
Escolha conforme necessário
50.000-150.000 unidades
6,5-7,8
6,5-7,8
Mesmo
Valor de CPK 30% maior
Inserir Moldagem
150.001-200.000 unidades
6,0-7,2
5,5-6,8
Custo de moldagem de inserção 0,3-0,5 menor
Oferecendo vantagens de qualidade e custo
Inserir Moldagem
>200.000 peças
5,8-7,0
4,7-5,8
Custo de moldagem de inserção 1,1-1,2 menor
Vantagem de custo significativa, PPM<200
Inserir Moldagem
O impacto dos sistemas de alimentação automatizados na estabilidade do processo
Os sistemas de alimentação automatizados têm a capacidade de reduzir a dispersão do tempo de colocação da pastilha de 2,5 segundos (manual) para 0,1 segundos, eliminando completamente o perigo de compressão do molde devido ao posicionamento incorreto ou omissão, e fornecendo uma garantia de produção constante de alto volume.
Figura 2: uma seleção de vários componentes de plástico preto, incluindo uma peça com vários furos e um disco com inserção dourada, colocado sobre um fundo branco.
Por que os componentes moldados por inserção mantêm melhor a retenção de torque em ambientes de alta vibração?
No caso de componentes moldados por inserção que estão sujeitos a vibrações de alta frequência, um fator primário para sua excelente capacidade de reter torque é que o movimento direcional e o enrijecimento das correntes plásticas através da superfície serrilhada levam a um intertravamento mecânico em nível molecular.
Como a ciclagem térmica causa diminuição do torque em insertos roscados pós-moldados
O ciclo térmico de aquecimento e resfriamento de porcas pós-moldadas entre -40°C e 125°C por 1.000 vezes resultou na mudança de torque de 4,2 Nm para 2,9 Nm, ou seja, uma perda de torque de 31,5%, que foi medida de acordo com a ISO 16047 padrão.
Por outro lado, o torque da porca moldada por inserção foi apenas uma diminuição quase imperceptível para 4,0 Nm, ou seja, uma diminuição de 4,8%.
A partir disso, pode-se concluir que as peças pós-moldadas correm um risco maior de se soltarem e causarem riscos à segurança, enquanto as peças moldadas por inserção preservam um nível de torque constante que torna seu desempenho emissivo de confiabilidade para o mundo exterior.
Como a orientação do fluxo do polímero melhora a retenção
Por exemplo, pense em como o concreto é despejado em ranhuras padronizadas. Depois que o concreto endurecer, ele terá um padrão exato de ranhura e não se soltará facilmente, mesmo se estiver sujeito a vibrações ou mudanças de temperatura, etc.
Na montagem normal, é como juntar dois objetos muito lisos, que serão separados pela menor força externa.
O plástico derretido preenche as ranhuras serrilhadas de uma inserção, após o que ele esfria e forma um nível de mícron invertido ou com formato côncavo. Ao fazer isso, ele não apenas se ajusta confortavelmente à diferença CTE do metal, mas também combate eficientemente a deformação térmica e mantém a pastilha firmemente presa ao mesmo tempo.
Figura 3: close-up de uma inserção de metal com rosca preta sendo prensada em um material de substrato branco, demonstrando a precisão do processo de ligação mecânica.
Como selecionar as pastilhas certas para moldagem de plástico para equilibrar custo e resistência à extração?
O desempenho da moldagem por pastilha é amplamente determinado pela escolha da pastilha, e é necessário fazer o equilíbrio entre a força de extração e a resistência à torção. Ao mesmo tempo, o efeito do pré-aquecimento da pastilha na resistência da linha de adesão não deve ser negligenciado.
Seleção de design serrilhado: recartilhado reto versus diamante para desempenho ideal
Vários tipos de recartilhamento são mais ou menos apropriados para determinadas situações, o que significa que o desempenho pode variar significativamente. In particular:
Recartilhamento reto: a resistência à tração de materiais de latão/PC chega a 250-300 N, o que é perfeito para cenários onde as forças de tração axiais são a principal preocupação, por exemplo, pinos de sensores.
Recartilhamento diamantado: Retenção de torque acima de 8 Nm, o que é bom se as peças forem sujeitas a desmontagens e montagens repetidas, por exemplo, automotive parts fixing nuts.
A JS Precision sugere uma profundidade de recartilhamento entre 0,2 e 0,4 mm para obter um bom compromisso entre a resistência da união e a tensão plástica.
O papel crítico do pré-aquecimento da pastilha na eliminação de linhas de solda
As linhas de solda são formadas quando uma inserção fria (22°C) causa um resfriamento acentuado da frente do fluxo de material (250°C), que é a formação de uma linha de ligação fraca no curso do fluxo. Eles fazem com que a resistência seja reduzida em 20%-35%, de acordo com a JS Precision, o pré-aquecimento da pastilha a 120°C-150°C eliminará essas linhas completamente.
Se não tiver certeza de como escolher inserções para moldagem de plástico, você pode agendar uma consulta individual com um engenheiro para aconselhamento de seleção profissional.
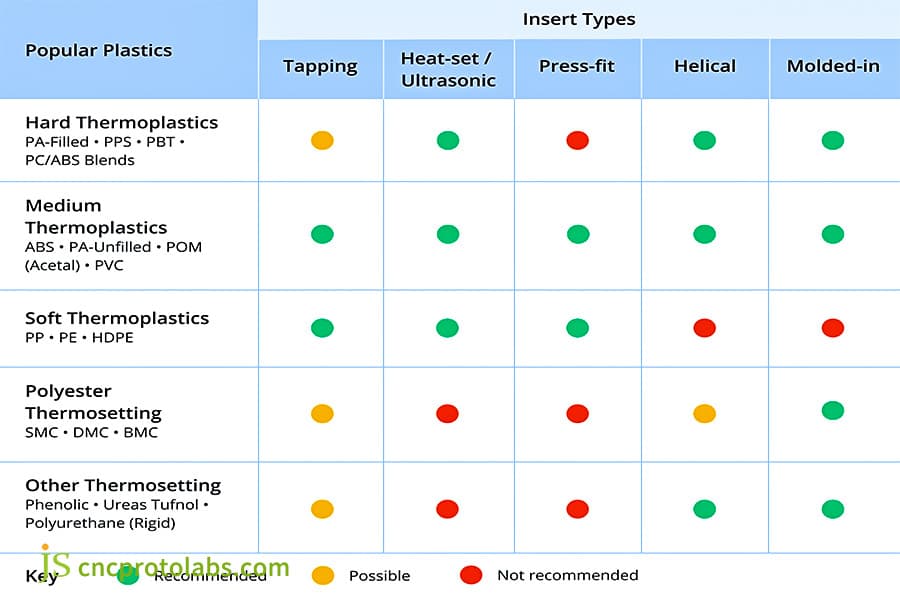
Figura 4: uma tabela de compatibilidade com pontos coloridos indicando combinações recomendadas, possíveis e não recomendadas de vários plásticos e tipos de pastilhas para moldagem por pastilhas.
Como a moldagem por inserção elimina a falha de "branqueamento por estresse" comum em ajustes por pressão pós-moldagem?
Os ajustes de pressão pós-moldagem causam tensão residual de tração não reversível nas paredes do furo de plástico, o que leva ao branqueamento por tensão, por outro lado, a moldagem da inserção é o plástico fundido e encolhido para encapsular a inserção, o que é apenas uma tensão de compressão segura.
É como se você forçasse uma folha de plástico e ela ficasse branca e quebradiça. Se você apenas embrulhar um objeto com uma folha de plástico, ele permanecerá normal. O primeiro quebra-se facilmente, enquanto o segundo é forte e duradouro.
Esforço de tração de ajuste de pressão vs. Esforço de compressão moldado
Expandir a parede do furo em mais de 2% durante o encaixe por pressão resultará em estrias que podem ser fontes de trincas por fadiga. Por outro lado, a moldagem por inserção produz um nível de tensão uniforme sem qualquer concentração e, portanto, aumenta significativamente a vida útil em fadiga em 5 a 8 vezes.
Por que as sondas médicas transparentes exigem moldagem por inserção
Os invólucros médicos transparentes são altamente sensíveis a alterações nas propriedades ópticas e podem rachar facilmente. O branqueamento e rachaduras das partes visíveis ocorrem frequentemente após a pós-moldagem, esses defeitos também destroem a vedação.
A moldagem por inserção pode garantir uma aparência impecável e um nível de vedação IP67/IP68, pode satisfazer inteiramente as demandas da área médica.
Especialmente, a moldagem por inserção de plástico está mais alinhada com as propriedades do material das conchas médicas transparentes, portanto, pode prevenir eficazmente o problema de incompatibilidade de material.
Por que as cotações de moldagem por injeção variam significativamente entre projetos de inserção e de moldagem padrão?
As cotações de moldagem por injeção são mais altas do que a moldagem por injeção padrão, principalmente devido ao custo de integração de acessórios de alimentação automatizados, sensores de detecção incorporados e monitoramento de segurança do molde.
Detalhando a Demonstração: Custo de Automação, Acessórios e Sensores em Engenharia
Pode-se dizer que os principais componentes que contribuem para o custo da moldagem por inserção são os seguintes:
Taxa para projetar o dispositivo de posicionamento de precisão: US$ 1.200 a US$ 3.500, para garantir que a pastilha seja posicionada com precisão
Módulo de detecção de alta sensibilidade: US$ 800 a US$ 2.000, garantindo que a inserção esteja na posição e orientação corretas.
Taxa de programação da lógica de proteção do molde: Uma estratégia para evitar danos ao molde que podem ser causados por insertos colocados incorretamente.
Significância do tempo de posicionamento da inserção no cálculo do tempo total de ciclo
Trabalhando com um único ciclo de molde que é apenas 3 a 8 segundos mais longo que o ciclo normal de moldagem por injeção, a moldagem por inserção é realmente capaz de reduzir o ciclo geral do processo (incluindo pós-montagem) em 15 a 25 segundos, levando até mesmo a uma eficiência relativamente maior de toda a operação.
Além disso, uma análise clara da composição do custo de moldagem de plástico personalizado pode ser de grande ajuda para calcular seu investimento com mais precisão e evitar perdas de custos ocultas.
Análise de caso:JS Precision resolve o desafio da deterioração do torque em inserções de caixas de ECU automotivas
A força de aperto de torque das inserções da carcaça da ECU do automóvel determina a estabilidade de todo o sistema eletrônico do veículo. Um famoso fabricante de peças automotivas estava enfrentando esse problema e, finalmente, graças à solução de moldagem por inserção da JS Precision, eles conseguiram se livrar dele. A seguir está um relatório completo sobre a solução do caso.
Problemas enfrentados:
O processo pós-moldagem original do cliente era tal que, após um teste de durabilidade do veículo (150.000 km), o torque de remoção das porcas de latão M4 prensadas diminuiu de 3,8 Nm iniciais para 2,4 Nm (redução de 37%).
Isso causou contato ineficaz nos terminais do chicote elétrico, possibilitando mau funcionamento do sistema eletrônico durante a operação do veículo. E há um alto risco de recall neste caso e isso também significará grande pressão de qualidade e possíveis perdas para o cliente.
Além disso, o processamento pós-moldagem teve um percentual de desperdício de 3,2% e, devido ao sucateamento, o cliente teve que gastar mais de US$ 80.000 anualmente. E como o processo de montagem manual era lento e ineficiente, ele não conseguia nem atender à metade dos requisitos de entrega de alto volume do cliente.
Solução:
Depois de receber o requisito, a equipe de engenharia da JS Precision primeiro otimizou os desenhos das peças do cliente com DFM e desenvolveu uma solução de moldagem por inserção direcionada com base no cenário de uso de caixas de ECU automotivas.
1. No início, a otimização do DFM alterou o design da porca serrilhada reta para um processo moldado por inserção e o serrilhado foi alterado de um serrilhado reto para um serrilhado de diamante escalonado de 30°, o que aumentou a resistência rotacional entre o inserto e o plástico and enhanced the torque holding force.
2. Com a ajuda da análise do Moldflow, a temperatura na frente do enchimento de plástico foi bem controlada e a temperatura de pré-aquecimento da pastilha foi rigorosamente controlada em 135°C±5°C. Isso removeu as linhas de solda fracas do material frio na parte de trás da porca, aumentando assim a resistência da união.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
Perguntas frequentes
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Resumo
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Isenção de responsabilidade
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.