Stampaggio di inserti e post-stampaggio: costi e affidabilità per componenti critici
Scritto da
Precisione JS
Pubblicato
Apr 10 2026
Stampaggio a inserti
Seguici
Lo
lo stampaggio a inserti è emerso come una soluzione essenziale che aiuta i principali produttori internazionali a risolvere i problemi associati ai metodi convenzionali di lavoro post-assemblaggio.
Stai affrontando interruzioni del segnale perché l'usura da sfregamento ha danneggiato i tuoi inserti di alta precisione che hai installato dopo il lavoro di assemblaggio? Il processo di assemblaggio secondario utilizzato dalla tua azienda crea difficoltà operative producendo tassi di scarto elevati che portano a continue perdite di profitto.
I settori medico, automobilistico e aerospaziale si trovano ad affrontare le sfide più impegnative in termini di affidabilità perché i metodi tradizionali di post-assemblaggio creano ostacoli prestazionali che impediscono test efficaci sui prodotti.
Questo articolo esplorerà le ragioni che hanno spinto i principali produttori mondiali ad adottare metodi di stampaggio con inserti.
Riepilogo delle risposte principali
Elementi di confronto
Stampaggio per inserti (soluzione di precisione JS)
Post stampaggio (assemblaggio post tradizionale)
Gap microscopico
Gioco zero, la sollecitazione di compressione circonferenziale in plastica blocca fisicamente l'inserto.
Esiste un divario di livello micrometrico, che si basa sull'adattamento e sull'attrito dell'interferenza.
Costo di produzione di massa
Dopo l'allocazione dello stampo, il costo totale per unità è ridotto del 30-45%.
I processi successivi richiedono molto lavoro e comportano elevate perdite nascoste di qualità.
Ritenzione della coppia dell'ambiente vibrante
>Tasso di ritenzione della coppia iniziale del 95% (dopo 1000 cicli termici).
Decade al <70%, con rischio fatale di allentamento.
Conclusioni principali:
Lo stampaggio a inserto fornisce l'unica soluzione ingegneristica che garantisce una protezione completa contro l'usura da sfregamento per i componenti di trasmissione del segnale.
Per la produzione in serie di oltre 50.000 unità le spese totali di stampaggio degli inserti diventano più economiche delle spese di post-stampaggio.
La temperatura di preriscaldamento dell'inserto deve essere mantenuta entro l'intervallo 120-150°C poiché questo processo aiuta a rimuovere le linee di legame deboli che si verificano sulle linee di saldatura.
Come lo stampaggio degli inserti di JS Precision ottimizza i costi e la qualità dei componenti
Lo stampaggio a inserti costituisce un metodo fondamentale che aiuta i produttori a ottenere elevata precisione e affidabilità, garantendo al contempo risparmi sui costi e una migliore commerciabilità del prodotto.
JS Precision ti offre soluzioni di processo complete che includono soluzioni personalizzate quando la tua azienda affronta problemi con la qualità dei componenti e spese operative elevate.
La nostra vasta esperienza nello sviluppo di processi di stampaggio con inserti ci ha permesso di assistere numerose aziende mediche, automobilistiche e aerospaziali nella risoluzione dei loro problemi relativi alle spese e alle prestazioni dei componenti.
La soluzione di stampaggio con inserti JS Precision ti consente di stabilire le tue esigenze e la nostra accurata analisi del flusso dello stampo, insieme al nostro controllo del preriscaldamento degli inserti e al sistema di monitoraggio dello stampo, ti consente di mantenere un tasso di scarto dei componenti inferiore allo 0,5%, con conseguenti risparmi sostanziali sui costi attraverso una riduzione degli scarti che supera gli standard del settore.
L'adozione del nostro processo da parte di un'azienda automobilistica concorrente ha comportato una riduzione dei costi di produzione del 50% per ciascun componente, consentendo loro di risparmiare $ 120.000 ogni anno.
Il tasso di difetti in termini di PPM del prodotto è sceso da 3200 ppm a meno di 50 ppm il che ha migliorato l'immagine del prodotto sul mercato riducendo al tempo stesso i costi per le riparazioni post-vendita del prodotto.
Il processo di stampaggio degli inserti di JS Precision consente di ottenere la rimozione completa dei microinterstizi che i metodi tradizionali di post-assemblaggio non sono in grado di ottenere, arrestando così la perdita di segnale dovuta all'usura da sfregamento. I tuoi componenti essenziali ricevono garanzia di affidabilità attraverso questo sistema fondamentale che riduce la loro probabilità di guasto.
Il nostro team di ingegneri fornisce servizi professionali di ottimizzazione DFM che creano soluzioni su misura in base ai requisiti specifici di progettazione delle parti.
Il processo garantisce una perfetta sincronizzazione del prodotto con le tue esigenze mentre ti consente di gestire le spese che si traducono in tutti i tuoi impegni finanziari producendo risultati redditizi.
Se sei preoccupato dai costi elevati dei componenti e dalla qualità incoerente, contatta gli ingegneri di JS Precision per una valutazione gratuita della tua soluzione di stampaggio con inserti personalizzata e lascia che i dati dimostrino il valore del nostro processo.
Perché scegliere lo stampaggio a inserti per componenti critici ad alta precisione?
Lo stampaggio con inserti si riferisce al posizionamento degli inserti in uno stampo prima che la plastica fusa venga versata e alla formazione degli inserti e dei componenti in plastica insieme. Questo metodo elimina la fase di assemblaggioriducendo al minimo anche la possibilità di errori e guasti alla fonte.
Lo stampaggio con inserti in plastica, che è una sorta di stampaggio con inserti, riguarda principalmente la modifica e la combinazione di materiali plastici e inserti. È in grado di soddisfare i requisiti di leggerezza ed elevata tenacità.
Definizione del processo di stampaggio con inserti e il suo ruolo nelle applicazioni critiche
Lo stampaggio con inserti è un processo che richiede il pre-posizionamento dell'inserto all'interno di uno stampo per creare un prodotto integrato con la plastica fusa, eliminando così le esigenze di assemblaggio post-produzione e diminuendo le possibilità di errori e difetti fin dall'inizio.
In quanto tipo di suddivisione dello stampaggio di inserti, lo stampaggio di inserti in plastica si concentra maggiormente sull'adattamento e sull'integrazione di materiali e inserti in plastica, adattandosi a scenari di domanda più leggeri e ad alta tenacità.
Le sue applicazioni principali sono estese, tra cui:
Custodie per sensori di grado medicale per impianti: lo stampaggio dell'inserto garantisce una tenuta senza spazi vuoti che impedisce l'intrusione di liquidi e qualsiasi conseguente guasto dell'apparecchiatura.
Connettori di attivazione airbag automobilistici: il sistema mantiene la stabilità operativa proteggendo al tempo stesso dal distacco dei componenti che comporterebbe un'interruzione del segnale.
Basi per perni resistenti alla corrosione nel settore aerospaziale: il materiale migliora la forza di adesione fornendo allo stesso tempo una protezione avanzata contro condizioni ambientali severe.
I limiti dell'assemblaggio post-stampaggio quando si affrontano tolleranze inferiori a 50 micron
I processi post-stampaggio che utilizzano metodi hot melt e pressatura diventano distruttivi per i pilastri di plastica quando gli operatori utilizzano tolleranze di ±0,02 mm perché questi metodi creano stress interno che alla fine porta allo sviluppo di microfessurefino al verificarsi della rottura completa del modulo.
Il tradizionale processo di pressatura richiede un CPK di 1,33 o superiore, ma il suo tasso di rendimento è inferiore all'85% , il che comporta spese di produzione più elevate. Il tasso di rendimento per lo stampaggio con inserti rimane elevato perché consente la produzione di componenti precisi con un'elevata precisione di produzione.
Vuoi conoscere rapidamente i casi applicativi dello stampaggio con inserti in moduli ad alta precisione? Scarica il white paper sul processo di stampaggio con inserti per visualizzare in modo intuitivo soluzioni pratiche ed effetti in diversi campi.
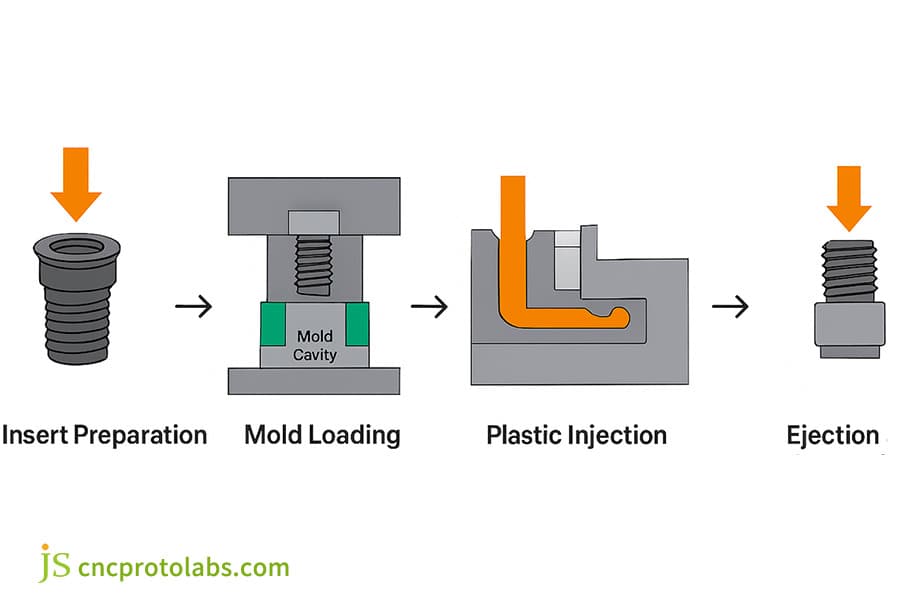
Figura 1: un diagramma in quattro fasi che illustra il processo di stampaggio dell'inserto: preparazione dell'inserto, caricamento dello stampo, iniezione della plastica ed espulsione del pezzo.
In che modo il processo di stampaggio degli inserti riduce i punti di guasto rispetto all'assemblaggio post-stampaggio?
Lo stampaggio dell'inserto utilizza la sollecitazione di compressione circonferenziale creata dal raffreddamento della plastica come meccanismo di bloccaggio per fissare l'inserto. Il processo crea una sigillatura completa del microgap che protegge dalla corrosione e dall'attenuazione del segnale di usura da sfregamento. Questo principio è conformeallo standard di prova della coppia ISO 16047.
Comprensione della sollecitazione di compressione circonferenziale nelle parti stampate con inserti
Il materiale plastico che include PBT e fibre di vetro al 30% mostra un tasso di ritiro da raffreddamento compreso tra 0,4% e 0,9% che genera uno stress di compressione circonferenziale compreso tra 20 MPa e 40 MPa sull'inserto metallico. Questo processo si traduce in un adattamento completo e senza spazi tra i due componenti.
Il materiale plastico sottoposto a raffreddamento esercita in questo modo una forte forza di presa sull'inserto. Il processo post-stampaggio deve stabilire un legame permanente tra i componenti attraverso un accoppiamento con interferenza che non è in grado di ottenere.
In poche parole, è come attorcigliare con forza un elastico attorno a una bottiglia. Dopo il raffreddamento e il restringimento, l'elastico è ancora ben premuto contro la bottiglia e non si allenta quasi mai. Un adattamento con interferenza, tuttavia, è più simile a un tappo di sughero che è stato inserito con forza, dopo un po' si formeranno degli spazi vuoti.
Mitigazione della corrosione da sfregamento e del rilassamento da stress nei contatti elettrici
Il processo di post-stampaggio dipende dallo stress da scorrimento esistente che rimane all'interno del materiale plastico. Il processo di rilassamento dello stress raggiunge una velocità del 40% a 80°C, che provoca l'allentamento dell'inserto e porta all'usura da sfregamento.
I detriti dovuti all'usura generano un improvviso aumento della resistenza di contatto che raggiunge più di 100 mΩ da meno di 5 mΩ, che interrompe il flusso del segnale. Lo stampaggio a inserto previene completamente questa particolare modalità di guasto.
Tipo di processo
Tasso di rilassamento da stress ad alta temperatura di 80°C
Resistenza di contatto iniziale
Resistenza del contatto dopo un uso a lungo termine
Rischio di fallimento
Modanatura per inserti
<5%
<5mΩ
<8mΩ
Estremamente basso
Post Stampaggio
40%
<5mΩ
>100mΩ
Estremamente alto
Preoccupato per il rischio di usura da sfregamento sui componenti esistenti? Contatta i nostri ingegneri per un preventivo gratuito per l'aggiornamento del processo di stampaggio con inserti e determina rapidamente se ne vale la pena.
Quali sono i costi nascosti nello stampaggio di plastica personalizzato: stampaggio con inserti vs. Operazioni secondarie?
I produttori tendono a ignorare i costi nascosti come il tasso di scarti di assemblaggio secondario, lo stoccaggio dei prodotti semilavorati e le perdite dovute ai tempi di fermo della linea di produzione quando confrontano questi due processi. Sono questi fattori che portano alla differenza di costo tra due articoli.
Analisi dei costi espliciti: investimento in attrezzature e risparmio di manodopera unitaria
Lo stampo per inserto richiede il posizionamento del cursore/braccio robotizzato, che è del 18%-25% più costoso rispetto allo stampaggio a iniezione standard, ma può far risparmiare il processo di assemblaggio secondario e ridurre il costo della manodopera per pezzo del 45%-60%.
Prendendo come esempio la carrozzeria di un'auto con 4 dadi, un singolo pezzo può far risparmiare 12 secondi di tempo di processo e la produzione di 100.000 pezzi all'anno può far risparmiare decine di migliaia di dollari solo grazie alla manodopera.
Svelazione dei costi nascosti: tasso di scarto e inventario dei semilavorati nel post stampaggio
Il tasso di scarto del Post Molding è compreso tra l'1,5% e il 3,5%. L'azienda perderà tra i 15.000 e i 35.000 dollari ogni anno a causa del materiale di scarto, derivante dalla produzione di 100.000 unità che hanno un prezzo unitario di 10 dollari.
Monitorando il flusso dello stampo durante lo stampaggio con inserti, il tasso di scarto viene mantenuto al massimo allo 0,5%. Inoltre, viene completamente eliminata la necessità di immagazzinare i prodotti semilavorati, il che porta ad una riduzione ancora maggiore dei costi di produzione.
Quando il servizio di stampaggio a inserti è una scelta più conveniente rispetto al post-stampaggio per parti critiche ad alto volume?
Il vantaggio in termini di prezzo che il servizio di stampaggio a inserti ha rispetto ad altri tipi di produzione è più evidente all'aumentare del volume di produzione.
Ad esempio, quando la quantità richiesta su base annua è superiore a 50.000 unità, il pagamento iniziale per lo stampo viene recuperato nel tempo dalla produzione automatizzata e il prezzo unitario sarà notevolmente inferiore per lo stampaggio con inserti rispetto a quello del post-assemblaggio.
Analisi del grafico di pareggio dei costi in volume per lo stampaggio a inserti
Le differenze di costo tra i due processi a diversi volumi di produzione sono mostrate nella tabella seguente:
Domanda annuale
Costo unitario post stampaggio (USD)
Costo unitario stampaggio inserti (USD)
Differenza di costo (USD/unità)
Vantaggi dello stampaggio con inserti
Processo consigliato
<5.000 unità
8.5-10.2
8.95-11.0
Post stampaggio 0,45-0,80
Nessuno
Post stampaggio
5.000-49.999 unità
7.2-8.8
7.5-9.0
Post stampaggio 0.1-0.3
Qualità superiore
Scegli secondo necessità
50.000-150.000 unità
6.5-7.8
6.5-7.8
Stesso
Valore CPK superiore del 30%
Inserisci modanatura
150.001-200.000 unità
6.0-7.2
5.5-6.8
Costo di stampaggio inserti inferiore di 0,3-0,5
Offre vantaggi sia in termini di qualità che di costi
Inserisci modanatura
>200.000 pezzi
5.8-7.0
4.7-5.8
Costo di stampaggio inserti inferiore di 1,1-1,2
Vantaggio significativo in termini di costi, PPM<200
Inserisci modanatura
L'impatto dei sistemi di alimentazione automatizzata sulla stabilità del processo
I sistemi di alimentazione automatizzati hanno la capacità di ridurre la dispersione temporale del posizionamento dell'inserto da 2,5 secondi (manuale) a 0,1 secondi, eliminando completamente il pericolo di compressione dello stampo dovuto a posizionamento errato o omissione e fornendo una garanzia per una produzione costante di volumi elevati.
Figura 2: una selezione di vari componenti in plastica nera, tra cui una parte multiforata e un disco con un inserto dorato, posizionati su uno sfondo bianco.
Perché i componenti stampati con inserto mantengono meglio la ritenzione della coppia in ambienti ad alte vibrazioni?
Nel caso di componenti stampati con inserti soggetti a vibrazioni ad alta frequenza, un fattore primario per la loro eccezionale capacità di trattenere la coppia è che il movimento direzionale e l'irrigidimento delle catene di plastica attraverso la superficie zigrinata portano a un incastro meccanico a livello molecolare.
Come il ciclo termico provoca il decadimento della coppia negli inserti filettati poststampati
Il ciclo termico di riscaldamento e raffreddamento dei dadi poststampati tra -40°C e 125°C per 1000 volte ha comportato un cambiamento della coppia da 4,2 Nm a 2,9 Nm, ovvero una perdita di coppia del 31,5%, misurata in conformità con lo standard ISO 16047.
D'altra parte, la coppia del dado stampato con inserto è statasolo una diminuzione quasi impercettibile a 4,0 Nm, ovvero una diminuzione del 4,8%.
Da ciò, si può concludere che le parti post-stampate corrono un rischio maggiore di allentarsi e causare rischi per la sicurezza, mentre le parti stampate con inserto preservano un livello di coppia costante che rende le loro prestazioni emissive di affidabilità verso il mondo esterno.
Come l'orientamento del flusso dei polimeri migliora la ritenzione
Ad esempio, pensa a come viene versato il cemento nelle scanalature modellate. Dopo che il calcestruzzo si è indurito avrà uno schema esatto della scanalatura e non si staccherà facilmente, anche se sottoposto a vibrazioni o variazioni di temperatura, ecc.
Nell'assemblaggio normale, è come mettere insieme due oggetti molto lisci, che si separeranno dalla minima forza esterna.
La plastica fusa riempie le scanalature zigrinate di un inserto, dopodiché si raffredda e forma una forma invertita o concava a livello di micron. In questo modo, non solo si adatta comodamente alla differenza CTE del metallo, ma combatte efficacemente lo scorrimento termico e allo stesso tempo mantiene saldamente l'inserto.
Figura 3: primo piano di un inserto metallico filettato nero che viene pressato su un materiale di substrato bianco, a dimostrazione della precisione del processo di incollaggio meccanico.
Come selezionare gli inserti giusti per lo stampaggio di plastica per bilanciare costi e resistenza all'estrazione?
Le prestazioni dello stampaggio dell'inserto sono in gran parte determinate dalla scelta dell'inserto e è necessario trovare un equilibrio tra forza di estrazione e resistenza alla torsione . Allo stesso tempo, non deve essere trascurato l'effetto del preriscaldamento dell'inserto sulla resistenza della linea di unione.
Selezione del design della zigrinatura: zigrinatura diritta o a diamante per prestazioni ottimali
Diversi tipi di godronatura sono più o meno adatti a determinate situazioni, il che significa che le prestazioni possono variare in modo significativo. In particolare:
Godratura diritta: la resistenza all'estrazione dei materiali in ottone/PC arriva fino a 250-300 N, il che è perfetto per scenari in cui le forze di trazione assiali sono la preoccupazione principale, ad esempio, i pin dei sensori.
Godratura a diamante: mantenimento della coppia superiore a 8 Nm, il che è positivo se le parti sono soggette a ripetuti smontaggi e montaggi, ad es. dadi di fissaggio di componenti automobilistici.
JS Precision suggerisce una profondità di zigrinatura compresa tra 0,2 e 0,4 mm per ottenere un buon compromesso tra forza di adesione e sollecitazione plastica.
Il ruolo fondamentale del preriscaldamento dell'inserto nell'eliminazione delle linee di saldatura
Le linee di saldatura si formano quando un inserto freddo (22°C) provoca un forte raffreddamento del fronte del flusso del materiale (250°C) cioè la formazione di una linea di legame debole nel corso del flusso. Causano una riduzione della resistenza del 20%-35%, secondo JS Precision, il preriscaldamento dell'inserto a 120°C-150°C eliminerà completamente queste linee.
Se non sei sicuro di come scegliere gli inserti per stampaggio plastica, puoi programmare una consulenza individuale con un tecnico per consigli sulla selezione professionale.
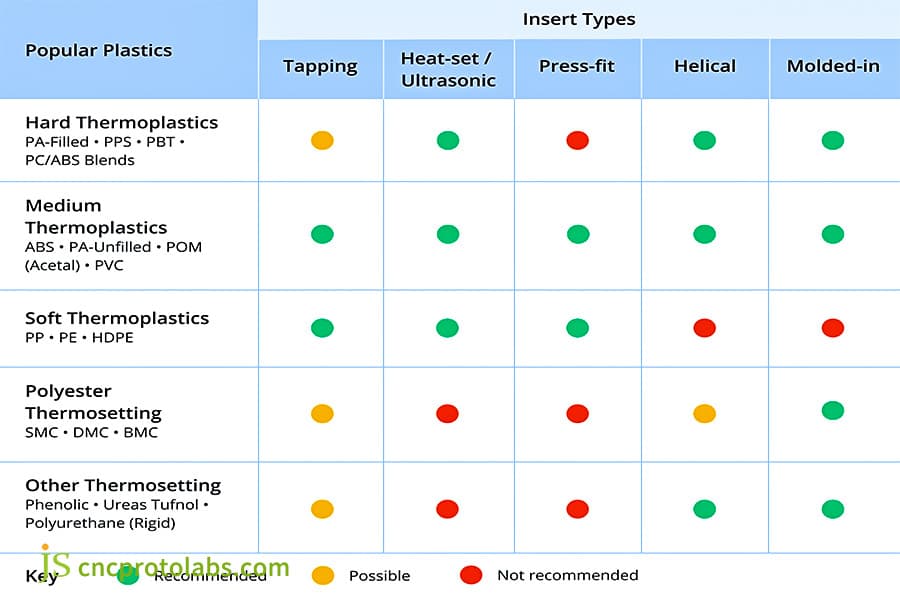
Figura 4: una tabella di compatibilità con punti colorati che indicano le combinazioni consigliate, possibili e sconsigliate di varie plastiche e tipi di inserti per lo stampaggio di inserti.
In che modo lo stampaggio dell'inserto elimina il problema dello "sbiancamento da stress" comune nei press-fit post-stampaggio?
Gli adattamenti della pressa post stampaggio causano uno stress residuo di trazione non reversibile sulle pareti del foro di plastica che porta allo sbiancamento delle sollecitazioni, al contrario lo stampaggio dell'inserto è la plastica che si scioglie e si restringe fino a incapsulare l'inserto, che è solo uno stress di compressione sicuro.
È come se forzi un foglio di plastica e questo diventa bianco e fragile. Se avvolgi semplicemente un oggetto con un foglio di plastica, rimane normale. Il primo si rompe facilmente mentre il secondo è forte e duraturo.
Sforzo di trazione con adattamento a pressione rispetto a stress di compressione modellato
L'espansione della parete del foro di oltre il 2% durante il montaggio a pressatura provocherà la formazione di striature che possono essere fonte di cricche da fatica. D'altro canto, lo stampaggio a inserto produce un livello di sollecitazione uniforme senza alcuna concentrazione e quindi aumenta significativamente la durata a fatica di 5-8 volte.
Perché gli alloggiamenti medicali trasparenti richiedono lo stampaggio dell'inserto
I gusci medici trasparenti sono altamente sensibili ai cambiamenti nelle proprietà ottiche e possono rompersi facilmente. Sbiancamenti e screpolature delle parti visibili si verificano spesso dopo il post stampaggio, questi difetti distruggono anche la sigillatura.
Lo stampaggio ad inserto può garantire un aspetto impeccabile e un livello di tenuta IP67/IP68, può soddisfare pienamente le esigenze del settore medicale.
In particolare, lo stampaggio di inserti in plastica è più in linea con le proprietà dei materiali dei gusci medici trasparenti, quindi può prevenire efficacemente il problema dell'incompatibilità dei materiali.
Perché i preventivi per lo stampaggio a iniezione variano in modo significativo tra i progetti di stampaggio con inserti e quelli standard?
I preventivi per lo stampaggio a iniezione sono più alti rispetto allo stampaggio a iniezione standard, principalmente a causa dei costi di integrazione dei dispositivi di alimentazione automatizzata, dei sensori di rilevamento integrati e del monitoraggio della sicurezza nello stampo.
Analisi del bilancio: costi di automazione, dispositivi e sensori in ingegneria
Si può dire che i componenti principali che contribuiscono al costo dello stampaggio ad inserti sono i seguenti:
Costo per la progettazione del dispositivo di posizionamento di precisione: $ 1200-$ 3500, per garantire che l'inserto sia posizionato accuratamente
Modulo di rilevamento ad alta sensibilità: $800-$2000, assicurandosi che l'inserto sia nella posizione e nell'orientamento corretti.
Costo per la programmazione della logica di protezione dello stampo: una strategia per evitare danni allo stampo che potrebbero essere causati da inserti posizionati in modo errato.
Significato del tempo di posizionamento dell'inserto nel calcolo del tempo di ciclo totale
Lavorando con un ciclo di stampo singolo che dura solo 3-8 secondi in più rispetto al normale ciclo di stampaggio a iniezione, lo stampaggio con inserti è effettivamente in grado di ridurre il ciclo di processo complessivo (incluso il post-assemblaggio) di 15-25 secondi, portando così anche a un'efficienza relativamente più elevata dell'intera operazione.
Oltre a ciò, una chiara ripartizione della composizione del costo dello stampaggio di plastica personalizzato può essere di grande aiuto per calcolare il tuo investimento in modo più accurato ed evitare perdite di costi nascosti.
Analisi del caso: JS Precision risolve la sfida del decadimento della coppia negli inserti degli alloggiamenti delle centraline automobilistiche
La forza di serraggio della coppia degli inserti dell'alloggiamento della ECU dell'automobile determina la stabilità dell'intero sistema elettronico del veicolo. Un famoso produttore di componenti automobilistici stava lottando con questo problema e finalmente,grazie alla soluzione di stampaggio con inserti di JS Precision, è riuscito a risolverlo. Di seguito è riportato un rapporto completo sulla soluzione del caso.
Problemi affrontati:
Il processo di post-stampaggio originale del cliente era tale che, dopo un test di durata del veicolo (150.000 km), la coppia di rimozione dei dadi in ottone M4 pressati è diminuita dai 3,8 Nm iniziali a 2,4 Nm (diminuzione del 37%).
Ciò ha causato un contatto inefficace sui terminali del cablaggio, rendendo possibile il malfunzionamento del sistema elettronico durante il funzionamento del veicolo. E in questo caso il rischio di ritiro è elevato e ciò significherà anche una maggiore pressione sulla qualità e potenziali perdite per il cliente.
Inoltre, la lavorazione post-stampaggio presentava una percentuale di scarti del 3,2% e, a causa degli scarti, il cliente doveva spendere più di 80.000 dollari all'anno. E poiché il processo di assemblaggio manuale era lento e inefficiente, non era nemmeno in grado di dimezzare le esigenze di consegna di volumi elevati del cliente.
Soluzione:
Dopo aver ricevuto il requisito, il team di ingegneri di JS Precision ha prima ottimizzato i disegni delle parti del cliente con DFM e sviluppato una soluzione mirata di stampaggio con inserti basata sullo scenario di utilizzo degli alloggiamenti delle centraline elettroniche automobilistiche.
1. Inizialmente, l'ottimizzazione DFM ha modificato il design del dado zigrinato dritto in un processo di stampato con inserto e la zigrinatura è stata modificata da diritta a una zigrinatura a diamante sfalsata di 30°, che ha aumentato la resistenza alla rotazione tra l'inserto e la plastica e migliorato la tenuta della coppia forza.
2. Con l'aiuto dell'analisi Moldflow, la temperatura sulla parte anteriore del riempimento in plastica era ben controllata e la temperatura di preriscaldamento dell'inserto era strettamente controllata a 135°C±5°C. Ciò ha rimosso le linee di saldatura deboli per quel materiale freddo sul retro del dado, aumentando così la forza del legame.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Summary
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com