
인서트 성형은 주요 국제 제조업체가 기존 조립 후 작업 방법과 관련된 문제를 해결하는 데 도움이 되는 필수 솔루션으로 부상했습니다.
조립 작업 후 설치한 고정밀 인서트가 마모로 인해 손상되어 신호 중단에 직면하고 계십니까? 귀사에서 사용하는 2차 조립 공정은 운영상의 어려움을 야기하는 동시에 지속적인 이익 손실로 이어지는 높은 불량률을 발생시킵니다.
의료, 자동차, 항공우주 산업은 전통적인 조립 후 방법으로 인해 효과적인 제품 테스트를 방해하는 성능 장애가 발생하기 때문에 가장 심각한 신뢰성 문제에 직면해 있습니다.
이 기사에서는 주요 글로벌 제조업체가 인서트 성형 방법을 채택하게 된 이유를 살펴보겠습니다.
핵심 답변 요약
|
비교 항목
|
인서트 몰딩(JS 정밀 솔루션)
|
포스트 몰딩(기존 포스트 조립)
|
|---|---|---|
|
미시적인 간격
|
간극이 없고 플라스틱 원주 압축 응력이 인서트를 물리적으로 잠급니다.
|
간섭 끼워맞춤과 마찰에 따라 마이크로미터 수준의 간격이 존재합니다.
|
|
대량 생산 비용
|
금형 할당 후 단위당 총 비용이 30~45% 절감됩니다.
|
후속 프로세스는 노동 집약적이어서 숨겨진 품질 손실이 높습니다.
|
|
진동 환경 토크 유지
|
>95% 초기 토크 유지율(1000회 열 사이클 후)
|
70% 미만으로 감소하여 헐거워질 위험이 있습니다.
|
주요 결론:
- 인서트 몰딩은 신호 전송 부품의 마모 마모를 완벽하게 방지하는 유일한 엔지니어링 솔루션을 제공합니다.
- 50,000개 이상의 대량생산의 경우 인서트성형 총비용이 후성형 비용보다 경제적입니다.
- 인서트 예열 온도는 120~150°C 범위 내에서 유지되어야 합니다. 이는 웰드라인에서 발생하는 약한 접착 라인을 제거하는 데 도움이 되기 때문입니다.
JS Precision의 인서트 성형이 부품 비용과 품질을 최적화하는 방법
인서트 성형은 제조업체가 높은 정밀도와 신뢰성을 모두 달성하는 동시에 비용을 절감하고 제품 시장성을 향상시키는 데 도움이 되는 중요한 방법입니다.
JS Precision은 귀하의 비즈니스가 구성요소 품질 및 높은 운영 비용 문제에 직면할 때 맞춤형 솔루션을 포함하는 완전한 프로세스 솔루션을 제공합니다.
인서트 성형 공정 개발에 대한 광범위한 경험을 통해 여러 의료, 자동차, 항공우주 회사의 비용 및 부품 성능 문제를 해결할 수 있도록 지원할 수 있었습니다.
저희의 완전한 솔루션은 귀사의 제품이 규정 준수를 보장하는 ISO 13485 의료기기 제조 표준을 충족합니다.
JS 정밀 인서트 성형 솔루션을 사용하면 요구 사항을 설정할 수 있으며 인서트 예열 제어 및 금형 모니터링 시스템과 함께 정확한 금형 흐름 분석을 통해 업계 표준을 초과하는 스크랩 감소를 통해 부품 스크랩 비율을 0.5% 미만으로 유지하여 상당한 비용 절감 효과를 얻을 수 있습니다.
경쟁 자동차 회사가 우리 프로세스를 채택한 결과 각 구성 요소의 생산 비용이 50% 감소하여 매년 120,000달러가 절약되었습니다.
제품의 PPM 결함률이 3200ppm에서 50ppm 미만으로 감소되어 제품의 시장 이미지가 향상되었으며 판매 후 제품 수리 비용도 절감되었습니다.
JS Precision의 인서트 성형 공정은 기존 조립 후 방법으로는 달성할 수 없는 미세한 간격을 완전히 제거하여 마모로 인한 신호 손실을 방지합니다. 귀하의 필수 구성요소는 고장 확률을 낮추는 이 기본 시스템을 통해 신뢰성을 보장받습니다.
저희 엔지니어링 팀은 특정 부품 설계 요구 사항에 따라 맞춤형 솔루션을 만드는 전문적인 DFM 최적화 서비스를 제공합니다.
이 프로세스는 귀하의 요구 사항과 완벽한 제품 동기화를 보장하는 동시에 비용을 관리하여 모든 재정적 노력을 수익성 있는 결과로 이끌어 줍니다.
<인용문>높은 부품 비용과 일관되지 않은 품질로 인해 어려움을 겪고 있다면 JS Precision 엔지니어에게 문의하여 맞춤형 인서트 성형 솔루션을 무료로 평가하고 데이터를 통해 프로세스의 가치를 입증해 보세요.
고정밀 중요 부품에 인서트 성형을 선택하는 이유
인서트 성형이란 용융된 플라스틱을 붓기 전에 인서트를 금형에 넣고 인서트와 플라스틱 구성요소를 함께 성형하는 것을 말합니다. 이 방법을 사용하면 조립 단계가 제거되는 동시에 소스에서 실수와 실패 가능성도 최소화됩니다.
인서트 성형의 일종인 플라스틱 인서트 성형은 주로 플라스틱 소재와 인서트의 변형 및 결합에 관한 것이다. 더 가벼운 무게와 높은 인성 요구 사항을 충족할 수 있습니다.
인서트 성형 공정과 주요 응용분야에서의 역할 정의
인서트 성형은 용융된 플라스틱으로 통합된 제품을 만들기 위해 금형 내부에 인서트를 미리 배치해야 하는 공정으로, 생산 후 조립이 필요하지 않으며 처음부터 오류와 결함 가능성이 줄어듭니다.
인서트 성형의 세분화 유형인 플라스틱 인서트 성형은 플라스틱 재료와 인서트의 적응 및 통합에 더 중점을 두고 있어 더욱 가볍고 높은 인성을 요구하는 시나리오에 적응합니다.
주요 애플리케이션은 다음과 같이 광범위합니다.
- 의료용 임플란트 등급 센서 하우징: 인서트 몰딩은 제로 갭 밀봉을 달성하여 모든 유체 침입과 그에 따른 장비 고장을 방지합니다.
- 자동차 에어백 트리거 커넥터: 시스템은 작동 안정성을 유지하는 동시에 신호 중단을 초래할 수 있는 구성 요소 분리를 방지합니다.
- 항공우주 부식 방지 핀 베이스: 이 소재는 결합 강도를 향상시키는 동시에 가혹한 환경 조건에 대한 보호 기능을 강화합니다.
50미크론 미만의 공차에 직면할 때 포스트 몰딩 조립의 한계
핫 멜트 및 압입 방식을 사용하는 포스트 몰딩 공정은 운영자가 ±0.02mm의 공차를 사용할 때 플라스틱 기둥을 파괴합니다. 이러한 방식은 내부 응력을 발생시켜 결국 모듈 전체가 파손될 때까지 미세 균열이 발생하기 때문입니다.
기존 압입 공정에서는 CPK가 1.33 이상이 필요하지만 수율이 85%에 미치지 못하여 제작비가 높아집니다. 인서트 성형의 수율은 높은 제조 정확도로 정밀한 부품을 생산할 수 있기 때문에 여전히 높습니다.
<인용문>고정밀 모듈의 인서트 성형 적용 사례를 빠르게 배우고 싶으십니까? 인서트 성형 공정 백서를 다운로드하여 다양한 분야의 실용적인 솔루션과 효과를 직관적으로 살펴보세요.
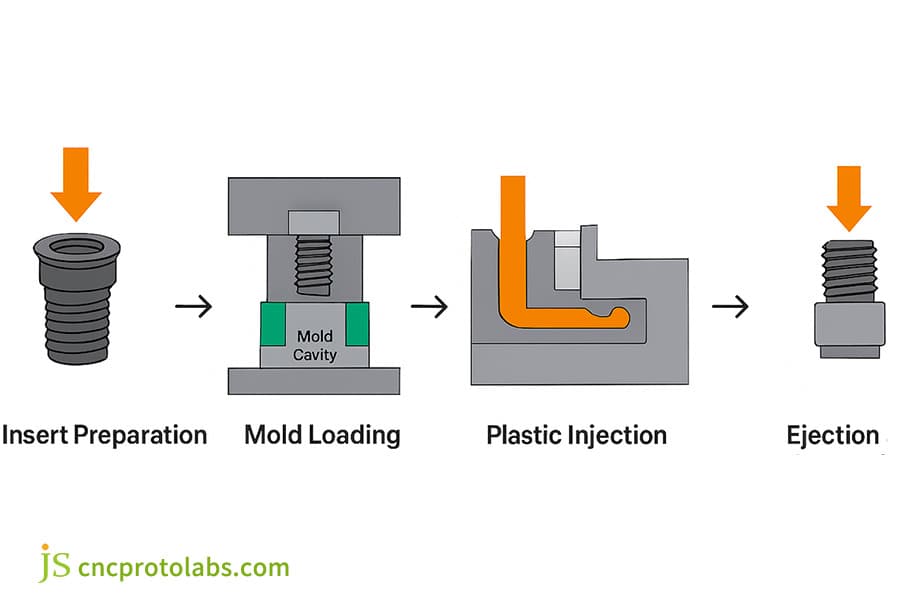
그림 1: 인서트 성형 공정(인서트 준비, 금형 로딩, 플라스틱 사출, 부품 배출)을 보여주는 4단계 다이어그램
인서트 성형 공정은 성형 후 조립과 비교하여 어떻게 실패점을 줄이는가?
인서트 성형에서는 플라스틱 냉각이 인서트를 고정하기 위한 잠금 메커니즘으로 생성하는 원주 방향 압축 응력을 사용합니다. 이 프로세스는 부식 및 마모 신호 감쇠를 방지하는 완벽한 마이크로 갭 씰링을 생성합니다. 이 원칙은 ISO 16047 토크 테스트 표준을 준수합니다.
인서트 성형품의 원주 압축 응력의 이해
PBT와 30% 유리 섬유를 포함하는 플라스틱 소재는 0.4%~0.9% 사이의 냉각 수축률을 보여 금속 인서트에 20MPa~40MPa의 원주 압축 응력을 생성합니다. 이 프로세스를 통해 두 구성요소가 빈틈 없이 완벽하게 맞춰집니다.
냉각되는 플라스틱 소재는 이러한 방식으로 인서트에 강한 파지력을 발휘합니다. 성형 후 공정에서는 달성할 수 없는 억지끼워맞춤을 통해 부품 간의 영구적인 결합을 확립해야 합니다.
간단히 말하면 병 주위에 고무 밴드를 강하게 비틀는 것과 같습니다. 냉각 및 수축 후에도 탄성 밴드는 여전히 병에 단단히 밀착되어 거의 풀리지 않습니다. 하지만 억지끼워맞춤은 코르크를 강제로 삽입한 것과 비슷하며, 시간이 지나면 틈이 생깁니다.
전기 접점의 프레팅 부식 및 응력 완화 완화
성형 후 공정은 플라스틱 소재 내부에 남아 있는 기존 크리프 응력에 따라 달라집니다. 응력 완화 과정은 80°C에서 40% 비율에 도달하며, 이로 인해 인서트가 느슨해지고 마멸 마모가 발생합니다.
마모 잔해는 5mΩ 미만에서 100mΩ 이상에 도달하는 급격한 접촉 저항 증가를 생성하여 신호 흐름을 방해합니다. 인서트 몰딩은 이러한 특정 실패 모드를 완전히 방지합니다.
|
프로세스 유형
|
80°C 고온 응력 완화율
|
초기 접촉 저항
|
장기 사용 후 저항군에 연락
|
실패 위험
|
|---|---|---|---|---|
|
인서트 몰딩
|
<5%
|
<5mΩ
|
<8mΩ
|
매우 낮음
|
|
포스트 몰딩
|
40%
|
<5mΩ
|
>100mΩ
|
매우 높음
|
기존 구성요소가 마모될 위험이 걱정되시나요? 인서트 성형 공정 업그레이드를 위한 무료 비용 견적을 당사 엔지니어에게 문의하고 그 가치가 있는지 신속하게 판단하십시오.
맞춤형 플라스틱 성형의 숨겨진 비용은 무엇입니까: 인서트 성형과. 보조 작업?
제조업체는 이 두 프로세스를 비교하면서 2차 조립 폐기율, 반제품 보관 및 생산 라인 가동 중지 시간 손실과 같은 숨겨진 비용을 무시하는 경향이 있습니다. 두 항목 간의 비용 차이를 초래하는 것은 바로 이러한 요소입니다.
명시적 비용 분석: 툴링 투자와 단위 노동 절약
인서트 성형 금형에는 슬라이더/로봇 팔 위치 지정이 필요합니다. 이는 표준 사출 성형보다 18% -25% 더 비싸지만 2차 조립 공정을 절약하고 조각당 인건비를 45% -60% 줄일 수 있습니다.
너트 4개가 포함된 자동차 쉘을 예로 들면, 단일 부품은 12초의 공정 시간을 절약할 수 있으며, 연간 100,000개를 생산하면 노동력만으로 수만 달러를 절약할 수 있습니다.
숨겨진 비용 공개: 포스트 몰딩의 폐기율 및 반제품 재고
포스트몰딩의 스크랩율은 1.5~3.5% 수준이다. 회사는 단가가 10달러인 100,000개를 생산함으로써 발생하는 폐자재로 인해 매년 15,000~35,000달러의 손실을 입게 됩니다.
인서트 성형 시 금형 흐름을 모니터링하여 불량률을 최대 0.5%로 유지합니다. 게다가 반제품 창고의 필요성이 완전히 제거되어 생산 비용이 더욱 절감됩니다.
대량 중요 부품의 경우 인서트 성형 서비스가 사후 성형보다 비용 효율적인 선택은 언제입니까?
다른 유형의 생산에 비해 인서트 성형 서비스가 갖는 가격 우위는 생산량이 증가할수록 더욱 분명해집니다.
예를 들어 연간 수요량이 50,000개 이상인 경우 금형에 대한 초기 비용은 시간이 지남에 따라 자동화된 생산을 통해 회수되며, 인서트 성형의 단가는 후조립에 비해단가가 현저히 낮아집니다.
인서트 성형에 대한 물량 원가 손익분기점 분석
생산량이 서로 다른 두 프로세스 간의 비용 차이는 아래 표에 나와 있습니다.
|
연간 수요
|
포스트 몰딩 단가(USD)
|
인서트 성형 단가(USD)
|
비용 차이(USD/단위)
|
인서트 성형의 장점
|
권장 프로세스
|
|---|---|---|---|---|---|
|
<5,000단위
|
8.5-10.2
|
8.95-11.0
|
포스트 몰딩 0.45-0.80
|
없음
|
포스트 몰딩
|
|
5,000-49,999개 단위
|
7.2-8.8
|
7.5-9.0
|
포스트 몰딩 0.1-0.3
|
우수한 품질
|
필요에 따라 선택
|
|
50,000~150,000개
|
6.5-7.8
|
6.5-7.8
|
동일
|
CPK 값 30% 높음
|
인서트 몰딩
|
|
150,001~200,000개 단위
|
6.0-7.2
|
5.5-6.8
|
인서트 성형 비용 0.3~0.5 절감
|
품질과 비용 이점을 모두 제공
|
인서트 몰딩
|
|
>200,000개
|
5.8-7.0
|
4.7-5.8
|
인서트 성형 비용 1.1-1.2 절감
|
상당한 비용 이점, PPM<200
|
인서트 몰딩
|
자동 공급 시스템이 공정 안정성에 미치는 영향
자동 공급 시스템은 인서트 배치 시간 분산을 2.5초(수동)에서 0.1초로 줄이는 기능을 갖추고 있어 잘못된 배치나 누락으로 인한 금형 압축 위험을 완전히 제거하고 꾸준한 대량 생산을 보장합니다.

그림 2: 구멍이 여러 개인 부품과 금색 인서트가 있는 디스크를 포함하여 흰색 배경에 배치된 다양한 검정색 플라스틱 구성 요소의 선택
인서트 성형 부품이 진동이 심한 환경에서 토크 유지력을 더 잘 유지하는 이유는 무엇입니까?
고주파 진동을 받는 인서트 성형 부품의 경우 뛰어난 토크 유지 능력을 발휘하는 주요 요인은 널링 표면을 통과하는 플라스틱 체인의 방향 이동과 강화로 인해 분자 수준에서 기계적인 맞물림이 이루어진다는 것입니다.
포스트 몰딩 스레드 인서트에서 열 순환으로 인해 토크 감쇠가 발생하는 방식
후성형 너트를 -40°C~125°C에서 1,000회 가열 및 냉각하는 열 순환으로 인해 토크가 4.2Nm에서 2.9Nm으로 변경되었습니다. 즉, ISO 16047 표준에 따라 측정된 토크 손실이 31.5%였습니다.
반면에 인서트 성형 너트의 토크는 4.0Nm로 거의 감지할 수 없을 만큼 감소했습니다, 즉 4.8% 감소했습니다.
이로부터 포스트 성형 부품은 느슨해져서 안전 위험을 초래할 위험이 더 높은 반면, 인서트 성형 부품은 일정한 토크 수준을 유지하여 성능이 외부 세계에 신뢰성을 발산하게 한다는 결론을 내릴 수 있습니다.
폴리머 흐름 배향이 유지력을 향상시키는 방법
예를 들어 패턴이 있는 홈에 콘크리트를 붓는 방법을 생각해 보세요. 콘크리트가 굳은 후에는 정확한 홈 패턴을 갖게 되며 진동이나 온도 변화 등에 노출되어도 쉽게 벗겨지지 않습니다.
일반적인 조립에서는 두 개의 매우 매끄러운 물체를 하나로 합치는 것과 같으며 약간의 외력에도 분리됩니다.
용해된 플라스틱은 인서트의 널링 홈을 채운 후 냉각되어 미크론 수준의 역전되거나 오목한 모양을 형성합니다. 이를 통해 금속 CTE 차이에 편안하게 적응할 뿐만 아니라 동시에 열 크리프를 효율적으로 방지하고 인서트를 단단히 고정합니다.
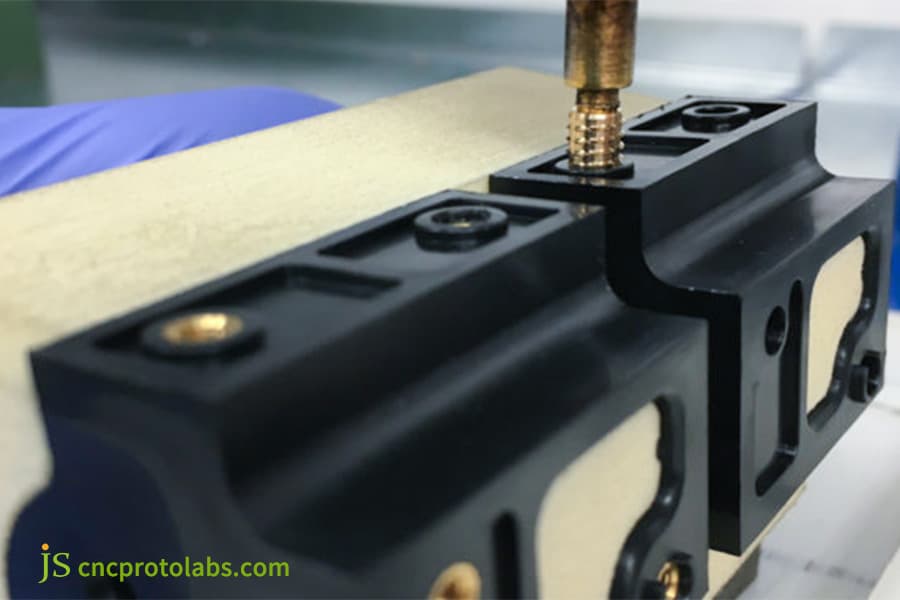
그림 3: 흰색 기판 재료에 압착되는 검은색 스레드 금속 인서트의 클로즈업으로 기계적 접착 공정의 정확성을 보여줍니다.
비용과 인발 강도의 균형을 맞추기 위해 플라스틱 성형에 적합한 인서트를 선택하는 방법
인서트 성형 성능은 인서트 선택에 따라 크게 결정되며, 인발력과 비틀림 강도 간의 균형이 이루어져야 합니다. 동시에 인서트 예열이 접합선 강도에 미치는 영향을 간과해서는 안 됩니다.
널링 디자인 선택: 최적의 성능을 위한 직선 대 다이아몬드 널링
다양한 유형의 널링이 특정 상황에 어느 정도 적합하므로 성능이 크게 달라질 수 있습니다. 특히:
- 직선 널링: 황동/PC 재료의 인장 강도는 최대 250-300N에 달하며, 이는 센서 핀과 같이 축 방향 인장력이 주요 관심사인 시나리오에 적합합니다.
- 다이아몬드 널링: 8Nm 이상의 토크 유지. 이는 부품이 반복적으로 분해 및 조립되는 경우에 좋습니다. 자동차 부품 고정 너트.
JS Precision은 결합 강도와 소성 응력 사이의 적절한 절충안을 달성하기 위해 0.2~0.4mm 사이의 널링 깊이를 제안합니다.
웰드라인 제거에 있어서 인서트 예열의 중요한 역할
차가운 인서트(22°C)로 인해 재료 유동 선단(250°C)이 급격하게 냉각되어 유동 과정에서 약한 접착 라인이 형성될 때 웰드 라인이 형성됩니다. JS Precision에 따르면 강도가 20~35% 감소합니다. 120°C~150°C로 예열하면 이러한 선이 완전히 사라집니다.
플라스틱 성형용 인서트를 선택하는 방법을 잘 모르는 경우 일대일 엔지니어 상담을 예약하여 전문적인 선택 조언을 받을 수 있습니다.
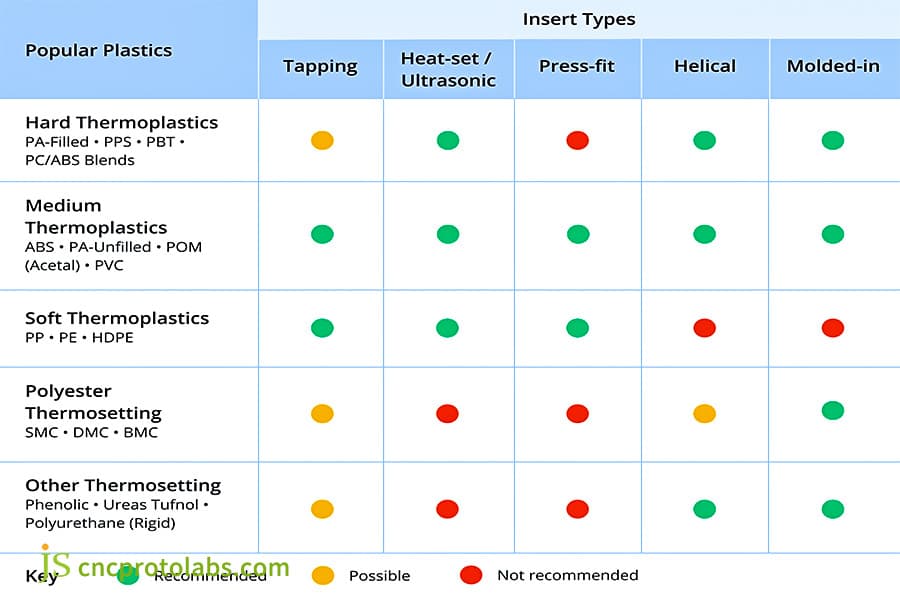
그림 4: 인서트 성형을 위한 다양한 플라스틱 및 인서트 유형의 권장, 가능 및 권장되지 않는 조합을 나타내는 색상 점으로 구성된 호환성 차트.
인서트 성형은 성형 후 압입에서 흔히 발생하는 "응력 백화" 실패를 어떻게 제거합니까?
포스트 몰딩 프레스 핏은 플라스틱 구멍 벽에 비가역적인 인장 잔류 응력을 유발하여 응력 백화를 초래합니다. 반대로 인서트 몰딩은 플라스틱이 녹아서 인서트를 캡슐화하는 수축입니다. 이는 단지 안전한 압축 응력입니다.
비닐 시트에 힘을 가하면 하얗게 부서지는 것과 같습니다. 물체를 플라스틱 시트로 감싸기만 하면 정상적으로 유지됩니다. 첫 번째는 쉽게 부러지는 반면, 두 번째는 강하고 오래갑니다.
압입 인장 응력 대 성형 압축 응력
압입 시 구멍 벽을 2% 이상 확장하면 줄무늬가 생겨 피로 균열의 원인이 될 수 있습니다. 반면 인서트 성형은 집중하지 않고 균일한 응력 수준을 생성하므로 피로 수명이 5~8배 크게 늘어납니다.
투명한 의료용 하우징에 인서트 몰딩이 필요한 이유
투명한 의료용 껍질은 광학 특성 변화에 매우 민감하며 쉽게 깨질 수 있습니다. 성형 후 눈에 보이는 부분의 백화 및 균열이 자주 발생하며, 이러한 결함으로 인해 밀봉도 파괴됩니다.
인서트 몰딩은 완벽한 외관과 IP67/IP68 밀봉 수준을 보장하며 의료 분야의 요구 사항을 완전히 충족할 수 있습니다.
특히 플라스틱 인서트 몰딩은 투명한 의료용 쉘의 재료 특성에 더 부합하므로 재료 비호환성 문제를 효과적으로 방지할 수 있습니다.
인서트 성형 프로젝트와 표준 성형 프로젝트 간에 사출 성형 견적이 크게 다른 이유는 무엇입니까?
사출 성형 견적은 주로 자동 공급 장치, 내장 감지 센서 및 금형 안전 모니터링의 통합 비용으로 인해 표준 사출 성형보다 높습니다.
진술 분석: 엔지니어링의 자동화, 설비 및 센서 비용
인서트 성형 비용에 영향을 미치는 주요 구성 요소는 다음과 같습니다.
- 정밀 위치 고정 장치 설계 비용: $1200-$3500, 인서트의 정확한 위치 확인
- 고감도 감지 모듈: $800-$2000, 인서트 위치와 방향이 올바른지 확인하세요.
- 금형 보호 로직 프로그래밍 비용: 잘못 배치된 인서트로 인해 발생할 수 있는 금형 손상을 방지하기 위한 전략
총 사이클타임 계산에서 인서트 배치 시간의 중요성
일반적인 사출 성형 주기보다 3~8초만 더 긴 단일 성형 주기로 작업하는 인서트 성형은 실제로 전체 공정 주기(후조립 포함)를 15~25초 단축할 수 있어 전체 작업의 상대적으로 높은 효율성
을 얻을 수 있습니다.그 외에도 맞춤형 플라스틱 성형 비용 구성을 명확하게 분석하면 투자를 더 정확하게 계산하고 숨겨진 비용 손실을 방지하는 데 큰 도움이 될 수 있습니다.
사례 분석: JS Precision은 자동차 Ecu 하우징 인서트의 토크 감쇠 문제를 해결합니다.
자동차 ECU 하우징 인서트의 토크 클램핑력은 차량의 전체 전자 시스템이 얼마나 안정적인지를 결정합니다. 한 유명 자동차 부품 제조업체는 이 문제로 어려움을 겪고 있었는데,JS Precision의 인서트 몰딩 솔루션 덕분에 마침내 이 문제를 해결할 수 있었습니다. 다음은 케이스 솔루션에 대한 전체 보고서입니다.
당면한 문제:
고객의 원래 포스트 몰딩 공정은 차량 내구성 테스트(150,000km) 후 M4 황동 너트의 압착 제거 토크가 초기 3.8Nm에서 2.4Nm로 감소했습니다(37% 감소).
이로 인해 와이어링 하니스 단자의 접촉이 비효율적으로 발생하여 차량 운행 중 전자 시스템 오작동이 발생할 수 있었습니다. 그리고 이 경우 리콜 위험이 높으며 이는 또한 심각한 품질 압박과 고객 손실 가능성을 의미합니다.
게다가 성형 후 처리의 낭비율은 3.2%였으며, 폐기로 인해 고객은 연간 $80,000 이상을 지출해야 했습니다. 그리고 수동 조립 프로세스는 느리고 비효율적이어서 고객의 대량 배송 요구 사항을 절반도 충족시키지 못했습니다.
해결책:
요구 사항을 받은 후 JS Precision의 엔지니어링 팀은 먼저 DFM을 사용하여 고객의 부품 도면을 최적화하고 자동차 ECU 하우징의 사용 시나리오를 기반으로 타겟 인서트 성형 솔루션을 개발했습니다.
1. 처음에 DFM 최적화는 직선 널링 너트 설계를 인서트 성형 공정으로 변경했고 널링은 직선에서 30° 엇갈린 다이아몬드 널링으로 변경하여 인서트와 플라스틱 사이의 회전 저항을 높이고 토크 유지력을 향상시켰습니다. 강제로.
2. Moldflow 분석의 도움으로 플라스틱 충전 전면의 온도가 잘 제어되었으며 인서트 예열 온도가 135°C±5°C로 엄격하게 제어되었습니다. This removed the weak weld lines for that cold material at the back of the nut, thus increasing the bond strength.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
<인용문>If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified. This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts: one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Summary
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs, it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

