

Fabricación de engranajes Sirve como elemento fundamental que garantiza la estabilidad operativa de los sistemas de energía eólica. Una turbina eólica marina de 5 MW experimenta más de diez mil dólares en costos operativos diarios debido a la avería de su caja de cambios.
El tiempo de inactividad de las turbinas se debe a fallas en las cajas de engranajes que representan el 60 por ciento del tiempo de inactividad total, pero estas fallas solo agregan alrededor del 5 por ciento a los costos generales; sin embargo, una sola falla en el engranaje de acero crea efectos negativos que afectan el éxito financiero de las operaciones de energía eólica.
¿Cómo podemos garantizar 20 años de confiabilidad desde el origen de la fabricación de engranajes? La clave reside en un procesamiento preciso y una verificación rigurosa.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave | Valor para ti |
| Garantía de vida útil de 20 años | El producto cumple con los estándares ISO 6336 porque opera con acero de aleación de alta pureza que consiste en 18CrNiMo7-6 y se somete a pruebas de potencia de circuito cerrado para su verificación. | La gente necesita aprender acerca de los indicadores técnicos porque estas herramientas les ayudarán a evitar que sus fallas iniciales se conviertan en problemas mayores. |
| Selección estándar versus personalizada | La optimización de la distribución de la carga de contacto requiere engranajes personalizados micromodificados que se vuelven esenciales cuando los campos de viento presentan alta turbulencia o disponibilidad de espacio limitada. | Defina claramente si el proyecto pertenece a la categoría personalizada para evitar la incompatibilidad del sistema. |
| Estándares de evaluación del fabricante | El proceso de evaluación requiere una evaluación de la profundidad del horno de cementación junto con un nivel ISO 4 o superior. rectificadora de engranajes precisión y experiencia en el análisis de datos de fallos de proyectos de energía eólica. | El marco de evaluación de proveedores le ayuda a encontrar socios técnicos adecuados que puedan satisfacer sus necesidades comerciales. |
Hallazgos clave
- El material determina el límite superior: el engranaje impulsor principal debe utilizar acero de aleación desgasificado al vacío (como 18CrNiMo7-6) con un contenido de oxígeno ≤20 ppm.
- Las pruebas verifican el límite inferior: las pruebas consecutivas son la única manera de verificar que los engranajes no se hundan bajo 25,000 horas de carga alterna.
- La personalización es un método de reducción de costos: el micromolde puede mejorar la uniformidad de la distribución de la carga en un 30 %, lo que evita fallas tempranas del equipo.
- La cadena de proceso establece la consistencia: la cadena de proceso completa que comienza con el tallado de engranajes y termina con el bruñido establece la consistencia del lote mediante la cementación a profundidades de capa entre 0,8 y 1,2 mm.
¿Por qué confiar en la fabricación de engranajes para turbinas eólicas? Experiencia en ingeniería de JS Precision
La eficiencia del engranaje de un aerogenerador a lo largo de su vida operativa depende de los estándares de fabricación utilizados para sus componentes.
JS Precision ha estado profundamente involucrado en el campo de engranajes de turbinas eólicas durante 15 años, entregando más de 2000 engranajes de cajas de engranajes principales de turbinas eólicas, completando más de 300 análisis de fallas de engranajes de turbinas eólicas y estableciendo una capacidad de cadena completa que abarca la aceptación de materiales, el mecanizado de engranajes, el tratamiento térmico y las pruebas de durabilidad .
Las operaciones de fábrica de la instalación siguen todos los requisitos establecidos por la AGMA 6006 Documento de estandarización de cajas de engranajes de turbinas eólicas.
JS Precision utiliza máquinas rectificadoras de engranajes perfilados NILES alemanas para sus operaciones de mecanizado de engranajes, que pueden producir engranajes con diámetros máximos de 3000 mm manteniendo al mismo tiempo una precisión ISO Clase 3 que supera los estándares de la industria que requieren precisión ISO Clase 4.
El proceso de cementación profunda desarrollado por la empresa logra una capa endurecida uniforme de 0,8-1,2 mm que mejora la resistencia a la fatiga de los engranajes de acero en un 40% para entornos de niebla salina de energía eólica marina.
Las operaciones de parques eólicos marinos europeos sufrieron fallas en las turbinas después de solo 3 años debido a micropicaduras en los engranajes. El proceso de optimización de micromolde y adquisición del espectro de carga realizado por JS Precision mejoró el límite de fatiga por contacto del engranaje de 1100 MPa a 1350 MPa. Las turbinas operaron durante 5 años sin interrupciones y generaron 3 millones de kWh de electricidad adicional.
Este caso práctico demuestra la fortaleza técnica de JS Precision en la fabricación de engranajes personalizados. Para los proyectos de energía eólica, la confiabilidad de los engranajes determina directamente el retorno de la inversión; elegir un socio con experiencia madura en ingeniería y capacidades de proceso completo es crucial para mitigar los riesgos de fallas desde el principio.
¿Quiere obtener una comprensión básica de las capacidades de fabricación de engranajes y ver más estudios de casos prácticos? Contáctenos para obtener el estudio de caso completo de la optimización de engranajes de turbinas eólicas marinas de JS Precision, comprender intuitivamente las ventajas tecnológicas y los beneficios reales y establecer rápidamente una relación de cooperación.
¿Cuáles son las partes críticas de una turbina eólica que dependen de la fabricación de engranajes de precisión?
La precisión del mecanizado de engranajes afecta directamente al funcionamiento de los componentes centrales de la turbina eólica.
En el partes de una turbina eólica , la cadena de transmisión es el núcleo de conversión de energía y la caja de cambios sirve como centro, dependiendo completamente de la fabricación de engranajes de alta precisión para su funcionamiento. Necesita soportar cargas extremas de niveles de engranajes planetarios y helicoidales.
Núcleo de la cadena de transmisión: la irremplazabilidad de la caja de cambios
El diseño "planetario de una sola etapa + eje paralelo de dos etapas" se ha convertido en la estructura de caja de cambios estándar para las turbinas eólicas de clase megavatio.
Una turbina eólica de 3MW requiere un par de entrada de aproximadamente 2000 kN·m junto con una velocidad de salida de 1500 rpm para lograr una eficiencia de transmisión del 97% o superior . El proceso completo de fabricación de engranajes necesita una supervisión estricta porque es la razón principal para seleccionar engranajes de acero como material principal.
El efecto de la precisión en la rentabilidad a través de los costos de fallas de los equipos
El mal funcionamiento de la caja de cambios de las turbinas eólicas provoca el 20% del tiempo de inactividad total del equipo, mientras que causa entre el 30% y el 40% de todos los gastos de mantenimiento.
Los gastos asociados con el desmantelamiento de equipos para piezas de repuesto generan impactos financieros significativos. El período de recuperación de la inversión para la fabricación de engranajes de precisión ISO nivel 4 o superior no supera los dos años.
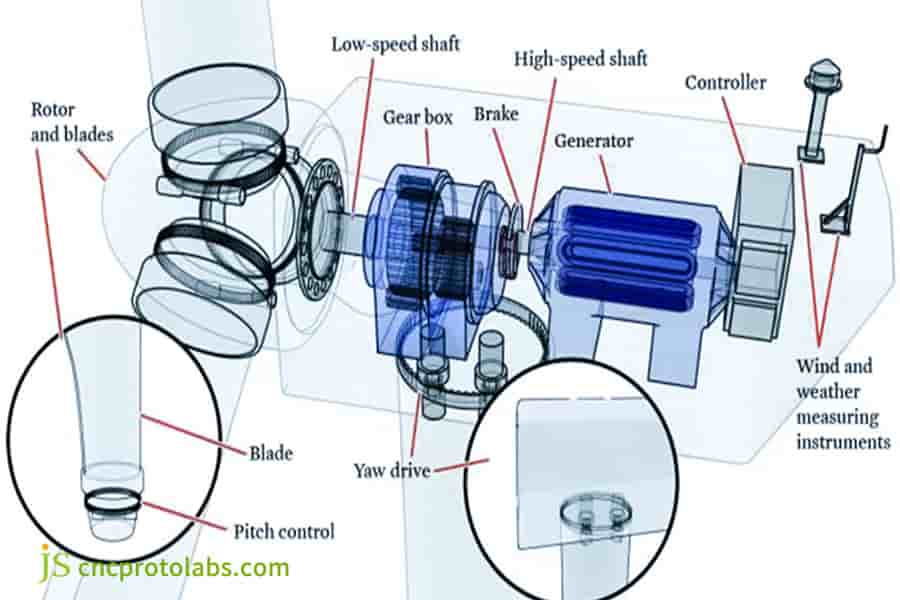
Figura 1: Un diagrama en corte detallado que muestra la estructura interna de una turbina eólica, destacando componentes críticos como la caja de cambios, el generador, el rotor y los sistemas de control.
¿Cómo influye el diseño de la turbina eólica en la selección de engranajes de acero vs. ¿Otros materiales?
El diseño de turbinas eólicas avanza hacia un desarrollo a gran escala, con requisitos de densidad de par y materiales livianos.
El engranaje de acero funciona como material principal de la etapa de accionamiento que debe cumplir con los requisitos de IEC 61400-1 para sus condiciones de funcionamiento. La etapa de accionamiento principal necesita unidades costa afuera para su uso. acero de aleación de alta resistencia junto con procesos de cementación y enfriamiento.
El equilibrio entre densidad de par y aligeramiento
El par de entrada de la caja de cambios aumenta cuando la capacidad de la turbina eólica alcanza valores más altos. Los aerogeneradores de 10 MW tienen pares de entrada superiores a 5.000 kN·m.
El equipo de diseño aumentó el valor de la tensión de contacto de la superficie del diente para el control del peso de la góndola, lo que resultó en mayores requisitos para el rendimiento de fatiga de los engranajes de acero y la pureza del material de fabricación de los engranajes.
Requisitos previos de diseño para la tecnología de endurecimiento de superficies
El proceso de diseño comienza con la tecnología de endurecimiento de superficies, que sirve como primer paso esencial. La profundidad efectiva de la capa endurecida para engranajes de turbinas eólicas es de 0,15 a 0,25 veces el módulo . La fase de diseño necesita tolerancia de rectificado para prepararse para la corrección de la deformación por tratamiento térmico, que sirve como primer paso esencial en el mecanizado de engranajes.
Requisitos de profundidad de la capa carburizada para engranajes de acero de turbinas eólicas con diferentes módulos
| Módulo de engranajes | 3 | 5 | 8 | 10 | 12 | 15 |
| Profundidad efectiva de la capa endurecida (mm) | 0,45-0,75 | 0,75-1,25 | 1.2-2.0 | 1,8-2,5 | 2.4-3.0 | 2,25-3,75 |
| Tolerancia de molienda (mm) | 0,2 | 0,2 | 0,25 | 0.3 | 0.3 | 0.3 |
| Dureza superficial (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
¿Por qué los engranajes de aluminio rara vez se utilizan en las transmisiones principales pero son relevantes en los sistemas auxiliares?
El engranajes de aluminio Carecen de resistencia suficiente para aplicaciones de accionamiento principal, lo que permite que su diseño liviano se utilice en sistemas operativos secundarios.
El proceso de fabricación requiere procedimientos especiales para ambos materiales , lo que permite una reducción de peso del 40 al 60 por ciento y disminuye las necesidades de potencia del motor en los sistemas operativos secundarios.
Límites físicos de la resistencia del material
El límite elástico y la fatiga de contacto de aleaciones de aluminio son muy inferiores a los requisitos de la etapa de accionamiento principal.
El material exhibe altas tendencias a fallas por tensión junto con un coeficiente de expansión térmica que causa pérdida de precisión dimensional cuando opera a temperaturas elevadas. Esta es la razón principal por la que se abandonan los engranajes de aluminio en la etapa de transmisión principal.
Valor ligero de los sistemas auxiliares
La tensión de contacto de los engranajes en los sistemas auxiliares es menor, lo que demuestra que los engranajes de aluminio brindan beneficios de reducción de peso. JS Precision realiza un tratamiento de anodizado duro de la superficie para formar una capa cerámica que mejora la resistencia al desgaste para cumplir con los requisitos.
¿Tiene requisitos claros y desea personalizar los engranajes de aluminio? Comuníquese con un ingeniero de inmediato, envíe los parámetros de carga de su sistema auxiliar y discutiremos los detalles del proceso de fabricación de engranajes personalizados uno a uno para finalizar una solución personalizada.

Figura 2: Dos engranajes helicoidales de acero de alta precisión con dientes inclinados, fabricados para su uso en sistemas auxiliares de turbinas eólicas, mostrados sobre un fondo liso.
¿Qué define un engranaje de acero confiable para aplicaciones exigentes de turbinas eólicas?
La producción de confianza engranaje de acero Requiere materiales de alta calidad y la implementación de estrictos estándares de fabricación para la fabricación de engranajes. El 18CrNiMo7-6 sirve como material estándar para la producción de cajas de engranajes de turbinas eólicas porque sus especificaciones de calidad establecen los límites operativos que determinan el rendimiento del engranaje.
Grado del material y umbral de pureza
El acero carburado 18CrNiMo7-6 requiere estándares de composición química específicos que deben cumplirse.
Las aplicaciones de energía eólica requieren un tratamiento de desgasificación al vacío que debe alcanzar un contenido de oxígeno de 20 ppm o menos y niveles de azufre y fósforo inferiores al 0,015 %. La vida útil de la fatiga por contacto de los engranajes de acero aumenta en un 15 % por cada disminución de 10 ppm en el nivel de oxígeno.
Tamaño de grano y dureza
La producción de engranajes para energía eólica requiere engranajes de acero con tamaños de grano que superan los requisitos de grado 6. Las estructuras de grano fino proporcionan resistencia al impacto a baja temperatura, lo que les permite funcionar eficazmente en condiciones operativas severas . Los granos gruesos representan el 80% de todas las fracturas frágiles que se producen en los materiales.
¿Qué procesos de fabricación de engranajes influyen en el coste final de los engranajes de las turbinas eólicas?
Los costos totales de fabricación de engranajes de turbinas eólicas dependen de tres factores: las actividades de mecanizado de precisión y los procesos de tratamiento térmico y las características de los lotes producidos que requieren sistemas especializados para gestionar sus requisitos de producción.
El proceso de mecanizado de engranajes establece la estructura principal de costos porque exige estándares de precisión específicos durante la ejecución.
1. Mecanizado de precisión:
Los gastos asociados con la fabricación de engranajes alcanzan entre el 30% y el 40% porque el rectificado de engranajes representa una parte importante del proceso de producción.
El mecanizado de precisión ISO Nivel 4 y Nivel 6 requiere diferentes tiempos de mecanizado porque los requisitos de precisión entre estos dos niveles crean una doble diferencia en las horas de trabajo y los gastos necesarios.
2. Tratamiento Térmico:
El proceso de cementación profunda exige mucho tiempo y recursos energéticos porque necesita un control preciso de la distribución de la temperatura del horno. Los gastos asociados a los procesos de tratamiento térmico se dividen en dos componentes principales que incluyen los gastos de electricidad que representan entre el 40% y el 50% del gasto total de tratamiento.
3. Efecto por lotes:
Los gastos de producción en lotes pequeños y procesos de depuración se vuelven costosos, pero existe un beneficio de costos cuando las empresas producen 50 unidades o más porque los gastos disminuyen para cada unidad.
¿Presupuesto limitado para el proyecto? ¿Quiere controlar los costes de fabricación de engranajes? Proporcione las especificaciones de su equipo y la cantidad de compra para obtener un cálculo gratuito de la solución de costos óptima que lo ayudará a reducir costos y aumentar la eficiencia.
¿Puede la fabricación de engranajes personalizados prolongar la vida útil de la caja de engranajes de una turbina eólica?
Los engranajes estándar no pueden funcionar correctamente cuando se exponen a condiciones operativas que existen fuera de sus parámetros de diseño previstos. Fabricación de engranajes a medida. A través del proceso de micromodificación se establece una mejor distribución de la carga , lo que da como resultado una mejor cobertura de la superficie en todo el engranaje.
Este sistema permite que las instalaciones de energía eólica cumplan con sus requisitos operativos específicos a través de capacidades de fabricación de engranajes personalizados.
La necesidad de personalización para condiciones operativas no estándar
La selección de parámetros para la micromodificación debe combinarse con el nivel de turbulencia del campo de viento y las especificaciones del engranaje. Los parámetros de modificación varían significativamente bajo diferentes condiciones de operación.
A continuación se muestra una tabla de referencia de parámetros de modificación estándar de JS Precision , validada mediante una amplia aplicación práctica:
| Nivel de turbulencia | Módulo de engranajes | Cantidad de modificación del perfil del diente (μm) | Cantidad de modificación helicoidal (μm) | Cantidad de voltereta hacia atrás con la punta del diente (μm) | Tasa de reducción del estrés de contacto (%) |
| Nivel IIIC (baja turbulencia) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| Nivel IIIB (turbulencia media) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| Nivel IIIA (alta turbulencia) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| Altas turbulencias en el mar | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| Alta turbulencia en terreno complejo | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
Los espectros de carga que CEI 61400-1 Las definiciones para varios niveles de turbulencia muestran diferencias sustanciales entre los diferentes niveles de turbulencia. Los campos de viento de alta turbulencia requieren el desarrollo de engranajes personalizados que estén especialmente diseñados. JS Precision crea una reconstrucción del espectro de carga a partir de datos SCADA que ayuda a disminuir los errores de entrada del diseño.
El valor invisible del micromodelado
Las cargas pesadas provocan que la superficie del diente experimente una deformación elástica. La modificación microscópica puede compensar la deformación y lograr una tensión de contacto uniforme . El área de huella de contacto junto con la resistencia a las picaduras de un engranaje de acero de una turbina eólica de 3 MW mejoraron mediante microconformación.
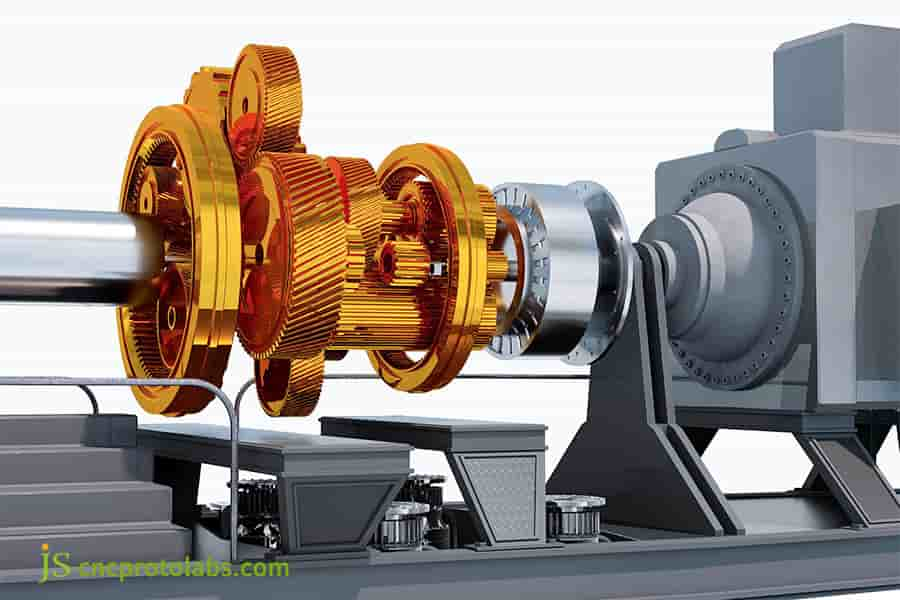
Figura 3: Un conjunto de engranajes de acero de color dorado de diseño intrincado conectados a un componente más grande, que ilustra la precisión de los engranajes hechos a medida para aplicaciones de turbinas eólicas.
¿Qué pruebas de durabilidad validan la calidad de los engranajes personalizados antes de su instalación?
Engranajes personalizados requieren pruebas rigurosas de durabilidad antes de la instalación. El procedimiento de control de calidad final en la producción de engranajes debe seguir las normas ISO 6336-5 y AGMA 6006 para el correcto funcionamiento de los engranajes durante dos décadas.
- Pruebas consecutivas: el banco de pruebas FZG requiere pruebas que aplican cargas crecientes hasta alcanzar 1 × 10⁷ ciclos mientras se mantienen las condiciones de prueba de sobrecarga y par nominal definidas por IEC 61400-4.
- Pruebas no destructivas: el proceso de prueba utiliza métodos ultrasónicos y de partículas magnéticas para encontrar defectos internos y superficiales, al tiempo que garantiza que las áreas críticas no contengan defectos que excedan los estándares establecidos.
- Cumplimiento de la norma: Los cálculos de resistencia que siguen la norma ISO 6336-5 deben completarse para verificar que todos los resultados de rendimiento cumplan con las normas AGMA 6006.
¿Cómo obtener servicios de fabricación de engranajes personalizados de alta calidad para proyectos eólicos?
El proceso de selección de servicios de fabricación de engranajes personalizados de alta calidad requiere la evaluación de tres factores específicos del proveedor que incluyen su equipo, su experiencia en la industria y su experiencia completa en el proceso de fabricación.
Este método proporciona la metodología de prueba necesaria que garantiza resultados de rendimiento confiables para los sistemas de engranajes de turbinas eólicas.
Requisitos de hardware
La fabricación de engranajes de turbinas eólicas requiere equipos de procesamiento y tratamiento térmico a gran escala. Las máquinas rectificadoras de engranajes formadores NILES alemanas que tenemos operan con una precisión de procesamiento estable que alcanza el nivel ISO 3 y cumple con sus requisitos para el procesamiento de engranajes de turbinas eólicas.
Umbral de experiencia
El proceso de análisis de fallas de engranajes de turbinas eólicas requiere que los proveedores demuestren su experiencia laboral en esta área. Precisión JS opera una base de datos de gráficos de fallas que contiene más de 300 casos de fallas analizados para que sus técnicos los utilicen para identificar las causas de las fallas y desarrollar soluciones de optimización.
Servicio de ciclo de vida completo
El largo proceso de desarrollo de proyectos de energía eólica requiere que los socios proveedores brinden soporte completo del ciclo de vida de sus servicios. El proceso de producción que utilizamos para solidificar nuestros métodos de fabricación da como resultado una calidad constante del producto con tasas de defectos extremadamente bajas durante la entrega masiva y, al mismo tiempo, brindamos una disponibilidad estable del producto.
¿Quiere seleccionar un socio de fabricación de engranajes personalizados de alta calidad? Descargue nuestra lista de verificación de evaluación de proveedores y filtre proveedores rápidamente. También puede programar una consulta individual con un consultor técnico.
Estudio de caso: JS Precision supera el problema de la corrosión por micropicaduras en engranajes en parques eólicos marinos mediante micromodificación
Desafío
Un parque eólico marino europeo de 3 MW utiliza un engranaje helicoidal de alta velocidad que desarrolló micropicaduras de gran superficie después de tres años de funcionamiento porque sus valores de vibración excedían el límite estándar en 4,2 mm/s.
El proveedor original no pudo resolver el problema. Las pruebas in situ revelaron que la rugosidad de la superficie de los dientes del engranaje de acero alcanzó Ra 0,8 μm, mientras que las huellas de contacto mostraron solo el 40 % y la tensión de contacto local superó el límite máximo permitido.
Solución
1.Recolección de espectro de carga:
Después de que JS Precision asumió el control, primero instalaron sensores de torsión en el extremo de entrada de la caja de cambios y recopilaron datos operativos durante 30 días consecutivos . Se descubrió que el par máximo real era un 22% mayor que el valor de diseño.
2.Optimización de forma:
El espectro de carga medido sirvió como base para realizar el análisis de elementos finitos . La cantidad de modificación del perfil del diente se optimizó de 12 μm a 22 μm, la cantidad de modificación de la hélice de 8 μm a 25 μm y el biselado de la punta del diente se ajustó a 40 μm.
3.Actualización del proceso:
El proceso de mecanizado de engranajes utilizó desbaste de engranajes helicoidales con muela abrasiva CBN, que progresó hasta el acabado mediante un bruñido de alta potencia con muela cerámica para lograr el diente. rugosidad de la superficie de Ra 0,25μm .
4.Pruebas de verificación:
El proceso de prueba consecutiva en el banco de pruebas completó con éxito las pruebas de verificación a través de 2×10⁷ ciclos . Las comprobaciones de apagado del ciclo de 5×10⁵ no mostraron signos de micropicaduras.
Resultados
El límite optimizado de fatiga por contacto del engranaje alcanzó 1350 MPa, lo que resultó en una extensión de la vida útil más allá del 100 por ciento, mientras que el nivel de vibración disminuyó a 2,7 mm/s.
Los aerogeneradores del parque eólico operaron sin fallos durante un periodo de 5 años . Basado en un equivalente anual de horas de operación de 3000 horas, esto resultó en un aumento acumulativo en la generación de energía de 3 millones de kWh y una reducción directa en las pérdidas por tiempo de inactividad que superan los $500 000.
¿El parque eólico sufre fallos en los engranajes y necesita una solución urgente? Llame a nuestra línea técnica de inmediato, envíe sus datos de detección de fallas y reciba una solución de optimización específica dentro de las 72 horas para minimizar las pérdidas por tiempo de inactividad.
Preguntas frecuentes
P1: ¿Cuáles son los grados de materiales más utilizados para las cajas de engranajes de turbinas eólicas?
Los materiales más utilizados para las cajas de engranajes de turbinas eólicas son el acero de aleación carburizado 18CrNiMo7-6 y 17CrNiMo6 . Estos engranajes de acero mantienen su resistencia por encima de 1200 MPa mientras operan entre -40 ℃ y temperaturas más altas.
P2: ¿Cómo afecta la profundidad de la capa carburada a la vida útil del engranaje?
El engranaje de acero del accionamiento principal de las turbinas eólicas necesita un área endurecida que se extiende entre 1,5 y 3,0 mm porque esta profundidad representa entre 0,15 y 0,25 del módulo del engranaje. Los engranajes experimentarán un desconchado temprano por fatiga cuando la profundidad de la capa sigue siendo insuficiente, lo que lleva a una reducción de su vida útil operativa.
P3: ¿Cuáles son las diferencias entre las normas ISO 6336 y AGMA?
La tensión hertziana sirve como base para los cálculos de resistencia de contacto en ISO 6336, mientras que AGMA 6006 establece un sistema para la clasificación de potencia. Las definiciones de factores de seguridad de los engranajes difieren aproximadamente entre un 15% y un 20%.
P4: ¿Qué problemas puede resolver el micromoldeado de engranajes?
El proceso de micromoldeado de engranajes permite a los sistemas manejar la deformación elástica que se produce en las superficies de los dientes bajo cargas pesadas de entre 10 y 30 micrómetros, evitando así la concentración de tensiones y mejorando al mismo tiempo la capacidad del engranaje para resistir el desgaste.
P5: ¿Qué pruebas no destructivas se requieren para los engranajes de las turbinas eólicas?
Todos los componentes de los engranajes en la fabricación de engranajes de turbinas eólicas deben someterse a pruebas ultrasónicas que alcanzan una resolución de 0,5 mm y pruebas de partículas magnéticas que detectan defectos internos y superficiales durante todo el proceso de fabricación.
P6: ¿Cuál es el principio de funcionamiento de un banco de pruebas consecutivo?
El banco de pruebas consecutivo emplea dos cajas de cambios para crear un sistema de carga de circuito cerrado que compensa del 5% al 10% de la potencia nominal a través de pérdidas por fricción, replicando así las condiciones de prueba operativas que requieren un bajo consumo de energía de los engranajes.
P7: ¿Cómo determinar si la falla del engranaje es un problema de material o de lubricación?
Utilizando el análisis de microscopía electrónica (SEM), la fractura causada por inclusiones internas es un problema con el material de fabricación del engranaje, mientras que los rayones o la unión de la superficie se deben principalmente a una mala lubricación o contaminación por aceite.
P8: ¿Cuánto tiempo pasa desde los dibujos hasta la entrega de la primera pieza?
El tiempo necesario para completar un proyecto comienza desde el momento en que se reciben los dibujos hasta la entrega de la primera pieza. JS Precision necesita entre 6 y 8 semanas para entregar su primera pieza de muestra después recibir dibujos en 3D para engranajes de acero de turbinas eólicas convencionales que tienen un rango de diámetro de 8-12 y 2000 mm.
Resumen
Los 20 años de confiabilidad de los engranajes de las turbinas eólicas se deben a una meticulosa artesanía a lo largo de todo el proceso de fabricación de los engranajes, desde la pureza del material hasta la precisión del mecanizado; cada paso es crucial. El desarrollo de diseño de turbina eólica ha hecho de los engranajes de acero una opción fundamental, mientras que la fabricación de engranajes personalizados es clave para adaptarse a condiciones operativas no estándar.
Durante 15 años, JS Precision ha dedicado todo su negocio al sector de la energía eólica, lo que nos proporciona capacidades de fabricación completas y una experiencia considerable en la investigación de fallos.
Nuestro equipo de ingeniería ofrece experiencia para ayudarlo ya sea que necesite productos de engranajes estándar o servicios de producción de engranajes personalizados. Envíe los parámetros de su equipo y reciba una solución personalizada y un presupuesto dentro de las 24 horas.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

