

Getriebeherstellung dient als grundlegendes Element, das die Betriebsstabilität von Windkraftanlagen gewährleistet. Bei einer 5-MW-Offshore-Windkraftanlage fallen aufgrund eines Getriebeausfalls tägliche Betriebskosten in Höhe von mehr als zehntausend Dollar an.
Die Ausfallzeiten von Turbinen sind auf Getriebeausfälle zurückzuführen, die 60 Prozent der gesamten Ausfallzeiten ausmachen. Diese Ausfälle tragen jedoch nur zu etwa 5 Prozent zu den Gesamtkosten bei. Allerdings hat ein einzelner Ausfall eines Stahlgetriebes negative Auswirkungen , die sich auf den finanziellen Erfolg von Windenergiebetrieben auswirken.
Wie können wir 20 Jahre Zuverlässigkeit von der Quelle der Getriebefertigung an gewährleisten? Der Schlüssel liegt in einer präzisen Verarbeitung und einer strengen Überprüfung.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten | Wert für Sie |
| 20 Jahre lebenslange Garantie | Das Produkt entspricht den ISO 6336-Standards, da es mit hochreinem legiertem Stahl arbeitet, der aus 18CrNiMo7-6 besteht und zur Verifizierung einem Leistungstest im geschlossenen Regelkreis unterzogen wird. | Die Menschen müssen etwas über technische Indikatoren lernen, denn diese Tools helfen ihnen, zu verhindern, dass sich ihre anfänglichen Fehler zu größeren Problemen entwickeln. |
| Standard- oder benutzerdefinierte Auswahl | Die Optimierung der Kontaktlastverteilung erfordert mikromodifizierte Sondergetriebe, die unverzichtbar werden, wenn Windfelder hohe Turbulenzen aufweisen oder der Platz begrenzt ist. | Definieren Sie klar, ob das Projekt unter die benutzerdefinierte Kategorie fällt, um Systeminkompatibilität zu vermeiden. |
| Herstellerbewertungsstandards | Der Bewertungsprozess erfordert eine Bewertung der Aufkohlungsofentiefe zusammen mit ISO Level 4 oder höher Zahnradschleifmaschine Präzision und Erfahrung in der Analyse von Ausfalldaten von Windkraftprojekten. | Das Lieferantenbewertungs-Framework hilft Ihnen, geeignete technische Partner zu finden, die Ihre Geschäftsanforderungen unterstützen können. |
Wichtigste Erkenntnisse
- Das Material bestimmt die Obergrenze: Das Hauptantriebsrad muss aus vakuumentgastem legiertem Stahl (z. B. 18CrNiMo7-6) mit einem Sauerstoffgehalt ≤20 ppm bestehen.
- Durch Tests wird die untere Grenze bestätigt: Durch aufeinanderfolgende Tests kann nur sichergestellt werden, dass die Zahnräder unter 25.000 Stunden wechselnder Belastung nicht kaputt gehen.
- Kundenspezifische Anpassung ist eine Methode zur Kostensenkung: Durch Mikroformen kann die Gleichmäßigkeit der Lastverteilung um 30 % verbessert werden, wodurch ein vorzeitiger Geräteausfall verhindert wird.
- Die Prozesskette stellt Konsistenz her: Die gesamte Prozesskette, die mit dem Wälzfräsen beginnt und mit dem Honen endet, stellt die Chargenkonsistenz durch Aufkohlen bei Schichttiefen zwischen 0,8 und 1,2 mm her.
Warum sollten Sie der Fertigung von Windturbinengetrieben vertrauen? Ingenieurserfahrung von JS Precision
Die Effizienz des Getriebes einer Windkraftanlage während der gesamten Lebensdauer hängt von den Fertigungsstandards ab, die für seine Komponenten verwendet werden.
JS Precision ist seit 15 Jahren intensiv im Bereich Windturbinengetriebe tätig und hat über 2.000 Hauptgetriebezahnräder für Windturbinen geliefert, über 300 Getriebeausfallanalysen für Windturbinen durchgeführt und eine umfassende Leistungskette aufgebaut , die Materialakzeptanz, Zahnradbearbeitung, Wärmebehandlung und Haltbarkeitstests umfasst .
Der Fabrikbetrieb der Anlage folgt den vollständigen Anforderungen der AGMA 6006 Normungsdokument für Windturbinengetriebe.
JS Precision verwendet für seine Zahnradbearbeitungsvorgänge deutsche NILES-Profilzahnradschleifmaschinen, die Zahnräder mit maximalen Durchmessern von 3000 mm herstellen können und dabei die Präzision der ISO-Klasse 3 beibehalten , die über Industriestandards hinausgeht, die Präzision der ISO-Klasse 4 erfordern.
Das vom Unternehmen entwickelte Tiefenaufkohlungsverfahren erzielt eine gleichmäßige gehärtete Schicht von 0,8 bis 1,2 mm, was die Ermüdungsbeständigkeit von Stahlgetrieben für Offshore-Windenergie-Salznebelumgebungen um 40 % verbessert.
In europäischen Offshore-Windparks kam es bereits nach drei Jahren zu Turbinenausfällen aufgrund von Mikropitting am Getriebe. Der von JS Precision durchgeführte Lastspektrum-Erfassungs- und Mikroformoptimierungsprozess verbesserte die Ermüdungsgrenze des Zahnradkontakts von 1100 MPa auf 1350 MPa. Die Turbinen waren 5 Jahre lang ohne Unterbrechungen in Betrieb und erzeugten dabei 3 Millionen kWh zusätzlichen Strom.
Dieser praktische Fall demonstriert die technische Stärke von JS Precision in der Herstellung kundenspezifischer Zahnräder. Bei Windkraftprojekten bestimmt die Zuverlässigkeit der Getriebe direkt die Kapitalrendite. Die Wahl eines Partners mit umfassender technischer Erfahrung und umfassenden Prozessfähigkeiten ist entscheidend, um Ausfallrisiken von Anfang an zu minimieren.
Möchten Sie ein grundlegendes Verständnis der Möglichkeiten der Zahnradherstellung erlangen und weitere praktische Fallstudien sehen? Kontaktieren Sie uns, um die vollständige Fallstudie zur Getriebeoptimierung für Offshore-Windkraftanlagen von JS Precision zu erhalten, die technologischen Vorteile und tatsächlichen Vorteile intuitiv zu verstehen und schnell eine kooperative Beziehung aufzubauen.
Was sind die kritischen Teile einer Windkraftanlage, die auf die Herstellung von Präzisionsgetrieben angewiesen sind?
Die Präzision der Zahnradbearbeitung wirkt sich direkt auf den Betrieb der Kernkomponenten der Windkraftanlage aus.
Im Teile einer Windkraftanlage , die Übertragungskette ist der Energieumwandlungskern und das Getriebe dient als Nabe, wobei für den Betrieb ausschließlich eine hochpräzise Zahnradfertigung erforderlich ist . Es muss den extremen Belastungen durch Planeten- und Stirnradgetriebe standhalten.
Kernstück der Übertragungskette: Die Unersetzlichkeit des Getriebes
Das Design „einstufiges Planetengetriebe + zweistufige Parallelwelle“ hat sich zur Standardgetriebestruktur für Windkraftanlagen der Megawattklasse entwickelt.
Eine 3-MW-Windkraftanlage benötigt ein Eingangsdrehmoment von etwa 2000 kN·m zusammen mit einer Ausgangsdrehzahl von 1500 U/min, um einen Übertragungswirkungsgrad von 97 % oder mehr zu erreichen. Der gesamte Herstellungsprozess von Zahnrädern bedarf einer strengen Überwachung, da er der Hauptgrund für die Auswahl von Zahnrädern aus Stahl als Hauptmaterial ist.
Die Auswirkung von Präzision auf die Gewinnrendite durch Geräteausfallkosten
Fehlfunktionen des Getriebes von Windkraftanlagen führen zu 20 % der gesamten Ausfallzeiten der Anlagen und verursachen 30 % bis 40 % aller Wartungskosten.
Die mit der Demontage von Geräten für Ersatzteile verbundenen Kosten haben erhebliche finanzielle Auswirkungen. Die Amortisationszeit für die präzise Fertigung von Zahnrädern der ISO-Stufe 4 oder höher beträgt maximal zwei Jahre.
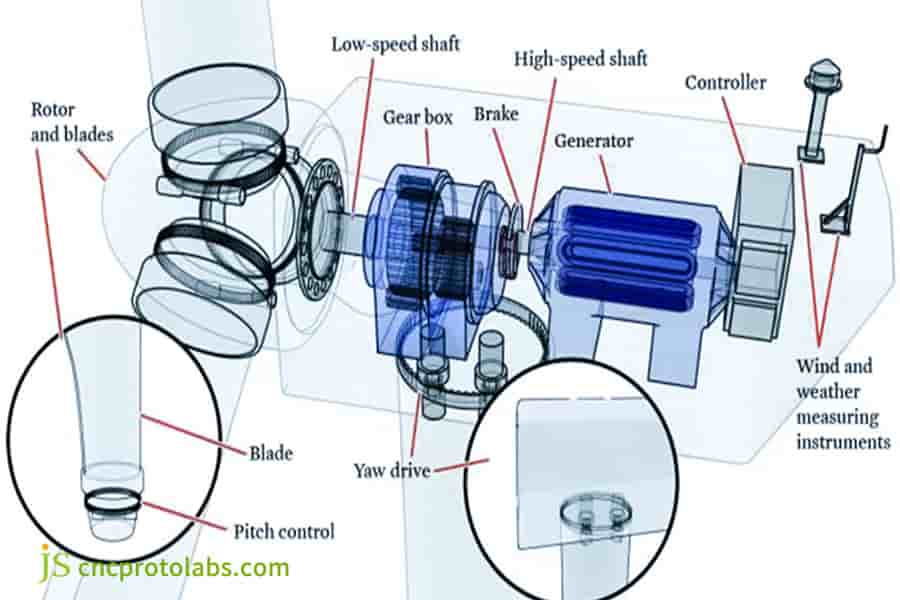
Abbildung 1: Ein detailliertes Schnittdiagramm, das die innere Struktur einer Windkraftanlage zeigt und wichtige Komponenten wie Getriebe, Generator, Rotor und Steuerungssysteme hervorhebt.
Wie beeinflusst das Design von Windkraftanlagen die Auswahl von Stahlgetrieben im Vergleich zu Stahlgetrieben? Andere Materialien?
Das Design von Windkraftanlagen geht in Richtung groß angelegter Entwicklung, mit Anforderungen an Drehmomentdichte und leichte Materialien.
Als Hauptwerkstoff der Antriebsstufe fungiert Stahlgetriebe, das für seine Betriebsbedingungen die Anforderungen der IEC 61400-1 erfüllen muss. Für den Einsatz der Hauptantriebsstufe sind Offshore-Einheiten erforderlich hochfester legierter Stahl zusammen mit Aufkohlungs- und Abschreckprozessen.
Der Kompromiss zwischen Drehmomentdichte und Leichtbau
Das Eingangsdrehmoment des Getriebes erhöht sich, wenn die Leistung der Windkraftanlage höhere Werte erreicht. 10-MW-Windkraftanlagen haben Eingangsdrehmomente von mehr als 5000 kN·m.
Das Konstruktionsteam erhöhte den Kontaktspannungswert der Zahnoberfläche zur Kontrolle des Gondelgewichts, was zu höheren Anforderungen an die Ermüdungsfestigkeit von Stahlgetrieben und die Reinheit des Zahnradherstellungsmaterials führte.
Gestaltungsvoraussetzungen für die Oberflächenhärtungstechnik
Der Designprozess beginnt mit der Oberflächenhärtungstechnologie, die als wesentlicher erster Schritt dient. Die effektive Härteschichttiefe für Windkrafträder beträgt das 0,15- bis 0,25-fache des Moduls . In der Konstruktionsphase ist eine Schleifzugabe erforderlich, um die Verformungskorrektur durch die Wärmebehandlung vorzubereiten, die einen wesentlichen ersten Schritt bei der Zahnradbearbeitung darstellt.
Anforderungen an die aufgekohlte Schichttiefe für Stahlzahnräder von Windkraftanlagen mit unterschiedlichen Modulen
| Getriebemodul | 3 | 5 | 8 | 10 | 12 | 15 |
| Effektive Tiefe der gehärteten Schicht (mm) | 0,45-0,75 | 0,75-1,25 | 1,2-2,0 | 1,8-2,5 | 2,4-3,0 | 2,25-3,75 |
| Schleifzugabe (mm) | 0,2 | 0,2 | 0,25 | 0,3 | 0,3 | 0,3 |
| Oberflächenhärte (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
Warum werden Aluminiumgetriebe selten in Hauptantrieben verwendet, sind aber in Hilfssystemen relevant?
Der Zahnräder aus Aluminium Für Hauptantriebsanwendungen mangelt es ihnen an ausreichender Festigkeit, was den Einsatz ihrer Leichtbauweise in sekundären Betriebssystemen ermöglicht.
Der Herstellungsprozess erfordert spezielle Verfahren für beide Materialien , was eine Gewichtsreduzierung von 40 bis 60 Prozent ermöglicht und den Motorleistungsbedarf in sekundären Betriebssystemen senkt.
Physikalische Grenzen der Materialfestigkeit
Die Streckgrenze und Kontaktermüdungsgrenze von Aluminiumlegierungen liegen weit unter den Anforderungen der Hauptantriebsstufe.
Das Material weist eine hohe Spannungsversagenstendenz sowie einen Wärmeausdehnungskoeffizienten auf, der bei Betrieb bei erhöhten Temperaturen zu einem Verlust der Maßhaltigkeit führt . Dies ist der Hauptgrund dafür, dass in der Hauptantriebsstufe auf Aluminiumgetriebe verzichtet wird.
Leichter Wert von Hilfssystemen
Die Kontaktbelastung von Zahnrädern in Nebenaggregaten ist geringer, was zeigt, dass Aluminiumzahnräder Vorteile bei der Gewichtsreduzierung bieten. JS Precision führt eine Hartanodisierungsbehandlung der Oberfläche durch , um eine Keramikschicht zu bilden, die die Verschleißfestigkeit entsprechend den Anforderungen verbessert.
Sie haben klare Anforderungen und möchten Aluminiumgetriebe individuell gestalten? Nehmen Sie umgehend Kontakt zu einem Techniker auf, übermitteln Sie die Lastparameter Ihres Hilfssystems und wir besprechen die Einzelheiten des Herstellungsprozesses für kundenspezifische Zahnräder in einem persönlichen Gespräch, um eine maßgeschneiderte Lösung fertigzustellen.

Abbildung 2: Zwei hochpräzise Schrägverzahnungen aus Stahl, hergestellt für den Einsatz in Hilfssystemen von Windkraftanlagen, vor einem schlichten Hintergrund.
Was zeichnet ein zuverlässiges Stahlgetriebe für anspruchsvolle Windkraftanlagenanwendungen aus?
Die Produktion von zuverlässigen Stahlgetriebe erfordert hochwertige Materialien und die Umsetzung strenger Fertigungsstandards für die Getriebefertigung. 18CrNiMo7-6 dient als Standardwerkstoff für die Produktion von Windturbinengetrieben, da seine Qualitätsspezifikationen die Betriebsgrenzen festlegen, die die Getriebeleistung bestimmen.
Materialqualität und Reinheitsschwelle
Der aufgekohlte 18CrNiMo7-6-Stahl erfordert bestimmte Standards für die chemische Zusammensetzung, die eingehalten werden müssen.
Windkraftanwendungen erfordern eine Vakuumentgasungsbehandlung, die einen Sauerstoffgehalt von 20 ppm oder weniger und Schwefel- und Phosphorgehalte unter 0,015 % erreichen muss. Die Kontaktermüdungslebensdauer von Stahlzahnrädern erhöht sich mit jeder Verringerung des Sauerstoffgehalts um 10 ppm um 15 % .
Korngröße und Zähigkeit
Für die Produktion von Windkraftgetrieben sind Stahlgetriebe mit Korngrößen erforderlich, die über den Anforderungen der Güteklasse 6 liegen. Feinkörnige Strukturen bieten eine Schlagzähigkeit bei niedrigen Temperaturen, wodurch sie auch unter schwierigen Betriebsbedingungen effektiv funktionieren . Grobe Körner sind für 80 % aller Sprödbrüche verantwortlich, die in Werkstoffen auftreten.
Welche Getriebeherstellungsprozesse bestimmen die Endkosten von Getrieben für Windkraftanlagen?
Die Gesamtkosten für die Herstellung von Zahnrädern für Windkraftanlagen hängen von drei Faktoren ab: Präzisionsbearbeitungsaktivitäten und Wärmebehandlungsprozessen sowie den Eigenschaften der produzierten Chargen, die spezielle Systeme zur Verwaltung ihrer Produktionsanforderungen erfordern.
Der Prozess von Zahnradbearbeitung legt die Hauptkostenstruktur fest, da bei der Ausführung bestimmte Präzisionsstandards erforderlich sind.
1. Präzisionsbearbeitung:
Die mit der Herstellung von Zahnrädern verbundenen Kosten belaufen sich auf 30–40 %, da das Schleifen von Zahnrädern einen erheblichen Teil des Produktionsprozesses ausmacht.
Die Präzisionsbearbeitung der ISO-Stufen 4 und 6 erfordert unterschiedliche Bearbeitungszeiten, da die Präzisionsanforderungen zwischen diesen beiden Stufen zu einem doppelten Unterschied bei den erforderlichen Arbeitsstunden und Kosten führen.
2. Wärmebehandlung:
Der Tiefenaufkohlungsprozess erfordert umfangreiche Zeit- und Energieressourcen, da eine präzise Steuerung der Ofentemperaturverteilung erforderlich ist. Die mit Wärmebehandlungsprozessen verbundenen Kosten lassen sich in zwei Hauptkomponenten aufteilen , darunter die Stromkosten, die 40–50 % der gesamten Behandlungskosten ausmachen.
3. Batch-Effekt:
Die Kosten für Kleinserienproduktion und Debugging-Prozesse werden teuer, aber es gibt einen Kostenvorteil, wenn Unternehmen 50 oder mehr Einheiten produzieren, weil die Kosten für jede Einheit sinken.
Begrenztes Projektbudget? Möchten Sie die Kosten für die Herstellung von Zahnrädern kontrollieren? Geben Sie Ihre Ausrüstungsspezifikationen und die Kaufmenge an, um eine kostenlose Berechnung der optimalen Kostenlösung zu erhalten, die Ihnen hilft, Kosten zu senken und die Effizienz zu steigern.
Kann die Herstellung kundenspezifischer Getriebe die Lebensdauer eines Windturbinengetriebes verlängern?
Standardgetriebe können nicht richtig funktionieren, wenn sie Betriebsbedingungen ausgesetzt sind, die außerhalb ihrer vorgesehenen Konstruktionsparameter liegen. Herstellung kundenspezifischer Getriebe Durch den Mikromodifizierungsprozess wird eine bessere Lastverteilung erreicht , was zu einer verbesserten Oberflächenabdeckung über das Zahnrad führt.
Dieses System ermöglicht es Windkraftanlagen, ihre spezifischen Betriebsanforderungen durch maßgeschneiderte Fertigungsmöglichkeiten für Getriebe zu erfüllen.
Die Notwendigkeit der Anpassung für nicht standardmäßige Betriebsbedingungen
Die Auswahl der Parameter für die Mikromodifikation muss mit dem Turbulenzgrad des Windfelds und den Getriebespezifikationen kombiniert werden. Die Modifikationsparameter variieren erheblich unter verschiedenen Betriebsbedingungen.
Nachfolgend finden Sie eine Referenztabelle der Standardmodifikationsparameter von JS Precision , validiert durch umfangreiche praktische Anwendung:
| Turbulenzniveau | Getriebemodul | Änderungsbetrag des Zahnprofils (μm) | Ausmaß der helikalen Modifikation (μm) | Betrag des Zahnspitzenrückschlags (μm) | Kontaktstress-Reduktionsrate (%) |
| IIIC-Level (geringe Turbulenz) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| IIIB-Level (mittlere Turbulenz) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| IIIA-Level (hohe Turbulenz) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| Hohe Turbulenzen auf See | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| Hohe Turbulenzen in komplexem Gelände | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
Die Lastkollektive welche IEC 61400-1 Definitionen für verschiedene Turbulenzniveaus zeigen erhebliche Unterschiede zwischen verschiedenen Turbulenzniveaus. Die stark turbulenten Windfelder erfordern die Entwicklung spezieller Spezialgetriebe. JS Precision erstellt eine Lastkollektivrekonstruktion aus SCADA-Daten, die dazu beiträgt, Entwurfseingabefehler zu reduzieren.
Der unsichtbare Wert der Mikroformung
Durch starke Belastungen kommt es zu einer elastischen Verformung der Zahnoberfläche. Durch mikroskopische Modifikation können Verformungen ausgeglichen und eine gleichmäßige Kontaktspannung erreicht werden . Der Kontaktabdruckbereich und die Lochfraßbeständigkeit eines Stahlzahnrads einer 3-MW-Windkraftanlage wurden durch Mikroformung verbessert.
Abbildung 3: Eine Anordnung aufwendig gestalteter, goldfarbener Stahlzahnräder, die mit einer größeren Komponente verbunden sind und die Präzision maßgeschneiderter Zahnräder für Windkraftanlagenanwendungen verdeutlichen.
Welche Haltbarkeitstests bestätigen die Qualität kundenspezifischer Zahnräder vor dem Einbau?
Maßgeschneiderte Zahnräder erfordern vor der Installation strenge Haltbarkeitstests. Das abschließende Qualitätskontrollverfahren in der Getriebeproduktion muss den Standards ISO 6336-5 und AGMA 6006 entsprechen, um eine ordnungsgemäße Funktion des Getriebes über zwei Jahrzehnte hinweg zu gewährleisten.
- Back-to-Back-Tests: Der FZG-Prüfstand erfordert Tests, bei denen steigende Lasten angewendet werden, bis 1×10⁷ Zyklen erreicht werden, während sowohl das Nenndrehmoment als auch die Überlasttestbedingungen gemäß IEC 61400-4 eingehalten werden.
- Zerstörungsfreie Prüfung: Der Prüfprozess verwendet Ultraschall- und Magnetpartikelmethoden, um sowohl interne als auch Oberflächenfehler zu finden und gleichzeitig sicherzustellen, dass kritische Bereiche keine Fehler enthalten , die über die festgelegten Standards hinausgehen.
- Standardkonformität: Die Festigkeitsberechnungen gemäß ISO 6336-5 müssen durchgeführt werden, um sicherzustellen, dass alle Leistungsergebnisse den AGMA 6006-Standards entsprechen.
Wie erhält man qualitativ hochwertige, kundenspezifische Zahnradfertigungsdienstleistungen für Windprojekte?
Der Auswahlprozess für qualitativ hochwertige kundenspezifische Zahnradfertigungsdienstleistungen erfordert die Bewertung von drei spezifischen Lieferantenfaktoren, darunter ihre Ausrüstung, ihre Branchenerfahrung und ihr umfassendes Fachwissen über den Herstellungsprozess.
Diese Methode stellt die erforderliche Prüfmethodik bereit, die zuverlässige Leistungsergebnisse für Getriebesysteme von Windkraftanlagen gewährleistet.
Hardwareanforderungen
Die Herstellung von Windturbinengetrieben erfordert umfangreiche Verarbeitungs- und Wärmebehandlungsanlagen. Die deutschen NILES-Umformzahnradschleifmaschinen bei uns arbeiten mit stabiler Bearbeitungsgenauigkeit, die das ISO-3-Niveau erreicht und ihre Anforderungen für die Bearbeitung von Windturbinenzahnrädern erfüllt.
Erfahrungsschwelle
Für den Prozess zur Analyse von Getriebeausfällen bei Windkraftanlagen müssen Lieferanten ihre Berufserfahrung in diesem Bereich nachweisen. JS Präzision betreibt eine Fehlerdiagrammdatenbank, die mehr als 300 analysierte Fehlerfälle enthält, die ihre Techniker zur Identifizierung von Fehlerursachen und zur Entwicklung von Optimierungslösungen nutzen können.
Vollständiger Lifecycle-Service
Der lange Entwicklungsprozess von Windkraftprojekten erfordert von den Zulieferpartnern die Bereitstellung eines vollständigen Lebenszyklus-Supports für ihre Dienstleistungen. Der Produktionsprozess, mit dem wir unsere Fertigungsmethoden festigen, führt zu einer gleichbleibenden Produktqualität mit extrem niedrigen Fehlerraten bei Massenlieferungen und sorgt gleichzeitig für eine stabile Produktverfügbarkeit.
Möchten Sie einen hochwertigen Partner für die Herstellung kundenspezifischer Zahnräder auswählen? Laden Sie unsere Checkliste zur Lieferantenbewertung herunter und filtern Sie schnell Lieferanten. Sie können auch ein persönliches Beratungsgespräch mit einem technischen Berater vereinbaren.
Fallstudie: JS Precision überwindet das Problem der Mikrolochfraßkorrosion von Getrieben in Offshore-Windparks durch Mikromodifikation
Herausforderung
Ein europäischer 3-MW-Offshore-Windpark verwendet ein Hochgeschwindigkeits-Schrägradgetriebe, das nach drei Jahren Betrieb großflächige Graufleckenbildung entwickelte, weil seine Vibrationswerte den Standardgrenzwert um 4,2 mm/s übertrafen.
Der ursprüngliche Lieferant konnte das Problem nicht lösen. Die Tests vor Ort ergaben, dass die Oberflächenrauheit der Stahlzahnräder Ra 0,8 μm erreichte, während Kontaktabdrücke nur 40 % aufwiesen und die lokale Kontaktspannung den maximal zulässigen Grenzwert überschritt.
Lösung
1. Spektrumerfassung laden:
Nach der Übernahme durch JS Precision installierten sie zunächst Drehmomentsensoren am Eingangsende des Getriebes und sammelten 30 aufeinanderfolgende Tage lang Betriebsdaten . Es wurde festgestellt, dass das tatsächliche Spitzendrehmoment 22 % über dem Auslegungswert lag.
2.Formoptimierung:
Das gemessene Lastkollektiv diente als Grundlage für die Durchführung der Finite-Elemente-Analyse . Der Grad der Zahnprofilmodifikation wurde von 12 μm auf 22 μm optimiert, der Grad der Helixmodifikation von 8 μm auf 25 μm und die Abschrägung der Zahnspitze wurde auf 40 μm eingestellt.
3.Prozess-Upgrade:
Der Zahnradbearbeitungsprozess nutzte das Schruppen von CBN-Schleifscheiben und Schneckenrädern, das zum Schlichten durch Hochleistungshonen einer Keramikbindungs-Honscheibe zur Erzielung von Zähnen überging Oberflächenrauheit von Ra 0,25μm .
4.Verifizierungstests:
Der Back-to-Back-Testprozess auf dem Prüfstand schloss die Verifizierungstests über 2×10⁷ Zyklen erfolgreich ab. Die 5×10⁵-Zyklen-Abschaltprüfungen zeigten keine Anzeichen von Graufleckigkeit.
Ergebnisse
Die optimierte Ermüdungsgrenze des Zahnradkontakts erreichte 1350 MPa, was zu einer Verlängerung der Lebensdauer um mehr als 100 Prozent führte, während das Vibrationsniveau auf 2,7 mm/s sank.
Die Windkraftanlagen des Windparks liefen über einen Zeitraum von 5 Jahren ohne Ausfälle . Basierend auf einer jährlichen äquivalenten Betriebszeit von 3.000 Stunden führte dies zu einer kumulativen Steigerung der Stromerzeugung um 3 Millionen kWh und einer direkten Reduzierung der Ausfallverluste um mehr als 500.000 US-Dollar.
Windpark hat Getriebeausfälle und benötigt dringend eine Lösung? Rufen Sie umgehend unsere technische Hotline an, übermitteln Sie Ihre Fehlererkennungsdaten und erhalten Sie innerhalb von 72 Stunden eine gezielte Optimierungslösung zur Minimierung von Ausfallzeiten.
FAQs
F1: Welche Materialqualitäten werden am häufigsten für Getriebe von Windkraftanlagen verwendet?
Die am häufigsten verwendeten Materialien für Windkraftgetriebe sind aufgekohlter legierter Stahl 18CrNiMo7-6 und 17CrNiMo6 . Diese Stahlzahnräder behalten ihre Festigkeit über 1200 MPa, während sie bei Temperaturen zwischen -40 °C und höheren Temperaturen betrieben werden.
F2: Wie wirkt sich die Tiefe der aufgekohlten Schicht auf die Lebensdauer des Zahnrads aus?
Das Stahlzahnrad des Hauptantriebs in Windkraftanlagen benötigt einen gehärteten Bereich, der sich zwischen 1,5 und 3,0 mm erstreckt, da diese Tiefe 0,15 bis 0,25 des Zahnradmoduls ausmacht. Bei Zahnrädern kommt es zu frühzeitigen Ermüdungsabplatzungen, wenn die Schichttiefe nicht ausreicht, was zu einer Verkürzung ihrer Betriebslebensdauer führt.
F3: Was sind die Unterschiede zwischen ISO 6336 und AGMA-Standards?
Die Hertzsche Spannung dient als Grundlage für die Kontaktfestigkeitsberechnungen in ISO 6336, während AGMA 6006 ein System zur Leistungsklassifizierung festlegt. Die Definitionen der Getriebesicherheitsfaktoren unterscheiden sich um etwa 15–20 %.
F4: Welche Probleme können durch Zahnrad-Mikrospritzguss gelöst werden?
Der Prozess des Mikroformens von Zahnrädern ermöglicht es Systemen, elastische Verformungen zu bewältigen, die an Zahnoberflächen unter starken Belastungen zwischen 10 und 30 Mikrometern auftreten, und so Spannungskonzentrationen zu verhindern und gleichzeitig die Widerstandsfähigkeit des Zahnrads gegen Abrieb zu verbessern.
F5: Welche zerstörungsfreien Prüfungen sind für Getriebe von Windkraftanlagen erforderlich?
Alle Getriebekomponenten bei der Herstellung von Windturbinengetrieben müssen einer Ultraschallprüfung unterzogen werden, die eine Auflösung von 0,5 mm erreicht, sowie einer Magnetpulverprüfung , die sowohl interne als auch Oberflächenfehler während des gesamten Herstellungsprozesses erkennt.
F6: Was ist das Funktionsprinzip eines Back-to-Back-Prüfstands?
Der Back-to-Back-Prüfstand nutzt zwei Getriebe, um ein geschlossenes Ladesystem zu schaffen , das 5 bis 10 % der Nennleistung durch Reibungsverluste ausgleicht und so die Betriebstestbedingungen nachbildet, die einen niedrigen Energieverbrauch der Getriebe erfordern.
F7: Wie kann festgestellt werden, ob ein Getriebeausfall ein Materialproblem oder ein Schmierungsproblem ist?
Mithilfe der Elektronenmikroskopie (REM)-Analyse stellt der durch innere Einschlüsse verursachte Bruch ein Problem des Zahnradherstellungsmaterials dar, während Oberflächenkratzer oder Verklebungen meist auf schlechte Schmierung oder Ölverunreinigungen zurückzuführen sind.
F8: Wie lange dauert es von der Zeichnung bis zur Lieferung des ersten Teils?
Die für die Fertigstellung eines Projekts erforderliche Zeit beginnt mit dem Erhalt der Zeichnungen bis zur Lieferung des ersten Teils. JS Precision benötigt 6-8 Wochen , um das erste Musterstück zu liefern Erhalt von 3D-Zeichnungen für herkömmliche Stahlgetriebe von Windkraftanlagen mit einem Durchmesserbereich von 8-12 und 2000 mm.
Zusammenfassung
Die 20-jährige Zuverlässigkeit von Getrieben für Windkraftanlagen beruht auf sorgfältiger Handwerkskunst im gesamten Getriebeherstellungsprozess, von der Materialreinheit bis zur Bearbeitungspräzision ist jeder Schritt entscheidend. Die Entwicklung von Design von Windkraftanlagen hat Stahlzahnräder zu einer zentralen Wahl gemacht, während die kundenspezifische Herstellung von Zahnrädern der Schlüssel zur Anpassung an nicht standardmäßige Betriebsbedingungen ist.
Seit 15 Jahren widmet JS Precision sein gesamtes Geschäft dem Windkraftsektor, der uns über umfassende Fertigungskapazitäten und beträchtliche Expertise in der Fehleruntersuchung verfügt.
Unser Engineering-Team bietet Fachwissen, um Sie zu unterstützen, egal ob Sie Standard-Zahnradprodukte oder kundenspezifische Zahnradproduktionsdienstleistungen benötigen. Geben Sie Ihre Getriebeparameter ein und erhalten Sie innerhalb von 24 Stunden eine individuelle Lösung und ein Angebot.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

