أثناء الشحن السريع للسيارات الكهربائية بدرجة تتجاوز 2 درجة مئوية، تقفز المقاومة الحرارية لطبقة الشحم الحراري بين خلية البطارية المربعة ولوحة التبريد السائلة بنسبة 300% بعد 800 دورة حرارية، مع وصول فرق درجة حرارة النقطة الساخنة إلى مناطق محلية تتجاوز 15 درجة مئوية.
يؤدي ذلك بشكل مباشر إلى تعزيز شيخوخة الخلايا وحتى خطر الانفلات الحراري.
التصميم القديم المكون من ثلاث طبقات "المشتت الحراري + الوسادة الحرارية + الغشاء العازل" غير قادر على حل مشكلة عدم انتظام الواجهة والموثوقية على المدى الطويل. إدراج القالب، بسبب ميزاته المتكاملة والعالية الدقة، برز باعتباره التقنية الرئيسية للتغلب على هذه المشكلة.
قالب إدخال بطارية السيارة الكهربائية غطاء إدخال معدني مباشر
المقاومة الحرارية ↓40%، في ضغط القالب 50-120MPa
<تر>
زحف الجهد العالي
قالب إدراج مخصص من النوع T/حاجز من النوع Z
مسافة الزحف 4.1 ملم، تحمل الجهد 4000 فولت
<تر>
أدخل الإزاحة
الضغط المرتد في الوقت الفعلي الذي يتم تثبيته بواسطة مستشعرات القالب
تم تخفيض معدل الخردة من 12% إلى 1.5%
<تر>
تآكل القالب
إدراج قالب الحقن
تم تقليل وقت الاستبدال من 4 ساعات → 40 دقيقة
الوجبات الرئيسية
إزالة فجوات الهواء البينية: يعمل القولبة بطريقة الإدخال على إزالة فجوات الهواء من خلال تطبيق ضغط قولبة يتراوح بين 50-120 ميجا باسكال، كما تنخفض المقاومة الحرارية بنسبة 40% مقارنة بمحلول الشحم الحراري، وهذا سبب رئيسي لتحسين نظام التبريد وتأخير كبير في تدهور الخلايا.
المكون الوحدوي: يؤدي استبدال الهيكل المكون من ثلاث طبقات بجزء بلاستيكي مخصص واحد إلى تجنب احتمالات التجميع ومخاطر التقادم وفي الوقت نفسه يقلل من تكاليف الصيانة.
التحكم في التكلفة: تعد إدخالات قالب الحقن أداة رائعة لحساب تكاليف الصيانة القابلة للقياس الكمي، ويمكن تغيير الأجزاء التي تتعرض لتآكل شديد بعد 50000 دورة قالب، مما يؤدي إلى تخطيط دقيق للميزانية.
العملية الإنتاجية: تعمل مستشعرات التحكم في عملية القالب على رفع موقع الإدخال CPK من 0.67 إلى 1.33، وبالتالي تحسين إنتاجية المنتج.
مكونات البطارية الدقيقة: أدخل حلول التشكيل من JS Precision
إن الخبرة المتخصصة التي يتمتع بها متخصصو إدراج القوالب تمكننا من تصميم أنظمة الإدارة الحرارية لبطاريات المركبات الكهربائية التي تلبي متطلبات التصنيع الدقيقة لعملائنا. وهذا هو السبب الأساسي وراء اختيارك لشركة JS Precision المتخصصة في هذا المجال.
عندما تسعى للحصول على دعم البحث والتطوير والإنتاج الضخم للمنتجات الأساسية مثل قوالب إدراج بطارية السيارة الكهربائية وإدراج قوالب الحقن، فقد قدمت JS Precision حلولاً مخصصة لأكثر من 20 شركة سيارات عالمية.
يمكّنك النظام من التعامل مع مشكلات الإنتاج الأساسية مع تلبية متطلبات الصناعة القياسية والتي تشمل الشحن السريع بجهد عالي 800 فولت وقدرات مسافة القيادة الممتدة.
بأخذ سيناريو مشابه كمثال، واجهت إحدى شركات تصنيع السيارات الرائدة مشكلة أثناء مشروعها الرئيسي لحزمة بطاريات سيارات الدفع الرباعي عندما تسببت مشكلات إزاحة الإدخال في تحول 12 بالمائة من المواد إلى نفايات وتجاوزت قياسات مقاومتها الحرارية الحدود المعتمدة بنسبة 30 بالمائة.
حقق العميل انخفاضًا بنسبة 1.5 بالمائة في معدل الخردة من خلال التحكم في الحلقة المغلقة بمستشعر القالب من JS Precision وتصميم إدخال القالب الذي مكنه من تقليل المقاومة الحرارية بنسبة 40 بالمائة مع توفير أكثر من 120000 دولار سنويًا في تكاليف التشغيل التي يمكنك الحصول عليها عن طريق اختيارنا كشريك لك.
توفر JS Precision الدعم الكامل لمساعدتك في تلبية متطلبات الإنتاج الخاصة بك والتي تتطلب الامتثال الكامل معيار السلامة الدولي IEC 62133-2:2017 لجميع الأجزاء البلاستيكية المخصصة للحفاظ على سلامتها وتجانسها.
قامت شركتنا بتطوير نظام كامل لمراقبة الجودة والذي يبدأ من اختيار المواد وحتى تصميم القالب حتى تسليم الإنتاج الضخم.
يمنحك هذا النظام تقارير اختبار كاملة وبيانات التحقق من الموثوقية مما يساعدك على الشعور بالأمان أثناء تعاوننا بينما نتعامل مع جميع جوانب مراقبة الجودة.
<اقتباس>
يمكن أن يساعد اختيار خدمات قولبة الإدخال الاحترافية العملاء على تخفيف المخاطر الفنية والتحكم في تكاليف الإنتاج. إذا كنت تواجه تحديات مثل المقاومة الحرارية وإزاحة الإدخال في مكونات بطارية السيارة الكهربائية، فاتصل بمهندسينا للحصول على استشارة فنية مجانية وتقييم الحلول.
كيف يمكن لقولبة إدخال بطارية السيارة الكهربائية حل مشكلة المقاومة الحرارية للواجهة بين لوحة التبريد السائلة وخلية البطارية؟
لدى العديد من العملاء نفس السؤال: كيف تعالج قوالب إدخال بطارية السيارة الكهربائية مشكلة المقاومة الحرارية البينية بين لوحة التبريد السائل وخلية البطارية؟
أولاً، يتم استخدام قطعة منفصلة مصنوعة من سبائك الألومنيوم أو النحاس كمدخل لتبديد الحرارة. ثم يتم تغليفها بالبلاستيك ذي الموصلية الحرارية العالية (PPS + حشو موصل حرارياً) عن طريق القالب الداخلي.
يتم المحافظة على الضغط في القالب أثناء هذه العملية عند 50-120 ميجا باسكال للتخلص من فجوات الهواء البينية، وبالتالي يمكن تقليل المقاومة الحرارية بحوالي 40%.
يتخلص الضغط الموجود في القالب من فجوات الهواء البينية
في سياق قولبة الحقن، تتعرض مدخلات قالب الحقن لضغط تثبيت يتراوح بين 50-120 ميجا باسكال في هذه المرحلة ونتيجة لذلك يضطر البلاستيك المنصهر إلى ملء عدم انتظام سطح الإدخال المعدني وتزداد منطقة التلامس إلى 95% أو أكثر مما يؤدي إلى تحسين كبير في التوصيل الحراري.
في جوهره، يعادل ذلك استخدام الضغط العالي لملء الفجوات الصغيرة في الجدار بالإسمنت، مما يتيح ربط الأجزاء البلاستيكية والمعدنية بإحكام، وبالتالي تحسين التوصيل الحراري بشكل كبير وكذلك منع مشكلات تبديد الحرارة بسبب عدم الاتصال الكافي.
استبدال مكون واحد لبنية ثلاثية الطبقات
إن الأجزاء البلاستيكية المخصصة، والتي تم تصميمها من خلال القولبة، تنجز في نفس الوقت مهام التوصيل الحراري (2.5 واط/م كلفن)، والعزل (جهد تحمل 4000 فولت)، والدعم الهيكلي.
وهذا يعني أنه ليست هناك حاجة إلى الشحم الحراري والأغشية العازلة، الأمر الذي يؤدي بدوره إلى انخفاض تكاليف الشراء والتجميع ويقلل أيضًا من مخاطر التقادم.
<اقتباس>
لمعرفة كيف يمكن أن يؤدي صب إدخال بطارية السيارة الكهربائية إلى تقليل المقاومة الحرارية لحزمة البطارية، قم بتنزيل المستند التقني الخاص بنا لفهم النقاط الأساسية للتحكم في ضغط القالب بوضوح.
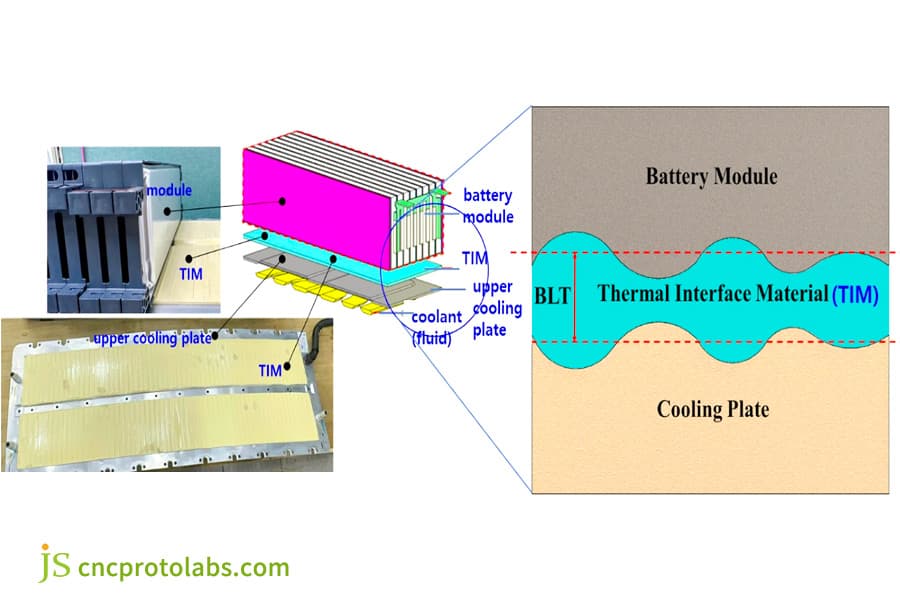
الشكل 1: صورة مركبة تظهر وحدة بطارية حقيقية إلى جانب رسم تخطيطي ومقطع عرضي، يوضح كيفية تطبيق مادة الواجهة الحرارية (TIM) بين البطارية ولوحة التبريد عبر قالب الإدخال لإدارة الحرارة.
كيف يمكن لقالب الإدخال المخصص تحقيق التوازن بين تبديد الحرارة على الوجهين ومسافة الزحف ضمن مساحة محدودة لحزمة البطارية؟
يعد حل مشكلة المقاومة الحرارية للواجهة أمرًا واحدًا، ولكن هناك جانبًا مهمًا آخر للعملاء وهو موازنة تبديد الحرارة على الوجهين مع مسافة زحف كافية داخل مساحة صغيرة لحزمة البطارية. توفر قوالب الإدخال المخصصة حلاً مثاليًا لهذه التحديات.
على سبيل المثال، يمكن استخدام قضبان التوصيل النحاسية أو الأنابيب الحرارية كمدخلات في مسافة 8 مم بين الخلايا. يدعم البلاستيك T ملحقًا ذو وظيفتين: جانب واحد يوصل الحرارة (2.5 وات/م·ك)، والآخر يعزل (مسافة الزحف 4.1 ملم).
يشكل البلاستيك بمساعدة قالب قناة مياه مطابق مطبوع ثلاثي الأبعاد، هذه الميزة على شكل حرف T.
مفهوم الحاجز على شكل حرف T يتحدى ضيق المساحة
قالب الإدخال المخصص للمنصات ذات الجهد العالي 800 فولت (مسافة الزحف 3.2 مم) يعتمد ترتيب إدخال بديل. يتم سماكة الجدار البلاستيكي إلى 2.5 مم على الجانب حيث يلزم وجود حاجز عازل. ومن ثم، يتم تحقيق كل من تبديد الحرارة والعزل دون زيادة الحجم.
يشبه الأمر تكديس حلول تخزين متنوعة في مساحة محدودة، أحد الجانبين مخصص لتبديد الحرارة والآخر للعزل، ولن يواجه أي منهما أي تداخل.
وبالتالي، ضمن المساحة المحدودة لحزمة البطارية، يتيح لك ذلك تحقيق متطلبات كلاً من متطلبات سلامة الجهد العالي وتبديد الحرارة في وقت واحد.
يسمح قالب قناة المياه المتوافقة بتنظيم دقيق لتدفق البلاستيك، وبالتالي تمكين إنتاج منطقة ذات جدران رقيقة موصلة حرارياً بقطر 0.8 مم ومنطقة ذات جدران سميكة عازلة بسمك 2.5 مم على نفس الجزء البلاستيكي المخصص في نفس الوقت، لذلك يتم أيضًا تحسين مرونة تصميم الجزء.
ما هي المواد الأفضل لإدخال قوالب الحقن في وحدات البطارية؟
إن القرار المتعلق بالمواد المستخدمة في إدخال قوالب الحقن له تأثير مباشر على طول عمر القالب، ودقة المنتج، ونفقات الإنتاج. من خلال الاستخدام، حددنا الحل الأمثل.
في حالة التدوير الحراري عالي التردد (-40 درجة مئوية إلى 85 درجة مئوية، 3000 دورة)، تتمتع إدخالات القالب الفولاذي H13 بمعدل تغيير الأبعاد يبلغ 0.012%، وهو أداء أفضل من أداء S136 الذي يبلغ 0.025%.
يجب أن يقتصر عدم تطابق CTE بين الإدخالات المعدنية (النحاس/الألومنيوم) والبلاستيك PPS على 2.5 جزء في المليون/درجة مئوية، وهو ما يتوافق مع متطلبات دقة الأبعاد في ISO 12165:2019.
مقارنة اختيار قوالب الصلب
من بين مواد إدخال قالب الحقن، فإن الخيار الأفضل هو الفولاذ H13 مع معالجة نيترة السطح (صلابة 1100HV). وحتى بعد 3000 دورة حرارية، يبلغ التغير في أبعاد التجويف 0.008 ملم.
إن فرق CTE بين إدخالات النحاس (CTE=16.8) وPPS المقوى بالألياف الزجاجية بنسبة 30% (CTE=14.3) صغير جدًا (2.5 فقط)، في حين أن الفرق في إدخالات الألومنيوم (CTE=23.6) يصل إلى 9.3، مما يعني أن تعويض التداخل بمقدار 0.2 مم إضافي مطلوب.
كلما كان فرق CTE أصغر، كانت دقة المنتج أفضل.
يشبه هذا في الأساس مدى ملاءمة الملابس لجسمك. كلما كان فرق CTE أصغر، كلما كان "الملاءمة" بين البلاستيك والحشوة أفضل، وبالتالي منع الارتخاء أو التشوه الناجم عن التغيرات في درجات الحرارة وضمان استقرار دقة المنتج على المدى الطويل، فضلاً عن تقليل المنتجات المعيبة.
يجب استبدال إدخالات القالب الموضوعة بالقرب من البوابة عندما يصل التآكل إلى 0.003 مم بعد كل 50000 دورة قولبة. يمكن أن تعمل المناطق التي لا تتآكل لمدة 200000 دورة، وبالتالي مساعدة العملاء على جدولة دورات صيانة القالب بدقة.
هل تستطيع خدمات صب الإدراج لديك التعامل مع المكونات الهيكلية واسعة النطاق؟
مع زيادة حجم مجموعات بطاريات السيارات الكهربائية، يصبح تشكيل الأجزاء الكبيرة من البلاستيك أكثر صعوبة أيضًا. كثيرًا ما يتساءل العملاء عما إذا كانت خدمات التشكيل بالإدراج يمكنها دعم طلب الإنتاج على نطاق واسع.
نحن نغير رأيهم من خلال إظهار فريق قوي وناضج من التكنولوجيا والإنتاج وعلى استعداد للتعامل مع أي تحد.
باستخدام ذراع آلية آلية، تم تجهيز 8 أكمام ملولبة + 2 لوح تبريد سائل بقابلية تكرار 0.05 مم على لوحة قاعدة بطارية بطول 850 مم.
تم أيضًا تنفيذ موازنة الضغط في الحقن متعدد التجاويف للتأكد من أن انحراف معدل انكماش الجزء البلاستيكي لا يزيد عن 0.08%، وهو ما يتوافق مع متطلبات الدقة).
نظام التحديد المسبق الآلي
بعد التأكد من موضع الإدخال بقياس الليزر، تلتقط الذراع الآلية ذات المحاور الستة الإدخال وتضعه في القالب. يمكن لخدمات صب القوالب أن تحقق دورة إنتاج تبلغ 90 ثانية لكل قطعة، توازن بين الدقة والكفاءة.
تقنية موازنة الضغط متعدد التجاويف
تقوم أربعة ماكينات عداء ساخن مستقلة، جنبًا إلى جنب مع أجهزة استشعار الضغط، بضبط ضغط الحقن لكل تجويف في الوقت الفعلي، مما يضمن استواء يتم التحكم في الأجزاء الكبيرة من صب البلاستيك في حدود 0.15 مم/م، مما يضمن اتساق المنتج.
عملية التكامل الرأسي ذات المحطة الواحدة
من خلال التسليم الشامل للأجزاء البلاستيكية المخصصة بدءًا من تصميم القالب، ومعالجة الإدخال إلى الإنتاج الضخم لقولبة الحقن، تساعد JS Precision على تقصير دورات المشروع وتقليل تكاليف الاتصال بالعملاء.
الشكل 2: لقطة مقربة لإعداد قالب إدخال صناعي، يتميز بقالب معدني كبير بخطوط مرنة، موضوع على قاعدة الآلة داخل بيئة المصنع، وهو قادر على إنتاج مكونات بطارية كبيرة.
كيف يؤثر التآكل وتكرار عمليات إدخال قوالب الحقن على تكلفة القطعة الواحدة؟
في الإنتاج الضخم، فإن تكرار التآكل والاستبدال لإدراج قالب الحقن يحدد تكلفة الوحدة بشكل مباشر. تساعد طريقتنا العملاء حقًا في معرفة كيفية إبقاء هذه التكلفة تحت السيطرة.
تحتوي حشوات نحاس البريليوم على فقدان احتكاك قدره 0.003 مم لكل دورة قالب. عندما يتجاوز تآكل دبوس تحديد الموقع 0.02 مم، تصبح فرصة عدم محاذاة الإدخال عالية جدًا.
من خلال اعتماد تصميم نوع الإدخال، تنخفض تكلفة وحدة صيانة القالب إلى حوالي 0.025 دولار أمريكي لكل عنصر (بافتراض إجمالي إنتاج يبلغ 500000 قالب).
حدود التآكل وعدم المحاذاة
لقد وصل تآكل قطر دبوس تحديد موقع إدخالات قالب الحقن إلى 0.02 مم، ونتيجة لذلك، تغير الانحراف المعياري لاختلال موضع الإدخال من 0.02 مم إلى 0.07 مم، وارتفع معدل الخردة إلى 8%، وبالتالي يجب استبدال الأجزاء البالية في الوقت المناسب.
أدخل تصميم الاستبدال السريع
إن تصنيع الأجزاء شديدة التآكل كإدخالات قالب منفصلة يسمح بإجراء الاستبدال بمجرد إزالة أربعة مسامير، وبالتالي تقليل وقت الاستبدال بشكل كبير من 4 ساعات إلى 40 دقيقة، وفي الوقت نفسه الحد من وقت التوقف عن العمل وزيادة الكفاءة.
نموذج حساب تكلفة القطعة الواحدة
بإجمالي حجم إنتاج يبلغ 500,000 وحدة، تبلغ تكلفة استبدال مناطق التآكل العالية 1758 دولارًا أمريكيًا، ومناطق التآكل المنخفضة 293 دولارًا أمريكيًا، وخسارة وقت التوقف عن العمل 439.5 دولارًا أمريكيًا. تبلغ تكلفة الصيانة لكل قالب حوالي 0.025 دولارًا أمريكيًا.
<اقتباس>
هل ترغب في حساب تكلفة القطعة الواحدة بدقة بسبب تآكل إدراج قالب الحقن؟ أرسل مقياس الإنتاج الخاص بك وسنزودك بتقرير حساب التكلفة مجانًا.
ما هي التفاوتات الحرجة لقولبة البلاستيك للأجزاء الكبيرة في أجزاء بطارية السيارة الكهربائية؟
يعد التحكم في التسامح في صب الأجزاء البلاستيكية الكبيرة عاملاً رئيسيًا يؤثر على دقة التجميع. ومن خلال عملنا المستمر، لقد حددنا معايير التسامح الرئيسية وكيفية التحكم فيها.
يتم تعويض الانكماش في الوقت الحقيقي عبر مستشعر الضغط الموجود في القالب. يبلغ التسطيح النهائي لسطح الختم 0.05 مم، في حين يتم استخدام مسح الضوء الأزرق ثلاثي الأبعاد لإجراء فحص شامل قبل الشحن.
معايير التحكم في Warpage
مع زيادة طول الأجزاء الكبيرة من القوالب البلاستيكية بمقدار 100 مم، فإن صفحة الالتواء المسموح بها تزيد أيضًا بمقدار 0.06 مم. لذا، فإن المعيار المقبول للجزء 620 مم هو 0.37 مم. في الواقع، نحن نحد التحكم بـ 0.35 ملم، وهو أفضل حتى من المعايير الصناعية.
تقنية تعويض الانكماش الديناميكي
يتم تركيب أجهزة استشعار الضغط في التجاويف الأربعة. إذا تم العثور على اختلاف في الضغط بنسبة 3%، فسيتم ضبط ضغط الفوهة المعني تلقائيًا بمقدار 5 ميجا باسكال، وبالتالي تجنب الانكماش غير المتساوي ومشاكل التسامح المحتملة.
طرق الفحص الكامل
يخضع الجزءان الأول والأخير من الدفعة لمسح ضوئي أزرق ثلاثي الأبعاد (دقة 0.008 مم). يتم استخدام أداة قياس الصور لرسم خريطة لأسطح التركيب المهمة. يتم إطلاق الأجزاء التي تحتوي على CPK 1.33 فقط، مما يضمن عدم نقل أي أجزاء معيبة إلى العملية التالية.
كيف يمكن منع إزاحة الأجزاء الكبيرة من القالب البلاستيكي والإدخالات المتعددة من خلال مستشعرات القالب أثناء عملية التشكيل لمرة واحدة؟
إزاحة الإدخال هو عيب متكرر يحدث عند صب أجزاء بلاستيكية كبيرة ذات إدخالات متعددة في عملية واحدة. لدينا طريقة فعالة جدًا للقضاء على هذه المشكلة تم تطويرها باستخدام تقنية استشعار العفن.
بالنسبة للوحة قاعدة البطارية التي تتكون من 8 أكمام ملولبة ولوحين تبريد سائلين، تم تضمين مستشعر إزاحة مغناطيسي صغير (بدقة 0.01 مم) في كل إدخال لتعديل ضغط الفوهة على الفور. ونتيجة لذلك، ارتفع مستوى CPK من 0.67 إلى 1.33.
أدخل وضع فشل الإزاحة
عند 0.28 مم فقط، يمكن أن يتسبب ضغط الحقن في عدم محاذاة المجمعين الأوسطين، وهو ما يزيد عن ثلاثة أضعاف حد المواصفات البالغ 0.10 مم. ويؤدي هذا إلى معدل 12% للعناصر الخردة، وبالتالي زيادة تكاليف الإنتاج والتسبب في تأخير التسليم.
نظام التحكم في الحلقة المغلقة بالاستشعار
يتم استخدام مستشعر الإزاحة مع كل إدخال قالب، ويمكن للمستشعر أخذ عينة 1000 مرة في الثانية. يتم إغلاق صمام الإبرة ذو العداء الساخن للمدخل الواحد مع تأخير قدره 0.3 ثانية بعد اكتشاف إزاحة أكثر من 0.05 مم عن طريق الإشارة إلى قناة مختلفة، ويتم تصحيح الإزاحة في نفس الوقت.
بيانات تحسين العائد
بعد التثبيت، كان موقع الإدخال CPK هو 1.33 (متوسط الإزاحة 0.02 مم، والانحراف المعياري 0.015 مم)، وتم تخفيض معدل الخردة إلى 1.5%. وعلى أساس إنتاج سنوي يبلغ 200000 قطعة، فإن هذا يعادل توفيرًا سنويًا في التكاليف يبلغ حوالي 126000 دولار أمريكي.
التحليل الدقيق لحالة JS: قالب إدراج الإدارة الحرارية لحزمة بطارية شحن فائقة السرعة بقدرة 800 فولت
باستخدام حالة مشروع من العالم الحقيقي كمرجع، توضح هذه المقالة تفاصيل مشكلات الإدارة الحرارية لحزمة بطارية الشحن فائق السرعة بقدرة 800 فولت والتي قمنا بحلها، ويمكنك اعتبارها مرجعًا للمشروع.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
النتائج النهائية
The project outcome was a big surprise to all the stakeholders:
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
<اقتباس>
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
FAQs
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Summary
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com