Durante la carga rápida de vehículos eléctricos a más de 2 °C, la resistencia térmica de la capa de grasa térmica entre la celda cuadrada de la batería y la placa de refrigeración líquida aumenta un 300 % después de 800 ciclos térmicos, y la diferencia de temperatura del punto caliente alcanza áreas localizadas que superan los 15 °C.
Esto conduce directamente a la mejora del envejecimiento celular e incluso al riesgo de fuga térmica.
El antiguo diseño de tres capas de "disipador de calor + almohadilla térmica + película aislante" no puede resolver el problema de la irregularidad de la interfaz y la confiabilidad a largo plazo. El moldeado por inserción, debido a sus características integradas y de alta precisión, se ha convertido en la principal tecnología para superar este problema.
Resumen de respuestas principales
Problema principal
Solución
Datos clave
Resistencia térmica de la interfaz
Moldura de inserción de batería EV Cubierta de inserción metálica directa
Resistencia térmica ↓40%, presión en el molde 50-120MPa
Fuga de alto voltaje
Moldura de inserción personalizada tipo T/barrera tipo Z
Distancia de fuga 4,1 mm, tensión soportada 4000 V
Insertar desplazamiento
Presión de retroalimentación en tiempo real mantenida por sensores en el molde
Tasa de chatarra reducida del 12% al 1,5%
Desgaste del molde
Inserciones para moldes de inyección
Tiempo de reemplazo reducido de 4h → 40min
Conclusiones clave
Elimine los espacios de aire interfaciales: El moldeado con método de inserción elimina los espacios de aire aplicando una presión de moldeo de 50-120 MPa y la resistencia térmica disminuye en un 40 % en comparación con la solución de grasa térmica; esta es una de las principales causas de la mejora del sistema de enfriamiento y un retraso significativo en la degradación de las células.
Componente unitario: Reemplazar la estructura de tres capas con una pieza de plástico personalizada evita la tolerancia del ensamblaje y los riesgos de envejecimiento y al mismo tiempo reduce los costos de mantenimiento.
Control de costos: los insertos de moldes de inyección son una excelente herramienta para calcular los costos de mantenimiento cuantificables; las piezas que experimentan un alto desgaste se pueden cambiar después de 50 000 ciclos de molde, lo que resulta en una planificación presupuestaria precisa.
Proceso productivo: Los sensores de control del proceso en el molde aumentan la ubicación del inserto CPK de 0,67 a 1,33, mejorando así el rendimiento del producto.
Componentes de batería de precisión: soluciones de moldeo por inserción de JS Precision
La experiencia dedicada de nuestros especialistas en moldeo por inserción nos permite diseñar sistemas de gestión térmica de baterías para vehículos eléctricos que cumplan con los requisitos de fabricación de precisión de nuestros clientes. Esta es la razón principal por la que debería elegir JS Precision que se especializa en este campo.
Cuando busca soporte de I+D y producción en masa para productos principales, como el moldeo por inserción de baterías para vehículos eléctricos y los insertos para moldes de inyección, JS Precision ha proporcionado soluciones personalizadas para más de 20 empresas automotrices globales.
El sistema le permite abordar problemas fundamentales de producción y al mismo tiempo cumplir con los requisitos estándar de la industria que incluyen carga rápida de alto voltaje de 800 V y capacidades de distancia de conducción extendida.
Tomando un escenario similar como ejemplo, cierto fabricante de automóviles líder experimentó un problema durante su proyecto principal de paquete de baterías para SUV cuando los problemas de desplazamiento de los insertos causaron que el 12 por ciento de los materiales se convirtieran en desechos y sus mediciones de resistencia térmica excedieron los límites aprobados en un 30 por ciento.
El cliente logró una reducción del 1,5 por ciento en la tasa de desperdicio a través del control de circuito cerrado del sensor en el molde de JS Precision y el diseño de inserción del molde, lo que les permitió disminuir la resistencia térmica en un 40 por ciento y, al mismo tiempo, ahorrar más de $120 000 cada año en costos operativos que puede obtener al seleccionarnos como su socio.
JS Precision brinda soporte completo para ayudarlo a cumplir con sus requisitos de producción que exigen el cumplimiento total de la norma internacional de seguridad IEC 62133-2:2017 para que todas las piezas de plástico personalizadas mantengan su seguridad y uniformidad.
Nuestra empresa desarrolló un completo sistema de control de calidad que abarca desde la selección del material hasta el diseño del molde hasta la entrega de la producción en masa.
Este sistema le brinda informes de prueba completos y datos de verificación de confiabilidad lo que lo ayuda a sentirse seguro durante nuestra colaboración mientras manejamos todos los aspectos del control de calidad.
Elegir servicios profesionales de moldeo por inserción puede ayudar a los clientes a mitigar los riesgos técnicos y controlar los costos de producción. Si enfrenta desafíos como la resistencia térmica y el desplazamiento de insertos en los componentes de la batería de un vehículo eléctrico, comuníquese con nuestros ingenieros para obtener una consulta técnica gratuita y una evaluación de la solución.
¿Cómo puede la moldura por inserción de batería para vehículos eléctricos resolver el problema de resistencia térmica de la interfaz entre la placa enfriada por líquido y la celda de la batería?
Muchos clientes tienen la misma pregunta: ¿cómo aborda realmente el moldeado por inserción de baterías de vehículos eléctricos el problema de la resistencia térmica interfacial entre la placa de refrigeración líquida y la celda de la batería?
Primero, se utiliza una pieza separada hecha de aleación de aluminio o cobre como inserto de disipación de calor. Luego se recubre con plástico de alta conductividad térmica (PPS + relleno termoconductor) mediante moldeo por inserción.
La presión en el molde durante esta operación se mantiene entre 50 y 120 MPa para eliminar los espacios de aire interfaciales, por lo que la resistencia térmica se puede reducir en aproximadamente un 40 %.
En el molde, la presión elimina los espacios de aire interfaciales
En el curso del moldeo por inyección, los insertos del molde de inyección se someten a una presión de mantenimiento de 50-120 MPa en esta etapa, como resultado de lo cual el plástico fundido se ve obligado a llenar las irregularidades de la superficie del inserto de metal y el área de contacto aumenta al 95 % o más, lo que resulta en una gran mejora de la conductividad térmica.
En esencia, equivale a utilizar alta presión para rellenar los pequeños huecos de una pared con cemento, lo que permite que el inserto de plástico y metal se unan firmemente, mejorando así en gran medida la conductividad térmica y también previniendo problemas con la disipación de calor debido a un contacto inadecuado.
Reemplazo de un solo componente de estructura de tres capas
Las piezas de plástico personalizadas, que se diseñan mediante moldeo, cumplen simultáneamente las tareas de conductividad térmica (2,5 W/mK), aislamiento (tensión soportada de 4000 V) y soporte estructural.
Esto significa que no hay necesidad de grasa térmica ni película aislante, lo que a su vez reduce los costes de adquisición y montaje y también minimiza los riesgos de envejecimiento.
Para saber cómo el moldeado por inserción de baterías de vehículos eléctricos puede reducir aún más la resistencia térmica de su paquete de baterías, descargue nuestro documento técnico para comprender claramente los puntos centrales del control de presión en el molde.
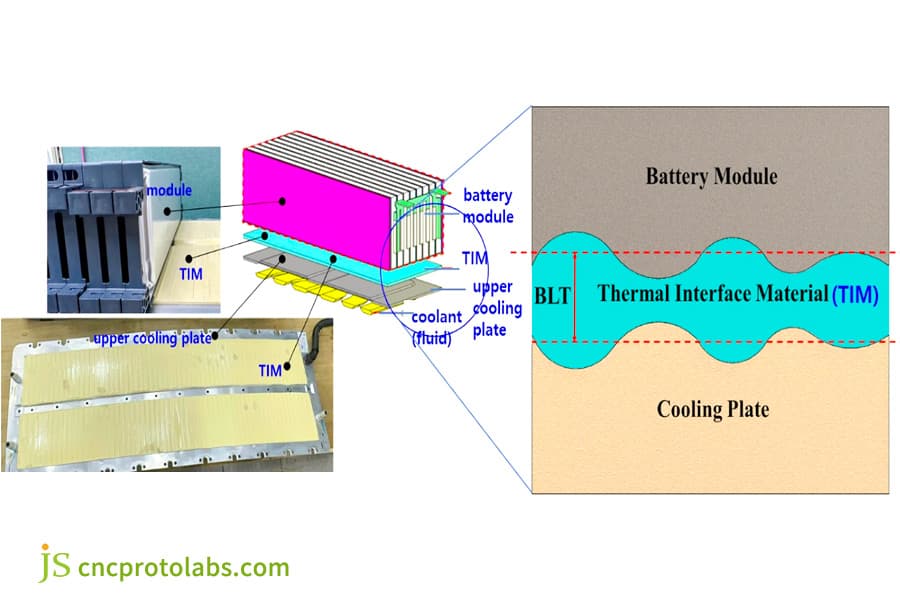
Figura 1: Imagen compuesta que muestra un módulo de batería real junto con un diagrama esquemático y una sección transversal, que ilustra cómo se aplica el material de interfaz térmica (TIM) entre la batería y la placa de enfriamiento a través de una moldura insertada para controlar el calor.
¿Cómo puede la moldura de inserción personalizada lograr un equilibrio entre la disipación de calor de doble cara y la distancia de fuga dentro del espacio limitado del paquete de baterías?
Resolver el problema de la resistencia térmica de la interfaz es una cosa, pero otro aspecto crucial para los clientes es equilibrar la disipación de calor de doble cara con una distancia de fuga suficiente dentro de un espacio pequeño para el paquete de baterías. El moldeado por inserción personalizado proporciona una solución ideal para estos desafíos.
Por ejemplo, se pueden emplear barras colectoras de cobre o tubos de calor como insertos con una separación entre celdas de 8 mm. Una T de plástico soporta un inserto de dos funciones: un lado conduce el calor (2,5 W/m·K) y el otro aísla (distancia de fuga 4,1 mm).
El plástico, moldeado con la ayuda de un molde de canal de agua conformado impreso en 3D, forma esta característica en forma de T.
El concepto de barrera en forma de T desafía la falta de espacio
La
moldura de inserción personalizada para plataformas de alto voltaje de 800 V (distancia de deslizamiento de 3,2 mm) adopta una disposición de inserción alternativa. La pared de plástico tiene un espesor de 2,5 mm en el lado donde se requiere una barrera aislante. Por lo tanto, tanto la disipación de calor como el aislamiento se logran sin incremento de volumen.
Es como apilar varias soluciones de almacenamiento en un espacio limitado, un lado es para disipar el calor mientras que el otro es para aislar, y ninguno de ellos encontraría ninguna interferencia.
Por lo tanto, dentro del espacio limitado del paquete de baterías, esto le permite cumplir con los requisitos de seguridad de alto voltaje y disipación de calor simultáneamente.
Los moldes impresos en 3D permiten espesores de pared diferenciados
El molde para canal de agua conformado permite una regulación precisa del flujo de plástico, lo que permite la producción de un área de pared delgada térmicamente conductora de 0,8 mm y un área de pared gruesa aislante de 2,5 mm en la misma pieza de plástico personalizada simultáneamente, por lo que también se mejora la flexibilidad del diseño de la pieza.
¿Qué materiales son mejores para los insertos de moldes de inyección en módulos de batería?
La decisión sobre los materiales para los insertos de moldes de inyección tiene un impacto directo en la longevidad del molde, la precisión del producto y los gastos de producción. A través del uso, hemos identificado la mejor solución.
En el caso de ciclos térmicos de alta frecuencia (-40 °C a 85 °C, 3000 ciclos), los insertos de molde de acero H13 tienen una tasa de cambio dimensional del 0,012 %, que es un mejor rendimiento que el 0,025 % del S136.
La discrepancia de CTE entre las inserciones metálicas (cobre/aluminio) y el plástico PPS debe limitarse a 2,5 ppm/°C, lo que cumple con los requisitos de precisión dimensional de ISO 12165:2019.
Comparación de selección de acero para moldes
Entre los materiales de inserción para moldes de inyección, la mejor opción es el acero H13 con tratamiento de nitruración superficial (dureza 1100HV). Incluso después de 3000 ciclos térmicos, el cambio dimensional de la cavidad es de 0,008 mm.
La comparación de rendimiento de diferentes aceros es la siguiente:
Tipo de acero para molde
Tratamiento de superficies
Cambio dimensional después de 3000 ciclos térmicos (mm)
Dureza (HV)
Escenarios aplicables
Ciclo de reemplazo (tiempos de molde)
H13
Tratamiento de nitruración
≤0.008
1100
Componentes de batería de carga rápida de alto voltaje
50.000 (área de alto desgaste)
S136
Tratamiento de pulido
≤0.025
950
Componentes de batería normales
30.000 (área de alto desgaste)
H11
Tratamiento de nitruración
≤0.015
1000
Componentes de batería de media tensión
40.000 (área de alto desgaste)
Cobre berilio
Ninguno
≤0.010
850
Posicionamiento de inserción de precisión
20,000 (área de alto desgaste)
W7718
Tratamiento de nitruración
≤0.012
1050
Moldeo de piezas de plástico grandes
60.000 (zona de alto desgaste)
Cálculo de coincidencia de CTE
La diferencia de CTE de las inserciones de cobre (CTE=16,8) y el PPS reforzado con un 30% de fibra de vidrio (CTE=14,3) es bastante pequeña (sólo 2,5), mientras que la diferencia para las inserciones de aluminio (CTE=23,6) es tan alta como 9,3, lo que significa que se requiere una compensación de interferencia de 0,2 mm adicionales.
Cuanto menor sea la diferencia de CTE, mejor será la precisión del producto.
Esencialmente, esto es como la idoneidad de la ropa en tu cuerpo. Cuanto menor sea la diferencia de CTE, mejor será el "ajuste" entre el plástico y el inserto, evitando así el aflojamiento o la deformación causados por los cambios de temperatura y garantizando la estabilidad de la precisión del producto a largo plazo, así como una reducción de productos defectuosos.
Insertar material
CTE (ppm/°C)
Material plástico
CTE del plástico (ppm/°C)
Diferencia CTE (ppm/°C)
Compensación de interferencias (mm)
Escenarios aplicables
Conductividad térmica (W/m·K)
Cobre
16.8
30 % fibra de vidrio PPS
14.3
2.5
0
Carga rápida de alta gama
≥2.5
Aluminio
23.6
30 % fibra de vidrio PPS
14.3
9.3
0.2
Rango normal
≥2.2
Cobre
16.8
50 % fibra de vidrio PPS
11.2
5.6
0.1
Plataforma de alto voltaje
≥3.0
Aluminio
23.6
50 % fibra de vidrio PPS
11.2
12.4
0.3
Solución de bajo costo
≥2.0
Acero inoxidable
10.8
30 % fibra de vidrio PPS
14.3
3.5
0
Alta confiabilidad
≥1,8
Previsión de la vida útil del molde
Los insertos de molde que se colocan cerca de la compuerta deben reemplazarse cuando el desgaste alcanza los 0,003 mm después de cada 50.000 ciclos de moldeo. Las áreas que no se desgastan pueden funcionar durante 200.000 ciclos, lo que ayuda a los clientes a programar con precisión los ciclos de mantenimiento de sus moldes.
¿Pueden sus servicios de moldeo por inserción manejar componentes estructurales a gran escala?
A medida que los paquetes de baterías de los vehículos eléctricos crecen, el moldeado de piezas grandes en plástico también se vuelve más desafiante. Los clientes preguntan con frecuencia si los servicios de moldeo por inserción pueden satisfacer la demanda de producción a gran escala.
Hacemos cambiar de opinión mostrándoles un equipo de tecnología y producción sólido y maduro que está listo para afrontar cualquier desafío.
Con un brazo robótico automatizado, se colocan 8 manguitos roscados + 2 placas de refrigeración líquida con una repetibilidad de 0,05 mm en una placa base de batería de 850 mm de longitud.
También se ha implementado el equilibrio de presión en la inyección de múltiples cavidades para garantizar que la desviación de la tasa de contracción de la pieza de plástico no sea superior al 0,08 %, lo que cumple con el requisito de precisión).
Sistema de preposicionamiento automatizado
Después de confirmar la posición del inserto con medición láser, el brazo robótico de seis ejes recoge el inserto y lo coloca en el molde. Los servicios de moldeo por inserción pueden alcanzar un ciclo de producción de 90 segundos por pieza, equilibrando precisión y eficiencia.
Tecnología de equilibrio de presión de múltiples cavidades
Cuatro canales calientes independientes, combinados con sensores de presión, ajustan la presión de inyección de cada cavidad en tiempo real, asegurando que la planitud de las piezas grandes de moldeo de plástico se controle dentro de 0,15 mm/m, lo que garantiza la consistencia del producto.
Proceso integral de integración vertical
Con una entrega integral de piezas de plástico personalizadas, desde el diseño de moldes, el procesamiento de inserciones hasta la producción en masa de moldeo por inyección, JS Precision ayuda a acortar los ciclos de proyectos y reducir los costos de comunicación con el cliente.
Figura 2: Un primer plano de una configuración de moldeo por inserción industrial, que presenta un gran molde metálico con líneas fluidas, colocado sobre una plataforma de máquina dentro de un entorno de fábrica, capaz de producir componentes sustanciales de batería.
¿Cómo afecta el desgaste y la frecuencia de reemplazo de las inserciones de moldes de inyección al costo por pieza?
En la producción en masa, el desgaste y la frecuencia de reemplazo de los insertos del molde de inyección dictan directamente el costo unitario. Nuestro método realmente ayuda a los clientes a descubrir cómo mantener este costo bajo control.
Los insertos de cobre berilio tienen una pérdida por fricción de 0,003 mm por ciclo de molde. Cuando el desgaste del pasador de localización supera los 0,02 mm, la posibilidad de que el inserto esté desalineado se vuelve bastante alta.
Al adoptar un diseño de tipo inserto, el coste unitario del mantenimiento del molde se reduce a alrededor de 0,025 dólares por artículo (suponiendo una producción total de 500.000 moldes).
Umbrales de desgaste y desalineación
El desgaste en el diámetro del pasador de localización de los insertos del molde de inyección ha alcanzado los 0,02 mm y, como resultado, la desviación estándar de la desalineación de la posición del inserto ha cambiado de 0,02 mm a 0,07 mm y la tasa de desperdicio ha aumentado al 8 %, por lo que las piezas desgastadas deben reemplazarse a tiempo.
Diseño de reemplazo rápido de tipo inserto
Hacer las piezas muy desgastadas como insertos de molde separados permite que el reemplazo se realice simplemente quitando cuatro pernos, lo que reduce drásticamente el tiempo de reemplazo de 4 horas a 40 minutos y, al mismo tiempo, limita el tiempo de inactividad y aumenta la eficiencia.
Modelo de cálculo de costes de una sola pieza
Con un volumen de producción total de 500.000 unidades, el costo de reemplazo de las áreas de alto desgaste es de $1758, las áreas de bajo desgaste de $293 y la pérdida por tiempo de inactividad de $439,5. El costo de mantenimiento por molde es de alrededor de $0,025.
¿Quiere calcular con precisión el coste de una sola pieza debido al desgaste de los insertos de moldes de inyección? Envíe su escala de producción y le proporcionaremos un informe de cálculo de costos gratuito.
¿Cuáles son las tolerancias críticas para el moldeado de plástico de piezas grandes en piezas de baterías de vehículos eléctricos?
El control de tolerancia para piezas grandes moldeadas de plástico es un factor importante que influye en la precisión del ensamblaje. A partir de nuestro trabajo continuo, hemos identificado los principales criterios de tolerancia y cómo controlarlos.
La compensación en tiempo real de la contracción se realiza mediante un sensor de presión en el molde. La planitud final de la superficie de sellado es de 0,05 mm, mientras que se emplea un escaneo 3D con luz azul para una inspección exhaustiva antes del envío.
Estándares de control de deformación
A medida que la longitud de las piezas grandes de moldura de plástico aumenta en 100 mm, la deformación permitida también aumenta en 0,06 mm. Entonces, el estándar para una pieza de 620 mm que es aceptable es 0,37 mm. En realidad, limitamos el control a 0,35 mm, lo cual es incluso mejor que el estándar de la industria.
Tecnología de compensación dinámica de contracción
Los sensores de presión están instalados en las cuatro cavidades. Si se encuentra una variación de presión del 3%, la presión de retención de la boquilla respectiva se ajusta automáticamente en 5 MPa, evitando así una contracción desigual y posibles problemas de tolerancia.
Métodos de inspección completa
La primera y la última parte de un lote se someten a escaneo con luz azul 3D (precisión de 0,008 mm). La herramienta de medición de imágenes se utiliza para mapear las superficies de montaje críticas. Sólo se liberan las piezas con CPK 1.33, garantizando así que ninguna pieza defectuosa pase al siguiente proceso.
¿Cómo evitar el desplazamiento de piezas grandes de moldeo de plástico y múltiples inserciones a través de sensores en el molde durante el moldeo único?
El desplazamiento de insertos es un defecto frecuente que ocurre al moldear piezas de plástico grandes con múltiples insertos en un solo proceso. Tenemos un método muy eficaz para erradicar este problema desarrollado utilizando tecnología de sensores en el molde.
Para la placa base de la batería que consta de 8 manguitos roscados y 2 placas de refrigeración líquida, un pequeño sensor de desplazamiento magnetoestrictivo (con una precisión de 0,01 mm) está integrado en cada inserto para modificar instantáneamente la presión de retención de la boquilla. Como resultado, el CPK se elevó de 0,67 a 1,33.
Insertar modo de fallo por desplazamiento
Con solo 0,28 mm, la presión de inyección puede provocar que los dos colectores centrales queden desalineados, lo que es más de tres veces el límite de especificación de 0,10 mm. Esto da como resultado una tasa de desechos del 12 %, lo que aumenta los costos de producción y provoca retrasos en la entrega.
Sistema de control de circuito cerrado con sensor
Se utiliza un sensor de desplazamiento con cada inserto de molde, el sensor puede muestrear 1000 veces por segundo. La válvula de aguja de canal caliente de un inserto se cierra con un retraso de 0,3 segundos después de que se detecta un desplazamiento de más de 0,05 mm haciendo referencia a un canal diferente, y el desplazamiento se corrige al mismo tiempo.
Datos de mejora del rendimiento
Después de la instalación, el CPK de la ubicación del inserto fue de 1,33 (desplazamiento medio de 0,02 mm, desviación estándar de 0,015 mm) y la tasa de desechos se redujo al 1,5 %. Sobre una producción anual de 200.000 piezas, esto equivale a un ahorro de costes anual de aproximadamente 126.000 dólares estadounidenses.
Análisis de caso de precisión JS: moldura de inserción de gestión térmica para paquete de baterías de carga ultrarrápida de 800 V
Utilizando un caso de proyecto del mundo real como referencia, este artículo detalla los problemas de gestión térmica de un paquete de baterías de carga ultrarrápida de 800 V que hemos resuelto, y usted puede tomarlo como referencia del proyecto.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Final Results
The project outcome was a big surprise to all the stakeholders:
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQs
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Resumen
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
Descargo de responsabilidad
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.