

Produzione di ingranaggi costituisce l'elemento fondamentale che garantisce la stabilità operativa dei sistemi eolici. Una turbina eolica offshore da 5 MW subisce più di diecimila dollari in costi operativi giornalieri a causa del guasto del riduttore.
I tempi di fermo delle turbine derivano da guasti agli ingranaggi che rappresentano il 60% dei tempi di fermo totali, ma questi guasti aggiungono solo circa il 5% ai costi complessivi, tuttavia un singolo guasto di un ingranaggio in acciaio crea effetti negativi che influiscono sul successo finanziario delle operazioni di energia eolica.
Come possiamo garantire 20 anni di affidabilità dalla fonte di produzione degli ingranaggi? La chiave sta nell’elaborazione precisa e nella verifica rigorosa.
Panoramica rapida delle risposte principali
| Dimensioni fondamentali | Risposte chiave | Valore per te |
| Garanzia di durata di 20 anni | Il prodotto mantiene la conformità agli standard ISO 6336 perché funziona con acciaio legato di elevata purezza costituito da 18CrNiMo7-6 ed è sottoposto a test di potenza a circuito chiuso per la verifica. | Le persone hanno bisogno di conoscere gli indicatori tecnici perché questi strumenti li aiuteranno a evitare che i loro fallimenti iniziali si trasformino in problemi gravi. |
| Selezione standard e personalizzata | L'ottimizzazione della distribuzione del carico di contatto richiede ingranaggi personalizzati micromodificati che diventano essenziali quando i campi eolici presentano elevata turbolenza o disponibilità di spazio limitata. | Definire chiaramente se il progetto rientra nella categoria personalizzata per evitare incompatibilità di sistema. |
| Standard di valutazione del produttore | Il processo di valutazione richiede la valutazione della profondità del forno di cementazione insieme al livello ISO 4 o superiore rettificatrice per ingranaggi precisione ed esperienza nell'analisi dei dati sui fallimenti dei progetti eolici. | Il quadro di valutazione dei fornitori ti aiuta a trovare partner tecnici idonei in grado di supportare le tue esigenze aziendali. |
Risultati chiave
- Il materiale determina il limite superiore: l'ingranaggio di trasmissione principale deve utilizzare acciaio legato degasato sotto vuoto (come 18CrNiMo7-6) con un contenuto di ossigeno ≤20 ppm.
- I test verificano il limite inferiore: i test consecutivi sono l'unico modo per verificare che gli ingranaggi non si forino sotto 25.000 ore di carico alternato.
- La personalizzazione è un metodo di riduzione dei costi: il microstampaggio può migliorare l'uniformità della distribuzione del carico del 30%, prevenendo guasti prematuri alle apparecchiature.
- La catena di processo stabilisce la coerenza: la catena di processo completa che inizia con la dentatura degli ingranaggi e termina con la levigatura stabilisce la coerenza del lotto attraverso la cementazione a strati di profondità compresi tra 0,8 e 1,2 mm.
Perché affidarsi alla produzione di ingranaggi per turbine eoliche? Esperienza ingegneristica di JS Precision
L'efficienza degli ingranaggi delle turbine eoliche per tutta la loro vita operativa dipende dagli standard di produzione utilizzati per i suoi componenti.
JS Precision è stata profondamente coinvolta nel campo degli ingranaggi delle turbine eoliche per 15 anni, fornendo oltre 2000 ingranaggi principali delle turbine eoliche, completando oltre 300 analisi dei guasti degli ingranaggi delle turbine eoliche e stabilendo una capacità dell'intera catena che copre l'accettazione dei materiali, la lavorazione degli ingranaggi, il trattamento termico fino ai test di durabilità .
Le operazioni di fabbrica della struttura seguono i requisiti completi stabiliti dal AGMA6006 Documento di standardizzazione del riduttore delle turbine eoliche.
JS Precision utilizza rettificatrici per ingranaggi profilate tedesche NILES per le sue operazioni di lavorazione degli ingranaggi, che possono produrre ingranaggi con diametri massimi di 3000 mm mantenendo una precisione ISO Classe 3 che supera gli standard di settore che richiedono precisione ISO Classe 4.
Il processo di cementazione profonda sviluppato dall'azienda consente di ottenere uno strato indurito uniforme di 0,8-1,2 mm che migliora la resistenza alla fatica degli ingranaggi in acciaio del 40% per gli ambienti con nebbia salina dell'energia eolica offshore.
Le attività dei parchi eolici offshore europei hanno subito guasti alle turbine dopo soli 3 anni a causa del micro-pitting degli ingranaggi. L'acquisizione dello spettro di carico e il processo di ottimizzazione del microstampaggio condotti da JS Precision hanno migliorato il limite di fatica da contatto degli ingranaggi da 1100 MPa a 1350 MPa. Le turbine hanno funzionato per 5 anni senza interruzioni , generando 3 milioni di kWh di elettricità aggiuntiva.
Questo caso pratico dimostra la forza tecnica di JS Precision nella produzione di ingranaggi personalizzati. Per i progetti di energia eolica, l'affidabilità degli ingranaggi determina direttamente il ritorno sull'investimento, la scelta di un partner con matura esperienza ingegneristica e capacità di processo completo è fondamentale per mitigare i rischi di guasto fin dall'inizio.
Desideri acquisire una conoscenza di base delle capacità di produzione di ingranaggi e vedere casi di studio più pratici? Contattaci per ottenere il case study completo sull'ottimizzazione degli ingranaggi delle turbine eoliche offshore di JS Precision, comprendere in modo intuitivo i vantaggi tecnologici e i benefici effettivi e stabilire rapidamente un rapporto di cooperazione.
Quali sono le parti critiche di una turbina eolica che si basano sulla produzione di ingranaggi di precisione?
La precisione della lavorazione degli ingranaggi influisce direttamente sul funzionamento dei componenti principali della turbina eolica.
Nel parti di una turbina eolica , la catena di trasmissione è il nucleo di conversione dell'energia e il cambio funge da mozzo, affidandosi interamente alla produzione di ingranaggi ad alta precisione per il funzionamento. Deve sopportare carichi estremi di livelli di ingranaggi planetari ed elicoidali.
Nucleo della catena di trasmissione: l'insostituibilità del cambio
Il design "planetario monostadio + albero parallelo a due stadi" è diventato la struttura del riduttore standard per le turbine eoliche della classe megawatt.
Una turbina eolica da 3 MW richiede una coppia in ingresso di circa 2000 kN·m insieme a una velocità in uscita di 1500 giri al minuto per ottenere un'efficienza di trasmissione del 97% o superiore . L'intero processo di produzione degli ingranaggi necessita di una rigorosa supervisione perché costituisce la ragione principale per la scelta degli ingranaggi in acciaio come materiale primario.
L'effetto della precisione sui rendimenti dei profitti attraverso i costi di guasto delle apparecchiature
I malfunzionamenti dei riduttori delle turbine eoliche comportano il 20% dei tempi di fermo macchina totali, mentre rappresentano dal 30% al 40% di tutte le spese di manutenzione.
Le spese associate allo smontaggio delle apparecchiature per le parti di ricambio creano impatti finanziari significativi. Il periodo di ammortamento per la produzione di precisione di ingranaggi di livello ISO 4 o superiore non supera i due anni.
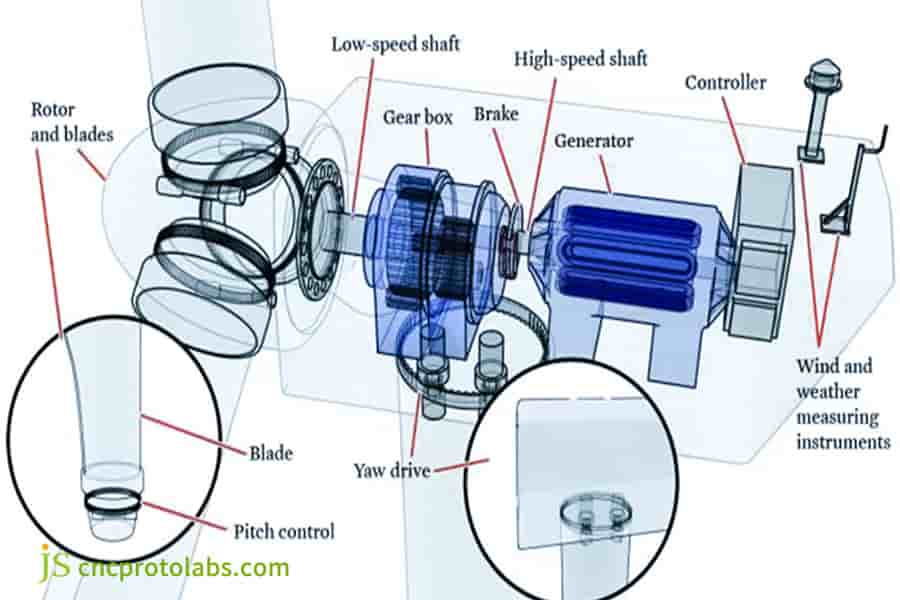
Figura 1: Un diagramma in sezione dettagliato che mostra la struttura interna di una turbina eolica, evidenziando i componenti critici come la scatola del cambio, il generatore, il rotore e i sistemi di controllo.
In che modo la progettazione delle turbine eoliche influenza la scelta degli ingranaggi in acciaio rispetto agli ingranaggi in acciaio? Altri materiali?
La progettazione delle turbine eoliche si sta muovendo verso uno sviluppo su larga scala, con requisiti di densità di coppia e materiali leggeri.
Gli ingranaggi in acciaio funzionano come il materiale principale dello stadio di trasmissione che deve soddisfare i requisiti della norma IEC 61400-1 per le sue condizioni operative. Lo stadio di azionamento principale necessita di unità offshore da utilizzare acciaio legato ad alta resistenza insieme ai processi di cementazione e tempra.
Il compromesso tra densità di coppia e leggerezza
La coppia in ingresso del riduttore aumenta quando la capacità della turbina eolica raggiunge valori più elevati. Le turbine eoliche da 10 MW hanno coppie in ingresso superiori a 5000 kN·m.
Il team di progettazione ha aumentato il valore della sollecitazione da contatto della superficie dei denti per il controllo del peso della gondola, il che ha comportato maggiori requisiti in termini di prestazioni di fatica degli ingranaggi in acciaio e purezza dei materiali di produzione degli ingranaggi.
Prerequisiti di progettazione per la tecnologia di indurimento superficiale
Il processo di progettazione inizia con la tecnologia di indurimento superficiale che costituisce un primo passo essenziale. Lo spessore effettivo dello strato indurito per gli ingranaggi delle turbine eoliche è 0,15-0,25 volte il modulo . La fase di progettazione necessita di un sovrametallo di rettifica per prepararsi alla correzione della deformazione del trattamento termico che costituisce un primo passo essenziale nella lavorazione degli ingranaggi.
Requisiti di profondità dello strato carburato per ingranaggi in acciaio di turbine eoliche con diversi moduli
| Modulo ingranaggi | 3 | 5 | 8 | 10 | 12 | 15 |
| Profondità effettiva dello strato indurito (mm) | 0,45-0,75 | 0,75-1,25 | 1.2-2.0 | 1.8-2.5 | 2.4-3.0 | 2,25-3,75 |
| Tolleranza di macinazione (mm) | 0,2 | 0,2 | 0,25 | 0,3 | 0,3 | 0,3 |
| Durezza superficiale (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
Perché gli ingranaggi in alluminio sono usati raramente nelle trasmissioni principali ma sono rilevanti nei sistemi ausiliari?
IL ingranaggi in alluminio non hanno una resistenza sufficiente per le applicazioni di azionamento principale che consente di utilizzare il loro design leggero in sistemi operativi secondari.
Il processo di produzione richiede procedure speciali per entrambi i materiali che consentono una riduzione del peso dal 40 al 60% e diminuiscono il fabbisogno di potenza del motore nei sistemi operativi secondari.
Limiti fisici della resistenza del materiale
Il limite di snervamento e di fatica da contatto di leghe di alluminio sono di gran lunga inferiori ai requisiti dello stadio di azionamento principale.
Il materiale presenta elevate tendenze alla rottura per stress insieme a un coefficiente di dilatazione termica che provoca una perdita di precisione dimensionale quando funziona a temperature elevate. Questo è il motivo principale per cui gli ingranaggi in alluminio vengono abbandonati nella fase di azionamento principale.
Valore leggero dei sistemi ausiliari
Lo stress da contatto degli ingranaggi nei sistemi ausiliari è inferiore, il che dimostra che gli ingranaggi in alluminio offrono vantaggi in termini di riduzione del peso. JS Precision esegue un trattamento di anodizzazione dura superficiale per formare uno strato ceramico che migliora la resistenza all'usura per soddisfare i requisiti.
Hai requisiti chiari e vuoi personalizzare gli ingranaggi in alluminio? Contatta immediatamente un ingegnere, invia i parametri di carico del tuo sistema ausiliario e discuteremo individualmente i dettagli del processo di produzione di ingranaggi personalizzati per finalizzare una soluzione personalizzata.

Figura 2: Due ingranaggi elicoidali in acciaio ad alta precisione con denti inclinati, realizzati per l'uso nei sistemi ausiliari delle turbine eoliche, mostrati su uno sfondo semplice.
Cosa definisce un ingranaggio in acciaio affidabile per le applicazioni più impegnative delle turbine eoliche?
La produzione di affidabile ingranaggio in acciaio richiede materiali di alta qualità e l’ implementazione di rigorosi standard di produzione per la produzione di ingranaggi. Il 18CrNiMo7-6 funge da materiale standard per la produzione di riduttori per turbine eoliche perché le sue specifiche di qualità stabiliscono i limiti operativi che determinano le prestazioni degli ingranaggi.
Grado del materiale e soglia di purezza
L'acciaio carburato 18CrNiMo7-6 richiede specifici standard di composizione chimica che devono essere rispettati.
Le applicazioni di energia eolica richiedono un trattamento di degasaggio sotto vuoto che deve raggiungere un contenuto di ossigeno pari o inferiore a 20 ppm e livelli di zolfo e fosforo inferiori allo 0,015%. La durata a fatica da contatto degli ingranaggi in acciaio aumenta del 15% per ogni diminuzione di 10 ppm del livello di ossigeno.
Granulometria e tenacità
La produzione di ingranaggi per l'energia eolica richiede ingranaggi in acciaio con granulometrie che superano i requisiti di grado 6. Le strutture a grana fine forniscono resistenza agli urti a bassa temperatura che consente loro di funzionare efficacemente in condizioni operative severe . I grani grossi rappresentano l'80% di tutte le fratture fragili che si verificano nei materiali.
Quali processi di produzione degli ingranaggi determinano il costo finale degli ingranaggi delle turbine eoliche?
I costi totali di produzione degli ingranaggi delle turbine eoliche dipendono da tre fattori: attività di lavorazione meccanica di precisione, processi di trattamento termico e caratteristiche dei lotti prodotti che richiedono sistemi specializzati per gestire le proprie esigenze produttive.
Il processo di lavorazione degli ingranaggi stabilisce la struttura principale dei costi poiché richiede specifici standard di precisione in fase di esecuzione.
1. Lavorazione meccanica di precisione:
Le spese associate alla produzione di ingranaggi raggiungono il 30%-40% perché la rettifica degli ingranaggi rappresenta una parte significativa del processo produttivo.
Le lavorazioni di precisione di livello ISO 4 e livello 6 richiedono tempi di lavorazione diversi perché i requisiti di precisione tra questi due livelli creano una duplice differenza nelle ore di lavoro e nelle spese necessarie.
2. Trattamento termico:
Il processo di cementazione profonda richiede molto tempo e risorse energetiche perché necessita di un controllo preciso della distribuzione della temperatura del forno. Le spese legate ai processi di trattamento termico si dividono in due componenti principali tra cui figurano le spese di energia elettrica che rappresentano il 40%-50% delle spese totali di trattamento.
3. Effetto batch:
Le spese per la produzione in piccoli lotti e i processi di debug diventano costose, ma esiste un vantaggio in termini di costi quando le aziende producono 50 o più unità perché le spese diminuiscono per ciascuna unità.
Budget del progetto limitato? Vuoi controllare i costi di produzione degli ingranaggi? Fornisci le specifiche dell'attrezzatura e la quantità di acquisto per un calcolo gratuito della soluzione di costo ottimale per aiutarti a ridurre i costi e aumentare l'efficienza.
La produzione di ingranaggi personalizzati può prolungare la durata di vita di un riduttore di turbine eoliche?
Gli ingranaggi standard non sono in grado di funzionare correttamente se esposti a condizioni operative che esulano dai parametri di progettazione previsti. Produzione di ingranaggi personalizzati attraverso il processo di micromodifica si stabilisce una migliore distribuzione del carico che si traduce in una migliore copertura della superficie su tutto l'ingranaggio.
Questo sistema consente agli impianti di energia eolica di soddisfare i loro requisiti operativi specifici attraverso capacità di produzione di ingranaggi personalizzate.
La necessità di personalizzazione per condizioni operative non standard
La selezione dei parametri per la micromodifica deve essere combinata con il livello di turbolenza del campo eolico e le specifiche dell'ingranaggio. I parametri di modifica variano in modo significativo in diverse condizioni operative.
Di seguito è riportata una tabella di riferimento dei parametri di modifica standard di JS Precision , convalidati attraverso un'ampia applicazione pratica:
| Livello di turbolenza | Modulo ingranaggi | Quantità di modifica del profilo del dente (μm) | Quantità di modifica elicoidale (μm) | Quantità di backflip della punta del dente (μm) | Tasso di riduzione dello stress da contatto (%) |
| Livello IIIC (bassa turbolenza) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| Livello IIIB (Turbolenza Media) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| Livello IIIA (alta turbolenza) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| Elevata turbolenza in mare | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| Elevata turbolenza in terreni complessi | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
Gli spettri di carico quali CEI 61400-1 le definizioni per vari livelli di turbolenza mostrano differenze sostanziali tra i diversi livelli di turbolenza. I campi eolici ad alta turbolenza richiedono lo sviluppo di ingranaggi personalizzati appositamente progettati. JS Precision crea una ricostruzione dello spettro di carico dai dati SCADA che aiuta a ridurre gli errori di input della progettazione.
Il valore invisibile del microshaping
Carichi pesanti provocano una deformazione elastica della superficie del dente. La modifica microscopica può compensare la deformazione e ottenere uno stress da contatto uniforme . L'area dell'impronta di contatto insieme alla resistenza alla vaiolatura di un ingranaggio in acciaio di una turbina eolica da 3 MW è stata migliorata attraverso la micro-modellazione.
Figura 3: Un insieme di ingranaggi in acciaio color oro dal design complesso collegati a un componente più grande, che illustra la precisione degli ingranaggi su misura per le applicazioni delle turbine eoliche.
Quali test di durata convalidano la qualità degli ingranaggi personalizzati prima dell'installazione?
Ingranaggi personalizzati richiedono rigorosi test di durabilità prima dell'installazione. La procedura finale di controllo qualità nella produzione di ingranaggi deve seguire gli standard ISO 6336-5 e AGMA 6006 per il corretto funzionamento degli ingranaggi nell'arco di due decenni.
- Test consecutivi: il banco di prova FZG richiede test che applicano carichi crescenti fino a raggiungere 1×10⁷ cicli mantenendo sia le condizioni di prova di coppia nominale che quelle di sovraccarico definite dalla norma IEC 61400-4.
- Test non distruttivi: il processo di test utilizza metodi a ultrasuoni e particelle magnetiche per individuare difetti sia interni che superficiali, garantendo al tempo stesso che le aree critiche non contengano difetti che superino gli standard stabiliti.
- Conformità agli standard: i calcoli della resistenza che seguono la norma ISO 6336-5 devono essere completati per verificare che tutti i risultati prestazionali soddisfino gli standard AGMA 6006.
Come ottenere servizi di produzione di ingranaggi personalizzati di alta qualità per progetti eolici?
Il processo di selezione per servizi di produzione di ingranaggi personalizzati di alta qualità richiede la valutazione di tre fattori specifici del fornitore che includono le loro attrezzature, la loro esperienza nel settore e la loro competenza completa nel processo di produzione.
Questo metodo fornisce la metodologia di prova necessaria che garantisce risultati prestazionali affidabili per i sistemi di ingranaggi delle turbine eoliche.
Requisiti hardware
La produzione di ingranaggi per turbine eoliche richiede apparecchiature di lavorazione e trattamento termico su larga scala. Le rettificatrici tedesche per ingranaggi a formatura NILES presso di noi operano con una precisione di lavorazione stabile che raggiunge il livello ISO 3 e soddisfa i loro requisiti per la lavorazione degli ingranaggi delle turbine eoliche.
Soglia di esperienza
Il processo di analisi dei guasti agli ingranaggi delle turbine eoliche richiede che i fornitori dimostrino la loro esperienza lavorativa in questo settore. Precisione JS gestisce un database grafico dei guasti che contiene oltre 300 casi di guasto analizzati che i tecnici possono utilizzare per identificare le cause dei guasti e sviluppare soluzioni di ottimizzazione.
Servizio per l'intero ciclo di vita
Il lungo processo di sviluppo dei progetti di energia eolica richiede ai partner fornitori di fornire un supporto completo del ciclo di vita dei loro servizi. Il processo di produzione che utilizziamo per consolidare i nostri metodi di produzione si traduce in una qualità del prodotto costante con tassi di difetto estremamente bassi durante la consegna di massa, garantendo allo stesso tempo una disponibilità stabile del prodotto.
Vuoi selezionare un partner per la produzione di ingranaggi personalizzati di alta qualità? Scarica la nostra lista di controllo per la valutazione dei fornitori e filtra rapidamente i fornitori. Puoi anche programmare una consulenza individuale con un consulente tecnico.
Caso di studio: JS Precision risolve il problema della corrosione da microvaiolatura degli ingranaggi nei parchi eolici offshore attraverso la micromodifica
Sfida
Un parco eolico offshore europeo da 3 MW utilizza un ingranaggio elicoidale ad alta velocità che ha sviluppato un micropitting su vasta area dopo tre anni di funzionamento perché i suoi valori di vibrazione superavano il limite standard di 4,2 mm/s.
Il fornitore originale non è riuscito a risolvere il problema. I test in loco hanno rivelato che la rugosità della superficie dei denti degli ingranaggi in acciaio ha raggiunto Ra 0,8μm mentre le impronte di contatto hanno mostrato solo il 40% e lo stress da contatto locale ha superato il limite massimo consentito.
Soluzione
1. Raccolta dello spettro di carico:
Dopo che JS Precision è subentrata, ha installato innanzitutto i sensori di coppia all'estremità di ingresso del cambio e ha raccolto dati operativi per 30 giorni consecutivi . Si è riscontrato che la coppia di picco effettiva era superiore del 22% rispetto al valore di progetto.
2.Ottimizzazione della forma:
Lo spettro di carico misurato è servito come base per condurre l'analisi degli elementi finiti . La quantità di modifica del profilo del dente è stata ottimizzata da 12μm a 22μm, la quantità di modifica dell'elica da 8μm a 25μm e la smussatura della punta del dente è stata impostata su 40μm.
3. Aggiornamento del processo:
Il processo di lavorazione degli ingranaggi utilizzava la sgrossatura di ingranaggi a vite senza fine con mola CBN, che procedeva fino alla finitura attraverso la levigatura ad alta potenza della mola con legante ceramico per ottenere il dente rugosità superficiale di Ra 0,25μm .
4.Test di verifica:
Il processo di test al banco di prova back-to-back ha completato con successo i test di verifica attraverso cicli 2×10⁷ . I controlli di spegnimento del ciclo 5×10⁵ non hanno mostrato segni di micropitting.
Risultati
Il limite di fatica da contatto degli ingranaggi ottimizzato ha raggiunto 1.350 MPa, il che ha comportato un'estensione della durata di vita oltre il 100% mentre il livello di vibrazione è sceso a 2,7 mm/s.
Le turbine del parco eolico hanno funzionato senza alcun guasto per un periodo di 5 anni . Sulla base di ore di funzionamento equivalenti annuali di 3.000 ore, ciò ha comportato un aumento cumulativo della produzione di energia di 3 milioni di kWh e una riduzione diretta delle perdite dovute ai tempi di inattività superiori a 500.000 dollari.
Un parco eolico presenta guasti agli ingranaggi e necessita urgentemente di una soluzione? Chiama immediatamente la nostra hotline tecnica, invia i dati di rilevamento dei guasti e ricevi una soluzione di ottimizzazione mirata entro 72 ore per ridurre al minimo le perdite dovute ai tempi di inattività.
Domande frequenti
D1: Quali sono i materiali più comunemente utilizzati per i riduttori delle turbine eoliche?
I materiali più comunemente utilizzati per i riduttori delle turbine eoliche sono l'acciaio legato carburato 18CrNiMo7-6 e 17CrNiMo6 . Questi ingranaggi in acciaio mantengono la loro resistenza superiore a 1200 MPa mentre funzionano tra -40 ℃ e temperature più elevate.
D2: In che modo la profondità dello strato cementato influisce sulla durata degli ingranaggi?
L'ingranaggio in acciaio della trasmissione principale nelle turbine eoliche necessita di un'area temprata che si estende tra 1,5 e 3,0 mm poiché questa profondità rappresenta da 0,15 a 0,25 del modulo dell'ingranaggio. Gli ingranaggi subiranno una precoce scheggiatura per fatica quando lo spessore dello strato rimane insufficiente, con conseguente riduzione della loro durata operativa.
Q3: Quali sono le differenze tra gli standard ISO 6336 e AGMA?
La sollecitazione hertziana funge da base per i calcoli della forza di contatto nella norma ISO 6336, mentre AGMA 6006 stabilisce un sistema per la classificazione della potenza. Le definizioni dei fattori di sicurezza degli ingranaggi differiscono di circa il 15%-20%.
Q4: Quali problemi può risolvere il microstampaggio degli ingranaggi?
Il processo di microstampaggio degli ingranaggi consente ai sistemi di gestire la deformazione elastica che si verifica sulle superfici dei denti sotto carichi pesanti tra 10 e 30 micrometri, prevenendo così la concentrazione dello stress e migliorando al tempo stesso la capacità dell'ingranaggio di resistere al grippaggio.
Q5: Quali controlli non distruttivi sono richiesti per gli ingranaggi delle turbine eoliche?
Tutti i componenti degli ingranaggi nella produzione di ingranaggi delle turbine eoliche devono essere sottoposti a test ad ultrasuoni che raggiungono una risoluzione di 0,5 mm e a test con particelle magnetiche che rilevano difetti sia interni che superficiali durante tutto il processo di produzione.
Q6: Qual è il principio di funzionamento di un banco prova back-to-back?
Il banco di prova back-to-back utilizza due riduttori per creare un sistema di carico a circuito chiuso che compensa dal 5% al 10% della potenza nominale attraverso perdite per attrito, replicando così le condizioni di prova operative che richiedono un basso consumo di energia dagli ingranaggi.
Q7: Come determinare se il guasto dell'ingranaggio è un problema materiale o un problema di lubrificazione?
Utilizzando l'analisi al microscopio elettronico (SEM), la frattura causata dalle inclusioni interne è un problema con il materiale di fabbricazione degli ingranaggi, mentre i graffi superficiali o i legami sono principalmente dovuti a scarsa lubrificazione o contaminazione da olio.
Q8: Quanto tempo ci vuole dai disegni alla consegna del primo pezzo?
Il tempo necessario per realizzare un progetto parte dal momento della ricezione dei disegni fino alla consegna del primo pezzo. JS Precision ha bisogno di 6-8 settimane per consegnare il primo campione ricevere disegni 3D per ingranaggi in acciaio di turbine eoliche convenzionali con una gamma di diametri di 8-12 e 2000 mm.
Riepilogo
I 20 anni di affidabilità degli ingranaggi delle turbine eoliche derivano dalla meticolosa maestria durante l'intero processo di produzione degli ingranaggi, dalla purezza dei materiali alla precisione della lavorazione, ogni passaggio è cruciale. Lo sviluppo di progettazione di turbine eoliche ha reso gli ingranaggi in acciaio una scelta fondamentale, mentre la produzione di ingranaggi personalizzati è fondamentale per adattarsi a condizioni operative non standard.
Per 15 anni, JS Precision ha dedicato tutta la sua attività al settore dell'energia eolica, che ci fornisce capacità produttive complete e notevole esperienza nell'indagine dei guasti.
Il nostro team di ingegneri offre competenze per assistervi sia che abbiate bisogno di prodotti per ingranaggi standard o di servizi di produzione di ingranaggi personalizzati. Invia i parametri del tuo ingranaggio e ricevi una soluzione personalizzata e un preventivo entro 24 ore.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

