

Fabrication d'engrenages constitue l'élément fondamental qui garantit la stabilité opérationnelle des systèmes éoliens. Une éolienne offshore de 5 MW subit des coûts d'exploitation quotidiens de plus de dix mille dollars en raison d'une panne de boîte de vitesses.
Les temps d'arrêt des éoliennes résultent de pannes de boîtes de vitesses qui représentent 60 pour cent du temps d'arrêt total, mais ces pannes n'ajoutent qu'environ 5 pour cent aux coûts globaux. Cependant, une seule panne d'engrenage en acier crée des effets négatifs qui affectent le succès financier des opérations éoliennes.
Comment pouvons-nous garantir 20 ans de fiabilité à partir de la source de fabrication des engrenages ? La clé réside dans un traitement précis et une vérification rigoureuse.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés | Valeur pour vous |
| Garantie de durée de vie de 20 ans | Le produit reste conforme aux normes ISO 6336 car il fonctionne avec un acier allié de haute pureté composé de 18CrNiMo7-6 et est soumis à des tests de puissance en boucle fermée pour vérification. | Les gens doivent se renseigner sur les indicateurs techniques, car ces outils les aideront à éviter que leurs échecs initiaux ne se transforment en problèmes majeurs. |
| Sélection standard ou personnalisée | L'optimisation de la répartition des charges de contact nécessite des engrenages personnalisés micro-modifiés qui deviennent essentiels lorsque les champs de vent présentent de fortes turbulences ou une disponibilité d'espace limitée. | Définissez clairement si le projet relève de la catégorie personnalisée pour éviter toute incompatibilité du système. |
| Normes d'évaluation du fabricant | Le processus d'évaluation nécessite une évaluation de la profondeur du four de carburation ainsi qu'un niveau ISO 4 ou supérieur. rectifieuse d'engrenages précision et expérience dans l’analyse des données d’échec de projets éoliens. | Le cadre d'évaluation des fournisseurs vous aide à trouver des partenaires techniques appropriés qui peuvent répondre aux besoins de votre entreprise. |
Principales conclusions
- Le matériau détermine la limite supérieure : l'engrenage d'entraînement principal doit utiliser un acier allié dégazé sous vide (tel que 18CrNiMo7-6) avec une teneur en oxygène ≤ 20 ppm.
- Les tests vérifient la limite inférieure : les tests consécutifs sont le seul moyen de vérifier que les engrenages ne piqueront pas sous 25 000 heures de charge alternée.
- La personnalisation est une méthode de réduction des coûts : le micromoulage peut améliorer l'uniformité de la répartition de la charge de 30 %, ce qui évite une panne précoce de l'équipement.
- La chaîne de processus établit la cohérence : La chaîne de processus complète qui commence par le taillage des engrenages et se termine par le rodage établit la cohérence des lots grâce à la carburation à des profondeurs de couche comprises entre 0,8 et 1,2 mm.
Pourquoi faire confiance à la fabrication d'engrenages pour éoliennes ? Expérience en ingénierie de JS Precision
L’efficacité des engrenages d’éoliennes tout au long de leur durée de vie dépend des normes de fabrication utilisées pour leurs composants.
JS Precision est profondément impliqué dans le domaine des engrenages d'éoliennes depuis 15 ans, fournissant plus de 2 000 engrenages de boîtes de vitesses principales d'éoliennes, réalisant plus de 300 analyses de défaillance d'engrenages d'éoliennes et établissant une capacité de chaîne complète couvrant l'acceptation des matériaux, l'usinage des engrenages, le traitement thermique jusqu'aux tests de durabilité .
Les opérations d'usine de l'installation suivent toutes les exigences établies par le AGMA 6006 document de normalisation des boîtes de vitesses d'éoliennes.
JS Precision utilise des rectifieuses d'engrenages profilés allemandes NILES pour ses opérations d'usinage d'engrenages, qui peuvent produire des engrenages d'un diamètre maximum de 3 000 mm tout en conservant une précision ISO de classe 3 qui dépasse les normes industrielles qui exigent une précision ISO de classe 4.
Le processus de cémentation profonde développé par la société permet d'obtenir une couche durcie uniforme de 0,8 à 1,2 mm, ce qui améliore de 40 % la résistance à la fatigue des engrenages en acier pour les environnements de brouillard salin de l'énergie éolienne offshore.
Les opérations des parcs éoliens offshore européens ont subi des pannes de turbine après seulement 3 ans en raison de micro-piqûres d'engrenages. Le processus d'acquisition du spectre de charge et d'optimisation du micromoulage mené par JS Precision a amélioré la limite de fatigue de contact des engrenages de 1 100 MPa à 1 350 MPa. Les turbines ont fonctionné pendant 5 ans sans interruption tout en générant 3 millions de kWh d'électricité supplémentaire.
Ce cas pratique démontre la force technique de JS Precision dans la fabrication d'engrenages sur mesure. Pour les projets d'énergie éolienne, la fiabilité des équipements détermine directement le retour sur investissement. Le choix d'un partenaire possédant une expérience en ingénierie approfondie et des capacités complètes en matière de processus est crucial pour atténuer dès le départ les risques de défaillance.
Vous souhaitez acquérir une compréhension de base des capacités de fabrication d’engrenages et consulter des études de cas plus pratiques ? Contactez-nous pour obtenir l'étude de cas complète de l'optimisation des engrenages d'éoliennes offshore de JS Precision, comprendre intuitivement les avantages technologiques et les bénéfices réels, et établir rapidement une relation de coopération.
Quelles sont les parties critiques d’une éolienne qui reposent sur une fabrication d’engrenages de précision ?
La précision de l’usinage des engrenages affecte directement le fonctionnement des composants essentiels de l’éolienne.
Dans le parties d'une éolienne , la chaîne de transmission est le noyau de conversion d'énergie et la boîte de vitesses sert de moyeu, s'appuyant entièrement sur une fabrication d'engrenages de haute précision pour son fonctionnement. Il doit supporter des charges extrêmes de niveaux d'engrenages planétaires et hélicoïdaux.
Cœur de la chaîne de transmission : l’irremplaçabilité de la boîte de vitesses
La conception « planétaire à un étage + arbre parallèle à deux étages » est devenue la structure de boîte de vitesses standard pour les éoliennes de classe mégawatt.
Une éolienne de 3 MW nécessite un couple d'entrée d'environ 2 000 kN·m ainsi qu'une vitesse de sortie de 1 500 tr/min pour atteindre une efficacité de transmission de 97 % ou plus . Le processus complet de fabrication des engrenages nécessite une supervision stricte car il constitue la principale raison de la sélection des engrenages en acier comme matériau principal.
L'effet de la précision sur les bénéfices générés par les coûts de panne d'équipement
Les dysfonctionnements des boîtes de vitesses des éoliennes entraînent 20 % des temps d'arrêt totaux des équipements alors qu'ils entraînent 30 à 40 % de toutes les dépenses de maintenance.
Les dépenses liées au démontage des équipements pour les pièces de rechange créent des impacts financiers importants. La période d’amortissement pour la fabrication précise d’engrenages de niveau ISO 4 ou supérieur ne dépasse pas deux ans.
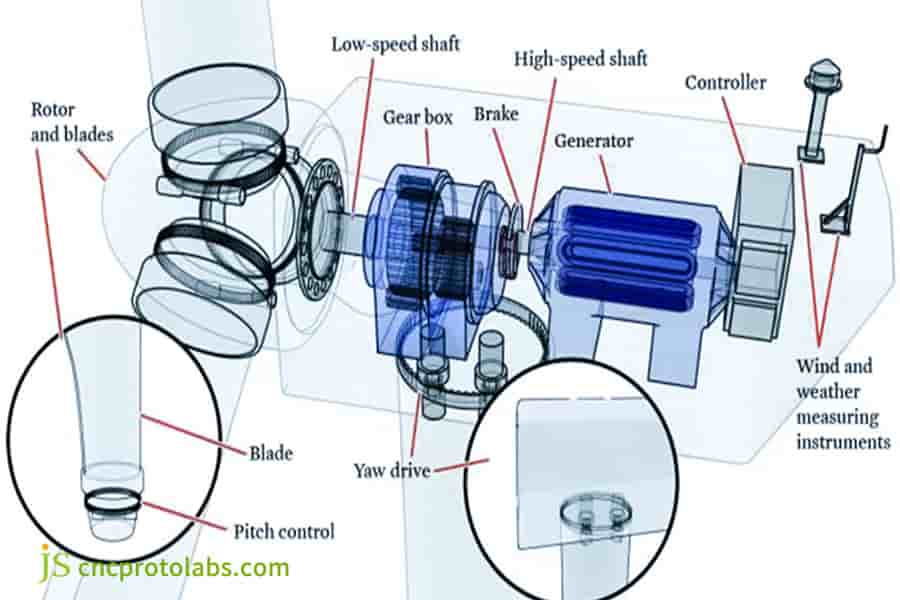
Figure 1 : Un diagramme en coupe détaillé montrant la structure interne d'une éolienne, mettant en évidence les composants critiques tels que la boîte de vitesses, le générateur, le rotor et les systèmes de contrôle.
Comment la conception des éoliennes influence-t-elle la sélection des engrenages en acier par rapport aux engrenages en acier ? D'autres matériaux ?
La conception des éoliennes évolue vers un développement à grande échelle, avec des exigences en matière de densité de couple et de matériaux légers.
Les engrenages en acier fonctionnent comme le matériau principal de l'étage d'entraînement qui doit répondre aux exigences de la norme CEI 61400-1 pour ses conditions de fonctionnement. L'étage d'entraînement principal nécessite des unités offshore à utiliser acier allié à haute résistance ainsi que les processus de carburation et de trempe.
Le compromis entre densité de couple et légèreté
Le couple d'entrée de la boîte de vitesses augmente lorsque la capacité de l'éolienne atteint des valeurs plus élevées. Les éoliennes de 10 MW ont des couples d'entrée supérieurs à 5 000 kN·m.
L'équipe de conception a augmenté la valeur de contrainte de contact avec la surface des dents pour contrôler le poids de la nacelle, ce qui a entraîné des exigences plus élevées en matière de performances en fatigue des engrenages en acier et de pureté des matériaux de fabrication des engrenages.
Conditions préalables de conception pour la technologie de durcissement de surface
Le processus de conception commence par la technologie de durcissement de surface qui constitue une première étape essentielle. La profondeur effective de la couche durcie pour les engrenages d'éoliennes est de 0,15 à 0,25 fois le module . La phase de conception nécessite une surépaisseur de meulage pour préparer la correction de la déformation par traitement thermique, qui constitue une première étape essentielle dans l'usinage des engrenages.
Exigences de profondeur de couche carburée pour les engrenages en acier d'éoliennes avec différents modules
| Module d'engrenage | 3 | 5 | 8 | 10 | 12 | 15 |
| Profondeur effective de la couche durcie (mm) | 0,45-0,75 | 0,75-1,25 | 1.2-2.0 | 1,8-2,5 | 2.4-3.0 | 2.25-3.75 |
| Allocation de meulage (mm) | 0,2 | 0,2 | 0,25 | 0,3 | 0,3 | 0,3 |
| Dureté de surface (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
Pourquoi les engrenages en aluminium sont-ils rarement utilisés dans les entraînements principaux mais sont-ils pertinents dans les systèmes auxiliaires ?
Le engrenages en aluminium manquent de résistance suffisante pour les applications d’entraînement principal, ce qui permet à leur conception légère d’être utilisée dans des systèmes opérationnels secondaires.
Le processus de fabrication nécessite des procédures spéciales pour les deux matériaux, ce qui permet une réduction de poids de 40 à 60 pour cent et diminue les besoins en puissance du moteur dans les systèmes opérationnels secondaires.
Limites physiques de la résistance des matériaux
La limite d'élasticité et la limite de fatigue de contact de alliages d'aluminium sont bien inférieures aux exigences de l’étage d’entraînement principal.
Le matériau présente des tendances élevées à la rupture sous contrainte ainsi qu'un coefficient de dilatation thermique qui entraîne une perte de précision dimensionnelle lorsqu'il fonctionne à des températures élevées. C'est la principale raison pour laquelle les engrenages en aluminium sont abandonnés au niveau de l'étage d'entraînement principal.
Valeur légère des systèmes auxiliaires
La contrainte de contact des engrenages dans les systèmes auxiliaires est plus faible, ce qui montre que les engrenages en aluminium offrent des avantages en matière de réduction de poids. JS Precision effectue un traitement d'anodisation dure de surface pour former une couche de céramique qui améliore la résistance à l'usure pour répondre aux exigences.
Vous avez des exigences claires et souhaitez personnaliser les engrenages en aluminium ? Contactez immédiatement un ingénieur, soumettez les paramètres de charge de votre système auxiliaire et nous discuterons des détails du processus de fabrication d'engrenages personnalisés en tête-à-tête pour finaliser une solution personnalisée.

Figure 2 : Deux engrenages hélicoïdaux en acier de haute précision à dents inclinées, fabriqués pour être utilisés dans les systèmes auxiliaires d'éoliennes, illustrés sur un fond uni.
Qu'est-ce qui définit un engrenage en acier fiable pour les applications exigeantes d'éoliennes ?
La production de produits fiables engrenage en acier nécessite des matériaux de haute qualité et la mise en œuvre de normes de fabrication strictes pour la fabrication des engrenages. Le 18CrNiMo7-6 sert de matériau standard pour la production de réducteurs d'éoliennes car ses spécifications de qualité établissent les limites opérationnelles qui déterminent les performances des engrenages.
Qualité du matériau et seuil de pureté
L'acier carburé 18CrNiMo7-6 nécessite des normes de composition chimique spécifiques qui doivent être respectées.
Les applications éoliennes nécessitent un traitement de dégazage sous vide qui doit atteindre une teneur en oxygène de 20 ppm ou moins et des niveaux de soufre et de phosphore inférieurs à 0,015 %. La durée de vie en fatigue de contact des engrenages en acier augmente de 15 % pour chaque diminution de 10 ppm du niveau d'oxygène.
Taille des grains et ténacité
La production d'engrenages pour l'énergie éolienne nécessite des engrenages en acier dont la granulométrie dépasse les exigences de grade 6. Les structures à grains fins offrent une résistance aux chocs à basse température qui leur permet de fonctionner efficacement dans des conditions de fonctionnement sévères . Les gros grains représentent 80 % de toutes les fractures fragiles qui se produisent dans les matériaux.
Quels processus de fabrication d'engrenages déterminent le coût final des engrenages d'éoliennes ?
Les coûts totaux de fabrication des engrenages d'éoliennes dépendent de trois facteurs : les activités d'usinage de précision et les processus de traitement thermique ainsi que les caractéristiques des lots produits qui nécessitent des systèmes spécialisés pour gérer leurs exigences de production.
Le processus de usinage d'engrenages établit la structure principale des coûts car elle exige des normes de précision spécifiques lors de l'exécution.
1. Usinage de précision :
Les dépenses associées à la fabrication des engrenages atteignent 30 à 40 % car la rectification des engrenages représente une partie importante du processus de production.
L'usinage de précision ISO niveau 4 et niveau 6 nécessite des temps d'usinage différents car les exigences de précision entre ces deux niveaux créent une double différence en termes d'heures de travail et de dépenses nécessaires.
2. Traitement thermique :
Le processus de carburation profonde nécessite beaucoup de temps et d’énergie car il nécessite un contrôle précis de la répartition de la température du four. Les dépenses associées aux procédés de traitement thermique se décomposent en deux composantes principales dont les dépenses d'électricité qui représentent 40 à 50 % des dépenses totales de traitement.
3. Effet de lot :
Les dépenses liées aux processus de production et de débogage en petits lots deviennent coûteuses, mais il existe un avantage en termes de coûts lorsque les entreprises produisent 50 unités ou plus, car les dépenses diminuent pour chaque unité.
Budget de projet limité ? Vous souhaitez contrôler les coûts de fabrication des équipements ? Fournissez les spécifications de votre équipement et la quantité d’achat pour un calcul gratuit de la solution de coût optimale pour vous aider à réduire les coûts et à augmenter l’efficacité.
La fabrication d’engrenages sur mesure peut-elle prolonger la durée de vie d’une boîte de vitesses d’éolienne ?
Les engrenages standard sont incapables de fonctionner correctement lorsqu'ils sont exposés à des conditions de fonctionnement qui existent en dehors de leurs paramètres de conception prévus. Fabrication d'engrenages sur mesure grâce au processus de micro-modification , il établit une meilleure répartition de la charge, ce qui se traduit par une meilleure couverture de la surface sur l'ensemble de l'engrenage.
Ce système permet aux installations éoliennes de répondre à leurs exigences opérationnelles spécifiques grâce à des capacités de fabrication d'engrenages personnalisées.
La nécessité de la personnalisation pour des conditions de fonctionnement non standard
La sélection des paramètres de micro-modification doit être combinée avec le niveau de turbulence du champ de vent et les spécifications des équipements. Les paramètres de modification varient considérablement selon différentes conditions de fonctionnement.
Vous trouverez ci-dessous un tableau de référence des paramètres de modification standard de JS Precision , validés par de nombreuses applications pratiques :
| Niveau de turbulence | Module d'engrenage | Quantité de modification du profil de la dent (μm) | Quantité de modification hélicoïdale (μm) | Quantité de retournement arrière de la pointe de la dent (μm) | Taux de réduction du stress de contact (%) |
| Niveau IIIC (faible turbulence) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| Niveau IIIB (turbulence moyenne) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| Niveau IIIA (turbulence élevée) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| Fortes turbulences en mer | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| Turbulence élevée sur terrain complexe | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
Le spectre de charge qui CEI 61400-1 Les définitions pour différents niveaux de turbulence montrent des différences substantielles entre les différents niveaux de turbulence. Les champs de vent à forte turbulence nécessitent le développement d’engrenages personnalisés spécialement conçus. JS Precision crée une reconstruction du spectre de charge à partir des données SCADA, ce qui contribue à réduire les erreurs de saisie de conception.
La valeur invisible du micro-modelage
Des charges lourdes provoquent une déformation élastique de la surface de la dent. La modification microscopique peut compenser la déformation et obtenir une contrainte de contact uniforme . La zone d'empreinte de contact ainsi que la résistance aux piqûres d'un engrenage en acier d'éolienne de 3 MW ont été améliorées grâce au micro-façonnage.
Figure 3 : Un assemblage d'engrenages en acier de couleur dorée au design complexe, connectés à un composant plus grand, illustrant la précision des engrenages sur mesure pour les applications d'éoliennes.
Quels tests de durabilité valident la qualité des engrenages personnalisés avant l'installation ?
Engrenages personnalisés nécessitent des tests de durabilité rigoureux avant l’installation. La procédure de contrôle qualité finale dans la production d'engrenages doit suivre les normes ISO 6336-5 et AGMA 6006 pour un bon fonctionnement des engrenages sur deux décennies.
- Tests consécutifs : Le banc d'essai FZG nécessite des tests qui appliquent des charges croissantes jusqu'à atteindre 1 × 10⁷ cycles tout en maintenant les conditions d'essai de couple nominal et de surcharge définies par la norme CEI 61400-4.
- Tests non destructifs : le processus de test utilise des méthodes par ultrasons et par particules magnétiques pour détecter les défauts internes et de surface tout en garantissant que les zones critiques ne contiennent aucun défaut dépassant les normes établies.
- Conformité aux normes : Les calculs de résistance qui suivent la norme ISO 6336-5 doivent être effectués pour vérifier que tous les résultats de performance répondent aux normes AGMA 6006.
Comment trouver des services de fabrication d'engrenages personnalisés de haute qualité pour les projets éoliens ?
Le processus de sélection de services de fabrication d'engrenages personnalisés de haute qualité nécessite l'évaluation de trois facteurs spécifiques du fournisseur, notamment leur équipement, leur expérience dans l'industrie et leur expertise complète en matière de processus de fabrication.
Cette méthode fournit la méthodologie de test nécessaire qui garantit des résultats de performances fiables pour les systèmes d'engrenages d'éoliennes.
Exigences matérielles
La fabrication d’engrenages pour éoliennes nécessite des équipements de traitement et de traitement thermique à grande échelle. Les rectifieuses d'engrenages allemandes NILES chez nous fonctionnent avec une précision de traitement stable qui atteint le niveau ISO 3 et répond à leurs exigences en matière de traitement des engrenages d'éoliennes.
Seuil d'expérience
Le processus d’analyse des défaillances des engrenages d’éoliennes exige que les fournisseurs démontrent leur expérience professionnelle dans ce domaine. Précision JS exploite une base de données de graphiques de défaillance qui contient plus de 300 cas de défaillance analysés que leurs techniciens peuvent utiliser pour identifier les causes de défaillance et développer des solutions d'optimisation.
Service de cycle de vie complet
Le long processus de développement des projets éoliens exige que les partenaires fournisseurs fournissent un support complet sur le cycle de vie de leurs services. Le processus de production que nous utilisons pour solidifier nos méthodes de fabrication aboutit à une qualité de produit constante avec des taux de défauts extrêmement faibles lors de la livraison en masse tout en assurant une disponibilité stable des produits.
Vous souhaitez sélectionner un partenaire de fabrication d’engrenages personnalisés de haute qualité ? Téléchargez notre liste de contrôle d'évaluation des fournisseurs et filtrez rapidement les fournisseurs. Vous pouvez également planifier une consultation individuelle avec un consultant technique.
Étude de cas : JS Precision surmonte le problème de la corrosion par micro-piqûres des engrenages dans les parcs éoliens offshore grâce à la micro-modification
Défi
Un parc éolien offshore européen de 3 MW utilise un engrenage hélicoïdal à grande vitesse qui a développé des micropittings sur de grandes surfaces après trois ans de fonctionnement, car ses valeurs de vibration dépassaient la limite standard de 4,2 mm/s.
Le fournisseur d'origine n'a pas pu résoudre le problème. Les tests sur site ont révélé que la rugosité de la surface des dents d'engrenage en acier atteignait Ra 0,8 µm tandis que les empreintes de contact ne montraient que 40 % et que la contrainte de contact locale dépassait la limite maximale autorisée.
Solution
1. Charger la collection de spectre :
Après que JS Precision ait pris le relais, ils ont d'abord installé des capteurs de couple à l'entrée de la boîte de vitesses et collecté des données opérationnelles pendant 30 jours consécutifs . Il a été constaté que le couple maximal réel était 22 % supérieur à la valeur de conception.
2. Optimisation de la forme :
Le spectre de charge mesuré a servi de base à la réalisation d'une analyse par éléments finis . La quantité de modification du profil de la dent a été optimisée de 12 μm à 22 μm, la quantité de modification de l'hélice de 8 μm à 25 μm et le biseautage de la pointe de la dent a été réglé à 40 μm.
3. Mise à niveau du processus :
Le processus d'usinage des engrenages a utilisé l'ébauche d'engrenages à vis sans fin avec meule CBN, qui a progressé jusqu'à la finition grâce à un affûtage à haute puissance d'une meule à liant céramique pour obtenir une dent rugosité de la surface de Ra 0,25μm .
4. Tests de vérification :
Le processus de test consécutif sur banc d'essai a permis de réaliser avec succès les tests de vérification sur 2 × 10⁷ cycles . Les contrôles d'arrêt du cycle 5 × 10⁵ n'ont montré aucun signe de micropitting.
Résultats
La limite optimisée de fatigue de contact des engrenages a atteint 1 350 MPa, ce qui a entraîné une prolongation de la durée de vie au-delà de 100 % tandis que le niveau de vibration a diminué à 2,7 mm/s.
Les éoliennes du parc éolien ont fonctionné sans aucune panne pendant une période de 5 ans . Sur la base d'un équivalent annuel d'heures de fonctionnement de 3 000 heures, cela a entraîné une augmentation cumulée de la production d'électricité de 3 millions de kWh et une réduction directe des pertes dues aux temps d'arrêt dépassant 500 000 $.
Un parc éolien connaît des pannes d’équipement et a besoin d’une solution urgente ? Appelez immédiatement notre hotline technique, soumettez vos données de détection de défauts et recevez une solution d'optimisation ciblée dans les 72 heures pour minimiser les pertes dues aux temps d'arrêt.
FAQ
Q1 : Quelles sont les qualités de matériaux les plus couramment utilisées pour les réducteurs d’éoliennes ?
Les matériaux les plus couramment utilisés pour les réducteurs d’éoliennes sont les aciers alliés carburés 18CrNiMo7-6 et 17CrNiMo6 . Ces engrenages en acier maintiennent leur résistance au-dessus de 1 200 MPa lorsqu'ils fonctionnent entre -40 ℃ et des températures plus élevées.
Q2 : Comment la profondeur de la couche carburée affecte-t-elle la durée de vie des engrenages ?
L'engrenage en acier d'entraînement principal des éoliennes nécessite une zone durcie qui s'étend entre 1,5 et 3,0 mm car cette profondeur représente 0,15 à 0,25 du module d'engrenage. Les engrenages connaîtront un effritement précoce par fatigue lorsque la profondeur de la couche reste insuffisante, entraînant une réduction de leur durée de vie opérationnelle.
Q3 : Quelles sont les différences entre les normes ISO 6336 et AGMA ?
La contrainte hertzienne sert de base aux calculs de force de contact dans la norme ISO 6336, tandis que l'AGMA 6006 établit un système de classification de la puissance nominale. Les définitions des facteurs de sécurité des équipements diffèrent d'environ 15 à 20 %.
Q4 : Quels problèmes le micro-moulage d’engrenages peut-il résoudre ?
Le processus de micromoulage des engrenages permet aux systèmes de gérer la déformation élastique qui se produit au niveau des surfaces des dents sous de lourdes charges comprises entre 10 et 30 micromètres, empêchant ainsi la concentration des contraintes tout en améliorant la capacité de l'engrenage à résister au grippage.
Q5 : Quels tests non destructifs sont requis pour les engrenages des éoliennes ?
Tous les composants d'engrenages utilisés dans la fabrication des engrenages d'éoliennes doivent subir des tests par ultrasons qui atteignent une résolution de 0,5 mm et des tests par particules magnétiques qui détectent les défauts internes et de surface tout au long du processus de fabrication.
Q6 : Quel est le principe de fonctionnement d'un banc d'essai dos à dos ?
Le banc d'essai dos à dos utilise deux boîtes de vitesses pour créer un système de chargement en boucle fermée qui compense 5 à 10 % de la puissance nominale par des pertes par frottement, reproduisant ainsi les conditions d'essai opérationnelles qui nécessitent une faible consommation d'énergie de la part des engrenages.
Q7 : Comment déterminer si la défaillance des engrenages est un problème matériel ou un problème de lubrification ?
Grâce à l'analyse par microscopie électronique (MEB), la fracture provoquée par des inclusions internes est un problème lié au matériau de fabrication des engrenages, tandis que les rayures de surface ou la liaison sont principalement dues à une mauvaise lubrification ou à une contamination par l'huile.
Q8 : Combien de temps faut-il entre les dessins et la livraison de la première pièce ?
Le temps nécessaire pour réaliser un projet commence à partir du moment de la réception des dessins jusqu'à la livraison de la première pièce. JS Precision a besoin de 6 à 8 semaines pour livrer son premier échantillon de pièce après recevoir des dessins 3D pour les engrenages en acier d'éoliennes conventionnelles d'une plage de diamètres de 8 à 12 et 2 000 mm.
Résumé
Les 20 années de fiabilité des engrenages d'éoliennes découlent d'un savoir-faire méticuleux tout au long du processus de fabrication des engrenages, de la pureté des matériaux à la précision de l'usinage, chaque étape étant cruciale. Le développement de conception d'éolienne a fait des engrenages en acier un choix essentiel, tandis que la fabrication d'engrenages sur mesure est essentielle pour s'adapter aux conditions de fonctionnement non standard.
Depuis 15 ans, JS Precision consacre l'intégralité de son activité au secteur de l'énergie éolienne, ce qui nous offre des capacités de fabrication complètes et une expertise considérable en matière d'enquête sur les pannes.
Notre équipe d'ingénierie offre son expertise pour vous aider, que vous ayez besoin de produits d'engrenages standard ou de services de production d'engrenages personnalisés. Soumettez les paramètres de votre équipement et recevez une solution personnalisée et un devis dans les 24 heures.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

