

Производство зубчатых колес служит фундаментальным элементом, гарантирующим стабильность работы ветроэнергетических систем. Ежедневные эксплуатационные расходы морской ветряной турбины мощностью 5 МВт составляют более десяти тысяч долларов из-за поломки редуктора.
Простои турбин происходят из-за отказов редукторов, которые составляют 60 процентов от общего времени простоя, однако эти отказы добавляют лишь около 5 процентов к общим затратам, однако одиночный отказ стальной шестерни создает негативные последствия , которые влияют на финансовый успех ветроэнергетических операций.
Как мы можем гарантировать 20-летнюю надежность от производителя зубчатых колес? Ключ заключается в точной обработке и строгой проверке.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы | Ценность для вас |
| 20-летняя гарантия срока службы | Продукт соответствует стандартам ISO 6336, поскольку он работает с легированной сталью высокой чистоты, состоящей из 18CrNiMo7-6 , и проходит испытания на мощность с обратной связью для проверки. | Людям необходимо изучать технические индикаторы, потому что эти инструменты помогут им предотвратить перерастание первоначальных неудач в серьезные проблемы. |
| Стандартный и пользовательский выбор | Оптимизация распределения контактной нагрузки требует микромодифицированных специальных шестерен, которые становятся незаменимыми, когда ветровые поля характеризуются высокой турбулентностью или ограниченным пространством. | Четко определите, подпадает ли проект под пользовательскую категорию , чтобы избежать несовместимости системы. |
| Стандарты оценки производителей | Процесс оценки требует оценки глубины печи цементации вместе с уровнем ISO 4 или выше. зубошлифовальный станок точность и опыт анализа данных об отказах ветроэнергетических проектов. | Система оценки поставщиков поможет вам найти подходящих технических партнеров, которые смогут удовлетворить потребности вашего бизнеса. |
Ключевые выводы
- Материал определяет верхний предел: главная приводная шестерня должна быть изготовлена из легированной стали, подвергнутой вакуумной дегазации (например, 18CrNiMo7-6) с содержанием кислорода ≤20 ppm.
- Испытания подтверждают нижний предел: параллельное тестирование — единственный способ убедиться, что шестерни не выйдут из строя в течение 25 000 часов переменной нагрузки.
- Персонализация — это метод снижения затрат: микроформование позволяет повысить равномерность распределения нагрузки на 30 %, что предотвращает преждевременный выход оборудования из строя.
- Технологическая цепочка обеспечивает согласованность: полная технологическая цепочка, которая начинается с зубофрезерования и заканчивается хонингованием, обеспечивает однородность партии посредством цементации на глубине слоя 0,8–1,2 мм.
Почему стоит доверять производству оборудования для ветряных турбин? Инженерный опыт от JS Precision
Эффективность привода ветроэнергетической установки на протяжении всего срока ее эксплуатации зависит от стандартов производства, используемых для ее компонентов.
Компания JS Precision уже 15 лет активно занимается производством зубчатых колес ветряных турбин, поставив более 2000 главных шестерен ветряных турбин, выполнив более 300 анализов неисправностей шестерен ветряных турбин и создав полную цепочку поставок , охватывающую приемку материалов, обработку зубчатых колес, термообработку и испытания на долговечность .
Заводская деятельность предприятия полностью соответствует требованиям, установленным АГМА 6006 Документ по стандартизации редуктора ветровой турбины.
JS Precision использует немецкие профильные зубошлифовальные станки NILES для обработки зубчатых колес, которые могут производить шестерни с максимальным диаметром 3000 мм , сохраняя при этом точность класса 3 по ISO , которая превышает отраслевые стандарты, требующие точности класса 4 по ISO.
Разработанный компанией процесс глубокой цементации обеспечивает получение однородного закаленного слоя толщиной 0,8-1,2 мм, что повышает усталостную прочность стальных зубчатых колес на 40 % при эксплуатации в условиях солевого тумана на морских ветряных электростанциях.
На европейских морских ветряных электростанциях всего через три года турбины вышли из строя из-за микропиттинга в шестернях. Процесс сбора спектра нагрузки и оптимизации микроформования, проведенный компанией JS Precision, позволил повысить предел контактной усталости зубчатых колес с 1100 МПа до 1350 МПа. Турбины проработали 5 лет без перерывов , выработав дополнительно 3 млн кВтч электроэнергии.
Этот практический пример демонстрирует техническую мощь JS Precision в производстве нестандартных зубчатых колес. Для ветроэнергетических проектов надежность оборудования напрямую определяет окупаемость инвестиций, поэтому выбор партнера с развитым инженерным опытом и возможностями полного процесса имеет решающее значение для снижения рисков сбоев с самого начала.
Хотите получить базовое представление о возможностях производства зубчатых колес и увидеть больше практических примеров? Свяжитесь с нами, чтобы получить полный практический пример оптимизации редукторов морских ветряных турбин компании JS Precision, интуитивно понять технологические преимущества и фактические выгоды и быстро установить отношения сотрудничества.
Каковы критически важные части ветряной турбины, в которых используется прецизионное производство шестерен?
Точность обработки зубчатых колес напрямую влияет на работу основных компонентов ветряной турбины.
В части ветряной турбины Цепь передачи является ядром преобразования энергии, а коробка передач служит ступицей, работа которой полностью зависит от высокоточного изготовления зубчатых колес . Он должен выдерживать экстремальные нагрузки планетарных и косозубых передач.
Ядро трансмиссионной цепи: незаменимость коробки передач
Конструкция «одноступенчатая планетарная передача + двухступенчатый параллельный вал» стала стандартной конструкцией редуктора для ветряных турбин мегаваттного класса.
Ветряная турбина мощностью 3 МВт требует входного крутящего момента около 2000 кН·м вместе с выходной скоростью 1500 об/мин для достижения эффективности передачи 97% или выше . Весь процесс производства зубчатых колес требует строгого контроля, поскольку он служит основной причиной выбора стальных зубчатых колес в качестве основного материала.
Влияние точности на возврат прибыли за счет затрат на отказ оборудования
Неисправности редуктора ветряных турбин приводят к 20% общего простоя оборудования и составляют от 30% до 40% всех расходов на техническое обслуживание.
Затраты, связанные с демонтажем оборудования для замены запчастей, создают значительные финансовые последствия. Срок окупаемости при производстве зубчатых передач уровня ISO 4 и выше не превышает двух лет.
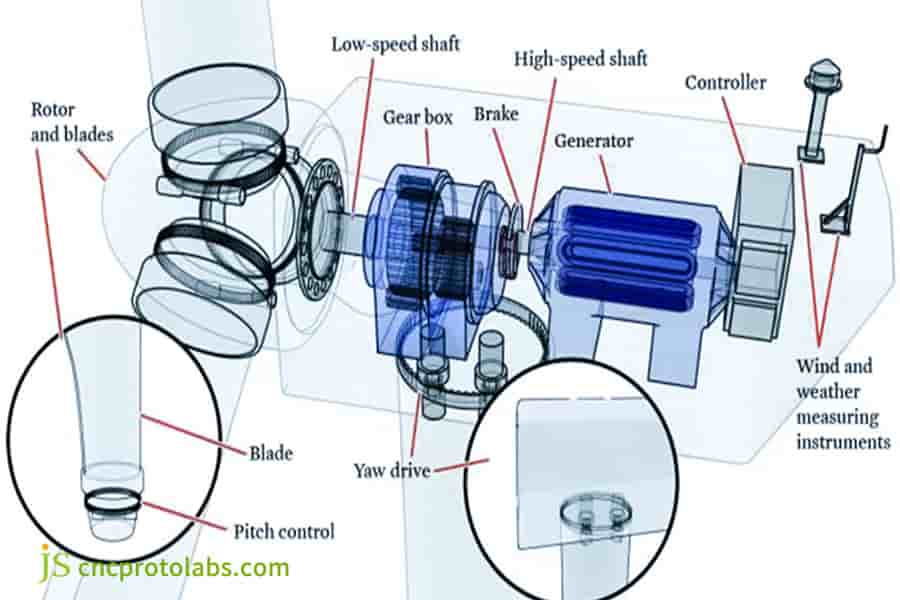
Рисунок 1: Подробная схема в разрезе, показывающая внутреннюю структуру ветряной турбины с выделением важнейших компонентов, таких как коробка передач, генератор, ротор и системы управления.
Как конструкция ветряной турбины влияет на выбор стальной шестерни или стальной шестерни? Другие материалы?
Проектирование ветряных турбин движется к крупномасштабному развитию с требованиями к плотности крутящего момента и легким материалам.
Стальная шестерня выступает в качестве материала главной ступени привода , который должен соответствовать требованиям IEC 61400-1 для условий эксплуатации. Для использования главной ступени привода необходимы морские установки. высокопрочная легированная сталь вместе с процессами цементации и закалки.
Компромисс между плотностью крутящего момента и легкостью
Входной крутящий момент редуктора увеличивается, когда мощность ветряной турбины достигает более высоких значений. Ветряные турбины мощностью 10 МВт имеют входной крутящий момент более 5000 кН·м.
Команда разработчиков увеличила значение контактного напряжения на поверхности зубьев для контроля веса гондолы, что привело к ужесточению требований к усталостным характеристикам стальных шестерен и чистоте материала, из которого изготовлены шестерни.
Предпосылки проектирования технологии поверхностного упрочнения
Процесс проектирования начинается с технологии поверхностной закалки, которая является важным первым шагом. Эффективная глубина закаленного слоя шестерен ветряных турбин составляет 0,15-0,25 модуля . На этапе проектирования необходим припуск на шлифование для подготовки к коррекции деформации при термообработке, что является важным первым шагом в обработке зубчатых колес.
Требования к глубине науглероженного слоя для стальных шестерен ветровых турбин с различными модулями
| Модуль шестерни | 3 | 5 | 8 | 10 | 12 | 15 |
| Эффективная глубина закаленного слоя (мм) | 0,45-0,75 | 0,75-1,25 | 1,2-2,0 | 1,8-2,5 | 2,4-3,0 | 2,25-3,75 |
| Припуск на шлифовку (мм) | 0,2 | 0,2 | 0,25 | 0,3 | 0,3 | 0,3 |
| Твердость поверхности (HRC) | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 | 58-62 |
Почему алюминиевые шестерни редко используются в главных приводах, но актуальны во вспомогательных системах?
алюминиевые шестерни им не хватает прочности для работы с главным приводом, что позволяет использовать их легкую конструкцию во вторичных операционных системах.
Производственный процесс требует специальных процедур для обоих материалов , что позволяет снизить вес на 40–60 процентов и снизить потребность в мощности двигателей во вторичных операционных системах.
Физические пределы прочности материала
Предел текучести и предел контактной усталости алюминиевые сплавы намного ниже требований, предъявляемых к ступени главного привода.
Материал демонстрирует высокую склонность к разрушению под напряжением вместе с коэффициентом теплового расширения, что приводит к потере точности размеров при работе при повышенных температурах. Это основная причина, по которой на главной ступени привода отказываются от алюминиевых шестерен.
Легкость вспомогательных систем
Контактное напряжение шестерен во вспомогательных системах ниже, что показывает, что алюминиевые шестерни обеспечивают снижение веса. JS Precision выполняет обработку твердого анодирования поверхности для формирования керамического слоя, который повышает износостойкость в соответствии с требованиями.
У вас есть четкие требования и вы хотите настроить алюминиевые шестерни? Немедленно свяжитесь с инженером, отправьте параметры нагрузки вашей вспомогательной системы, и мы обсудим детали процесса изготовления нестандартной шестерни один на один, чтобы окончательно подобрать индивидуальное решение.

Рисунок 2: Две высокоточные стальные косозубые шестерни с наклонными зубьями, изготовленные для использования во вспомогательных системах ветряных турбин, показаны на простом фоне.
Что определяет надежность стального редуктора для требовательных применений ветряных турбин?
Производство надежных стальная шестерня требует высококачественных материалов и соблюдения строгих производственных стандартов при изготовлении зубчатых колес. 18CrNiMo7-6 служит стандартным материалом для производства редукторов ветряных турбин, поскольку его характеристики качества устанавливают эксплуатационные пределы, определяющие производительность редуктора.
Класс материала и порог чистоты
Науглероженная сталь 18CrNiMo7-6 требует соблюдения определенных стандартов химического состава.
Применение ветроэнергетики требует вакуумной дегазации, при которой содержание кислорода должно составлять 20 ppm или ниже, а уровень серы и фосфора - ниже 0,015%. Контактно-усталостная долговечность стальных шестерен увеличивается на 15% на каждые 10 ppm снижения уровня кислорода.
Размер зерна и прочность
Для производства ветроэнергетических механизмов требуются стальные шестерни с размером зерна, превышающим требования класса 6. Мелкозернистая структура обеспечивает низкотемпературную ударную вязкость, что позволяет им эффективно работать в тяжелых условиях эксплуатации . На долю крупных зерен приходится 80% всех хрупких разрушений материалов.
Какие процессы производства шестерен определяют конечную стоимость шестерен ветряных турбин?
Общие затраты на производство шестерен ветряных турбин зависят от трех факторов: прецизионная механическая обработка и процессы термообработки, а также характеристики производимых партий, которые требуют специализированных систем для управления производственными требованиями.
Процесс обработка зубчатых колес устанавливает основную структуру затрат, поскольку требует определенных стандартов точности во время выполнения.
1. Прецизионная обработка:
Затраты, связанные с изготовлением зубчатых колес, достигают 30-40% , поскольку шлифование зубьев составляет значительную часть производственного процесса.
Прецизионная обработка уровней ISO 4 и 6 требует разного времени обработки, поскольку требования к точности между этими двумя уровнями создают двукратную разницу в необходимом рабочем времени и расходах.
2. Термическая обработка:
Процесс глубокой цементации требует много времени и энергетических ресурсов, поскольку требует точного контроля распределения температуры в печи. Затраты, связанные с процессами термообработки , распадаются на две основные составляющие : затраты на электроэнергию, составляющие 40-50% от общих затрат на обработку.
3. Пакетный эффект:
Затраты на мелкосерийное производство и отладку становятся высокими, но существует экономическая выгода, когда компании производят 50 единиц или более, поскольку затраты уменьшаются на каждую единицу.
Ограниченный бюджет проекта? Хотите контролировать затраты на производство оборудования? Предоставьте технические характеристики вашего оборудования и объем закупки для бесплатного расчета оптимального стоимостного решения, которое поможет вам сократить расходы и повысить эффективность.
Может ли изготовление нестандартных редукторов продлить срок службы коробки передач ветряной турбины?
Стандартные передачи не могут правильно функционировать в условиях эксплуатации, выходящих за рамки предусмотренных для них расчетных параметров. Изготовление зубчатых колес по индивидуальному заказу Благодаря процессу микромодификации обеспечивается лучшее распределение нагрузки , что приводит к улучшению покрытия поверхности шестерни.
Эта система позволяет ветроэнергетическим предприятиям выполнять свои конкретные эксплуатационные требования за счет возможностей изготовления индивидуальных механизмов.
Необходимость кастомизации для нестандартных условий эксплуатации
Выбор параметров для микромодификации необходимо учитывать уровень турбулентности поля ветра и характеристики оборудования. Параметры модификации существенно различаются при разных условиях эксплуатации.
Ниже приведена справочная таблица стандартных параметров модификации от JS Precision , проверенная обширным практическим применением:
| Уровень турбулентности | Модуль шестерни | Величина изменения профиля зуба (мкм) | Величина спиральной модификации (мкм) | Величина обратного сальто кончика зуба (мкм) | Уровень снижения контактного стресса (%) |
| Уровень IIIC (низкая турбулентность) | 5 | 8-12 | 10-15 | 25-30 | 18-22 |
| Уровень IIIB (средняя турбулентность) | 8 | 12-18 | 15-20 | 30-35 | 22-26 |
| Уровень IIIA (высокая турбулентность) | 10 | 18-25 | 20-28 | 35-40 | 26-30 |
| Высокая турбулентность в море | 12 | 22-30 | 25-32 | 40-45 | 28-32 |
| Высокая турбулентность на сложной местности | 15 | 25-35 | 28-35 | 45-50 | 30-35 |
Спектры нагрузки, которые МЭК 61400-1 Определения для различных уровней турбулентности показывают существенные различия между разными уровнями турбулентности. Ветровые поля с высокой турбулентностью требуют разработки специальных механизмов. JS Precision создает реконструкцию спектра нагрузки на основе данных SCADA, что помогает уменьшить ошибки ввода при проектировании.
Невидимая ценность микроформирования
Большие нагрузки вызывают упругую деформацию поверхности зуба. Микроскопическая модификация позволяет компенсировать деформацию и добиться равномерного контактного напряжения . Площадь контактного отпечатка и устойчивость к точечной коррозии стальной шестерни ветряной турбины мощностью 3 МВт улучшены за счет микроформования.
Рис. 3. Сборка сложной конструкции из стальных шестерен золотистого цвета, соединенных с более крупным компонентом, иллюстрирующая точность изготовленных на заказ шестерен для ветряных турбин.
Какие испытания на долговечность подтверждают качество нестандартных шестерен перед установкой?
Пользовательские шестерни требуют строгих испытаний на долговечность перед установкой. Процедура окончательного контроля качества при производстве зубчатых передач должна соответствовать стандартам ISO 6336-5 и AGMA 6006, чтобы шестерни функционировали должным образом в течение двух десятилетий.
- Параллельное тестирование: Испытательный стенд FZG требует испытаний, в которых применяются возрастающие нагрузки до тех пор, пока они не достигнут 1×10⁷ циклов , при этом сохраняются как номинальный крутящий момент, так и условия испытаний на перегрузку, определенные стандартом IEC 61400-4.
- Неразрушающий контроль. В процессе тестирования используются ультразвуковые и магнитопорошковые методы для обнаружения как внутренних, так и поверхностных дефектов, при этом гарантируя, что критические области не содержат дефектов , превышающих установленные стандарты.
- Соответствие стандартам: необходимо выполнить расчеты прочности в соответствии с ISO 6336-5 , чтобы убедиться, что все результаты производительности соответствуют стандартам AGMA 6006.
Как получить высококачественные услуги по производству нестандартного оборудования для ветроэнергетических проектов?
Процесс выбора высококачественных услуг по изготовлению нестандартных зубчатых колес требует оценки трех конкретных факторов поставщика, включая их оборудование, их опыт работы в отрасли и их полную экспертизу производственного процесса.
Этот метод обеспечивает необходимую методологию испытаний, которая обеспечивает надежные результаты работы зубчатых систем ветряных турбин.
Требования к оборудованию
Производство шестерен ветряных турбин требует крупномасштабного оборудования для обработки и термической обработки. Немецкие станки для шлифования зубчатых колес NILES работают со стабильной точностью обработки, которая достигает уровня ISO 3 и соответствует требованиям к обработке шестерен ветряных турбин.
Порог опыта
Процесс анализа отказов шестерен ветряных турбин требует от поставщиков продемонстрировать свой опыт работы в этой области. JS Точность управляет базой данных графиков отказов, которая содержит более 300 проанализированных случаев отказов , которые технические специалисты могут использовать для выявления причин отказов и разработки решений по оптимизации.
Полный жизненный цикл обслуживания
Длительный процесс разработки ветроэнергетических проектов требует от партнеров-поставщиков предоставления полной поддержки на протяжении всего жизненного цикла своих услуг. Производственный процесс, который мы используем для укрепления наших методов производства, обеспечивает стабильное качество продукции с чрезвычайно низким уровнем брака при массовой доставке, обеспечивая при этом стабильную доступность продукции.
Хотите выбрать высококачественного партнера по производству нестандартного оборудования? Загрузите наш контрольный список для оценки поставщиков и быстро отфильтруйте поставщиков. Вы также можете записаться на индивидуальную консультацию с техническим консультантом.
Практический пример: JS Precision решает проблему микропиттинговой коррозии шестерен на морских ветряных электростанциях посредством микромодификации
Испытание
Европейская морская ветряная электростанция мощностью 3 МВт использует высокоскоростную винтовую передачу, в которой после трех лет эксплуатации образовались микропиттинги большой площади, поскольку ее значения вибрации превысили стандартный предел на 4,2 мм/с.
Первоначальный поставщик не смог решить проблему. Испытания на месте показали, что шероховатость поверхности зубьев стальной шестерни достигла Ra 0,8 мкм, тогда как контактные отпечатки составили всего 40%, а локальное контактное напряжение превысило максимально допустимый предел.
Решение
1.Сбор спектра нагрузки:
После того как JS Precision взяла на себя управление, они сначала установили датчики крутящего момента на входной стороне коробки передач и собирали эксплуатационные данные в течение 30 дней подряд . Было обнаружено, что фактический пиковый крутящий момент был на 22% выше расчетного значения.
2.Оптимизация формы:
Измеренный спектр нагрузки послужил основой для проведения конечно-элементного анализа . Степень модификации профиля зуба была оптимизирована с 12 мкм до 22 мкм, степень модификации спирали с 8 мкм до 25 мкм, а скос кончика зуба был установлен на 40 мкм.
3.Обновление процесса:
В процессе обработки зубчатых колес использовалась черновая обработка червячного колеса шлифовальным кругом CBN, которая перешла к чистовой обработке с помощью хонинговального круга с керамической связкой и высокомощного хонингования для достижения зуба. шероховатость поверхности Ra 0,25 мкм .
4.Проверочное тестирование:
Процесс последовательных стендовых испытаний успешно завершил проверочные испытания за 2×10⁷ циклов . Проверка остановки в цикле 5×10⁵ не выявила признаков микропиттинга.
Результаты
Оптимизированный предел контактной усталости шестерен достиг 1350 МПа, что привело к увеличению срока службы более чем на 100 процентов, а уровень вибрации снизился до 2,7 мм/с.
Турбины ветряной электростанции проработали без сбоев в течение 5 лет . Учитывая эквивалентное годовое рабочее время в 3000 часов, это привело к совокупному увеличению выработки электроэнергии на 3 миллиона кВтч и прямому сокращению потерь из-за простоев, превышающих 500 000 долларов США.
Ветряная электростанция столкнулась с поломкой оборудования и срочно нуждается в решении? Немедленно позвоните на нашу горячую линию технической поддержки, отправьте данные об обнаружении неисправностей и получите целевое решение по оптимизации в течение 72 часов, чтобы минимизировать потери из-за простоев.
Часто задаваемые вопросы
Вопрос 1: Какие марки материалов наиболее часто используются для редукторов ветряных турбин?
Наиболее часто используемыми материалами для редукторов ветряных турбин являются науглероженные легированные стали 18CrNiMo7-6 и 17CrNiMo6 . Эти стальные шестерни сохраняют прочность выше 1200 МПа при работе при температуре от -40 ℃ и выше.
Вопрос 2. Как глубина науглероженного слоя влияет на срок службы шестерни?
Стальная шестерня главного привода ветряных турбин нуждается в закаленной зоне толщиной от 1,5 до 3,0 мм, поскольку эта глубина составляет от 0,15 до 0,25 модуля шестерни. Когда глубина слоя остается недостаточной, шестерни будут испытывать раннее усталостное растрескивание, что приведет к сокращению срока их службы.
Вопрос 3: Каковы различия между стандартами ISO 6336 и AGMA?
Напряжение Герца служит основой для расчета контактной прочности в ISO 6336, а AGMA 6006 устанавливает систему классификации номинальной мощности. Определения коэффициентов запаса хода различаются примерно на 15–20%.
В4: Какие проблемы может решить микроформование зубчатых колес?
Процесс микроформования зубчатых колес позволяет системам справляться с упругой деформацией, которая возникает на поверхностях зубьев под большими нагрузками от 10 до 30 микрометров, тем самым предотвращая концентрацию напряжений и одновременно повышая способность шестерни противостоять истиранию.
В5: Какие неразрушающие испытания необходимы для шестерен ветряных турбин?
Все компоненты шестерен при производстве шестерен ветряных турбин должны подвергаться ультразвуковому контролю с разрешением 0,5 мм и магнитопорошковому контролю , который выявляет как внутренние, так и поверхностные дефекты на протяжении всего производственного процесса.
Вопрос 6: Каков принцип работы испытательного стенда?
На испытательном стенде, расположенном по схеме «спина к спине», используются два редуктора для создания системы нагружения с замкнутым контуром , которая компенсирует от 5% до 10% номинальной мощности за счет потерь на трение, тем самым воспроизводя условия эксплуатационных испытаний, которые требуют низкого энергопотребления от передач.
Вопрос 7: Как определить, является ли отказ шестерни проблемой материала или проблемой смазки?
С помощью анализа электронной микроскопии (СЭМ) выяснилось, что трещины, вызванные внутренними включениями, представляют собой проблему с материалом, из которого изготовлена шестерня, тогда как поверхностные царапины или склеивание в основном возникают из-за плохой смазки или загрязнения маслом.
В8: Сколько времени занимает от чертежей до доставки первой детали?
Время, необходимое для реализации проекта, начинается с момента получения чертежей и до сдачи первой детали. JS Precision требуется 6–8 недель , чтобы доставить первый образец после получение 3D чертежей для обычных стальных шестерен ветряных турбин диаметром от 8 до 12 и 2000 мм.
Краткое содержание
20-летняя надежность шестерен ветряных турбин обусловлена тщательным мастерством на протяжении всего процесса производства шестерен, от чистоты материала до точности обработки, каждый шаг имеет решающее значение. Развитие конструкция ветряной турбины Компания сделала стальные шестерни своим основным выбором, а производство нестандартных шестерен является ключом к адаптации к нестандартным условиям эксплуатации.
В течение 15 лет компания JS Precision посвятила весь свой бизнес сектору ветроэнергетики, что обеспечивает нам полные производственные возможности и значительный опыт в расследовании отказов.
Наша команда инженеров предлагает экспертные знания, которые помогут вам независимо от того, требуются ли вам стандартные зубчатые колеса или услуги по изготовлению зубчатых колес по индивидуальному заказу. Отправьте параметры вашего оборудования и получите индивидуальное решение и ценовое предложение в течение 24 часов.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

