Во время быстрой зарядки электромобилей при температуре выше 2C термическое сопротивление слоя термопасты между квадратным элементом аккумулятора и пластиной жидкостного охлаждения увеличивается на 300% после 800 термоциклов, при этом разница температур в горячих точках достигает локальных участков, превышающих 15 °C.
Это напрямую приводит к усилению старения клеток и даже к риску выхода из-под контроля температуры.
Старая трехслойная конструкция «радиатор + термопрокладка + изоляционная пленка» не способна решить проблему неравномерности интерфейса и обеспечить долговременную надежность. Формование со вставками благодаря интегрированным и высокоточным функциям стало основной технологией решения этой проблемы.
Термическая стойкость ↓40 %, давление в форме 50–120 МПа
<тр>
Утечка высокого напряжения
Пользовательский вставной молдинг типа T/барьер типа Z
Путь утечки 4,1 мм, выдерживаемое напряжение 4000 В
<тр>
Вставить смещение
Удержание давления в режиме реального времени с помощью датчиков в форме
Процент брака снижен с 12% до 1,5%
<тр>
Износ плесени
Вставки для литьевых форм
Время замены уменьшено с 4 часов → 40 минут
Основные выводы
<ул>
Удаление межфазных воздушных зазоров: При формовании методом вставки воздушные зазоры удаляются за счет приложения давления формования 50–120 МПа, а термическое сопротивление снижается на 40 % по сравнению с раствором термопасты. Это основная причина улучшения системы охлаждения и значительной задержки деградации элементов.
Единый компонент. Замена трехслойной конструкции одной нестандартной пластиковой деталью позволяет избежать допусков при сборке и рисков старения и в то же время снижает затраты на техническое обслуживание.
Контроль затрат. Вставки для литьевых форм – отличный инструмент для расчета поддающихся количественной оценке затрат на техническое обслуживание. Детали, подверженные сильному износу, можно заменять после 50 000 циклов пресс-формы, что приводит к точному планированию бюджета.
Производительный процесс: Датчики контроля процесса в пресс-форме повышают CPK местоположения вставки с 0,67 до 1,33, тем самым увеличивая выход продукта.
Прецизионные аккумуляторные компоненты: вставка решений для формования от JS Precision
Специальный опыт наших специалистов по вставному формованию позволяет нам разрабатывать системы терморегулирования аккумуляторов электромобилей, отвечающие точным производственным требованиям наших клиентов. Это основная причина, по которой вам следует выбрать JS Precision , которая специализируется в этой области.
Если вам нужна поддержка в исследованиях и разработках, а также в массовом производстве основных продуктов, таких как формовочные вставки для аккумуляторов электромобилей и вставки для литья под давлением, JS Precision предоставила индивидуальные решения для более чем 20 автомобильных компаний по всему миру.
Система позволяет решать фундаментальные производственные проблемы, соответствуя стандартным отраслевым требованиям, включая быструю зарядку высокого напряжения 800 В и возможность увеличения дальности поездки.
В качестве примера можно привести аналогичный сценарий. Один ведущий производитель автомобилей столкнулся с проблемой во время своего основного проекта аккумуляторной батареи для внедорожника: из-за проблем со смещением вставок 12 процентов материалов стали отходами, а их измерения термического сопротивления превысили утвержденные пределы на 30 процентов.
Клиент добился сокращения количества брака на 1,5 % благодаря системе управления с замкнутым контуром датчика пресс-формы JS Precision и конструкции вкладыша пресс-формы, которая позволила ему снизить термическое сопротивление на 40 % и при этом сэкономить более 120 000 долларов США в год на эксплуатационных расходах, которые вы можете получить, выбрав нас в качестве партнера.
JS Precision предоставляет полную поддержку, которая поможет вам удовлетворить ваши производственные требования, требующие полного соответствия международному стандарту безопасности IEC 62133-2:2017 для всех нестандартных пластиковых деталей, чтобы обеспечить их безопасность и единообразие.
Наша компания разработала полную систему контроля качества, которая охватывает все этапы: от выбора материала, проектирования пресс-форм до поставки массового производства.
Эта система предоставляет вам полные отчеты об испытаниях и данные проверки надежности, что помогает вам чувствовать себя в безопасности во время нашего сотрудничества, пока мы занимаемся всеми аспектами контроля качества.
<блок-цитата>
Выбор профессиональных услуг по формованию вставок может помочь клиентам снизить технические риски и контролировать производственные затраты. Если вы столкнулись с такими проблемами, как термическое сопротивление и смещение вставок в компонентах аккумуляторной батареи электромобиля, свяжитесь с нашими инженерами для бесплатной технической консультации и оценки решения.
Как формованная вставка для аккумуляторной батареи электромобиля может решить проблему термического сопротивления между пластиной с жидкостным охлаждением и аккумуляторным элементом?
Многие клиенты задаются одним и тем же вопросом: как формование вставки аккумулятора электромобиля на самом деле решает проблему межфазного теплового сопротивления между пластиной жидкостного охлаждения и аккумуляторным элементом?
Сначала в качестве теплоотводящей вставки используется отдельная деталь из алюминиевого сплава или меди. Затем его покрывают пластиком с высокой теплопроводностью (ППС + теплопроводящий наполнитель) методом вставного формования.
Давление в форме во время этой операции поддерживается на уровне 50-120 МПа, чтобы избавиться от межфазных воздушных зазоров, таким образом термическое сопротивление можно снизить примерно на 40%.
Давление в форме позволяет избавиться от межфазных воздушных зазоров
В ходе литья под давлением вставки для литьевых форм на этом этапе подвергаются удерживающему давлению 50-120 МПа, в результате чего расплавленный пластик вынужден заполнять неровности поверхности металлической вставки, а площадь контакта увеличивается до 95% или более, что приводит к значительному повышению теплопроводности.
По сути, это эквивалентно использованию высокого давления для заполнения крошечных щелей в стене цементом, что позволяет плотно скрепить пластиковую и металлическую вставку, тем самым значительно улучшая теплопроводность, а также предотвращая проблемы с рассеиванием тепла из-за недостаточного контакта.
Однокомпонентная замена трехслойной структуры
нестандартные пластиковые детали, которые разрабатываются методом литья, одновременно выполняют задачи теплопроводности (2,5 Вт/мК), изоляции (выдерживаемое напряжение 4000 В) и поддержки конструкции.
Это означает, что нет необходимости в термопасте и изоляционной пленке, что, в свою очередь, приводит к снижению затрат на закупку и сборку, а также сводит к минимуму риски старения.
<блок-цитата>
Чтобы узнать, как формование вставки аккумулятора электромобиля может еще больше снизить термическое сопротивление вашего аккумуляторного блока, загрузите наш технический документ, чтобы четко понять основные моменты контроля давления в пресс-форме.
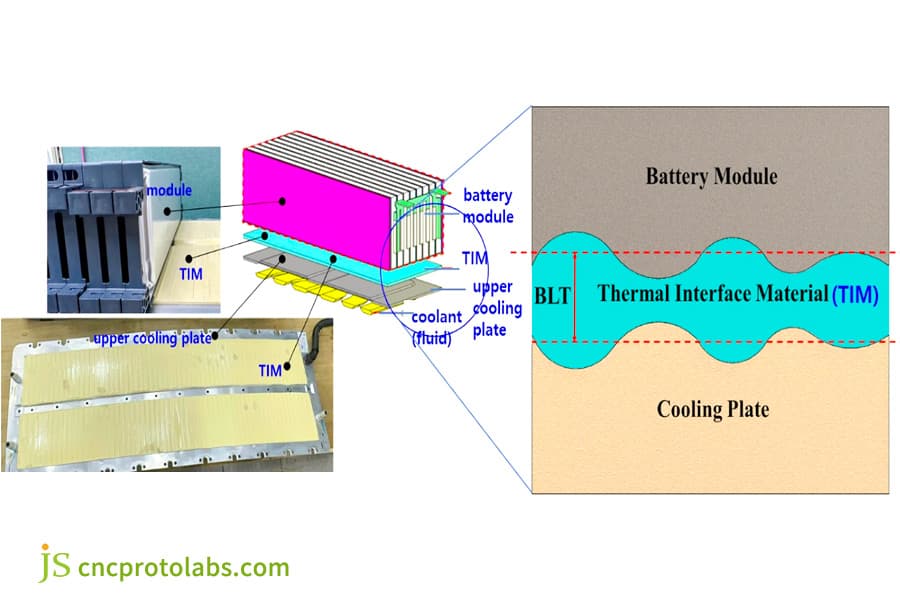
Рис. 1. Составное изображение, на котором показан реальный аккумуляторный модуль, схематическая диаграмма и поперечное сечение, иллюстрирующее, как материал термоинтерфейса (TIM) применяется между аккумулятором и охлаждающей пластиной с помощью формованной вставки для управления теплом.
Как может нестандартная вставка достичь баланса между двухсторонним рассеиванием тепла и расстоянием утечки в ограниченном пространстве аккумуляторного блока?
Решение проблемы теплового сопротивления интерфейса — это одно, но еще одним важным аспектом для клиентов является балансировка двустороннего рассеивания тепла с достаточным расстоянием утечки внутри небольшого пространства аккумуляторного блока. Изготовление вставок по индивидуальному заказу является идеальным решением этих проблем.
Например, в качестве вставок можно использовать медные шины или тепловые трубки с шагом ячеек 8 мм. Пластиковый тройник поддерживает вставку с двумя функциями: одна сторона проводит тепло (2,5 Вт/м·К), а другая изолирует (путь утечки 4,1 мм).
Пластик, сформированный с помощью формы конформного канала для воды, напечатанной на 3D-принтере, образует эту Т-образную деталь.
Концепция Т-образного барьера бросает вызов нехватке места
Специальная формованная вставка для платформ высокого напряжения 800 В (расстояние ползучести 3,2 мм) предполагает альтернативное расположение вставок. Пластиковая стенка утолщена до 2,5 мм на той стороне, где требуется изолирующий барьер. Следовательно, отвод тепла и изоляция достигаются без увеличения объема.
Это похоже на размещение различных решений для хранения в ограниченном пространстве: одна сторона предназначена для рассеивания тепла, а другая — для изоляции, и ни одно из них не будет подвергаться никаким помехам.
Таким образом, при ограниченном пространстве аккумуляторной батареи это позволяет одновременно выполнять требования безопасности при высоком напряжении и рассеивания тепла.
3D-печатные формы позволяют использовать стенки различной толщины
Форма для конформного водяного канала позволяет точно регулировать поток пластика, что позволяет одновременно изготавливать теплопроводящую тонкостенную область толщиной 0,8 мм и изолирующую толстостенную область толщиной 2,5 мм на одной и той же пластиковой детали, изготовленной по индивидуальному заказу , что также повышает гибкость конструкции детали.
Какие материалы лучше всего подходят для вставок литьевых форм в аккумуляторных модулях?
Решение относительно материалов для вкладышей для литьевых форм напрямую влияет на долговечность формы, точность изделия и производственные затраты. В результате использования мы определили лучшее решение.
В случае высокочастотного термоциклирования (от -40°C до 85°C, 3000 циклов) вставки для пресс-форм из стали H13 имеют скорость изменения размеров 0,012 %, что лучше, чем у S136 0,025 %.
Несоответствие КТР между металлическими вставками (медь/алюминий) и пластиком PPS должно быть ограничено 2,5 ppm/°C, что соответствует требованиям к точности размеров ISO 12165:2019.
Сравнение выбора стали для пресс-форм
Среди материалов вставок для литьевых форм лучшим вариантом является сталь Н13 с поверхностным азотированием (твердость 1100HV). Даже после 3000 термических циклов изменение размеров полости составляет 0,008 мм.
Сравнение характеристик различных сталей выглядит следующим образом:
<дел>
<голова>
<тр>
Тип пресс-формы
Обработка поверхности
Изменение размеров после 3000 термических циклов (мм)
Твердость (HV)
Применимые сценарии
Цикл замены (время пресс-формы)
<тело>
<тр>
H13
Обработка азотированием
≤0,008
1100
Компоненты высоковольтной батареи для быстрой зарядки
50 000 (зона повышенного износа)
<тр>
S136
Полирующая обработка
≤0,025
950
Обычные компоненты батареи
30 000 (зона повышенного износа)
<тр>
H11
Обработка азотированием
≤0,015
1000
Компоненты батареи среднего напряжения
40 000 (зона повышенного износа)
<тр>
Бериллий, медь
Нет
≤0,010
850
Точное позиционирование вставки
20 000 (зона повышенного износа)
<тр>
W7718
Обработка азотированием
≤0,012
1050
Большая пластиковая деталь
60 000 (зона повышенного износа)
Расчет соответствия CTE
Разница КТР медных вставок (КТР=16,8) и 30% армированного стекловолокном ППС (КТР=14,3) довольно мала (всего 2,5), тогда как разница для алюминиевых вставок (КТР=23,6) достигает 9,3, что означает, что требуется дополнительная компенсация помех в размере 0,2 мм.
Чем меньше разница CTE, тем выше точность продукта.
По сути, это похоже на соответствие одежды вашему телу. Чем меньше разница КТР, тем лучше «подгонка» между пластиком и вставкой, что предотвращает ослабление или деформацию, вызванную изменениями температуры, и обеспечивает долгосрочную прецизионную стабильность изделия, а также снижает количество дефектных изделий.
<дел>
<голова>
<тр>
Вставить материал
КТР (ppm/°C)
Пластмассовый материал
КТР пластика (ppm/°C)
Разница КТР (ppm/°C)
Компенсация помех (мм)
Применимые сценарии
Теплопроводность (Вт/м·К)
<тело>
<тр>
Медь
16,8
30 % стекловолокна PPS
14.3
2.5
0
Высококачественная быстрая зарядка
≥2,5
<тр>
Алюминий
23,6
30 % стекловолокна PPS
14.3
9.3
0,2
Нормальный диапазон
≥2.2
<тр>
Медь
16,8
50 % стекловолокна PPS
11.2
5.6
0.1
Платформа высокого напряжения
≥3.0
<тр>
Алюминий
23,6
50 % стекловолокна PPS
11.2
12.4
0.3
Бюджетное решение
≥2.0
<тр>
Нержавеющая сталь
10.8
30 % стекловолокна PPS
14.3
3.5
0
Высокая надежность
≥1,8
Прогнозирование срока службы пресс-формы
вставки пресс-формы, расположенные рядом с литником, необходимо заменять, когда износ достигает 0,003 мм после каждых 50 000 циклов формования. Области, которые не изнашиваются, могут работать в течение 200 000 циклов, что помогает клиентам точно планировать циклы обслуживания пресс-форм.
Могут ли ваши услуги по формованию вставок обрабатывать крупномасштабные структурные компоненты?
Поскольку аккумуляторные блоки электромобилей становятся больше, формование крупных деталей из пластика становится все более сложной задачей. Клиенты часто спрашивают, могут ли услуги по формованию вставок удовлетворить потребности крупномасштабного производства.
Мы меняем их мнение, демонстрируя сильную, зрелую команду технологий и производства, готовую справиться с любой задачей.
С помощью автоматизированного роботизированного манипулятора 8 резьбовых втулок + 2 пластины жидкостного охлаждения устанавливаются с повторяемостью 0,05 мм на опорную пластину аккумулятора длиной 850 мм.
Также была реализована балансировка давления при многополостном впрыске, чтобы гарантировать, что отклонение степени усадки пластиковой детали составляет не более 0,08%, что соответствует требованиям точности).
Автоматическая система предварительного позиционирования
После того, как положение вставки подтверждено лазерным измерением, шестиосевой роботизированный манипулятор захватывает вставку и помещает ее в форму. Услуги по формованию вставок могут обеспечить производственный цикл продолжительностью 90 секунд на деталь, сочетая точность и эффективность
Технология балансировки давления с несколькими полостями
Четыре независимых горячеканальных канала в сочетании с датчиками давления регулируют давление впрыска в каждую полость в режиме реального времени, обеспечивая контроль плоскостности крупных деталей при формовании пластика в пределах 0,15 мм/м, гарантируя однородность продукта.
Единый процесс вертикальной интеграции
Благодаря комплексной доставке нестандартных пластиковых деталей, от проектирования пресс-форм, обработки вставок до массового производства литьем под давлением, JS Precision помогает сократить проектные циклы и снизить затраты на общение с клиентами.
Рис. 2. Крупный план промышленной установки для формования вставок, представляющей собой большую металлическую форму с жидкостными линиями, расположенную на станине на заводе, способную производить важные компоненты для батарей.
Как износ и частота замены вставок литьевых форм влияют на стоимость за штуку?
При массовом производстве износ и частота замены вставок для литьевых форм напрямую определяют стоимость единицы продукции. Наш метод действительно помогает клиентам понять, как держать расходы под контролем
Вставки из бериллиевой меди имеют потери на трение 0,003 мм за цикл формования. Когда износ фиксирующего штифта превышает 0,02 мм, вероятность смещения вставки становится весьма высокой.
Благодаря использованию вставной конструкции стоимость обслуживания пресс-форм снижается примерно до 0,025 доллара США за единицу (при общем объеме производства 500 000 пресс-форм).
Пороги износа и смещения
Износ диаметра фиксирующего штифта вставок литьевой формы достиг 0,02 мм, в результате чего стандартное отклонение смещения положения вставки изменилось с 0,02 мм до 0,07 мм, а процент брака вырос до 8 %, поэтому изношенные детали следует своевременно заменять.
Дизайн быстрой замены вставного типа
Выполнение сильно изнашиваемых деталей в виде отдельных вставок пресс-формы позволяет выполнять замену, просто отвернув четыре болта, тем самым значительно сокращая время замены с 4 часов до 40 минут и в то же время ограничивая время простоя и повышая эффективность.
Модель расчета стоимости единичной детали
При общем объеме производства в 500 000 единиц стоимость замены зон с высоким износом составляет 1758 долларов США, зон с низким износом — 293 доллара, а потери из-за простоя — 439,5 долларов. Стоимость обслуживания пресс-формы составляет около 0,025 доллара США.
<блок-цитата>
Хотите точно рассчитать стоимость отдельной детали из-за износа вставок для литьевых форм? Отправьте данные о своих производственных масштабах, и мы бесплатно предоставим вам отчет о расчете затрат.
Каковы критические допуски для пластикового формования крупных деталей в деталях аккумуляторов электромобилей?
Контроль допусков при отливке крупных деталей из пластмассы является основным фактором, влияющим на точность сборки. В результате нашей постоянной работы мы определили основные критерии толерантности и способы их контроля.
Компенсация усадки в реальном времени осуществляется с помощью датчика давления в форме. Окончательная плоскостность уплотняемой поверхности составляет 0,05 мм, а для комплексной проверки перед отправкой используется трехмерное сканирование синим светом.
Стандарты контроля коробления
Поскольку длина крупных деталей, отлитых из пластика, увеличивается на 100 мм, допустимая деформация также увеличивается на 0,06 мм. Итак, приемлемым стандартом для детали диаметром 620 мм является 0,37 мм. На самом деле мы ограничиваем контроль до 0,35 мм, что даже лучше, чем отраслевой стандарт.
Технология динамической компенсации усадки
Датчики давления установлены во всех четырех полостях. Если обнаруживается отклонение давления на 3 %, соответствующее давление удержания сопла автоматически корректируется на 5 МПа, что позволяет избежать неравномерной усадки и возможных проблем с допусками.
Полные методы проверки
Самая первая и последняя части партии подвергаются 3D-сканированию синим светом (точность 0,008 мм). Инструмент измерения изображения используется для картирования критических монтажных поверхностей. Выпускаются только детали с CPK 1.33, что гарантирует, что дефектные детали не будут переданы в следующий процесс.
Как предотвратить смещение крупных деталей пластиковой отливки и нескольких вставок через датчики формы во время однократной формовки?
Смещение вставки — это частый дефект, возникающий при формовании крупных пластиковых деталей с несколькими вставками в одном процессе. У нас есть очень эффективный метод решения этой проблемы, разработанный с использованием технологии датчиков в пресс-форме.
Для базовой пластины аккумулятора, состоящей из 8 резьбовых втулок и 2 пластин жидкостного охлаждения, в каждую вставку встроен крошечный магнитострикционный датчик смещения (с точностью 0,01 мм), который мгновенно изменяет давление удержания сопла. В результате уровень КФК повысился с 0,67 до 1,33.
Вставить режим отказа смещения
Давление впрыска всего лишь 0,28 мм может привести к смещению двух средних коллекторов, что более чем в три раза превышает предел спецификации в 0,10 мм. Это приводит к тому, что процент брака составляет 12 %, что увеличивает производственные затраты и приводит к задержкам доставки.
Сенсорная система управления с замкнутым контуром
Датчик смещения используется с каждой вставкой формы, датчик может производить отбор проб 1000 раз в секунду. Игольчатый клапан горячего литника одной вставки закрывается с задержкой 0,3 секунды после того, как смещение более 0,05 мм обнаружено путем обращения к другому каналу, и смещение корректируется за то же время.
Данные по повышению доходности
После установки положение вставки CPK составило 1,33 (среднее смещение 0,02 мм, стандартное отклонение 0,015 мм), а процент брака снизился до 1,5%. При годовом производстве 200 000 штук это соответствует ежегодной экономии примерно 126 000 долларов США.
Анализ случая JS Precision: пресс-форма для терморегуляции для аккумуляторной батареи со сверхбыстрой зарядкой 800 В
В этой статье, на основе примера из реального мира, подробно описаны проблемы терморегулирования аккумуляторной батареи со сверхбыстрой зарядкой напряжением 800 В, которые мы решили, и вы можете использовать ее в качестве справочного материала для проекта.
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
<ул>
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
Окончательные результаты
The project outcome was a big surprise to all the stakeholders:
<ул>
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
<блок-цитата>
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
Часто задаваемые вопросы
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
Сводка
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
Отказ от ответственности
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.