Moldeo por inserción frente a postmoldeo: costo y confiabilidad para componentes críticos
Escrito por
Precisión JS
Publicado
Apr 10 2026
Moldeo por inserción
Síguenos
moldeo por inserción ha surgido como una solución esencial que ayuda a los principales fabricantes internacionales a resolver los problemas asociados con los métodos convencionales de trabajo posterior al ensamblaje.
¿Se enfrenta a interrupciones de señal porque el desgaste por fricción ha dañado los insertos de alta precisión que instaló después del trabajo de montaje? El proceso de ensamblaje secundario que utiliza su empresa crea dificultades operativas y produce altas tasas de desperdicio que conducen a pérdidas continuas de ganancias.
Las industrias médica, automotriz y aeroespacial enfrentan sus desafíos de confiabilidad más serios porque los métodos tradicionales de ensamblaje posterior crean obstáculos de rendimiento que impiden realizar pruebas efectivas de los productos.
Este artículo explorará las razones que han llevado a los principales fabricantes mundiales a adoptar métodos de moldeo por inserción.
Resumen de respuestas principales
Elementos de comparación
Moldeo por inserción (solución de precisión JS)
Moldura de poste (ensamblaje de poste tradicional)
Brecha microscópica
Sin espacio, la tensión de compresión circunferencial plástica bloquea físicamente el inserto.
Existe una brecha de nivel micrométrico, que depende del ajuste de interferencia y la fricción.
Costo de producción en masa
Después de la asignación del molde, el costo total por unidad se reduce entre un 30% y un 45%.
Los procesos posteriores requieren mucha mano de obra, lo que genera grandes pérdidas de calidad ocultas.
Retención de par en el entorno de vibración
>95% de tasa de retención de torque inicial (después de 1000 ciclos térmicos).
Se desintegra al <70 %, lo que supone un riesgo mortal de aflojamiento.
Conclusiones clave:
El moldeado por inserción proporciona la única solución de ingeniería que establece una protección completa contra el desgaste por fricción para los componentes de transmisión de señales.
Para una producción en masa de más de 50.000 unidades, los gastos totales del moldeo por inserción se vuelven más económicos que los gastos posteriores al moldeo.
La temperatura de precalentamiento del inserto debe mantenerse dentro del rango de 120-150 °C porque este proceso ayuda a eliminar las líneas de unión débiles que se producen en las líneas de soldadura.
Cómo el moldeado por inserción de JS Precision optimiza los costes y la calidad de sus componentes
El moldeo por inserción sirve como un método vital que ayuda a los fabricantes a lograr alta precisión y confiabilidad, al mismo tiempo que proporciona ahorros de costos y una mejor comerciabilidad del producto.
JS Precision le ofrece soluciones de procesos completas que incluyen soluciones personalizadas cuando su empresa enfrenta problemas con la calidad de los componentes y altos gastos operativos.
Nuestra amplia experiencia en el desarrollo de procesos de moldeo por inserción nos ha permitido ayudar a múltiples empresas médicas, automotrices y aeroespaciales a resolver sus gastos y problemas de rendimiento de los componentes.
La solución de moldeo por inserción de JS Precision le permite establecer sus requisitos y nuestro análisis preciso del flujo del molde junto con nuestro control de precalentamiento de inserción y sistema de monitoreo en el molde le permite mantener tasas de desperdicio de componentes por debajo del 0,5%, lo que conduce a ahorros sustanciales de costos a través de una reducción de desperdicio que excede los estándares de la industria.
La adopción de nuestro proceso por parte de una empresa automotriz competidora dio como resultado que sus costos de producción disminuyeran en un 50 % para cada componente, lo que les ahorró $120 000 cada año.
La tasa de defectos en PPM del producto disminuyó de 3200 ppm a menos de 50 ppm lo que mejoró la imagen de mercado del producto y al mismo tiempo redujo los costos de reparación posventa del producto.
El proceso de moldeado por inserción de JS Precision logra la eliminación completa de los microespacios que los métodos tradicionales de ensamblaje de postes no pueden lograr, deteniendo así la pérdida de señal debido al desgaste por fricción. Sus componentes esenciales reciben garantía de confiabilidad a través de este sistema fundamental que disminuye su probabilidad de falla.
Nuestro equipo de ingeniería proporciona servicios profesionales de optimización de DFM que crean soluciones personalizadas basadas en sus requisitos específicos de diseño de piezas.
El proceso garantiza una perfecta sincronización del producto con sus necesidades a la vez que le permite gestionar los gastos, lo que hace que todos sus compromisos financieros produzcan resultados rentables.
Si le preocupan los altos costos de los componentes y la calidad inconsistente, comuníquese con los ingenieros de JS Precision para obtener una evaluación gratuita de su solución de moldeo por inserción personalizada y deje que los datos demuestren el valor de nuestro proceso.
¿Por qué elegir el moldeado por inserción para componentes críticos de alta precisión?
El moldeado con inserciones se refiere a colocar inserciones en un molde antes de verter el plástico fundido y formar las inserciones y los componentes de plástico juntos. Este método elimina el paso de ensamblaje y al mismo tiempo minimiza la posibilidad de errores y fallas en el origen.
La moldura de inserción de plástico, que es un tipo de moldura de inserción, se refiere principalmente a la modificación y combinación de materiales plásticos e inserciones. Es capaz de cumplir con requisitos de menor peso y alta tenacidad.
Definición del proceso de moldeado por inserción y su función en aplicaciones críticas
El moldeo por inserción es un proceso que requiere colocar previamente el inserto dentro de un molde para crear un producto integrado con plástico fundido, eliminando así las necesidades de ensamblaje posterior a la producción y disminuyendo las posibilidades de errores y defectos desde el principio.
Como un tipo de subdivisión de moldeo por inserción, el moldeo por inserción de plástico se centra más en la adaptación e integración de materiales e inserciones plásticas, adaptándose a escenarios de demanda más livianos y de alta tenacidad.
Sus aplicaciones clave son extensas, incluyendo:
Carcasas de sensores aptos para implantes médicos: el molde de inserción logra un sellado sin espacios, lo que evita toda intrusión de fluido junto con cualquier falla resultante del equipo.
Conectores de activación de bolsas de aire para automóviles: el sistema mantiene la estabilidad operativa al tiempo que protege contra el desprendimiento de componentes que podría provocar la interrupción de la señal.
Bases de pasadores resistentes a la corrosión aeroespacial: el material mejora la fuerza de unión al tiempo que proporciona una mayor protección contra condiciones ambientales severas.
Las limitaciones del ensamblaje posterior al moldeado cuando se enfrentan tolerancias inferiores a 50 micrones
Los procesos de posmoldeo que utilizan métodos de fusión en caliente y de presión se vuelven destructivos para los pilares de plástico cuando los operadores usan tolerancias de ±0,02 mm porque estos métodos crean tensión interna que eventualmente conduce al desarrollo de microfisuras hasta que se produce la rotura completa del módulo.
El proceso de prensado tradicional requiere un CPK de 1,33 o superior, pero su tasa de rendimiento no llega al 85 % , lo que genera mayores gastos de producción. La tasa de rendimiento del moldeado por inserción sigue siendo alta porque permite la producción de componentes precisos con una alta precisión de fabricación.
¿Quiere conocer rápidamente casos de aplicación de moldeo por inserción en módulos de alta precisión? Descargue el informe técnico sobre el proceso de moldeo por inserción para ver intuitivamente soluciones y efectos prácticos en diferentes campos.
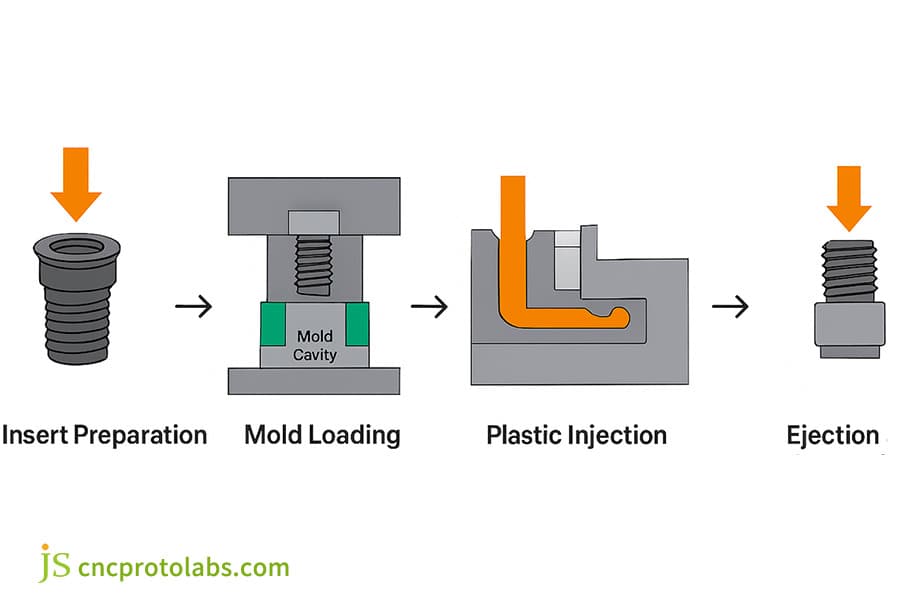
Figura 1: diagrama de cuatro pasos que ilustra el proceso de moldeo de insertos: preparación de insertos, carga del molde, inyección de plástico y expulsión de piezas.
¿Cómo reduce el proceso de moldeado por inserción los puntos de falla en comparación con el ensamblaje posterior al moldeado?
El moldeado del inserto utiliza tensión de compresión circunferencial que el enfriamiento del plástico crea como mecanismo de bloqueo para asegurar el inserto. El proceso crea un sellado completo de microespacios que protege contra la corrosión y la atenuación de la señal de desgaste por fricción. Este principio cumple la norma de prueba de par ISO 16047.
Comprensión de la tensión de compresión circunferencial en piezas moldeadas por inserción
El material plástico que incluye PBT y 30% de fibras de vidrio muestra una tasa de contracción por enfriamiento entre 0,4% y 0,9%, lo que genera una tensión de compresión circunferencial de 20 MPa a 40 MPa en el metal insertar. Este proceso da como resultado un ajuste completo y sin espacios entre los dos componentes.
De este modo, el material plástico que se enfría ejerce una fuerte fuerza de agarre sobre el inserto. El proceso de posmoldeo necesita establecer una unión permanente entre los componentes mediante un ajuste de interferencia que no puede lograr.
En pocas palabras, es como girar con fuerza una banda elástica alrededor de una botella. Después de enfriar y encoger, la banda elástica todavía está apretada contra la botella y apenas se afloja. Sin embargo, un ajuste de interferencia se parece más a un corcho que se ha insertado a la fuerza; después de un tiempo, se formarán espacios.
Mitigación de la corrosión por fricción y relajación de tensiones en contactos eléctricos
El proceso de postmoldeo depende de la tensión de fluencia existente que permanece dentro del material plástico. El proceso de relajación de la tensión alcanza una tasa del 40 % a 80 °C, lo que hace que la plaquita se afloje y provoque desgaste por fricción.
Los restos de desgaste generan un aumento abrupto de la resistencia de contacto que alcanza más de 100 mΩ desde menos de 5 mΩ, lo que interrumpe el flujo de la señal. La moldura insertada evita por completo este modo de falla en particular.
Tipo de proceso
Tasa de relajación del estrés por altas temperaturas de 80 °C
Resistencia de contacto inicial
Resistencia al contacto después de un uso prolongado
Riesgo de fallo
Insertar moldura
<5%
<5mΩ
<8mΩ
Extremadamente bajo
Poste moldeado
40%
<5mΩ
>100mΩ
Extremadamente alto
¿Le preocupa el riesgo de desgaste por fricción en los componentes existentes? Póngase en contacto con nuestros ingenieros para obtener un presupuesto gratuito para actualizar su proceso de moldeo por inserción y determine rápidamente si vale la pena.
¿Cuáles son los costos ocultos en las molduras de plástico personalizadas? ¿Operaciones secundarias?
Los fabricantes tienden a ignorar los costos ocultos como las tasas de desechos del ensamblaje secundario, el almacenamiento de productos semiacabados y las pérdidas por tiempo de inactividad de la línea de producción al comparar estos dos procesos. Son estos factores los que conducen a la diferencia de costo entre dos artículos.
Desglose del costo explícito: inversión en herramientas versus ahorro de mano de obra unitaria
El molde de moldeo por inserción requiere posicionamiento del brazo robótico/deslizador, que es entre un 18% y un 25% más caro que el moldeo por inyección estándar, pero puede ahorrar el proceso de ensamblaje secundario y reducir el costo de mano de obra por pieza en 45%-60%.
Tomando como ejemplo la carrocería de un automóvil con 4 tuercas, una sola pieza puede ahorrar 12 segundos de tiempo de proceso, y producir 100.000 piezas al año puede ahorrar decenas de miles de dólares solo en mano de obra.
Revelando los costos ocultos: tasa de desperdicio e inventario semiacabado en postmoldeo
La tasa de desperdicio de Post Moulding se sitúa entre el 1,5% y el 3,5%. La empresa perderá entre 15.000 y 35.000 dólares cada año debido al material de desecho, que resulta de su producción de 100.000 unidades que tienen un precio unitario de 10 dólares.
Al monitorear el flujo del molde durante el moldeo por inserción, la tasa de desperdicio se mantiene baja al 0, 5% como máximo. Además, se elimina por completo la necesidad de almacenar productos semiacabados, lo que conduce a una reducción aún mayor de los costes de producción.
¿Cuándo es el servicio de moldeo por inserción una opción más rentable que el postmoldeo para piezas críticas de gran volumen?
La ventaja de precio que tiene el servicio de moldeo por inserción sobre otros tipos de producción es más evidente a medida que aumenta el volumen de producción.
Por ejemplo, cuando la cantidad demandada anualmente es superior a 50.000 unidades, el pago inicial por el molde se recupera con el tiempo mediante la producción automatizada, y el precio unitario será dramáticamente más bajo para el moldeo por inserción en comparación con el del postensamblaje.
Análisis del gráfico de equilibrio de costos por volumen para molduras de inserción
Las diferencias de costos entre los dos procesos en diferentes volúmenes de producción se muestran en la siguiente tabla:
Demanda anual
Costo unitario posterior al moldeo (USD)
Costo unitario del moldeo por inserción (USD)
Diferencia de costo (USD/unidad)
Ventajas del moldeado por inserción
Proceso recomendado
<5000 unidades
8.5-10.2
8.95-11.0
Poste moldeado 0,45-0,80
Ninguno
Poste moldeado
5000-49999 unidades
7.2-8.8
7.5-9.0
Poste moldeado 0.1-0.3
Calidad superior
Elija según sea necesario
50.000-150.000 unidades
6.5-7.8
6.5-7.8
Igual
Valor de CPK un 30% mayor
Insertar moldura
150.001-200.000 unidades
6.0-7.2
5.5-6.8
Coste del moldeo entre 0,3 y 0,5 menos
Ofreciendo ventajas tanto de calidad como de coste
Insertar moldura
>200.000 piezas
5.8-7.0
4.7-5.8
Coste del moldeo entre 1,1 y 1,2 menos
Ventaja de costos significativa, PPM<200
Insertar moldura
El impacto de los sistemas de alimentación automatizados en la estabilidad del proceso
Los sistemas de alimentación automatizados tienen la capacidad de reducir la dispersión del tiempo de colocación de insertos de 2,5 segundos (manual) a 0,1 segundos, eliminando por completo el peligro de compresión del molde debido a una mala colocación u omisión, y brindando una garantía para una producción constante de alto volumen.
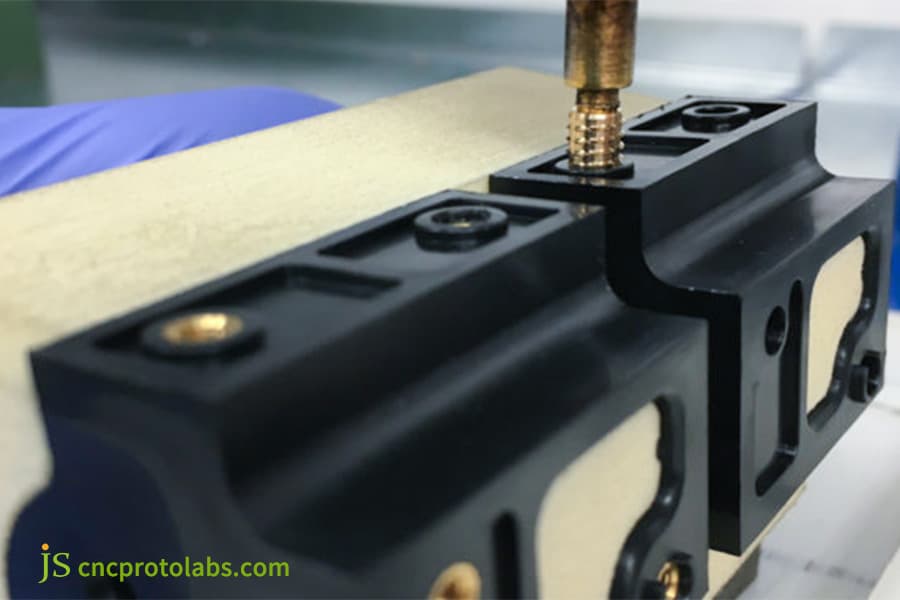
Figura 2: una selección de varios componentes de plástico negro, incluida una pieza con múltiples orificios y un disco con un inserto dorado, colocados sobre un fondo blanco.
¿Por qué los componentes moldeados por inserción mantienen mejor la retención del par en entornos de alta vibración?
En el caso de componentes moldeados por inserción que están sujetos a vibraciones de alta frecuencia, un factor principal para su excelente capacidad para retener el par es que el movimiento direccional y el endurecimiento de las cadenas de plástico a través de la superficie moleteada conducen a un entrelazamiento mecánico a nivel molecular.
Cómo los ciclos térmicos provocan la disminución del par en insertos roscados postmoldeados
El ciclo térmico de calentamiento y enfriamiento de tuercas postmoldeadas entre -40°C y 125°C durante 1000 veces dio como resultado que su par cambiara de 4,2 Nm a 2,9 Nm, es decir, una pérdida de par del 31,5%, que se midió de acuerdo con la ISO 16047 estándar.
Por otro lado, el par de torsión de la tuerca moldeada con inserto fue sólo una disminución casi imperceptible hasta 4,0 Nm, es decir, una disminución del 4,8%.
A partir de esto, se puede concluir que las piezas postmoldeadas tienen un mayor riesgo de aflojarse y causar riesgos de seguridad, mientras que las piezas moldeadas por inserción conservan un nivel de torsión constante que hace que su rendimiento emita confiabilidad para el mundo exterior.
Cómo la orientación del flujo de polímero mejora la retención
Por ejemplo, piense en cómo se vierte el hormigón en ranuras estampadas. Después de que el concreto se endurezca, tendrá un patrón exacto de ranura y no se desprenderá fácilmente, incluso si se somete a vibraciones o cambios de temperatura, etc.
En un montaje normal, es como juntar dos objetos muy lisos, que se separarán con la más mínima fuerza externa.
El plástico fundido llena las ranuras moleteadas de un inserto, después de lo cual se enfría y forma una forma cóncava o invertida a nivel de micras. Al hacerlo, no sólo se ajusta cómodamente a la diferencia de CTE del metal sino que también combate eficientemente la fluencia térmica y mantiene el inserto firmemente sujeto al mismo tiempo.
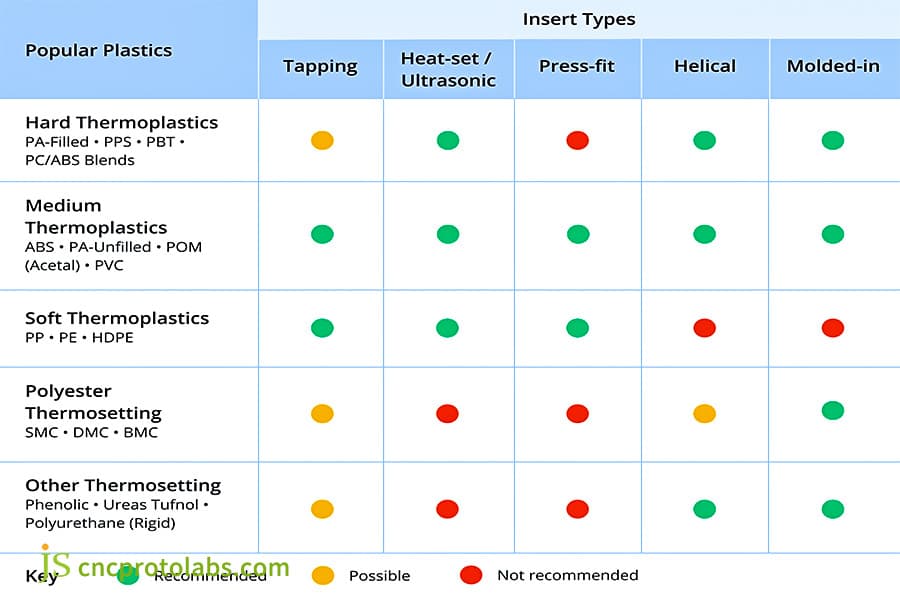
Figura 3: Un primer plano de un inserto de metal roscado negro presionado en un material de sustrato blanco, lo que demuestra la precisión del proceso de unión mecánica.
¿Cómo seleccionar los insertos adecuados para molduras de plástico para equilibrar el costo y la resistencia a la extracción?
El rendimiento del moldeado por inserción está determinado en gran medida por la elección del inserto, y es necesario equilibrar la fuerza de extracción y la resistencia a la torsión. Al mismo tiempo, no se debe pasar por alto el efecto del precalentamiento de la plaquita sobre la resistencia de la línea de unión.
Selección de diseño de moleteado: moleteado recto versus diamante para un rendimiento óptimo
Varios tipos de moleteado son más o menos apropiados para determinadas situaciones, lo que significa que el rendimiento puede variar significativamente. En particular:
Moleteado recto: la resistencia a la extracción de materiales de latón/PC alcanza hasta 250-300 N, lo cual es perfecto para escenarios donde las fuerzas de tracción axiales son la principal preocupación, por ejemplo, pines de sensores.
Moleteado de diamante: Retención del par superior a 8 Nm, lo cual es bueno si las piezas están sujetas a desmontaje y montaje repetidos, p. Tuercas de fijación de piezas de automoción.
JS Precision sugiere una profundidad de moleteado de entre 0,2 y 0,4 mm para lograr un buen compromiso entre la resistencia de la unión y la tensión plástica.
El papel fundamental del precalentamiento del inserto en la eliminación de líneas de soldadura
Las líneas de soldadura se forman cuando un inserto frío (22 °C) provoca un enfriamiento brusco del frente del flujo de material (250 °C), es decir, la formación de una línea de unión débil en el curso del flujo. Hacen que la resistencia se reduzca entre un 20 % y un 35 %; según JS Precision, el precalentamiento del inserto a 120 °C-150 °C eliminará estas líneas por completo.
Si no está seguro de cómo elegir insertos para moldeado de plástico, puede programar una consulta individual con un ingeniero para obtener asesoramiento profesional sobre la selección.
Figura 4: Tabla de compatibilidad con puntos de colores que indican las combinaciones recomendadas, posibles y no recomendadas de varios plásticos y tipos de insertos para molduras con insertos.
¿Cómo elimina la moldura por inserción el fallo de "blanqueamiento por tensión" común en los ajustes a presión posteriores al moldeado?
Los ajustes a presión posteriores al moldeado causan una tensión residual de tracción no reversible en las paredes de los orificios de plástico, lo que provoca un blanqueamiento por tensión; por el contrario, el moldeado del inserto es el plástico que se funde y se encoge para encapsular el inserto, lo cual es solo una tensión de compresión segura.
Es como si forzaras una lámina de plástico y se volviera blanca y quebradiza. Si simplemente envuelves un objeto con una lámina de plástico, sigue siendo normal. El primero se rompe fácilmente mientras que el segundo es fuerte y duradero.
Esfuerzo de tracción de ajuste a presión versus esfuerzo de compresión moldeado
Expandir la pared del orificio en más del 2 % durante el ajuste a presión dará como resultado rayas que pueden ser fuentes de grietas por fatiga. Por otro lado, el moldeado por inserción produce un nivel de tensión uniforme sin ninguna concentración y, por lo tanto, aumenta significativamente la vida útil de fatiga entre 5 y 8 veces.
Por qué las carcasas médicas transparentes requieren molduras de inserción
Las carcasas médicas transparentes son muy sensibles a los cambios en las propiedades ópticas y pueden agrietarse fácilmente. El blanqueamiento y el agrietamiento de las partes visibles a menudo ocurren después del postmoldeo; estos defectos también destruyen el sellado.
La moldura de inserción puede garantizar una apariencia impecable y un nivel de sellado IP67/IP68, y puede satisfacer completamente las demandas del campo médico.
Especialmente, la moldura de inserción de plástico está más en línea con las propiedades del material de los armazones médicos transparentes, por lo que puede prevenir eficazmente el problema de la incompatibilidad del material.
¿Por qué las cotizaciones de moldeo por inyección varían significativamente entre proyectos de moldeo por inserción y estándar?
Las cotizaciones de moldeo por inyección son más altas que las del moldeo por inyección estándar, principalmente debido al costo de integración de los accesorios de alimentación automatizados, los sensores de detección integrados y el monitoreo de seguridad en el molde.
Desglose de la declaración: costo de la automatización, accesorios y sensores en ingeniería
Se puede decir que los principales componentes que contribuyen al costo de la moldura por inserción son los siguientes:
Tarifa por diseñar el dispositivo de posicionamiento de precisión: entre 1200 y 3500 dólares, para garantizar que el inserto esté colocado con precisión
Módulo de detección de alta sensibilidad: $800-$2000, asegurándose de que el inserto esté en la posición y orientación correctas.
Tarifa de programación de la lógica de protección del molde: Una estrategia para evitar daños al molde que pueden ser causados por inserciones colocadas incorrectamente.
Importancia del tiempo de colocación de la inserción en el cálculo del tiempo total del ciclo
Al trabajar con un ciclo de molde único que es solo de 3 a 8 segundos más largo que el ciclo de moldeo por inyección habitual, el moldeo por inserción es en realidad capaz de reducir el ciclo general del proceso (incluido el posensamblaje) entre 15 y 25 segundos, lo que incluso conduce a una eficiencia relativamente mayor de toda la operación.
Además de eso, un desglose claro de la composición del costo del moldeado de plástico personalizado puede ser de gran ayuda para calcular su inversión con mayor precisión y evitar pérdidas de costos ocultas.
Análisis de caso: JS Precision resuelve el desafío de la caída del par en inserciones de carcasas de ecus automotrices
La fuerza de sujeción de torsión de los insertos de la carcasa de la ECU del automóvil determina qué tan estable es todo el sistema electrónico del vehículo. Un famoso fabricante de repuestos para automóviles estaba luchando con este problema y finalmente, gracias a la solución de moldeo por inserción de JS Precision, pudieron deshacerse de él. El siguiente es un informe completo sobre la solución del caso.
Problemas enfrentados:
El proceso de postmoldeo original del cliente era tal que después de una prueba de durabilidad del vehículo (150.000 km), el par de extracción de las tuercas de latón M4 prensadas disminuyó de 3,8 Nm iniciales a 2,4 Nm (disminución del 37%).
Esto provocó un contacto ineficaz en los terminales del mazo de cables, lo que hizo posible un mal funcionamiento del sistema electrónico durante el funcionamiento del vehículo. Y en este caso existe un alto riesgo de retirada y también significará una gran presión de calidad y posibles pérdidas para el cliente.
Además de esto, el procesamiento posterior al moldeado tuvo un porcentaje de desperdicio del 3,2 % y, debido a la chatarra, el cliente tuvo que gastar más de $80 000 al año. Y dado que el proceso de ensamblaje manual era lento e ineficiente, no pudo ni siquiera cubrir la mitad de los requisitos de entrega de gran volumen del cliente.
Solución:
Después de recibir el requisito, el equipo de ingeniería de JS Precision primero optimizó los dibujos de piezas del cliente con DFM y desarrolló una solución de moldeo por inserción específica basada en el escenario de uso de carcasas de ECU de automóviles.
1. Al principio, la optimización DFM alteró el diseño de la tuerca moleteada recta a un proceso de inserto moldeado y el moleteado se cambió de un moleteado de diamante recto a uno escalonado de 30°, lo que aumentó la resistencia rotacional entre el inserto y el Plástico y mejoró la fuerza de sujeción del par.
2. Con la ayuda del análisis Moldflow, la temperatura en el frente de llenado de plástico se controló bien y la temperatura de precalentamiento del inserto se controló estrictamente a 135 °C ± 5 °C. Esto eliminó las líneas de soldadura débiles de ese material frío en la parte posterior de la tuerca, aumentando así la fuerza de unión.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
Preguntas frecuentes
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Resumen
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Descargo de responsabilidad
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.