إدراج القولبة مقابل قولبة ما بعد القولبة: التكلفة والموثوقية للمكونات المهمة
كتب بواسطة
الدقة شبيبة
تم النشر
Apr 10 2026
إدراج صب
تابعونا
لقد برزت قوالب الإدخال كحل أساسي يساعد كبرى الشركات المصنعة العالمية في حل المشكلات المرتبطة بالطرق التقليدية لأعمال ما بعد التجميع.
هل تواجه انقطاعًا في الإشارة بسبب التآكل المزعج الذي ألحق الضرر بإدخالاتك عالية الدقة التي قمت بتركيبها بعد أعمال التجميع؟ تخلق عملية التجميع الثانوية التي تستخدمها شركتك صعوبات تشغيلية بينما تنتج معدلات خردة عالية تؤدي إلى خسائر أرباح مستمرة.
تواجه الصناعات الطبية وصناعات السيارات والفضاء أخطر تحديات الموثوقية لأن طرق ما بعد التجميع التقليدية تخلق عوائق في الأداء تمنع إجراء اختبار فعال للمنتج.
سوف تستكشف هذه المقالة الأسباب التي دفعت كبار المصنعين العالميين إلى اعتماد أساليب صب الإدراج.
ملخص الإجابة الأساسية
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛ العرض: 100%؛ عرض الحدود: 1px؛" border="1" data-ace-table-col-widths="200;200;200">
لا توجد فجوة، ضغط ضغط محيطي بلاستيكي يقفل الإدخال فعليًا.
توجد فجوة في مستوى الميكرومتر، وتعتمد على تناسب التداخل والاحتكاك.
<تر>
تكلفة الإنتاج الضخم
بعد تخصيص القالب، يتم تقليل التكلفة الإجمالية لكل وحدة بنسبة 30-45%.
تتطلب العمليات اللاحقة عمالة مكثفة، مما يؤدي إلى خسائر عالية في الجودة المخفية.
<تر>
بيئة الاهتزاز، الاحتفاظ بعزم الدوران
>95% معدل الاحتفاظ بعزم الدوران الأولي (بعد 1000 دورة حرارية).
يتحلل إلى <70%، مما يشكل خطرًا مميتًا بالارتخاء.
الاستنتاجات الرئيسية:
يوفر قالب الإدخال الحل الهندسي الوحيد الذي يوفر حماية كاملة ضد التآكل لمكونات نقل الإشارة.
بالنسبة للإنتاج الضخم لأكثر من 50000 وحدة، يصبح إجمالي نفقات صب القوالب أكثر اقتصادا من نفقات ما بعد القولبة.
يجب الحفاظ على درجة حرارة التسخين المسبق ضمن نطاق 120-150 درجة مئوية لأن هذه العملية تساعد على إزالة خطوط الترابط الضعيفة التي تحدث عند خطوط اللحام.
كيف يعمل قالب الإدخال الدقيق لـ JS على تحسين تكاليف المكونات وجودتها
يُعتبر قالب الإدخال بمثابة وسيلة حيوية تساعد الشركات المصنعة على تحقيق الدقة العالية والموثوقية مع توفير التكاليف وتحسين إمكانية تسويق المنتج.
توفر لك JS Precision حلول عمليات كاملة تتضمن حلولًا مخصصة عندما يواجه عملك مشاكل في جودة المكونات ونفقات التشغيل المرتفعة.
لقد مكنتنا خبرتنا الواسعة في تطوير عمليات التشكيل بالإدراج من مساعدة العديد من الشركات الطبية وشركات السيارات والفضاء في حل نفقاتها ومشاكل أداء المكونات.
يسمح لك حل التشكيل الدقيق للإدخال من JS بتحديد متطلباتك، ويتيح لك التحليل الدقيق لتدفق القالب جنبًا إلى جنب مع التحكم في التسخين المسبق ونظام مراقبة القالب الحفاظ على معدلات خردة المكونات أقل من 0.5% مما يؤدي إلى توفير كبير في التكاليف من خلال تقليل الخردة بما يتجاوز معايير الصناعة.
أدى اعتماد عمليتنا من قبل شركة سيارات منافسة إلى انخفاض تكاليف الإنتاج بنسبة 50% لكل مكون، مما وفر لهم 120 ألف دولار سنويًا.
انخفض معدل عيوب جزء في المليون للمنتج من 3200 جزء في المليون إلى أقل من 50 جزء في المليون مما أدى إلى تحسين صورة المنتج في السوق مع تقليل تكاليف إصلاحات المنتج بعد البيع.
تحقق عملية التشكيل بالإدخال في JS Precision إزالة كاملة للفجوات الصغيرة التي لا تستطيع طرق التجميع التقليدية تحقيقها وبالتالي إيقاف فقدان الإشارة بسبب التآكل المزعج. تتلقى مكوناتك الأساسية ضمان الموثوقية من خلال هذا النظام الأساسي مما يقلل من احتمالية فشلها.
يقدم فريقنا الهندسي خدمات احترافية لتحسين أداء سوق دبي المالي والتي تعمل على إنشاء حلول مخصصة بناءً على متطلبات تصميم الأجزاء المحددة لديك.
تضمن هذه العملية تزامنًا مثاليًا للمنتج مع متطلباتك بينما تمكنك من إدارة النفقات مما يؤدي إلى تحقيق جميع التزاماتك المالية نتائج مربحة.
<اقتباس>
إذا كنت منزعجًا من ارتفاع تكاليف المكونات والجودة غير المتسقة، فاتصل بمهندسي JS Precision للحصول على تقييم مجاني لحل قوالب الإدخال المخصصة لديك ودع البيانات تثبت قيمة عمليتنا.
لماذا تختار قالب الإدخال للمكونات الحرجة عالية الدقة؟
يشير قولبة الإدخال إلى وضع الإدخالات في القالب قبل صب البلاستيك المنصهر وتشكيل الإدخالات والمكونات البلاستيكية معًا. تؤدي هذه الطريقة إلى إزالة خطوة التجميع مع أيضًا تقليل احتمال حدوث الأخطاء والإخفاقات عند المصدر.
إن قوالب الإدخال البلاستيكية، وهي نوع من قوالب الإدخال، تتعلق بشكل أساسي بتعديل ودمج المواد البلاستيكية والإدخالات. إنها قادرة على تلبية متطلبات الوزن الخفيف والمتانة العالية.
تعريف عملية صب الإدراج ودورها في التطبيقات الحرجة
إن قولبة الإدخال هي عملية تتطلب وضع الإدخال مسبقًا داخل القالب لإنشاء منتج متكامل بالبلاستيك المنصهر وبالتالي التخلص من احتياجات التجميع بعد الإنتاج مع تقليل احتمالات الخطأ والعيوب من البداية.
كنوع من التقسيم الفرعي لقوالب الإدخال، يركز صب إدراج البلاستيك بشكل أكبر على تكييف المواد البلاستيكية والإدخالات وتكاملها، والتكيف مع سيناريوهات الطلب الأكثر خفة الوزن والمتانة العالية.
تطبيقاتها الرئيسية واسعة النطاق، بما في ذلك:
مبيتات أجهزة الاستشعار الطبية المخصصة للزرع: يحقق القالب المُدخل سدًا صفريًا للفجوات مما يمنع تسرب جميع السوائل مع أي عطل ناتج عن المعدات.
موصلات تشغيل الوسادة الهوائية للسيارة: يحافظ النظام على الاستقرار التشغيلي مع الحماية من انفصال المكونات الذي قد يؤدي إلى انقطاع الإشارة.
قواعد الدبوس المقاومة للتآكل في الفضاء الجوي: تعمل المادة على تحسين قوة الترابط مع توفير حماية معززة ضد الظروف البيئية القاسية.
القيود المفروضة على تجميع ما بعد القولبة عند مواجهة التفاوتات التي تقل عن 50 ميكرون
تصبح عمليات ما بعد القولبة التي تستخدم طرق الذوبان الساخن والضغط مدمرة للأعمدة البلاستيكية عندما يستخدم المشغلون تفاوتات تبلغ ±0.02 مم لأن هذه الطرق تخلق إجهادًا داخليًا يؤدي في النهاية إلى ظهور تشققات صغيرة حتى يحدث انهيار كامل للوحدة.
تتطلب عملية الضغط التقليدية وجود CPK يبلغ 1.33 أو أعلى، ومع ذلك يقل معدل إنتاجها عن 85% مما يؤدي إلى ارتفاع تكاليف الإنتاج. يظل معدل إنتاجية قوالب الإدخال مرتفعًا لأنه يتيح إنتاج مكونات دقيقة بدقة تصنيع عالية.
<اقتباس>
هل ترغب في التعرف سريعًا على حالات تطبيق قوالب الإدخال في الوحدات عالية الدقة؟ قم بتنزيل المستند التقني الخاص بعملية التشكيل بالإدراج لعرض الحلول والتأثيرات العملية في مجالات مختلفة بشكل بديهي.
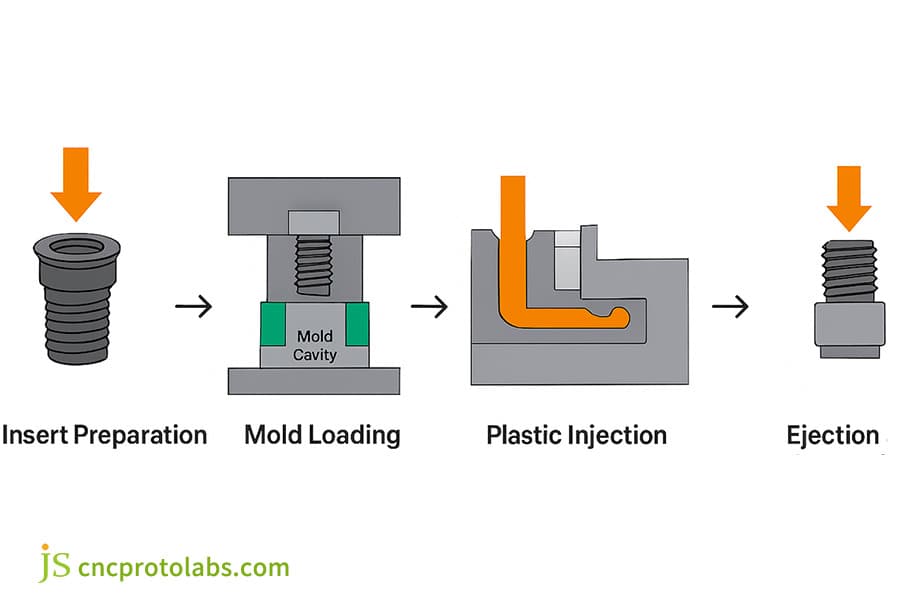
الشكل 1: رسم تخطيطي من أربع خطوات يوضح عملية قولبة الإدخال: إعداد الإدخال، وتحميل القالب، وحقن البلاستيك، وإخراج الأجزاء.
كيف تقلل عملية إدخال القالب من نقاط الفشل مقارنة بتجميع ما بعد القولبة؟
يستخدم قالب الإدخال ضغطًا ضاغطًا محيطيًا ينشئه التبريد البلاستيكي كآلية قفل لتأمين الإدخال. تخلق هذه العملية إغلاقًا كاملاً للفجوة الدقيقة مما يحمي من التآكل وتوهين إشارة التآكل. يتوافق هذا المبدأ مع معيار اختبار عزم الدوران ISO 16047.
فهم إجهاد الضغط المحيطي في الأجزاء المقولبة المدرجة
تُظهر المادة البلاستيكية التي تحتوي على PBT و30% من الألياف الزجاجية معدل انكماش تبريد يتراوح بين 0.4% و0.9% مما يولد ضغطًا محيطيًا يتراوح من 20 ميجا باسكال إلى 40 ميجا باسكال على المعدن أدخل. تؤدي هذه العملية إلى توافق كامل بدون فجوات بين المكونين.
تمارس المادة البلاستيكية التي تخضع للتبريد قوة إمساك قوية على المدخل بهذه الطريقة. تحتاج عملية ما بعد التشكيل إلى إنشاء ترابط دائم بين المكونات من خلال توافق التداخل الذي لا يمكن تحقيقه.
ببساطة، يشبه الأمر لف شريط مطاطي بقوة حول الزجاجة. بعد التبريد والانكماش، يظل الشريط المطاطي مضغوطًا بإحكام على الزجاجة ولا يكاد ينفك. لكن التداخل يشبه الفلين الذي يتم إدخاله بالقوة، وبعد فترة ستتشكل فجوات.
تخفيف التآكل وتخفيف الضغط في الاتصالات الكهربائية
تعتمد عملية ما بعد التشكيل على إجهاد الزحف الموجود داخل المادة البلاستيكية. تصل عملية تخفيف الضغط إلى معدل 40% عند 80 درجة مئوية، مما يتسبب في ارتخاء الحشوة ويؤدي إلى التآكل.
يولد حطام التآكل زيادة مفاجئة في مقاومة التلامس التي تصل إلى أكثر من 100mΩ من أقل من 5mΩ، مما يعطل تدفق الإشارة. يمنع قالب الإدخال تمامًا وضع الفشل هذا.
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛" border="1" data-ace-table-col-widths="200;200;200;200;200">
هل تشعر بالقلق إزاء خطر تآكل المكونات الموجودة؟ اتصل بمهندسينا للحصول على تقدير مجاني للتكلفة لترقية عملية التشكيل بالإدراج وتحديد ما إذا كانت تستحق العناء بسرعة.
ما هي التكاليف المخفية في صب البلاستيك المخصص: إدراج صب مقابل. العمليات الثانوية؟
يميل المصنعون إلى تجاهل التكاليف المخفية مثل معدلات خردة التجميع الثانوي، وتخزين المنتجات شبه النهائية، وخسائر وقت التوقف عن العمل في خط الإنتاج أثناء مقارنة هاتين العمليتين. وهذه العوامل هي التي تؤدي إلى فرق التكلفة بين عنصرين.
تقسيم التكلفة الصريحة: الاستثمار في الأدوات مقابل توفير وحدة العمل
يتطلب إدراج قالب القالب وضع شريط التمرير/الذراع الآلي، وهو أكثر تكلفة بنسبة 18% -25% من قولبة الحقن القياسية، ولكنه يمكن أن يوفر عملية التجميع الثانوية و يقلل من تكلفة العمالة لكل قطعة بنسبة 45% -60%.
بأخذ هيكل السيارة المكون من 4 صواميل كمثال، يمكن للقطعة الواحدة توفير 12 ثانية من وقت المعالجة، وإنتاج 100000 قطعة سنويًا يمكن أن يوفر عشرات الآلاف من الدولارات من خلال العمالة فقط.
الكشف عن التكاليف الخفية: معدل الخردة والمخزون شبه النهائي في مرحلة ما بعد التشكيل
يتراوح معدل الخردة في قوالب ما بعد الصب بين 1.5% و3.5%. ستخسر الشركة ما بين 15000 دولار و35000 دولار سنويًا بسبب المواد الخردة، والتي تنتج عن إنتاج 100000 وحدة بسعر 10 دولارات للوحدة.
من خلال مراقبة تدفق القالب أثناء صب القالب، يتم الحفاظ على معدل الخردة منخفضًا إلى 0.5% على الأكثر. علاوة على ذلك، تمت إزالة الحاجة إلى تخزين المنتجات شبه النهائية تمامًا مما يؤدي إلى انخفاض أكبر في تكاليف الإنتاج.
متى تكون خدمة إدراج القالب خيارًا أكثر فعالية من حيث التكلفة من خدمة ما بعد التشكيل للأجزاء المهمة ذات الحجم الكبير؟
إن الميزة السعرية التي تتمتع بها خدمة صب القوالب مقارنة بأنواع الإنتاج الأخرى تكون أكثر وضوحًا مع زيادة حجم الإنتاج.
على سبيل المثال، عندما تكون الكمية المطلوبة على أساس سنوي أكثر من 50000 وحدة، يتم استرداد الدفعة الأولية للقالب بمرور الوقت من خلال الإنتاج الآلي، و سيكون سعر الوحدة أقل بشكل كبير بالنسبة لقولبة الإدخال مقارنة بسعر التجميع اللاحق.
تحليل مخطط التعادل لتكلفة الحجم لقولبة الإدراج
يوضح الجدول أدناه فروق التكلفة بين العمليتين عند أحجام الإنتاج المختلفة:
<ديف>
<جدول الطبقة = "ace-table" نمط = "انهيار الحدود: انهيار؛ لون الحدود: #000000؛ العرض: 99.9891٪؛" border="1" data-ace-table-col-widths="200;200;200;200;200;200">
تتمتع أنظمة التغذية الآلية بالقدرة على تقليص التشتت الزمني لوضع الإدخال من 2.5 ثانية (يدويًا) إلى 0.1 ثانية، الإزالة الكاملة لخطر ضغط القالب بسبب سوء الوضع أو الإغفال، وتوفير ضمان لإنتاج ثابت بكميات كبيرة.
الشكل 2: مجموعة مختارة من المكونات البلاستيكية السوداء المتنوعة، بما في ذلك جزء متعدد الفتحات وقرص بإدخال ذهبي، موضوعة على خلفية بيضاء.
لماذا تحافظ المكونات المقولبة على الاحتفاظ بعزم الدوران بشكل أفضل في البيئات عالية الاهتزاز؟
في حالة المكونات المقولبة التي تتعرض لاهتزازات عالية التردد، فإن العامل الأساسي لقدرتها المتميزة على الاحتفاظ بعزم الدوران هو أن الحركة الاتجاهية وتصلب السلاسل البلاستيكية من خلال السطح المخرش يؤدي إلى تشابك ميكانيكي على المستوى الجزيئي.
كيف يتسبب ركوب الدراجات الحرارية في تسوس عزم الدوران في الإدخالات الملولبة المقولبة
أدى التدوير الحراري لتسخين وتبريد الصواميل المقولبة بين -40 درجة مئوية و125 درجة مئوية لمدة 1000 مرة إلى تغيير عزم الدوران من 4.2 نيوتن متر إلى 2.9 نيوتن متر، أي فقدان عزم الدوران بنسبة 31.5%، والذي تم قياسه وفقًا لـ ISO 16047 قياسي.
من ناحية أخرى، كان عزم دوران الصمولة المقولبة مجرد انخفاض غير محسوس تقريبًا إلى 4.0 نيوتن متر، أي انخفاض بنسبة 4.8%.
من هذا، يمكن للمرء أن يستنتج أن الأجزاء المقولبة أكثر عرضة لخطر الارتخاء والتسبب في مخاطر تتعلق بالسلامة، بينما تحافظ الأجزاء المقولبة المدرجة على مستوى ثابت من عزم الدوران مما يجعل أدائها ينبعث من الموثوقية للعالم الخارجي.
كيف يعمل اتجاه تدفق البوليمر على تحسين عملية الاستبقاء
على سبيل المثال، فكر في كيفية صب الخرسانة في الأخاديد المنقوشة. بعد أن تتصلب الخرسانة، سيكون لها نمط دقيق للأخدود ولن تنخلع بسهولة، حتى لو تعرضت للاهتزاز أو تغيرات درجة الحرارة، وما إلى ذلك.
في التجميع العادي، يشبه الأمر وضع جسمين ناعمين للغاية معًا، حيث سينفصلان بأقل قوة خارجية.
يملأ البلاستيك المنصهر الأخاديد المخرشة للمدخل، وبعد ذلك يبرد ويشكل شكلًا معكوسًا أو مقعرًا على مستوى الميكرون. ومن خلال القيام بذلك، فإنه لا يضبط نفسه بشكل مريح مع اختلاف CTE المعدني فحسب، بل أيضًا يكافح بكفاءة الزحف الحراري ويحافظ على ثبات الإدخال بقوة في نفس الوقت.
الشكل 3: لقطة مقربة لمدخل معدني ملولب أسود يتم ضغطه على مادة ركيزة بيضاء، مما يوضح دقة عملية الربط الميكانيكية.
كيفية اختيار المدخلات المناسبة لقولبة البلاستيك لتحقيق التوازن بين التكلفة وقوة السحب؟
يتم تحديد أداء قالب الإدخال إلى حد كبير من خلال اختيار الإدخال، ويجب تحقيق التوازن بين قوة السحب وقوة الالتواء . وفي الوقت نفسه، يجب عدم التغاضي عن تأثير التسخين المسبق للإدراج على قوة خط الربط.
اختيار تصميم التخريش: التخريش المستقيم مقابل التخريش الماسي للحصول على الأداء الأمثل
تعتبر أنواع مختلفة من التخريش مناسبة إلى حد ما لمواقف معينة، مما يعني أن الأداء يمكن أن يختلف بشكل كبير. على وجه الخصوص:
التخريش المستقيم: تصل قوة سحب مواد النحاس/الكمبيوتر إلى 250-300 نيوتن، وهو مثالي للسيناريوهات التي تكون فيها قوى الشد المحورية هي الاهتمام الرئيسي، على سبيل المثال، دبابيس المستشعر.
التخريش الماسي: الاحتفاظ بعزم الدوران أعلى من 8 نيوتن متر، وهو أمر جيد إذا كانت الأجزاء خاضعة للتفكيك والتجميع المتكرر، على سبيل المثال. صواميل تثبيت قطع غيار السيارات.
تقترح شركة JS Precision عمق تخريش يتراوح بين 0.2 و0.4 ملم لتحقيق توافق جيد بين قوة الرابطة وضغط البلاستيك.
الدور الحاسم للتسخين المسبق في إزالة خطوط اللحام
تتشكل خطوط اللحام عندما يتسبب الإدخال البارد (22 درجة مئوية) في تبريد حاد لمقدمة تدفق المواد (250 درجة مئوية) مما يؤدي إلى تكوين خط رابط ضعيف أثناء التدفق. فهي تتسبب في انخفاض القوة بنسبة 20%-35%، وفقًا لـ JS Precision، إدخال التسخين المسبق إلى 120 درجة مئوية - 150 درجة مئوية سيزيل هذه الخطوط تمامًا.
إذا لم تكن متأكدًا من كيفية اختيار إدراجات قولبة البلاستيك، فيمكنك تحديد موعد لاستشارة مهندس فردي للحصول على مشورة الاختيار الاحترافي.
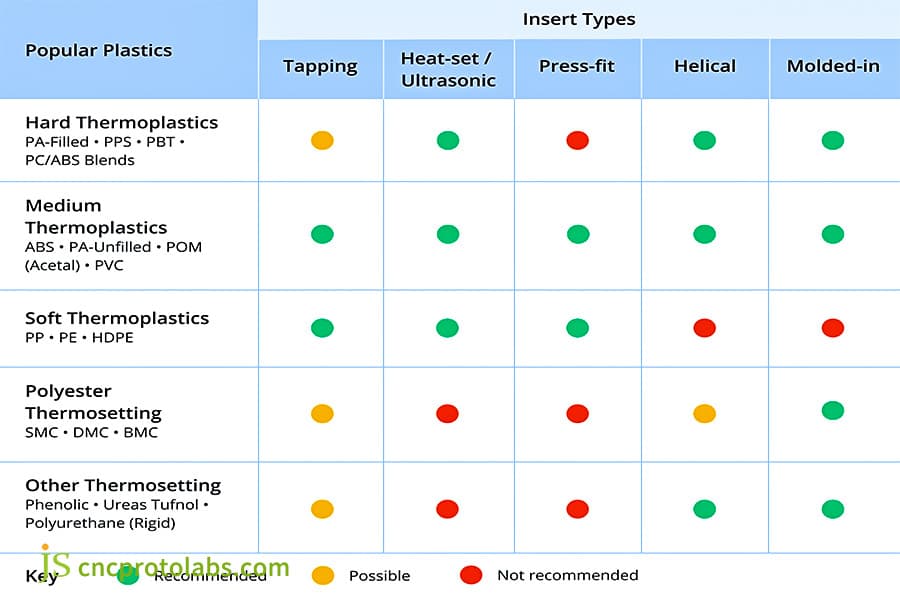
الشكل 4: مخطط توافق بنقاط ملونة تشير إلى التركيبات الموصى بها والممكنة وغير الموصى بها من مختلف أنواع البلاستيك وأنواع الإدخال لقولبة الإدخال.
كيف يؤدي إدخال القالب إلى التخلص من فشل "تبييض الإجهاد" الشائع في أدوات الضغط بعد التشكيل؟
تسبب تركيبات ضغط ما بعد التشكيل إجهاد شد متبقي غير قابل للعكس على جدران الفتحات البلاستيكية مما يؤدي إلى تبييض الضغط، وعلى العكس من ذلك فإن قالب الإدخال هو ذوبان البلاستيك وانكماشه لتغليف الإدخال، وهو ضغط ضغط آمن فقط.
يبدو الأمر كما لو أنك تضغط على قطعة من البلاستيك بالقوة فتصبح بيضاء وهشة. إذا قمت فقط بلف جسم ما بورقة بلاستيكية، فسيظل الأمر طبيعيًا. فالأولى تنكسر بسهولة أما الثانية فهي قوية ودائمة.
اضغط على إجهاد الشد مقابل إجهاد الضغط المقولب
سيؤدي توسيع جدار الثقب بنسبة تزيد عن 2% أثناء تركيب الضغط إلى ظهور خطوط والتي يمكن أن تكون مصادر لشقوق الكلال. من ناحية أخرى، تنتج قوالب الإدخال مستوى ضغط موحد دون أي تركيز، وبالتالي تزيد بشكل كبير من عمر الكلال بمقدار 5-8 مرات.
لماذا تتطلب العلب الطبية الشفافة إدراج القالب
الأغلفة الطبية الشفافة حساسة للغاية للتغيرات في الخصائص البصرية ويمكن أن تتشقق بسهولة. غالبًا ما يحدث تبييض وتشقق الأجزاء المرئية بعد عملية التشكيل، وهذه العيوب أيضًا تدمر مانع التسرب.
يمكن أن يضمن قالب الإدخال مظهرًا لا تشوبه شائبة ومستوى إغلاق IP67/IP68، يمكنه تلبية متطلبات المجال الطبي تمامًا.
على وجه الخصوص، تكون القوالب البلاستيكية أكثر توافقًا مع خصائص المواد للأغلفة الطبية الشفافة، وبالتالي يمكن أن تمنع بشكل فعال مشكلة عدم توافق المواد.
لماذا تختلف عروض أسعار قوالب الحقن بشكل كبير بين مشاريع القوالب الداخلية والقوالب القياسية؟
تعد أسعار قوالب الحقن أعلى من قوالب الحقن القياسية، ويرجع ذلك أساسًا إلى تكلفة تكامل تركيبات التغذية الآلية، وأجهزة استشعار الكشف المضمنة، ومراقبة سلامة القوالب.
تحليل البيان: تكلفة الأتمتة والتركيبات وأجهزة الاستشعار في الهندسة
يمكن للمرء أن يقول أن المكونات الرئيسية التي تساهم في تكلفة صب القوالب هي التالية:
رسوم تصميم أداة تحديد المواقع بدقة: 1200 دولار - 3500 دولار، لضمان تحديد موضع الإدخال بدقة
وحدة الكشف ذات الحساسية العالية: 800 دولار - 2000 دولار، مع التأكد من أن الإدخال في الموضع والاتجاه الصحيحين.
رسوم برمجة منطق حماية العفن: استراتيجية لتجنب تلف العفن الذي قد يحدث بسبب الإدخالات الموضوعة بشكل غير صحيح.
أهمية إدراج وقت التنسيب في حساب إجمالي وقت الدورة
من خلال العمل مع دورة قالب واحدة تكون أطول بـ 3-8 ثوانٍ فقط من دورة القولبة بالحقن المعتادة، فإن القولبة المدخلة قادرة في الواقع على تقليل دورة العملية الإجمالية (بما في ذلك مرحلة ما بعد التجميع) بمقدار 15-25 ثانية، وبالتالي تؤدي إلى كفاءة أعلى نسبيًا للعملية بأكملها.
بالإضافة إلى ذلك، فإن التحليل الواضح لتكوين تكلفة صب البلاستيك المخصصة يمكن أن يكون مفيدًا جدًا في تنفيذ استثمارك بشكل أكثر دقة والابتعاد عن خسائر التكاليف المخفية.
تحليل الحالة: دقة JS تحل مشكلة تسوس عزم الدوران في إدخالات مبيت وحدة التحكم الإلكترونية في السيارات
تحدد قوة تثبيت عزم الدوران لإدراج وحدة التحكم الإلكترونية في السيارة مدى استقرار النظام الإلكتروني بأكمله للمركبة. كانت إحدى الشركات المصنعة الشهيرة لقطع غيار السيارات تعاني من هذه المشكلة، وأخيرًا بفضل حل قوالب الإدخال الذي تقدمه JS Precision، تمكنت من التخلص منها. فيما يلي تقرير كامل عن حل الحالة.
المشكلات التي واجهتها:
كانت عملية التشكيل الأصلية للعميل بعد اختبار متانة السيارة (150000 كم)، انخفض عزم دوران إزالة الصواميل النحاسية المضغوطة M4 من 3.8 نيوتن متر في البداية إلى 2.4 نيوتن متر (انخفاض بنسبة 37%).
تسبب ذلك في عدم فعالية الاتصال بأطراف مجموعة الأسلاك، مما أدى إلى حدوث خلل في النظام الإلكتروني أثناء تشغيل السيارة. وهناك خطر كبير للاستدعاء في هذه الحالة وسيعني ذلك أيضًا ضغطًا كبيرًا على الجودة وخسائر محتملة للعميل.
علاوة على ذلك، كانت نسبة الهدر في عملية ما بعد القولبة تبلغ 3.2%، وبسبب الخردة كان على العميل إنفاق أكثر من 80000 دولار سنويًا. ونظرًا لأن عملية التجميع اليدوية كانت بطيئة وغير فعالة، فإنها لم تكن قادرة حتى على تلبية متطلبات التسليم ذات الحجم الكبير للعميل.
الحل:
بعد تلقي المتطلبات، قام الفريق الهندسي لشركة JS Precision أولاً بتحسين رسومات الأجزاء الخاصة بالعميل باستخدام DFM وقام بتطوير حل قولبة إدراج مستهدف استنادًا إلى سيناريو استخدام مساكن وحدة التحكم الإلكترونية في السيارات.
1. في البداية، أدى تحسين سوق دبي المالي إلى تغيير تصميم الصمولة المخرشة المستقيمة إلى عملية إدراج مصبوبة وتم تغيير التخريش من تخريش ماسي مستقيم إلى 30 درجة، مما أدى إلى زيادة مقاومة الدوران بين الحشوة والبلاستيك وعززت قوة تثبيت عزم الدوران.
2. بمساعدة تحليل تدفق القالب، تم التحكم في درجة الحرارة عند واجهة الحشو البلاستيكي بشكل جيد، وتم التحكم بإحكام في درجة حرارة التسخين المسبق عند 135 درجة مئوية ± 5 درجة مئوية. يؤدي هذا إلى إزالة خطوط اللحام الضعيفة لتلك المادة الباردة الموجودة في الجزء الخلفي من الصامولة، وبالتالي زيادة قوة الربط.
<ص>3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
<اقتباس>
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Summary
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com